螺栓拧紧扭力的检查方法(丰田的方法)
螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
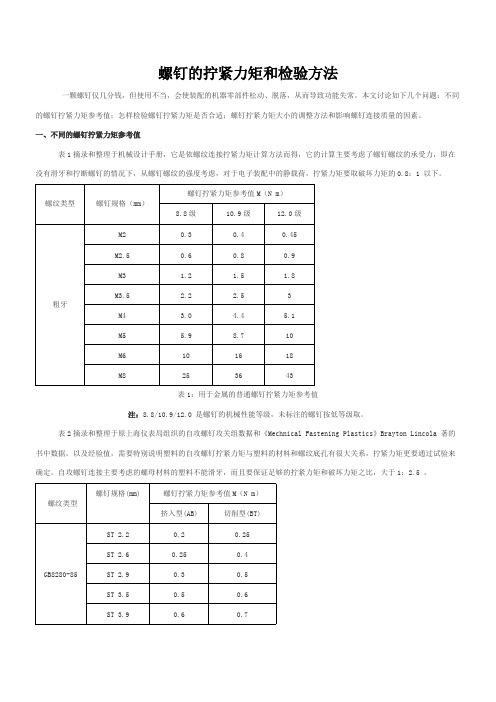
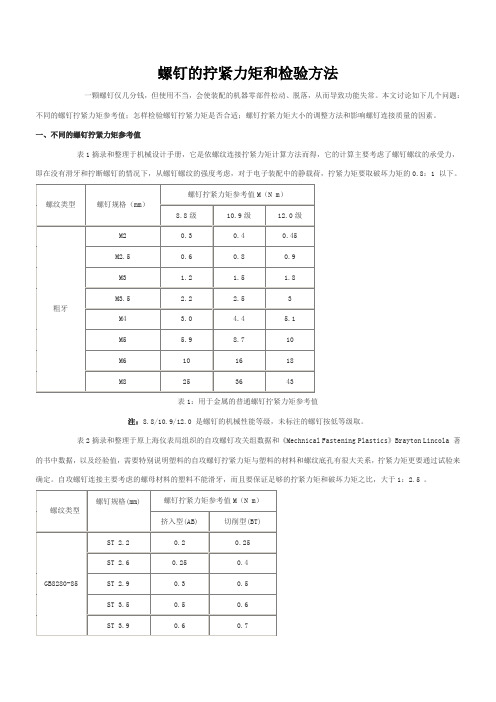
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺钉拧紧力矩参考值M(N m)螺纹类型螺钉规格(mm)8.8级10.9级12.0级M20.30.40.45M2.50.60.80.9M3 1.2 1.5 1.8M3.5 2.2 2.53粗牙M4 3.0 4.4 5.1M5 5.98.710M6101618M8253643表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
螺钉拧紧力矩参考值M(N m)螺钉规格(mm)螺纹类型挤入型(AB)切削型(BT)ST 2.20.20.25ST 2.60.250.4ST 2.90.30.5GB8280-85ST 3.50.50.6ST 3.90.60.7表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
拧松拧紧法测扭矩(动态扭矩过程检测)
拧松拧紧法测扭矩(动态扭矩过程检测)汽车零部件装配过程中螺纹装配质量尤为关键,螺纹装配过程中螺栓的紧固方式,扭矩结果的测量,都能导致装配质量受影响。
根据汽车装配螺纹连接特性,通过典型的硬连接及软连接紧固件的动静态扭矩的数据进行比较,对动态、静态扭矩进行区分阐述,建立动态、静态扭矩的对照表,针对装配紧固件过程进行测量监控,以确保汽车装配紧固件在整车上的安装连接的稳定性。
一、动态扭矩和静态扭矩的定义动态扭矩就是在零件紧固过程中测量得到的最大峰值,是螺栓克服动态摩擦所达到的扭矩。
扭矩扳子和动力工具都可以施加动态扭矩,像常用的气动风枪、定扭工具、扭紧轴都是动态扭矩。
静态扭矩就是紧固件被拧紧的螺栓停止后,再继续沿着拧紧方向克服静态摩擦所达到的最大扭矩为静态扭矩。
一般使用的表盘式扭矩扳子测量的扭矩值为静态扭矩。
二、连接方式对扭矩测量值的影响对于紧固件的连接方式不同,其作用于联接副的动态扭矩与静态扭矩也有所不同。
可以通过典型的硬连接及软连接紧固件的动静态扭矩的数据进行比较,本文略去具体的测试数据,大家感兴趣可以网上查到经典的静态扭矩在软连接和硬连接中的检测结果。
由对比数据可得出,对于硬连接形式的螺纹副,静态扭矩要大于动态扭矩,而软连接形式的螺纹副,静态扭矩要小于动态扭矩。
三、常用的扭矩检测方法一般在实际生产中对于拧紧效果的检测方法有以下事后检测法和过程检测法。
1、事后检测法(一般用于静态扭矩的检测)松开法(也称拧松法)。
将装配好的螺栓用指示式扭矩扳子慢慢地反向施加扭矩,使其松开,读取松开转动时的瞬间扭矩值,这种测试方式误差较大,除特殊情况外,生产中很少使用。
标记法(也称复位法、划线法)。
检验前先在被检螺栓或螺母和工件之间划上一条线,然后将螺栓或螺母松开,再用表盘式扭矩扳子拧紧到原始划线的位置,然后读出扭矩值,再乘以系数(0.9~1.1),即为测量值。
紧固法(也称增紧法)。
用表盘式扭矩扳子将装配好的螺栓平稳用力逐渐增加力矩,当螺栓开始发生微小的转动时,继续加力,扭矩增大后逐渐减小,记录表盘式扭矩扳手上红色记忆指针所指示的扭矩值,这种测量方法是最为常用的。
螺纹紧固件扭矩检查方法_修订版QDFLCM_5807-2005

Q/DFLCM5807—2005
在线扭矩检查 On-line Torques Inspecting 螺纹紧固件装配后,按检查计划应尽快在装配线上用规定的检查方法对其装配扭矩进行检查。(推 荐在10分钟内) 扭矩抽查 Spot Sampling of Torques 在各种场合下用规定的检查方法对螺纹紧固件装配扭矩进行检查。 螺纹卡死现象 Thread Get Stuck 已装配好的螺纹进行扭矩检查时,可能发出"咔咔"声响,此时的检查扭矩与装配扭矩相差悬殊(明 显偏高)。这种现象一般发生在螺纹装配后放置了一段时间或通过热机试验等情况下。 检查无效 Useless Inspecting 使用拧紧法或松开法进行扭矩检查时,如果出现螺纹卡死现象,可以规定此螺纹的检查扭矩无效。 二次检查 Secondly Inspecting 在使用拧紧法进行扭矩检查时,当出现螺纹卡死现象,除了可以规定本螺纹检查无效,重新选择其 它未检查过的螺纹外,如果螺纹出现卡死的比例过高或为了提高检查的效率,还可以规定允许进行二次 检查。其方法如下:首先使用拧紧法进行检查,如果出现螺纹卡死现象,再次使用拧紧法检查此螺纹副, 如果第二次检查时不再发响,而且检查扭矩比第一次的小,则以第二次的检查扭矩作为测量结果,否则 仍以第一次的检查扭矩作为测量结果。 检查扭矩合格范围 Acceptable Range of Inspect Torques 螺纹紧固件按设计扭矩装配时其检查扭矩将分布在某一范围内,其分布范围即为检查扭矩合格范 围。
EQB-31-1999 汽车零件及总成装配一般技术条件。 QC/T900-1997 汽车整车产品质量检验评定方法 附录B《汽车螺栓(螺母)拧紧扭矩检查方法》。
3 术语
设计扭矩 Design Torques 产品设计部门规定的装配扭矩允许范围。 装配扭矩 Assemble Torques 螺纹紧固件控制扭矩预紧时所施加的最终扭矩。 扭矩检查 Torques Inspecting 螺纹紧固件结束装配后,为了监测其装配扭矩所进行的检查。 检查方法 Inspecting Method 扭矩检查所使用的检查方法。有拧紧法、松开法、标记法。 检查扭矩 Inspected Torques 用特定的检查方法所测得的扭矩值,它与装配扭矩之间有统计对应关系。 检查工具 Inspecting Tools 测量检查扭矩的工具。 拧紧法 Tightening Method 将螺纹副朝紧固方向拧紧,用力要平稳,逐渐增加力矩,切忌冲击。 静态脱离扭矩 Static Breakaway Torques 将螺纹副朝紧固方向拧紧,当螺纹副刚刚开始相对转动的瞬间,检查工具所显示的扭矩值称为静态 脱离扭矩。因为需要克服静摩擦力,静态脱离扭矩往往偏高。 动态脱离扭矩 Dynamic Breakaway Torques 将螺纹副朝紧固方向拧紧,当螺纹副开始相对转动的后,随着检查工具继续转动,其扭矩值一般会 回落到短暂稳定状态,然后扭矩值开始回升,此短暂稳定状态的扭矩值称为动态脱离扭矩。 松开法 Untightening Method 用检查工具松开螺纹紧固件。用力要平稳,逐渐增加力矩,切忌冲击。当螺纹副相对转动时检查工 具所读出的扭矩值即为松开法的检查扭矩。 标记法 Marking Method 对紧固螺纹副的相对位置作标记,松开1/2圈并再次紧固到标记位置。此时,检查工具的扭矩值为 检查扭矩。重新紧固时用力要平稳,逐渐增加力矩,切忌冲击。(标记对准偏差不得超过±10°)
螺栓拧紧残余扭矩测量方法盘点

螺栓拧紧残余扭矩测量方法盘点1 前言紧固件拧紧的本质是为了获取夹紧力,通过夹紧力,可以抵抗各种比如横向和轴向外载荷。
但由于夹紧力无法直接监控,最终拧紧的可靠性是通过扭矩监控的,所以通过有效的监控方法,检测紧固件拧紧后的残余扭矩,是判断紧固件拧紧可靠性的重要方法。
如下图所示,紧固件扭矩衰减一般是在瞬间就完成了60-70%的衰减。
对于任何连接,随着时间的推移,都会有一定程度的扭矩衰减,一般有以下两种情况中:粗糙的表面配合时造成的衰减和软连接中的扭矩衰减。
总之发生扭矩衰减的原因是多种多样,可以通过人、机、料、法、环等各角度去分析,目前螺丝君里该类资料很多,在此不多多说,但如何去有效监测拧紧后的残余扭矩呢?目前方法也很多,小编一一带各位了解下。
图1 扭矩衰减过程2 残余扭矩测试方法(1)再拧紧扭矩法具体做法:再拧紧扭矩法是在拧紧的螺栓上进一步拧紧较小的角度获得的静态扭矩到动态扭矩装化点的扭矩,拧紧的角度一般为10-15°。
优缺点:无需破坏连接副、操作便利、工具价格适中,可靠性强,目前该种方法在主机厂使用较为广泛。
如下图所示,为再拧紧扭矩法的测试方法和测试工具,常用的表盘扳手和数显扳手就可以满足,当然测试人员一般是需要经过专门培训的。
图2 再拧紧扭矩法测试过程如果对再拧紧扭矩不是太清楚,下图是通过记录扭矩和转角的曲线,先拧紧15°,再反松90°,下图中圈出的拐点位置即为对应点的再拧紧扭矩。
图3 再拧紧扭矩测试曲线那如何评判拧紧点的再拧紧扭矩是否合格呢?下面为经验数值:将拧紧点根据重要性分为A,B,C三种等级,A是涉及安全的拧紧点,B 是涉及是否会出现故障的拧紧点,C是一般普通的拧紧点。
测试推荐完成拧紧后的15-30min,对于A类和B类拧紧点,0.8*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩对于C类拧紧点,0.7*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩对于软连接点,0.5*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩那何为软连接点,即拧紧副中含有塑料等较软,拧紧角度较大的连接点。
常用的拧紧方法与检验方法

常用的拧紧方法与检验方法拧紧,实际上就是要使两被连接体间具备足够的压紧力,反映到被拧紧的螺栓上就是它的轴向预紧力(即轴向拉应力)。
而不论是两个被连接体间的压紧力还是螺栓上的轴向预紧力,在工作现场均很难检测,难以直接控制。
因而,人们采取了下述几种方法予以间接控制。
1.扭矩控制法(T)扭矩控制法是最开始同时也是最简单的控制方法,它是当拧紧扭矩达到某一设定的控制值Tc时,立即停止拧紧的控制方法。
2.扭矩—转角控制法(TA)扭矩—转角控制法是在扭矩控制法上发展起来的,应用这种方法,首先是把螺栓拧到一个不大的扭矩后,再从此点始,拧一个规定转角的控制方法。
3.屈服点控制法(TG)屈服点控制法是把螺栓拧紧至屈服点后,停止拧紧的一种方法。
它是利用材料的屈服现象而发展起来的一种高精度拧紧方法。
屈服点控制法的拧紧精度是非常高的,其预紧力的误差可以控制在±4%以内,但其精度主要是取决于螺栓本身的屈服强度。
4.落座点—转角控制法(SPA)落座点—转角控制法是最近新出现的一种控制方法,它是在TA法基础上发展起来的。
SPA法与TA法比较,其主要优点是:能克服在Ts时已产生的扭矩误差,因此,可以进一步提高拧紧精度。
5.质量保证法(QA)QA法是通过测量螺栓的增长量来确定是否达到屈服点的一种控制方法。
拧紧效果的检测方法1.事后法(1)松开法:将拧紧的螺栓用扭矩扳手松开,读出松开时的瞬时值。
(2)紧固法:即对已经拧紧的螺栓用扭矩扳手沿螺栓的拧紧方向再施加一个逐渐增大的扭矩,直至螺栓再一次产生拧紧运动,读出此时的瞬时值。
(3)标记法:即对已经拧紧螺栓的拧紧位置做一个标记,将螺栓拧松之后再拧紧到原来位置时的扭矩值。
2.过程法(1)直接法:在需要检测时,把用于检测的扭矩传感器直接串接于板头与被拧紧的螺栓之间,拧紧时可以直接读出读数。
(2)固定传感器法:与直接法的区别是,用于检测的扭矩传感器不是临时安装的,而是固定在扳子的输出轴上。
(完整版)螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
螺钉的紧固和防松动的检验常用振动试验来验证。
振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。
综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。
三、怎样知道和调整装配时螺钉拧紧力矩的大小首先,应该用一个力矩测试仪去校验用来装配的电动起子。
具体方法是确定螺钉拧紧力矩后,电动起子手工调整大致位置,再用力矩测试仪去校验。
螺丝钉力矩及检验方法

螺丝钉拧紧力矩及检验方法虽然一颗螺丝钉小小的,但其在关键的产品核心部位起着不可忽悠的重要作用。
但在用零部件可以核心部位使用的不合理,可能会使装配的机器零部件松动、脱落,以致造成产品性能,功能失常。
本文讨论如下几个问题:不一样的螺丝钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺丝钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
螺钉的紧固和防松动的检验常用振动试验来验证。
振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。
综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺丝钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。
三、怎样知道和调整装配时螺钉拧紧力矩的大小首先,应该用一个力矩测试仪去校验用来装配的电动起子。
螺纹扭力测试方法
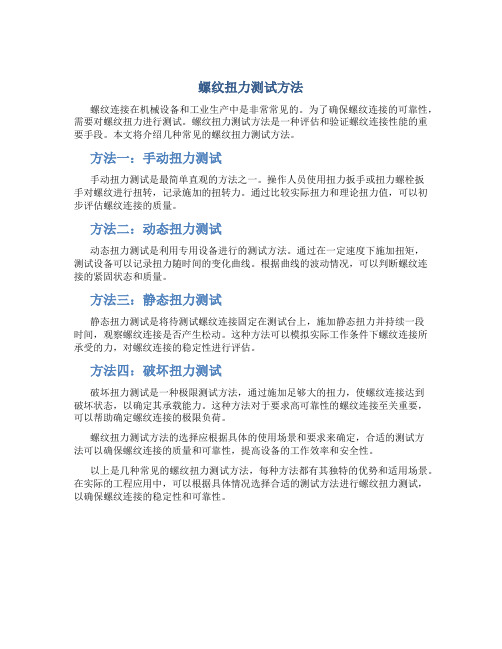
螺纹扭力测试方法
螺纹连接在机械设备和工业生产中是非常常见的。
为了确保螺纹连接的可靠性,需要对螺纹扭力进行测试。
螺纹扭力测试方法是一种评估和验证螺纹连接性能的重要手段。
本文将介绍几种常见的螺纹扭力测试方法。
方法一:手动扭力测试
手动扭力测试是最简单直观的方法之一。
操作人员使用扭力扳手或扭力螺栓扳
手对螺纹进行扭转,记录施加的扭转力。
通过比较实际扭力和理论扭力值,可以初步评估螺纹连接的质量。
方法二:动态扭力测试
动态扭力测试是利用专用设备进行的测试方法。
通过在一定速度下施加扭矩,
测试设备可以记录扭力随时间的变化曲线。
根据曲线的波动情况,可以判断螺纹连接的紧固状态和质量。
方法三:静态扭力测试
静态扭力测试是将待测试螺纹连接固定在测试台上,施加静态扭力并持续一段
时间,观察螺纹连接是否产生松动。
这种方法可以模拟实际工作条件下螺纹连接所承受的力,对螺纹连接的稳定性进行评估。
方法四:破坏扭力测试
破坏扭力测试是一种极限测试方法,通过施加足够大的扭力,使螺纹连接达到
破坏状态,以确定其承载能力。
这种方法对于要求高可靠性的螺纹连接至关重要,可以帮助确定螺纹连接的极限负荷。
螺纹扭力测试方法的选择应根据具体的使用场景和要求来确定,合适的测试方
法可以确保螺纹连接的质量和可靠性,提高设备的工作效率和安全性。
以上是几种常见的螺纹扭力测试方法,每种方法都有其独特的优势和适用场景。
在实际的工程应用中,可以根据具体情况选择合适的测试方法进行螺纹扭力测试,以确保螺纹连接的稳定性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓拧紧扭力的检查方法
・检查力矩(检查标准)的求得方法
丰田机械工程㈱
精选ppt
・2008.12.15
K・OZAWA
1
・
目次
1:螺栓拧紧力矩的术语和定义 2:检查扭力的测定方法 3:检查扭力的决定条件 4:检查扭力的决定方法 5:检查扭力标准一覧表
精选ppt
2
1:螺栓拧紧扭力的术语和定义
・
(1)・图示扭力
Ф=10 35± 7
28~42
4 发动机×A/C压缩机 Ф=10 40± 8 32~48
5 保险Box
Ф= 8 17± 5
12~22
精选ppt
完
8
・保险Box 螺栓
例
・差速器螺母
・联杆球接头
・发动机本体支架螺栓
・车门铰链螺栓
・悬架用 螺栓
・座椅总成螺栓
精选ppt
6
3:检查扭力的决定方
法
・
・检查扭力决定値
测定偏差
测定误差
・刚体
+ 15 % ± 20 %
・中間体
+ 10 % ± 25 %
・软体 〔事例〕
+ 5 % ± 40 %
部位
图示トルク(设计扭力)
・
③ 被连接物的刚性区分
刚性区分
刚体
中間体
软体
适用
1・刚性连接 切割成 2个另件以下
1・被连接物在3件以上 1・知道被连接物会
2・中间使用胶垫
変形的物体
3・锥形嵌合部位
2・非金属另部件
4・冲压件
(树脂樹脂部件
等)
・曲轴螺栓ト
・大灯装配螺栓
・头罩螺栓
・联杆螺母
・发动机链条罩螺栓
・清洁剂箱体螺栓
・飞轮螺栓
検査トルク
区分
推动器轴
48 ~72 N・m ( 60 ±12 )
52 ~86 N・m ( 69 ±17 )
刚体Biblioteka 图示扭力检查扭力〔测定偏差〕
・中间値:60 N・m (计算方法)
・中间値:60×(1+0.15)=69 N・m
・公差 :12 N・m
・公差
:√122
2
+ (60×0.20)
=√288
≒17
精〔选中p间p値t :T〕
・螺栓移动时的扭力值 (1):即将到峰顶时 (2):没有峰谷变化时
叫做谷底扭力値 叫做刚移动之后的扭力値
(1)旋
转 扭 力
检查扭力 检查扭力
谷底扭力値
(2)旋
转 扭 力
检查扭力 检查扭力
刚移动之后的扭力値
螺栓旋转角
精选ppt
螺栓旋转角
4
3:检查扭力的决定条件
・
・检查扭力由以下的 3个条件来决定
①:检查扭力测定时的误差(测定误差):测定误差
〔测定误差〕
7
5:检查扭力規格一覧表
単位: N・m
・
No 连接部位
1 驱动轴
螺栓 外径
图示扭力
規格 MAX~MIN
检查扭力
刚中软
規格
MAX~MIN
体
間 体
体
Ф=9 60±12 48~72 69±17 52~86
2 发动机B/T×梁
Ф=10 55±11 44~66 60.5±17.543~78
3 车门铰链与车身
②:因是沿拧紧方向测定所以比拧紧的扭力要变高:测定的偏差
③:会根据被连接物(结合体)的材质、刚性、中间物(垫片)而变化
拧紧扭力的中间値: T
:刚性区分
上限公差:a 下限公差:a
①
c
测定误差
・拧紧扭力和 检查扭力之 差的分布(3σ)
b b
②
测定偏差
b
√ b=
a2
+
2
C
检查扭力的范围
精选ppt
5
・检查扭力的条件
・设计图所指示的拧紧扭力・・(也称之为设计扭力)
(2)・拧紧扭力
・实际拧紧螺栓时,拧完后的拧紧扭力
(3)・检查扭力
・朝拧紧方向检查拧紧螺栓得到的扭力值
测定工具:F型扭力搬手
拧紧精方选向ppt
3
2:检查扭力的测定方法
・
・测定 拧紧后螺栓的拧紧扭力 ①・用F型扭力搬手朝拧紧的方向测定 ②・测定螺栓开始移动时的扭力值