焊接式管接头原理
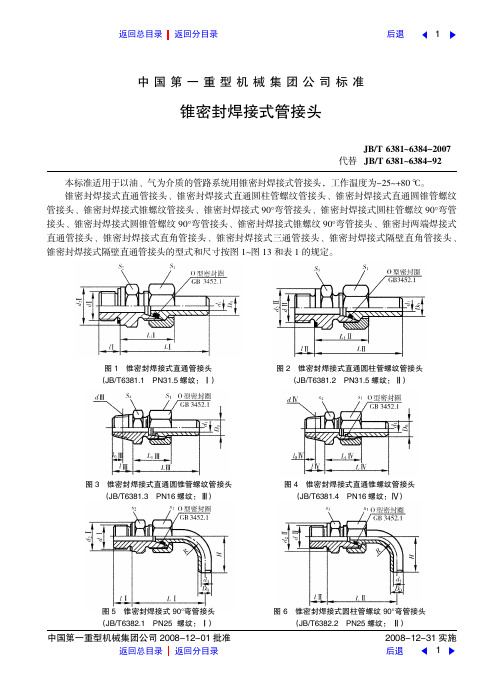
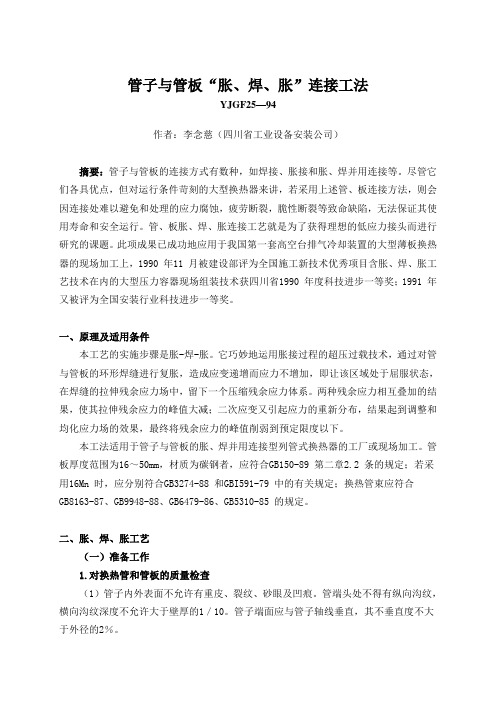
锥密封焊接式管接头
猿园
猿源
愿援圆
愿援员圆
酝圆苑伊圆
郧讕變 砸讕變 晕孕栽讕變 员猿
猿远
源员
怨援缘
愿援远员
员远
酝猿猿伊圆
郧员
砸员
晕孕栽员 员苑
源员
源远 员园援源 员园援员远
员愿
酝源圆伊圆
郧员讕讈 砸员讕讈 晕孕栽员讕讈 圆园 缘缘
缘缘
员圆援苑 员园援远远
圆园
酝源愿伊圆
郧员讓讈 砸员讓讈 晕孕栽员讓讈 圆远 远园
远园
圆圆
表 粤.员
图 粤.圆 圆柱管螺纹
凿圆
公制细牙 螺纹
圆柱 管螺纹
阅员
公制细牙 螺纹
圆柱 管螺纹
员愿
原
员怨
原
圆员
圆源
圆圆
圆缘
圆源
圆缘
圆苑
圆愿
圆苑
圆愿
猿园
猿源
猿员
猿缘
猿远
源员
猿苑
源圆
源远
源远
源苑
源苑
缘缘
缘缘
缘远
缘远
远园
远园
远员
远员
皂皂
遭
员缘
员苑 员怨 圆员 圆猿 圆缘
返回总目录 返回分目录
后退
5
员圆 园援员缘 园援员远 园援员缘 园援员缘 园援员远 园援员远 园援员远 园援员远 园援员缘 园援圆圆 园援猿圆 园援猿苑 园援猿远
员源 园援员愿 园援员愿 园援员愿 园援员愿 园援圆园 园援圆园 园援员怨 园援员怨 园援员愿 园援圆源 园援猿远 园援缘源 园援源源
员远 园援圆源 园援圆源 园援圆圆 园援圆圆 园援圆远 园援圆远 园援圆源 园援圆缘 园援圆猿 园援猿源 园援源怨 园援远猿 园援远圆
4种常用管道接头

❖ 对于扩口式管接头,大多因扩口过度,质量不合 要求或多次拆卸,致使扩口变形或裂纹等造成泄 漏,此时可将前端截去重新进行扩口。如果使用 公母锥顶压进行密封,其泄漏大多是由于两锥面 有损伤,可用研磨砂对锥面进行研磨。
❖ NPT是National (American) Pipe Thread的缩写,属于美 国标准的60度锥管螺纹,用于北美地区.国家标准可查阅 GB/T12716-1991
❖ PT是Pipe Thread的缩写,是55度密封圆锥管螺纹,属惠 氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气 管行业,锥度规定为1:16.国标准可查阅GB/T7306-2000
❖ 在一些用“о”形圈靠端面或外径密封的场合,其泄漏 原因有以下几种:
❖ “о”形圈老化或变形而造成泄漏;“о”形圈装配不到位, 使两平面连接时压不平或“о”形圈被切割造成泄漏;“о” 形圈未压实,弹性变形量不足而造成泄漏;“о”形圈 止口槽过深而造成泄漏。
❖ 对此,需重新选择外径相同和截面较粗的“о”形圈, 也可将带有止口槽的密封平面进行切削或磨削加工, 以减小止口槽深度,使“о”形圈有足够的弹性变形量 (压缩量一般应在0.35-0.65mm之间)。对于采用耐 油胶板、羊毛毡、软钢纸板、组合密封垫圈或密封胶 的管接头处泄漏,无论是何材质,首先应检查其密封 件有无破损,变形、老化和粗糙度过大等情况,然后 采取相应的措施。
❖ 耐大气老化性:耐辐照性能和较低的渗透性:长期暴露于大气 中,表面及性能保持不变。
❖ 耐腐蚀性:耐化学腐蚀和耐候性除熔融的碱金属外,聚四氟乙 烯几乎不受任何化学试剂腐蚀。例如在浓硫酸、硝酸、盐酸, 甚至在王水中煮沸,其重量及性能均无变化,也几乎不溶于所 有的溶剂,只在300℃以上稍溶于全烷烃(约0.1g/100g)。聚 四氟乙烯不吸潮、不燃,对氧、紫外线均极稳定,所以具有优 异的耐候性。
接头标准知识介绍
接头标准知识介绍
焊接式管接头 JB966-77 焊接式端直通管接头 JB1883-77 焊接式端直通长管接头 JB970-77 焊接式直通管接头 JB971-77 焊接式直角管接头 JB972-77 焊接式三通管接头 JB973-77 焊接式四通管接头 JB974-77 焊接式隔壁直通管接头 JB975-77 焊接式隔壁直角管接头 JB977-77 焊接式分管管接头 JB978-77 焊接式铰接管接头 JB979-77 焊接式直角焊接接管 JB2099-77 焊接式管接头接管 JB981-77 焊接式管接头用螺母 JB3878.1-85 插入焊接式直角管接头 JB3878.2-85 插入焊接式三通管接头 JB3878.3-85 插入焊接式四通管接头 JB3878.4-85 插入焊接式锐角三通管接头 JB3878.5-85 插入焊接式变径管接头 JB3878.6-85 插入焊接式直通管接头 JB3878.7-85 插入焊接式管封头 JB/ZQ4202-86 锥密封焊接式端直通管接头 JB/ZQ4203-86 锥密封焊接式端直通园柱管螺纹管接头 JB/ZQ4226-86 锥密封焊接式端直通锥管螺纹管接头 JB/ZQ4201-86 锥密封焊接式端直通锥螺纹管接头 JB/ZQ4205-86 锥密封焊接式 90°弯管接头 JB/ZQ4206-86 锥密封焊接式园柱管螺纹 90°弯管接头 JB/ZQ4227-86 锥密封焊接式锥管螺纹 90°弯管接头
管路接头密封方式

管路接头密封方式在管路系统中,接头密封是非常重要的一环。
它能够确保流体在管路中的稳定运输,并防止泄漏或渗透。
接头密封方式有多种,下面将为大家介绍几种常用的方式,并提供一些指导意义的建议。
一、螺纹连接密封螺纹连接是最常见的接头密封方式之一。
它通过螺纹的相互嵌合,实现密封效果。
在使用螺纹连接时,需要注意螺纹的制作和安装。
首先,要确保螺纹的尺寸和牙距符合标准要求。
其次,在安装过程中要注意使用合适的工具,以避免损坏螺纹。
最后,要确保螺纹连接处有足够的紧固力,以保证密封效果。
二、法兰连接密封法兰连接是一种通过法兰盘连接来实现密封的方式。
它适用于大型管路系统或需要频繁拆卸的场合。
在法兰连接中,密封垫片起着重要的作用。
常用的垫片材料包括橡胶、铜、石棉等。
在选择垫片时,要根据介质的性质和工作温度选择合适的材料。
此外,安装法兰时要注意正确的螺栓紧固顺序和力度,确保密封效果。
三、焊接连接密封焊接连接是一种永久性的密封方式。
它具有结构简单、强度高等优点。
在焊接过程中,需要注意选择合适的焊接方法和材料。
对于管道的焊接,常用的方法有电弧焊、气焊等。
在选择焊接材料时,要考虑到介质的性质和工作环境的要求。
此外,在焊接过程中要确保焊接接头的完全密封,避免出现裂纹或气孔等缺陷。
四、密封垫圈密封密封垫圈是一种常用的密封方式。
它适用于一些小型管路连接,如水龙头、阀门等。
常用的密封垫圈材料有橡胶、聚四氟乙烯等。
在安装过程中,要确保密封垫圈与连接件之间充分接触,并保持合适的压力。
此外,要定期检查密封垫圈的磨损程度,及时更换,以保证密封效果。
综上所述,接头密封方式多种多样,选择合适的方式取决于具体的使用条件和需求。
在使用过程中,要注意选择合适的材料和工具,确保密封效果。
此外,定期检查和维护管路系统,更换损坏的密封件,是保持系统正常运行的关键。
希望本文能对大家理解接头密封方式的原理和应用提供一些参考和指导。
管接头和管接头体的分类
一、管接头分类
管接头分为卡套式管接头、扩口式管接头、焊接式管接头和其他管接头四大类。常用的不同型式管接头基本已经标准化,通常管接头各行业标准。
1.1卡套式管接头
卡套式管接头包括表中各种:
卡套式端直通管接头
卡套式焊接管接头
卡套式锥螺纹直通管接头
插入焊接式锐角三通管接头
锥密封焊接式隔壁直通管接头
插入焊接式变径管接头
锥密封焊接式压力表管接头
1.4其他管接头
其他管接头包括表中各种:
直角型附接螺纹管接头
手夹快换接头
L型附接螺纹管接头
沟槽式管接头
T型附接螺纹管接头
波纹金属软管用非合金钢和不锈钢接头
挠性管接头
管路松套补偿接头
二、管接头体分类
管接头体分为卡套式接头体、扩口式管接头体、焊接式管接头体三类。
扩口式隔壁直通管接头体
扩口式可调向端三通管接头体
扩口式隔壁直角管接头体
扩口式组合直角三通管接头体
扩口式压力表管接头体
扩口式锥螺纹三通管接头体
2.3焊接式管接头体
焊接式接头体包括表中各种:
焊接式端直通管接头体
焊接式隔壁直通管接头体
焊接式直通管接头体
焊接式隔壁直角管接头体
焊接式直角管接头体
焊接式端直通长管接头体
焊接式管接头包括表中各种:
焊接式端直通管接头
插入焊接式直通管接头
焊接式端直通长管接头
锥密封焊接式直通管接头
焊接式直通管接头
锥密封焊接式直通圆柱管螺纹管接头
焊接式直角管接头
锥密封焊接式直通圆锥管螺纹管接头
焊接式三通管接头
锥密封焊接式直通锥螺纹管接头
焊接式四通管接头
『图解』液压管接头的种类和选用解读
『图解』液压管接头的种类和选用管接头是油管与油管、油管与液压元件之间的可拆式连接件,它应满足装拆方便、连接牢靠、密封可靠、外形尺寸小、通油能力大、压力损失小、加工工艺性好等要求。
按油管与管接头的连接方式,管接头主要有焊接式、卡套式、扩口式、扣压式等形式;每种形式的管接头中,按接头的通路数量和方向分有直通、直角、三通等类型;与机体的连接方式有螺纹连接、法兰连接等方式。
此外,还有一些满足特殊用途的管接头。
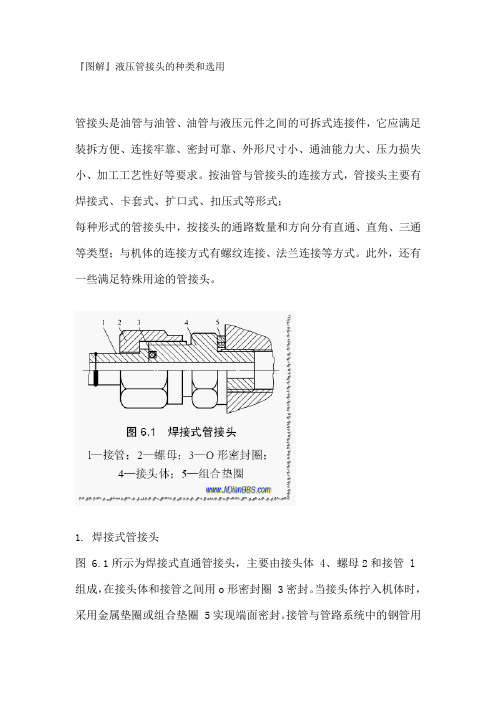
1. 焊接式管接头图 6.1所示为焊接式直通管接头,主要由接头体 4、螺母2和接管 l 组成,在接头体和接管之间用o形密封圈 3密封。
当接头体拧入机体时,采用金属垫圈或组合垫圈 5实现端面密封。
接管与管路系统中的钢管用焊接连接。
焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。
2. 卡套式管接头图 6.2所示为卡套式管接头结构。
这种管接头主要包括具有24°锥形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件。
旋紧螺母3时,卡套2被推进24°锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用。
卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,工作压力可达31.5MPa,是液压系统中较为理想的管路连接件。
3. 锥密封焊接式管接头图 6.3所示为锥密封焊接式管接头结构。
这种管接头主要由接头体 2、螺母4和接管5组成,除具有焊接式管接头的优点外,由于它的o形密封圈装在接管5的24°锥体上,使密封有调节的可能,密封更可靠。
工作压力为 34.5MPa,工作温度为-25℃~80℃。
这种管接头的使用越来越多。
4. 扩口式管接头图 6.4所示是扩口式管接头结构。
这种管接头有A型和B型两种结构形式:A型由具有74°外锥面的管接头体1、起压紧作用的螺母2和带有60°内锥孔的管套 3组成;B型由具有90°外锥的接头体l和带有90°内锥孔的螺母2组成。
管接头工作原理

管接头工作原理
管接头是管道系统中常用的连接元件,用于连接两根管道或管道与设备之间的接口,使其形成一个完整的管路系统。
管接头的工作原理主要包括以下几个方面:
1. 密封:管接头具有一定的密封性能,能够确保管道系统中的介质不会泄漏。
工作时,通过合适的密封材料(如橡胶垫圈或密封胶等),在管道连接处形成一道可靠的密封界面,防止介质泄漏。
2. 连接:管接头能够将两根管道或管道与设备连接在一起,形成一个整体。
通过合适的连接方式(如螺纹连接、焊接连接、法兰连接等),将两个管道的端部连接在一起,使其成为一个连续的管路系统。
3. 承压能力:管接头需要具备一定的承压能力,能够承受管道系统内部的压力载荷。
为了确保接头的安全可靠工作,通常会根据实际工作压力选择适当的管材和接头结构。
4. 拆卸:管接头通常需要具备一定的拆卸性能,方便对管道系统进行检修、更换或清洗等操作。
通过合适的拧紧或解除连接方式,可以方便地拆卸管接头,对管道系统进行维护。
总之,管接头通过合适的连接方式和密封材料,实现管道系统的连接和密封,承受管道内部的压力载荷,并具备一定的拆卸性能。
这些工作原理保证了管道系统的安全运行和方便维护。
管子与管板“胀、焊、胀”连接工法
管子与管板“胀、焊、胀”连接工法YJGF25—94作者:李念慈(四川省工业设备安装公司)摘要:管子与管板的连接方式有数种,如焊接、胀接和胀、焊并用连接等。
尽管它们各具优点,但对运行条件苛刻的大型换热器来讲,若采用上述管、板连接方法,则会因连接处难以避免和处理的应力腐蚀,疲劳断裂,脆性断裂等致命缺陷,无法保证其使用寿命和安全运行。
管、板胀、焊、胀连接工艺就是为了获得理想的低应力接头而进行研究的课题。
此项成果已成功地应用于我国第一套高空台排气冷却装置的大型薄板换热器的现场加工上,1990 年11 月被建设部评为全国施工新技术优秀项目含胀、焊、胀工艺技术在内的大型压力容器现场组装技术获四川省1990 年度科技进步一等奖;1991 年又被评为全国安装行业科技进步一等奖。
一、原理及适用条件本工艺的实施步骤是胀-焊-胀。
它巧妙地运用胀接过程的超压过载技术,通过对管与管板的环形焊缝进行复胀,造成应变递增而应力不增加,即让该区域处于屈服状态,在焊缝的拉伸残余应力场中,留下一个压缩残余应力体系。
两种残余应力相互叠加的结果,使其拉伸残余应力的峰值大减;二次应变又引起应力的重新分布,结果起到调整和均化应力场的效果,最终将残余应力的峰值削弱到预定限度以下。
本工法适用于管子与管板的胀、焊并用连接型列管式换热器的工厂或现场加工。
管板厚度范围为16~50mm,材质为碳钢者,应符合GB150-89 第二章2.2 条的规定;若采用16Mn 时,应分别符合GB3274-88 和GBI591-79 中的有关规定;换热管束应符合GB8163-87、GB9948-88、GB6479-86、GB5310-85 的规定。
二、胀、焊、胀工艺(一)准备工作1.对换热管和管板的质量检查(1)管子内外表面不允许有重皮、裂纹、砂眼及凹痕。
管端头处不得有纵向沟纹,横向沟纹深度不允许大于壁厚的1/10。
管子端面应与管子轴线垂直,其不垂直度不大于外径的2%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接式管接头原理
管道系统是现代建筑、工业生产和市政设施中不可或缺的组成部分。
而管道系统中,管接头作为连接管道的重要组件,其质量直接影响着整个管道系统的安全性和可靠性。
在众多的管接头中,焊接式管接头因其高强度、密封性好、耐腐蚀性强等优点而被广泛应用。
下面将从焊接式管接头原理的角度来探讨其工作原理和应用特点。
焊接式管接头是指通过熔接的方法将两个管道连接在一起的一种管接头。
其工作原理是将两根管道的端部加热至熔点,然后将它们紧密地连接在一起,通过焊接过程中的热膨胀和冷缩来实现连接的牢固性。
在焊接式管接头的加工过程中,需要严格遵守一定的工艺规范。
首先,在选择焊接材料时,需要保证其与管道材料相同或相近,以保证焊接接头的强度和耐用性。
其次,在加工过程中需要对管道进行切割、倒角、清洗等处理,以达到焊接的要求。
最后,在焊接过程中,需要控制好焊接温度、焊接速度和焊接压力等参数,以保证焊接质量。
焊接式管接头具有以下应用特点:
1. 高强度:焊接过程中的热膨胀和冷缩可以使管道连接更加牢固,从而提高了管道的承载能力和耐压能力。
2. 密封性好:焊接式管接头的接口处没有螺纹,从而避免了螺纹连接时易发生的漏水情况,并且焊接过程中可以在接口处形成完美的密封。
3. 耐腐蚀性强:焊接材料的选用和加工过程的严格控制可以保证焊接接头的耐腐蚀性,从而延长管道的使用寿命。
4. 施工方便:焊接式管接头的施工过程简单,只需要焊接设备和相应的焊接材料即可,而且在施工过程中不会产生任何噪音和污染。
焊接式管接头作为管道系统中的重要组成部分,其工作原理和应用特点都十分重要。
在实际应用中,需要根据具体的管道系统和施工环境来选择合适的焊接材料和焊接工艺,以保证管道系统的安全性和可靠性。