新代主轴感应非包套调试手册-v33
新代系统三大伺服警报处理说明书V3.0
三大伺服警报处理动作说明版本:V3.0作者:赖春亿修订日期:95/05/16版本更新记录MOT—008 遗失位置命令警报发生时机:控制器停止对某个轴向指令输出1秒后检查回馈指令量与输指令量的误差量是否在参数设定误差范围内(Pr561~Pr580),如果不在此范围内,则系统会发生遗失位置警报。
控制器处理原则:系统会发出警报但维持在就绪状态(伺服马达servo on)警报解除方法:按下『紧急停止钮』,让系统将进入未就绪状态 (监控模式,伺服马达servo- off),放开『紧急停止钮』即解除此警报。
可能发生原因:1.机构有问题,造成床台运动受阻(若滑轨摩差力过大也会引起此警报)。
2.运动中控制紧急停止的继电器接触不良,造成驱动器瞬间接受servo off和servo on的要求,但控制器未察觉驱动器异常,造成控制器与驱动器运动指令遗失。
3.CPU板送给轴卡的数据遗失。
(CPU板有问题,轴卡有问题,CPU板和轴卡对底板的金手指接触不好)。
4.控制器伺服线有接触不良或断线,造成控制器与驱动器运动指令遗失。
5.驱动器到马达的动力线接触不好或者断开,造成驱动器无法正常驱动马达。
6.马达编码器进油导致编码器回馈讯号不准确。
7.编码器回授线松脱或断掉导致编码器回授馈讯号不准确。
8.局部干扰导致指令与编码器讯号不准确。
故障排除方法:机构问题:1.检查控制紧急停止的继电器接触是否正常。
2.CPU板送给轴卡的资料遗失(CPU板有问题,轴卡有问题,CPU板和轴卡接触不好)。
3.检查控制器伺服线是否有接触不良或断线。
4.检查驱动器到马达的动力线是否接触不好或者断开。
5.检查马达编码器是否进油。
6.编码器回授线是否松脱或断线。
7.局部干扰。
电控:(诊断画面下)1.观察过8,9,10号参数之后。
就做寻点动作(不须重新开机),寻完原点后,观察24,25,26号参数和40,41,42号参数,如果24,25,26号参数中有不为零的,则回授回路有问题。
V33机床维护手册

简介
V-33机床是专门用于高精度、高 速度、光洁表面处理的加工中心,该 机床操作简便,设计合理,性能可靠, 加工效率高,是牧野成熟稳定的一款 机床.
检查维护项目表
检查部位
检查项目
参考标准
备注
1 主轴油温控制器 检查油面高度 高于低油尺标 牧野专用主
是否在正常值
记2/3
轴油
日
2
导轨油箱
油液标记: 是 否在正常值
导 轨 润 滑 油 箱
TR06-0629SW 7
进给轴丝杠加油孔
自动加油器(选配):检查润 滑油脂是否干净,并定期 补充
Z轴丝杆润滑部位: 定期补 充油脂(30ml/次)
X轴丝杆润滑部位:定 期补充油脂(30ml/次)
TR06-0629SW 8
刀 库 装 置
刀库:润滑油脂是否 干净,并补充
检查油面高度 高于低油尺标 shell68导轨
是否在正常值
记2/3
油
3
冷却液箱
检查液面高度 高于低油尺标
是否在正常值
记2/3
4 气压控制装置 检查压力表的 气压指针在绿 读数是否正常 色标签中间
检
油气分离装置 检查分离器内 部是否有沉积 物
拆开清洗
空气过滤器
检查空气过滤 器内部5 铁屑/废油集 结 检查是否需要 少于箱体容量
箱
倾倒,清除
的2/3
1 机床零部件
检查机床操作 部位是否完好
周 2 主轴油温控制器 清洗主轴油温 控制器过滤网
检 3 冷却单元
清洗铁屑收集 器过滤网
40ºC以下温 水冲洗,禁止 使用硬物
TR06-0629SW 2
检查部位
V3产品使用说明

Parameter input Program no. 02 Smooth factor Trig. yTS, yTE Trig. xTE shut-off y,x Job no.: 3964 DW/OF Vel start end Vel min max Dircection X/Y Master sample 0 0,0 0,00 0,0 987654321 0/ 0 0,00 0,00 0 0,00 N mm N
评估结果, OK 或者NOK
单位
第一层 Graph
测量程序 标定压力值 压力窗口 压力位移窗口1 窗口号 位移窗口4 200,0 N
5 4
压力位移曲线
“ 曲线 ” 界面
这个曲线窗口显示压力、位移特性以及所有的公差窗口
通过 Tab(F1) 返回界面
Байду номын сангаасProg.2
通过 Hcopy(F2) 复制
1 3 2
窗口号 测量程序 (00 - 31) 最小实际值 最大实际值 最小设置值 最大设置值 Measured values : tabular form P02 wn1 wn2 wn3 wn4 wn5 wn6 wn7 wn8 OK Graph Servi F1 F2 F3 F4 Setpt Calib F5 F6 Docu F7 通过 Docu(F7) 进入文档 Docu(F7 文档界面 文档 actual values setpoint values min max min max 0,0 33,6 61,6 45,0 41,9 86,7 4,4 153,5 0,0 25,0 35,0 4,2 130,0 90,0 65,0 85,0 4,8 170,0 N N N mm N 通过 Graph(F2) 进入曲线 曲线界面 ( ) 曲线
新代系统SYNTEC:调试参数
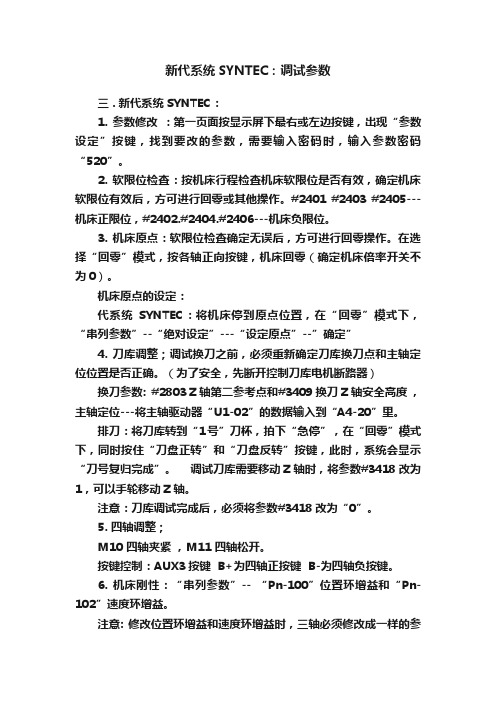
新代系统SYNTEC:调试参数三 . 新代系统SYNTEC:1. 参数修改:第一页面按显示屏下最右或左边按键,出现“参数设定”按键,找到要改的参数,需要输入密码时,输入参数密码“520”。
2. 软限位检查:按机床行程检查机床软限位是否有效,确定机床软限位有效后,方可进行回零或其他操作。
#2401 #2403 #2405---机床正限位,#2402.#2404.#2406---机床负限位。
3. 机床原点:软限位检查确定无误后,方可进行回零操作。
在选择“回零”模式,按各轴正向按键,机床回零(确定机床倍率开关不为0)。
机床原点的设定:代系统SYNTEC:将机床停到原点位置,在“回零”模式下,“串列参数”--“绝对设定”---“设定原点”--”确定”4. 刀库调整;调试换刀之前,必须重新确定刀库换刀点和主轴定位位置是否正确。
(为了安全,先断开控制刀库电机断路器)换刀参数: #2803 Z轴第二参考点和#3409 换刀Z轴安全高度,主轴定位---将主轴驱动器“U1-02”的数据输入到“A4-20”里。
排刀:将刀库转到“1号”刀杯,拍下“急停”,在“回零”模式下,同时按住“刀盘正转”和“刀盘反转”按键,此时,系统会显示“刀号复归完成”。
调试刀库需要移动Z轴时,将参数#3418改为1,可以手轮移动Z轴。
注意:刀库调试完成后,必须将参数#3418改为“0”。
5. 四轴调整;M10 四轴夹紧,M11 四轴松开。
按键控制:AUX3按键 B+为四轴正按键 B-为四轴负按键。
6. 机床刚性:“串列参数”-- “Pn-100”位置环增益和“Pn-102”速度环增益。
注意: 修改位置环增益和速度环增益时,三轴必须修改成一样的参数值,否者会影响机床精度。
7. 机床反向间隙:参数#1241-#12608. 气压和润滑油:参数#3417=0时为正常状态。
#3417=1 屏蔽气压报警,#3417=2屏蔽润滑油报警,#3417=3 同时屏蔽气压和润滑油报警。
新代系统装机调试

新代系统装机调试请注意下列CNC参数必需依据机台实际状况个别调整:1.参数1221~1260 X/Y/Z背隙补偿2.参数941~960 X/Y/Z启动寻原点栅格功能。
(0→关闭、1→启动)3.CNC加⼯中⼼机配机步骤:⼀、重电回路OK。
1.先将控制器、屏幕、X/Y/Z伺服驱动器及主轴变频器电源线拔开再送电。
2.送电后确认各零件单元的⼊⼒电压正确后,才将电源送⼊各个单元。
3.送电后控制器需进⼊新代软件画⾯、伺服驱动器需要有显⽰讯息、主轴变频器需要有显⽰讯息。
⼆、安装PLC软体(/doc/a37ff81c6e85ec3a87c24028915f804d2b168731.html D / APPCHI.STR / CNC.IL)及CNC参数(PARAM.DAT);相同机型有可以直接共⽤PLC、警报⽂件和参数等。
三、设定X/Y/Z伺服驱动器参数(见附件相关驱动器设定表格)。
四、设定主轴变频器参数。
五、X/Y/Z伺服马达动起来。
1.控制器诊断功能→系统数据40/41/42要等于24/25/26。
2.控制器画⾯显⽰移动1mm,床台需确实移动1mm。
六、X/Y/Z⾏程极限及原点讯号对应确认正确。
七、X/Y/Z寻原点动作需正常。
⼋、设定X/Y/Z软件⾏程极限、背隙补偿及判断寻原点栅格功能是否启动九、主轴动起来。
1.按主轴正转/反转按钮,主轴马达转向需正确。
2.主轴转速须正确。
⼗、测试操作⾯板功能。
⼗⼀、机床空运⾏看各驱动器负载率情况,及最⼤速度空运⾏,看驱动器是否会过载或报警类⼗⼆、试加⼯。
看机床加⼯尺⼨精度,抖动,振动纹等系统参数设定归类:1、设定机床组装完毕后,相关伺服轴的机械参数对应的参数号为:9 ~ 386 范围,根据说明设定相关参数项⽬对应页⾯。
P3 ~ P52、设定机床运⾏速度等相关参数对应的参数号为:401 ~ 641 范围,根据设定说明进⾏设定对应页⾯。
P6 ~ P83、设定机床加⼯效果的参数对应参数号为:401 ~ 408 范围,同时各轴单独也要调整;对应页⾯。
牧野立加V33 主轴更换手册

V33主轴的更换1. 移开主轴的罩壳。
在罩壳的底部有5个冲水的软管,取下他们并从他们的位置上拆除罩壳。
(*该项视机床规格不同而不同。
)主气体和冷却液软管位置,请拆开这些软管2. 在Pro-3情况下,请拆除油液冷却器的连接线路,以使我们可以没有油液冷却器运行而操作各轴。
(以便我们在操作各轴时油液冷却器不运行防止油液溅出。
)在Pro-5的情况下,请更改机床参数3059 (主轴存在)。
通过该参数的修改可以使主轴和油液冷却器相关的报警被屏蔽。
同时油液冷却器将不被启动,液压单元也被关闭。
以下描述指示了如何使用机床参数3059. (如果以下所列软件被安装就可以使用主轴移除功能)。
⏹机床参数3059 “主轴存在”的内容⏹可用软件的版本步骤:2-1.首先,更改“参数读写”为激活状态。
在NC面板设定界面下输入“1”(0:无效,1:有效),以使NC参数处于可以修改的状态。
(2-1 首先,将NC面板设定界面的“参数写入”处设定为“1”(0:不可写,1:可写),以便我们接下来可以修改机床系统参数。
)2-2.更改某些参数,例如:按照下列更改一些参数:机床参数 {油液流量感应器存在:1,不存在:0}#621 (Pro-3) 1 to 0#3015 (Pro-5) (在某些比AA-0100-AA12版本更旧软件安装的情况下)如果在 Pro-3的情况下,修改NC参数#9937中的bit#1(主轴存在:1,不存在:0) 这些改变将切断油液冷却器的电气信号,请确认这些参数的更改,否则仍有警报可能出现。
2-3.关闭主电源。
2-4.在Pro-3情况下,拆除油液冷却器控制柜的罩壳并关闭断路器,此时参考下图把“OMAL”和“C24”连接在一起,该信号线就可以忽略所有的油液冷却器报警。
OMAL, C24Short-circuit wire.2-5.打开主电源,并确认NC面板上的报警状态。
3. 为了可以容易的拆除电线和电缆,请把Z轴移动到负方向上的最低位置,并关闭主电源开关。
mach3_CNC控制板V43使用说明2
MACH3 软件对应设置图片:
1、 设置单位
端口设置:
Q:70273551
参照上图设置通讯端口,图示为使用 2 个并口的设置。
图示中,2 号端口地址设置见下图: (我的电脑――右键――属性――设备管理)
点右键――属性,如下图
资源地址;
Q:70273551
Config motor outputs 电机输出设置
通过脉冲宽度调制信号控制电机(如PWM输入控制的变频器)。 D.可以输出模拟电压0-10V,可以通过S命令直接控制变频器。 10、 常用 10 个输入信号,可扩展到 18 个输入接口: 3 个轴的极限限位, 3 个轴的原点开关、 1 个紧急停止开关、 1 个启动开关、
1 个极限解除开关 1 个主轴速度检测输入 另可扩展小板再增加 8 个输入口,可以自定义 OEM 触发或者连接自动刀架。 11、 输出信号: 6 个轴的信号、X 轴、Y 轴、Z 轴、A、B、C 扩展轴 1 个主轴的控制信号(可直接连接伺服和变频), 2 个主轴的正反转继电器(使用 M3 和 M4 代码编程控制), 2 个冷却控制(M7、M8 编程代码分别控制水冷和气冷) 2路看门狗保护信号输出:如果Mach3没有正常安装或者处于紧急停止状态
6 路辅助功能控制输出指示 18 路输入状态指示
使用简介 1、整体框架接口图
Q:70273551
扩展输入小板框架图示
3551 2、各个接口详细说明 7 2-1 连接电脑的通讯接口 Q:702 LPT1
连接到电脑并口 LPT1 LPT2
连接到电脑并口 LPT2,一般电脑都只有一个并口,需要增加并口扩展成两并口,增 加其功能。
ABC 三轴及两路备用信号输出 A\B\C three axis and two backup output signals
新代说明书
目录第一单元新代控制器面板操作说明 (2)1.1新代控制器面功能树状图 (2)1.2 屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1:機台設定 (5)1.3.1.1 F1:座標切換. (6)1.3.1.2 F2:1/2 座標. (6)1.3.1.3 F3:清除座標. (6)1.3.1.4 F4:相對座標全部清除 (6)1.3.1.5 F5:座標偏移量. (7)1.3.2 F2:程式編輯 (8)1.3.2.1 F1:插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3:編輯循環 (10)1.3.2.4 F5:檔案編輯子功能 (14)1.3.2.5 F7:圖形模擬 (18)1.3.2.6 F8:檔案管理 (21)1.3.4 F4:執行加工 (19)1.3.4.1 F1:座標顯示 (19)1.3.4.2 F2:圖形調整 (26)1.3.4.3 F3:MDI 輸入 (27)1.3.4.4 F4:加工參數設定 (28)1.3.4.5 F8:工作記錄 (29)1.3.5F5:警報顯示 (24)1.3.5.1 F1:現存警報 (24)1.3.5.2 F2:歷來警報 (24)第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1电源开 (25)2.1.2电源关 (25)2.1.3紧急停止 (25)2.1.4原点模式寻原点功能 (31)2.1.5手动运动模式 (25)2.1.6手动寸动模式 (26)2.1.7MPG寸动模式 (26)2.1.8自动加工模式 (26)2.1.9MDI加工模式 (27)2.1.10MPG模拟功能 (27)2.1.11单节执行 (27)2.1.12主轴控制 (28)2.1.13工作灯 (28)2.1.14加工液 (28)2.1.15程序暂停 (28)2.1.16快速归始 (28)2.1.17快速进给的速度 (28)2.2文字键说明: (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标(G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC程序(自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测(G43/G44/G49) (37)3.8 手动资料输入(MDI ) (38)3.9 图形模拟 (39)3.10在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)4.1G码指令一览表 (41)4.2M码指令说明 (42)第五单元新代控制器网络连接 (44)5.1网络设定 (44)5.2网络疑难问题解决方法 (47)5.3联网最重要的三点 (51)第一单元新代控制器面板操作说明1.1 新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 銑床1.2 屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
新代系统主轴定向,第二参考点设置
新代系统主轴定向,第二参考点设置
(需要保证刀库和主轴上没有刀具)
1.将参数2803 参数3441改成9999
2.参数3420改成8
3.在寸动模式下,按一次F1(此时刀臂转动)
4.拍下急停,然后松开,打到手轮模式,把不带拉丁的刀柄放入到主轴侧刀臂内,移动Z轴,找到第二参考点,记录下机械坐标,把数值记录在参数2881和参数3441内!完成第二参考点设置!
5.把主轴定位键调整到刀臂键槽的中间,按F8调试功能!
6.按F2主轴应用调试
7.按F2定位调试
8.按F4,定位角教导!
9.按2次确定,完成设定!提高Z轴,取下刀柄!
10.拍急停,调至寸动模式,按F1,换刀臂动作,听到打刀缸松刀声音后,刀臂归位完成!
11.把参数3420改成0,完成主轴定向调试
CNC参数是数控机床的灵魂,数控机床软硬件功能的正常发挥是通过参数来“沟通”的,机床的制造精度和维修后的精度恢复也需要通过参数来调整,所以,如果没有参数,数控机床就等于是一堆废铁,如果CNC参数丢失,将导致数控机床瘫痪。
大家有什么想了解的可以留言,相互交流学习!共同进步!记录系统调试的点点滴滴,水滴石穿,每天进步一点点!。
牧野立加V33 主轴更换手册
V33主轴的更换1. 移开主轴的罩壳。
在罩壳的底部有5个冲水的软管,取下他们并从他们的位置上拆除罩壳。
(*该项视机床规格不同而不同。
)主气体和冷却液软管位置,请拆开这些软管2. 在Pro-3情况下,请拆除油液冷却器的连接线路,以使我们可以没有油液冷却器运行而操作各轴。
(以便我们在操作各轴时油液冷却器不运行防止油液溅出。
)在Pro-5的情况下,请更改机床参数3059 (主轴存在)。
通过该参数的修改可以使主轴和油液冷却器相关的报警被屏蔽。
同时油液冷却器将不被启动,液压单元也被关闭。
以下描述指示了如何使用机床参数3059. (如果以下所列软件被安装就可以使用主轴移除功能)。
⏹机床参数3059 “主轴存在”的内容⏹可用软件的版本步骤:2-1.首先,更改“参数读写”为激活状态。
在NC面板设定界面下输入“1”(0:无效,1:有效),以使NC参数处于可以修改的状态。
(2-1 首先,将NC面板设定界面的“参数写入”处设定为“1”(0:不可写,1:可写),以便我们接下来可以修改机床系统参数。
)2-2.更改某些参数,例如:按照下列更改一些参数:机床参数 {油液流量感应器存在:1,不存在:0}#621 (Pro-3) 1 to 0#3015 (Pro-5) (在某些比AA-0100-AA12版本更旧软件安装的情况下)如果在 Pro-3的情况下,修改NC参数#9937中的bit#1(主轴存在:1,不存在:0) 这些改变将切断油液冷却器的电气信号,请确认这些参数的更改,否则仍有警报可能出现。
2-3.关闭主电源。
2-4.在Pro-3情况下,拆除油液冷却器控制柜的罩壳并关闭断路器,此时参考下图把“OMAL”和“C24”连接在一起,该信号线就可以忽略所有的油液冷却器报警。
OMAL, C24Short-circuit wire.2-5.打开主电源,并确认NC面板上的报警状态。
3. 为了可以容易的拆除电线和电缆,请把Z轴移动到负方向上的最低位置,并关闭主电源开关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
极数
64
102
124
162
242
分辨率
262144
417792
507904
663552
991232
13
2016/12/28
新代主轴感应非包套调试手册
3) 新代被磁式编码器
极数
128
分辨率
131072
192 196608
256 262144
2.2 2. 编码器功能测试
Fn-11 (电机调机类型)输入 9(编码器功能测试) Fn-00 (辅助功能启动-停止)输入 3(电机调机功能启动)
,参数FN-00(辅助功能
启动-停止)由3变为0,表示感应电机转子时间调校完成,否则继续点击 。
估测完成后,参数 P4-05 会自动被修改 ,估测完成后,请做一次参数永久储存。
14
2016/12/28
新代主轴感应非包套调试手册
2.5 5. 转子惯量估测
Fn-11 (电机调机类型)输入 3(转子惯量估测) Fn-00 (辅助功能启动-停止)输入 3(电机调机功能启动)
★连接电源R、S、T、地线 ★连接马达U、V、W、地线 ★制动电阻,接B1和B2端子 ★马达编码器线,接驱动器第一回授口
1.2 2. 简易回生电阻选用
10
2016/12/28
新代主轴感应非包套调试手册
驱动器型号
建议容量(W)
最小允许电阻值(Ω)
SPD-32A1-055
1000
26
SPD-32A2-110
击。
,参数FN-00(辅助功能启动-停止)由2变为0,表示负载惯量估测完成,否则继续点
1. 若电机安装于机台后不带负载(如主轴、皮带等负载),则该步骤略过.
2. 负载惯量估测进行2~3次,以确认负载惯量(P2-05)的抓取数据是否很稳定。估测完成后, 请做一次参数永久储存。
3.2 2. 速度回路带宽设定
3.4 6.试运转
点击左侧功能列表——测试——寸动。出现如下画面:
设定好JOG速度和加减速时间后,点击强制使能,再点击正反转,即可手动运行电机,同时用示 波器监看速度命令和回授等状态变量,便可观测电机性能。
7
2016/12/28
新代主轴感应非包套调试手册
1.1.5 SPD-32A3-185 安装尺寸
8
2016/12/28
新代主轴感应非包套调试手册
1.1.6 SPD-22A1-185、 SPD-32A1-300接线方式
新I/O接头
旧泛用I/O接头
9
2016/12/28
新代主轴感应非包套调试手册
1.1.7 SPD-22A1-185、 SPD-32A1-300 安装尺寸
2. 低频刚性:一般机台设定1.0即可,机台刚性要求较高时,可以将低频刚性数值增大。(大 惯量车床,可适当增加)
备注: 车床常用建议参数
刚性
1.0
2.0
3.0
4.0
5.0
位置回路增益
200
250
300
350
400
速度回路增益
200
250
300
350
400
速度回路积分时间常数
7958
6366
5305
4547
转子惯量估测时电机开始正反转转动一下 ,待电机转动停止后 ,然后点击
,参数
FN-00(辅助功能启动-停止)由3变为0,表示感应电机惯量估测完成,否则继续点击 。 转子惯量估测必须在电机空载时执行。 转子惯量估测可以进行 2~3 次,用以确认转子惯量的抓取数据是否很稳定 估测完成后,参数 P4-20,P4-21 会自动被修改 ,估测完成后,请做一次参数永久储存。
测试中电机会运转,待电机停止运转后,然后点击 止)由3变为0,表示编码器功能测试完成,否则继续点击 。
,参数FN-00(辅助功能启动-停
2.3 3.电机参数估测
Fn-11 (电机调机类型)输入 1(电机参数测试) Fn-00 (辅助功能启动-停止)输入 3(电机调机功能启动)
电机参数估测时电机会运转 ,待电机运转停止后 ,点击 止)由3变为0,表示电机估测完成,否则继续点击 。
新代驱动器调机软体左侧的" "功能,需要输入三个参数,分别为低频刚性、惯量比与频宽,步骤 如下。
步骤: 1.填入低频刚性、惯量比与频宽。
2.点击
2016/12/28
读取驱动器相关数据。 16
新代主轴感应非包套调试手册
3点击 4.点击
将数据导入。 计算。
5.点击
将数据导出至控制器。
1. 惯量比:於惯量估测时已经估测出。
3 三 负载调机流程 15
2016/12/28
新代主轴感应非包套调试手册
3 三 负载调机流程
3.1 1. 负载惯量估测
FN-10 (调机类型)输入 1(惯量估测) FN-00 (辅助功能启动-停止)输入 2(调机功能启动) 此时开始进行负载惯量估测。负载惯量估测时电机转动一下,待电机转动停止后,然后点击
2000
26
SPD-32A3-185
3000
20
SPD-32A1-300
4000
10
SVD-22A1-010
200
40
SVD-22A1-035
500
13
SPD-22A1-110
2000
5
SPD-22A1-185
3000
5
注: 1.上表回生电阻建议容量是根据工具机台一般加工场合下进行设计. 2.建议回生电阻值=操作电压/最大煞车电流,为该驱动器的最小回生电阻值,若无合适电阻值需 往上选配。
22
5.1 QA1:调试时,主轴出现抖动或声音很响之情况
23
5.2 QA2:如何处理AL-15(过电流)警报
23
5.3 QA3:如何处理Al-2D(电压过饱和)警报
23
5.4 QA4:如何处理Al-1C警报
24
5.5 QA5:如何处理“定位索引失败警报”
24
5.6 QA6:马达旋转方向不对
24
5.7 QA7:主轴停止后,无法切掉使能
5
2016/12/28
新代主轴感应非包套调试手册
1.1.2 SPD-32A1-055安装尺寸
1.1.3 SPD-32A2-110、SPD-22A1-110 、 SPD-32A3-185 接线方 式
新I/O接头
旧泛用I/O接头 6
2016/12/28
新代主轴感应非包套调试手册
1.1.4 SPD-32A2-110、SPD-22A1-110 安装尺寸
新代主轴感应非包套调试手册
目錄
1 一 配线
4
1.1 1. 配线图及安装尺寸
5
1.1.1 SPD-32A1-055 接线方式
5
1.1.2 SPD-32A1-055安装尺寸
6
1.1.3 SPD-32A2-110、SPD-22A1-110 、 SPD-32A3-185 接线方式
6
1.1.4 SPD-32A2-110、SPD-22A1-110 安装尺寸
参数设定表:
步参 骤数
设定值
说明
1 P2 设定为 1。 -8 0
启动第一段Notch Filter开关。
2 P2 设置抓取到的共 -8 振频率。 1
选择第一段Notch Filter频率为共振频率(单位Hz)。
3
设为 Q值。
建议设 50
18
2016/12/28
新代主轴感应非包套调试手册
P2 -8 2
3979
速度滤波频宽
30
40
30
30
30
扭力滤波时间常数
100
80
60
40
30
3.3 5.机械共振抑制功能
适用环境: 1.机械系统由于刚性或者组装等原因,在伺服增益提高时,可能在机械共振频率附近产生共振, 导致增益无法提高。 2.适用于100HZ以上的共振。 简易设定步骤: (详细版请参考共振抑制调机功能)
14
2.3 3.电机参数估测
14
2.4 4. 感应电机转子时间调校
14
2.5 5. 转子惯量估测
15
3 三 负载调机流程
15
3.1 1. 负载惯量估测
16
3.2 2. 速度回路带宽设定
16
3.3 5.机械共振抑制功能
17
3.4 .试运转
19
4 附录一 新代控制器参数设定
20
5 常见调试之异常问题QA
马达额定转矩
0.5-3000注四
P3-11
马达最大扭矩
0-500%
P3-12
马达额定转速
50-120000
P3-13
马达最高转速
50-120000
P3-14
马达额定电流
0-300A
P3-15
感应电机额定电压
100-1000V
P3-20
编码器通讯形态
2016/12/28
1:ABZ方波
12
设定参考值 1 6(自设) 120 120 2 实际设定 实际设定 实际设定 实际设定 实际设定 实际设定 实际设定 实际设定
编号
名称
设定说明
P0-00
*上位控制器通讯接口
1:串行
P0-01
*驱动器局号★注一
1~16
P1-32
第一回授新代编码器内部KTY84过温度保护准位
0~145★注二
P1-33
第一回授新代编码器外部KTY84过温度保护准位
0~145
P3-00
马达形态
2:旋转感应
P3-01