煤化工传统技术分析资料
煤化工工艺-------煤制烯烃(MTO)煤制丙烯(MTP)技术的探讨与分析
煤化工工艺-------煤制烯烃(MTO)煤制丙烯(MTP)技术的探讨与分析MTO及MTG的反应历程主反应为:2CH3OH→C2H4+2H2O 3CH3OH→C3H6+3H2O甲醇首先脱水为二甲醚(DME),形成的平衡混合物包括甲醇、二甲醚和水,然后转化为低碳烯烃,低碳烯烃通过氢转移、烷基化和缩聚反应生成烷烃、芳烃、环烷烃和较高级烯烃。
甲醇在固体酸催化剂作用下脱水生成二甲醚,其中间体是质子化的表面甲氧基;低碳烯烃转化为烷烃、芳烃、环烷烃和较高级烯烃,其历程为通过带有氢转移反应的典型的正碳离子机理;二甲醚转化为低碳烯烃有多种机理论述,目前还没有统一认识。
Mobil公司最初开发的MTO催化剂为ZSM-5,其乙烯收率仅为5%。
改进后的工艺名称MTE,即甲醇转化为乙烯,最初为固定床反应器,后改为流化床反应器,乙烯和丙烯的选择性分别为45%和25%。
UOP开发的以SAPO-34为活性组分的MTO-100催化剂,其乙烯选择性明显优于ZSM-5,使MTO工艺取得突破性进展。
其乙烯和丙烯的选择性分别为43%~61.1%和27.4%~41.8%。
从近期国外发表的专利看,MTO研究开发的重点仍是催化剂的改进,以提高低碳烯烃的选择性。
将各种金属元素引入SAPO-34骨架上,得到称为MAPSO或ELPSO的分子筛,这是催化剂改型的重要手段之一。
金属离子的引入会引起分子筛酸性及孔口大小的变化,孔口变小限制了大分子的扩散,有利于小分子烯烃选择性的提高,形成中等强度的酸中心,也将有利于烯烃的生成。
MTO工艺技术介绍目前国外具有代表性的MTO工艺技术主要是:UOP/Hydro、ExxonMobil的技术,以及鲁奇(Lurgi)的MTP技术。
ExxonMobil和UOP/Hydro的工艺流程区别不大,均采用流化床反应器,甲醇在反应器中反应,生成的产物经分离和提纯后得到乙烯、丙烯和轻质燃料等。
目前UOP/Hydro工艺已在挪威国家石油公司的甲醇装置上进行运行,效果达到甲醇转化率99.8%,丙烯产率45%,乙烯产率34%,丁烯产率13%。
中国神华的技术分析

中国神华的技术分析中国神华集团(以下简称“神华”)是中国最大的煤炭生产企业,也是世界上最大的烟煤生产和销售企业之一、神华的技术分析主要围绕着煤炭开采、加工、运输及煤化工领域展开。
以下是对神华技术分析的一些关键点。
首先,神华在煤炭开采方面积累了丰富的经验和技术优势。
神华拥有先进的开采技术,包括长壁工作面开采、短壁工作面开采等。
这些技术不仅提高了煤炭开采的效率和质量,还在保护环境和确保安全方面起到了重要作用。
神华还注重创新,发展了自动化开采技术。
这一技术能够提高工作效率、减少人力成本,并降低事故风险。
其次,神华在煤炭加工方面也进行了技术创新和实践。
神华致力于研发和应用高效的煤炭洗选技术,通过提高洗选效率、降低排放量和提高煤炭质量,使得神华的产品更具竞争力。
此外,神华还发展了煤炭焦炭深加工技术,在提高产品附加值的同时减少环境污染,实现煤炭资源的高效利用。
此外,神华还在煤炭运输方面积极探索技术创新。
神华采用多种运输方式,包括铁路运输、水路运输和铁水联运等。
通过提高运输效率和降低运输成本,神华能够更好地满足市场需求,并提高产品的竞争力。
神华还积极推广信息化技术在运输系统中的应用,例如利用物联网技术实现运输过程的追踪和管理,提高运输的效率和精确度。
最后,神华在煤化工领域也持续进行技术探索和创新。
神华致力于提高煤炭资源的综合利用率,开发高附加值化工产品。
神华成功开发了煤制油、煤制气等技术,并建设了相应的生产基地。
这些技术不仅降低了对传统能源的依赖,还促进了能源结构的多样化和清洁化。
综上所述,中国神华集团在煤炭领域的技术分析主要涵盖煤炭开采、加工、运输及煤化工领域。
通过技术创新和实践,神华不仅提高了煤炭生产的效率和质量,还降低了环境污染和安全风险。
随着中国能源需求的不断增长和环保要求的提高,神华在技术方面的不断创新将为公司未来的发展提供更多机遇。
煤化工行业学习资料(基础)

煤化工行业学习资料(基础)煤化工行业学习资料(基础)1、煤化工以煤炭为原料经化学方法将煤炭转化为气体、液体和固体产品或半产品,而后再进一步加工成一系列化工产品或石油燃料的工业。
元素分析:全面测定煤中所含化学成分的分析叫元素分析。
对燃烧有影响的成分包括碳、氢、氧、氮、硫、灰分和水分,各化学元素成分用质量百分数表示。
煤的工业分析是利用煤在加热燃烧过程中的失重进行定量分析,测定煤的水分、挥发分、固定碳和灰分的成分。
煤里面都含有水分,水分的含量和存在状态与外界条件和煤的内部结构有关。
根据水在煤里面的存在状态,将煤中水分分别称为外在水分、内在水分以及同煤中矿物质结合的结晶水、化合水。
煤的工业分析中测定的水分可分为收到基水分和分析基水分两种。
2、煤是由植物残骸经过复杂的生物化学作用和物理化学作用转变而成的。
这个转变过程叫植物的成煤作用。
一般认为,成煤过程分为两个阶段泥炭化阶段和煤化阶段。
煤的组成:以有机质为主体,构成有机高分子的主要是碳、氢、氧、氮等元素。
煤中存在的元素有数十种之多,但通常所指的煤的元素组成主要是五种元素,即碳、氢、氧、氮和硫。
在煤中含量很少,种类繁多的其他元素,一般不作为煤的元素组成,而只当作煤中伴生元素或微量元素。
煤是由带脂肪侧链的大芳环和稠环所组成的。
煤的灰分:指煤完全燃烧后剩下来的残渣。
这些残渣几乎全部来自于煤中的矿物质。
煤的组成以有机质为主体,有机质主要由碳、氢、氧、氮、硫5种元素组成。
3、煤的热解—干馏在隔绝空气的条件下,煤在不同温度下发生的一系列物理、化学变化的复杂过程。
其结果是生成气体(煤气)、液体(焦油)、固体(半焦或焦炭)等产品。
煤的热解也称为煤的干馏或热分解。
按热解最终温度不同可分为高温干馏900~1050℃、中温干馏700~800℃、低温干馏500~600℃。
4、煤的铝甑低温干馏试验为了评定煤的炼油适合性以及干馏产物,常用铝甑低温干馏试验方法。
要点是将煤样装在铝甑中,以一定程序加热到510℃,保持一定时间,测定所得的焦油、热解水和半焦和煤气的产率。
煤化工技术原理
煤化工技术原理
煤化工技术原理
煤化工是指以煤为原材料的化学工业,通过对煤进行深加工,不断延长其产业链,可以开发出数百种乃至上千种化工产品,具有产业链长、增值空间大、关联程度高、规模效益显著的特点,煤化工是经过化学加工使煤转化为气体,液体,固体燃料以及化学品的过程,生产出各种化工产品的工业。
据悉在煤的清洁高效利用中,煤制烯烃是公认和可行的发展方向,其中甲醇制烯烃是在世界范围内目前尚未实现工业化应用的关键技术,已经成为发展新型煤化工的瓶颈。
煤化工装备种类繁多,可分为动、静两大类装备。
其中,加氢反应器、气化炉、还原炉、器、盛运容器等压力容器和管道、阀门等属于静装备,泵、风机、压缩机、空分装备等属于动装备。
在煤化工行业中对于投资者而言,技术水平更高的新型煤化工项目无疑更有吸引力。
然而,在泡泡吹大之后,一旦发现项目的技术水平仍未过关,无疑将面临巨大的投资风险。
作为项目的实际运营者,煤化工企业面临的风险无疑更大。
所以技术是企业建立的根基。
煤化工技术:煤焦化、煤气化、煤液化。
煤焦化:将煤隔绝空气加强热使其分解的过程,也称煤的干馏。
煤气化:煤在高温条件下借助气化剂的化学作用将固体碳转化为可燃气体(气体混合物)的热化过程。
煤液化:煤炭在溶剂作用和高温高压条件下,直接与气态氢发生反应,使煤的氢含量增加,最后转变为液体的过程。
煤化工生产技术知识全解
1,煤气化的四个阶段
1)干燥 气化所用的原料煤通常都含有一定的水分。煤料进入气化炉后,随着温度的逐 渐升高,煤中水分会受热蒸发,而使煤料得到干燥。煤在气化炉内的干燥速率 主要受入炉原料煤粒度、气化炉操作温度及煤料与气化剂的接触方式等因素影 响。 2)热解 煤料在气化炉内经过干燥后,随着温度的进一步升高,煤分子会发生热分解反 应,生成一定数量的挥发性物质(包括干馏煤气、焦油及热解水等)。同时, 煤料中不能挥发的部分形成半焦。煤在热解过程中产生挥发分的数量和质量主 要与原料煤的煤阶、煤料的升温速率以及气化炉内的运动方式等因素有关。 3)气化 煤热解后形成的半焦在更高的温度下与通入气化炉的气化剂发生化学反应,生 成以CO、H2、CH4及CO2、N2、H2S、H2O等为主要成分的气态产物,即粗煤 气。影响煤气化反应的主要因素有原料煤的性质、气化温度、气化压力、气化 剂种类、煤料与气化剂的接触方式以及气化炉的结构形式等。 4) 燃烧 由于煤与气化剂之间发生的主要化学反应多为强吸热反应,同时需要保证气化 反应能在较高的气化炉操作温度下快速、连续进行,因此一般通过使煤料中的 部分碳与气化剂中的氧发生燃烧反应的方式来为气化过程提供必要的热量。
2)均相气化反应速率
均相气化反应的速率取决于反应物的浓度、温度、压力及其 他条件。均相气化反应速率可用下述通式表示: r=kC mACnB 式中 k-反应速率常数; CA 、CB-反应物浓度; m 、n-反应物浓度的幂次。 由此可知,反应速率常数越大,则反应进行的越快;反应 物的浓度越高,反应进行的也越快。因此,在接近反应末期,反 应物浓度已很低,反应进行比较缓慢。 对于一定的反应,在一定的条件下k为定值。当外界条件改 变特别是温度改变时,将使k值发生变化。
3)几个主要的化学反应
煤化工分析材料

小计
270 150
120
PE
中石油四川
30 30 2014.02
延长榆林
DCC 30 30 2014.07
中煤榆横
MTO 30 30 2014.08
LLDPE
宝丰能源 浦城清洁能源
MTO MTO
30 30 2014.10 30 30 2014.12
中煤蒙大
MTO 30
30 2015年4月
浙江兴兴新能源科技 MTO 30
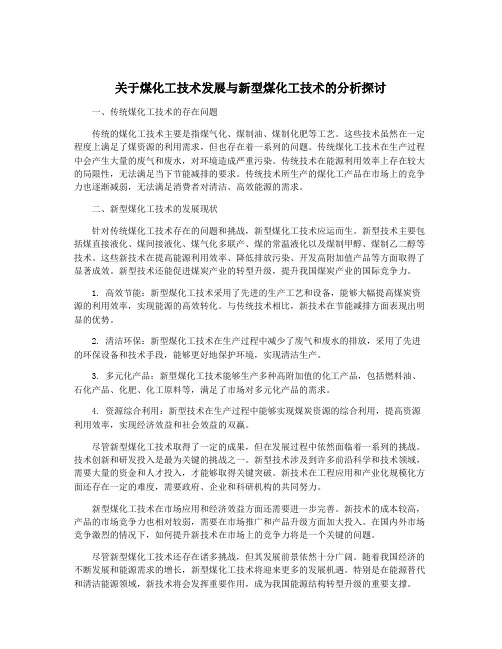
财务费用和折旧
73%
催化剂和化学耗材
其他
由于不需要投资巨大的煤制甲醇装置,外购甲醇制烯烃项目财务和折旧费用占 成本比例仅为13%,能量费用也下降为6%,但原料费用从25%大幅上升为 73%,意味 着原料甲醇的价格对项目成本占据主要地位。对于外购甲醇制烯烃项目来说,如何 获得价格合理并且稳定的甲醇供应是最重要的课题。
兖矿国宏 兖矿煤业鄂尔多斯 兖州煤业榆林 新奥能源 华能华亭煤业 华能华亭中煦 华能呼伦贝尔 华能伊敏 华能宁夏能源 神华陶氏榆林 安徽华谊化工
青海矿业
青海大美甘河 同煤集团 山东阳煤恒通 新疆东明塑胶 黑龙江龙泰煤化工 国电新疆电力有限公司
MTO小计
烯烃产能
100 60 60 130 60 60 60 60 60 68 60 60 80
山东神达化工
MTO 20
20 2015年1月
青海盐湖工业
MTO 16
中煤蒙大
MTO 30
府谷恒源
MTO 20
浙江兴兴新能源科技 MTO 39
福建美德(中景、中江) PDH 70
江苏扬子江
PDH 40
久泰能源
MTO 30
富德能源(常州) MTO 20
煤化工行业分析报告
煤化工行业分析报告1. 定义煤化工行业是指基于煤炭为原料,通过物理、化学、生物等方法制备烯烃、化学品、燃料等产品的一种现代化工行业。
2. 分类特点煤化工行业可以根据产品种类分为烯烃、化学品、燃料等三类。
其中,烯烃是指乙烯、丙烯等单体,可用于生产聚合物、橡胶等制品;化学品是指醋酸、碳酸氢钠等化工原料,可用于生产染料、香料、药品等化工制品;燃料是指煤制油、煤制气等燃料。
煤化工行业的生产过程通常分为三环节:煤气化、合成气加工和化工制品生产。
这一特点使得煤化工行业成为一种能从煤炭资源中产生高附加值产品的行业。
3. 产业链煤化工行业的产业链包括煤炭开采、煤炭分选、煤气化、合成气加工和化工产品生产。
在这个产业链中,煤炭开采和煤气化是最基础的环节,是整个产业链中的关键环节。
4. 发展历程煤化工行业的起源可以追溯到20世纪初。
当时煤炭被广泛用作工业和生活用燃料,但是煤炭也存在较大的资源浪费和环境污染问题。
为解决这些问题,人们开始研究如何将煤炭转化为更高附加值的产品。
20世纪30年代,煤气化和化学工艺技术逐渐发展起来,但是由于二战的爆发以及石油的大规模开发,煤化工行业并没有得到较大的发展。
到了20世纪50年代以后,由于石油资源的日益枯竭,煤化工行业开始得到重新关注和发展。
到了21世纪,煤化工行业已经成为国民经济的重要组成部分。
5. 行业政策文件及其主要内容中国政府近年来出台了一系列支持煤化工行业的政策文件,其中主要包括以下内容:(1)《产业转移指导目录》(2019年版):将煤制化工列入其中,提出将支持煤制烯烃、石化新材料等重点项目;(2)《关于印发煤炭深加工行业规划(2019-2025年)的通知》:提出将力争到2025年煤炭深加工规模达到2亿吨,支持技术改造和引进先进技术等;(3)《关于实施煤化工产业健康发展的指导意见》:提出要实施区域分布和生产能力调整,促进煤化工企业管控风险。
6. 经济环境中国煤化工行业在经济环境方面,面临着需求市场低迷、产品供需失衡等问题。
关于煤化工技术发展与新型煤化工技术的分析探讨
关于煤化工技术发展与新型煤化工技术的分析探讨一、传统煤化工技术的存在问题传统的煤化工技术主要是指煤气化、煤制油、煤制化肥等工艺。
这些技术虽然在一定程度上满足了煤资源的利用需求,但也存在着一系列的问题。
传统煤化工技术在生产过程中会产生大量的废气和废水,对环境造成严重污染。
传统技术在能源利用效率上存在较大的局限性,无法满足当下节能减排的要求。
传统技术所生产的煤化工产品在市场上的竞争力也逐渐减弱,无法满足消费者对清洁、高效能源的需求。
二、新型煤化工技术的发展现状针对传统煤化工技术存在的问题和挑战,新型煤化工技术应运而生。
新型技术主要包括煤直接液化、煤间接液化、煤气化多联产、煤的常温液化以及煤制甲醇、煤制乙二醇等技术。
这些新技术在提高能源利用效率、降低排放污染、开发高附加值产品等方面取得了显著成效。
新型技术还能促进煤炭产业的转型升级,提升我国煤炭产业的国际竞争力。
1. 高效节能:新型煤化工技术采用了先进的生产工艺和设备,能够大幅提高煤炭资源的利用效率,实现能源的高效转化。
与传统技术相比,新技术在节能减排方面表现出明显的优势。
2. 清洁环保:新型煤化工技术在生产过程中减少了废气和废水的排放,采用了先进的环保设备和技术手段,能够更好地保护环境,实现清洁生产。
3. 多元化产品:新型煤化工技术能够生产多种高附加值的化工产品,包括燃料油、石化产品、化肥、化工原料等,满足了市场对多元化产品的需求。
4. 资源综合利用:新型技术在生产过程中能够实现煤炭资源的综合利用,提高资源利用效率,实现经济效益和社会效益的双赢。
尽管新型煤化工技术取得了一定的成果,但在发展过程中依然面临着一系列的挑战。
技术创新和研发投入是最为关键的挑战之一。
新型技术涉及到许多前沿科学和技术领域,需要大量的资金和人才投入,才能够取得关键突破。
新技术在工程应用和产业化规模化方面还存在一定的难度,需要政府、企业和科研机构的共同努力。
新型煤化工技术在市场应用和经济效益方面还需要进一步完善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤化工传统技术分析●煤制天然气●煤制烯烃●煤制油●煤制乙二醇●煤制芳烃1.煤制天然气•西门子GSP气化技术•航天粉煤加压气化技术•KBR粉煤加压气化•华东理工多喷嘴干煤粉气化•GE水煤浆加压气化•多喷嘴水煤浆加压气化•水煤浆水冷壁(清华炉)气化•康菲E-gas•林德低温甲醇洗•鲁奇低温甲醇洗•NHD工艺技术甲烷化甲烷化技术是煤制天然气的关键环节,一氧化碳和氢气在一定温度、压力和催化剂下合成甲烷的反应叫甲烷化反应。
煤制天然气的原理就是合成气的甲烷化反应,甲烷化工艺有两步法和一步法两种类型。
•鲁奇甲烷化技术•戴维甲烷化技术•托普索甲烷化技术硫回收技术克劳斯法是为去除化石燃料燃烧及地热发电时生成的硫化氢所用的方法之一。
原理是使硫化氢不完全燃烧,再使生成的二氧化硫与硫化氢反应而生成硫磺。
•传统克劳斯•超级克劳斯•超优克劳斯废水处理传统的煤化工是以低技术含量和低附加值产品为主导的高能耗、高污染、高排放、低效益、即“三高一低”行业,这种对资源的过度消耗、严重污染环境、粗放的不可持续发展方式已难以为继。
煤化工企业排放废水以高浓度煤气洗涤废水为主,含有大量酚、氰、油、氨氮等有毒、有害物质。
废水所含有机污染物包括酚类、多环芳香族化合物及含氮、氧、硫的杂环化合物等,是一种典型的含有难降解的有机化合物的工业废水。
•煤气化废水处理整体解决方案2.煤制烯烃气化煤气化技术是现代煤化工的基础,是通过煤直接液化制取油品或在高温下气化制得合成气,再以合成气为原料制取甲醇、合成油、天然气等一级产品及以甲醇为原料制得乙烯、丙烯等二级化工产品的核心技术。
空分简单地说,就是用来把空气中的各组份气体分离,生产氧气、氮气和氩气的一套工业设备。
还有稀有气体氦、氖、氩、氪、氙、氡等。
•杭氧•普莱克斯•法液空•开封压缩机厂以煤为原料的化工生产中,粗合成气中含有大量的CO2、少量的H2S、COS等酸性气体,对生产不利,必须将其脱除和回收。
煤化工行业代表性的的酸性气脱除技术有低温甲醇洗法(Rectisol)、聚乙二醇二甲醚法(NHD)以及变压吸附技术(PSA)甲醇合成煤制甲醇工艺技术主要是水煤浆与氧气在一定的温度和压力下,发生部分氧化和气化反应,产生以(CO+H2)为主的粗煤气,经两级文丘里洗涤器和旋风分离器分离,除去煤气中的飞灰、氨等杂质。
再经部分冷凝器进一步冷凝脱除其中的氨、碳黑等杂质后,送入CO变换装置,通过变换和脱碳将H2、CO、CO2调整到合适的比例。
•技术发展方向•鲁奇甲醇合成技术•戴维甲醇合成技术•Casale IMC 技术•Topsoe 技术MTO甲醇制烯烃总体流程与催化裂化装置相似,包括反应再生、急冷分馏、气体压缩、烟气能量利用和回收、反应取热、再生取热等部分。
烯烃的精制分离部分,与管式裂解炉工艺的精制分离部分相似。
美国UOP公司和我国中科院大连化学物理研究所分别在上世纪90年代各自独立完成了小型甲醇制烯烃试验装置。
•UOP公司MTO技术•DMTO 技术•S-MTO 技术MTP与甲醇制烯经同时生产乙烯和丙烯不同,甲醇制丙烯工艺主要生产丙烯,副产LPG和汽油;反应中生成的乙烯和丁烯返回系统再生产,作为歧化制备丙烯的原料。
•鲁奇Lurgi MTP技术•FMTP 技术聚丙烯(PP)是我国第二大消费合成树脂。
目前聚丙烯产业整体呈现“两强争霸”格局,因其上游属于寡头垄断行业,呈现以中石化、中石油为主,中海油、民营、合资企业及煤化工企业为辅的竞争格局。
但近年来由于煤制烯烃装置的不断扩产对当前定价体系造成了一定冲击,虽然短期内石化厂的定价仍然是市场价格的风向标,但从长远看,“两强争霸”的格局将向“三足鼎立”转变。
•聚丙烯工艺介绍•聚丙烯工艺综述•聚乙烯生产技术比较与选型3.煤制油在已经确定的5个新型煤化工路径中,煤制油争议最大。
反对者认为:煤制油能耗高、水耗大、污染重、产品全生命周期能量转化效率低,项目的经济、技术、环保风险都较大。
煤制油(Coal-to-liquids, CTL)是以煤炭为原料,通过化学加工过程生产油品和石油化工产品的一项技术,包含煤直接液化和煤间接液化两种技术路线。
•煤制油2013年进展•【全析】神华鄂尔多斯百万吨煤制油项目•煤制油政策导向、经济性分析及技术进展•坚守迎来“煤变油”春天a)直接煤制油直接液化指煤在氢气和催化剂作用下,通过加氢裂化转变为液体燃料的过程,又称煤的加氢液化法。
直接煤制油项目工艺流程主要包括煤炭洗选单元,制氢工艺单元,催化剂制备单元,煤液化反应单元,加氢改质单元等。
b) 间接煤制油间接液化指以煤为原料,先气化制成合成气,然后,通过催化剂作用将合成气转化成烃类燃料、醇类燃料和化学品的过程。
间接煤制油项目工艺流程主要包括煤气化、变换净化、F-T合成、油品合成、精制等单元。
•项目经济性分析•间接液化工艺技术介绍(1)Sasol工艺间接液化已有70多年历史,1943年F-T合成技术实现工业化,1956年在南非形成了规模化工业生产,是成熟可靠的煤液化技术。
至今,在南非已建成了3个大厂,年耗原煤4600万吨,生产液体烃类产品760多万吨,其中油品近500万吨。
Sasol已成为世界煤化工装置的典范。
(2)荷兰Shell公司的SMDS工艺SMDS工艺包括造气、F-T合成、中间产品转化和产品分离4部分,主要产品是柴油、航空煤油、石脑油和蜡。
1993年在马来西亚Bintulu 建成50万吨/年的工厂。
(3)Exxon-Mobil的MTG工艺Mobil甲醇-汽油(MTG)间接液化工艺利用两个截然不同的阶段从煤或天然气中生产汽油。
1984年Mobil公司在德国波恩附近的Wesseling建成了一套100桶/d汽油的MTG工艺固定床示范装置,之后又建成一套同样规模的流化床示范装置。
新西兰建造了一座1.25万桶/d的商业化液化厂,处理从Maui矿区生产的气体。
尽管这座液化厂仍进行着生产,但是只生产甲醇,目前这样的经济性最好。
(4)德国伍德公司的MTG生产工艺晋煤集团与中科院山西煤化所共同组建山西省粉煤气化工程研究中心,联合攻关,在粉煤、特别是劣质粉煤气化的关键技术方面寻求突破。
项目建设过程中,他们与拥有国际先进技术的美国美孚公司和德国伍德公司紧密合作,交流学习,掌握了相关先进技术。
项目的流程工艺是,采用拥有我国自主知识产权的“灰熔聚流化床粉煤气化技术”,将劣质粉煤气化造气,生成甲醇,再通过德国伍德公司的MTG生产工艺,间接生成油品。
晋煤集团10万吨/年甲醇制汽油项目于2009年6月试车成功,该项目配套的30万吨/年煤制甲醇项目所用的“灰熔聚流化床粉煤气化技术”试车成功。
(5)其它国外以天然气为原料的工艺除了已经运行的商业化间接液化装置外,埃克森-美孚(Exxon-Mobil),英国石油(BP-Amoco),美国大陆石油公司(ConocoPhillips)和合成油公司(Syntroleum)等也正在开发自己的费托合成工艺,转让许可证技术,并且计划在拥有天然气的边远地域来建造费托合成天然气液化工厂。
(6)中国科学院山西煤炭化学研究所自主研发的催化剂和“煤基液体燃料合成浆态床工业化技术”(中科合成油技术F-T)中国科学院山西煤炭化学研究所合成油工程研究中心(现中科合成油技术有限公司) 完成了2000t/a煤炭间接液化工业试验。
2001年ICC-IA 低温催化剂的合成技术完成中试验证。
2007年ICC-II高温催化剂的合成技术进行了中试试验,开发了ICC-I低温(230-270℃)和ICC-II高温(250-290℃)两大系列铁基催化剂技术和相应的浆态床反应器技术,并分别形成了两个系列合成工艺,即针对低温合成催化的重质馏分合成工艺ICC-HFPT和针对高温合成催化剂的轻质馏分合成工艺ICC-LFPT。
(7)兖矿技术2002年12月,兖矿集团在上海组建上海兖矿能源科技研发有限公司,开始开展煤间接液化技术的研究和开发工作。
2004年3月5000吨级低温费托合成、100吨/年催化剂中试装置建成,并实现一次投料试车成功。
2006年4月又开始建设万吨级高温费托合成中试装置和100吨/年高温费托合成催化剂中试装置,2007年初高温费托合成催化剂中试装置生产出高温II型催化剂,2007年6月高温费托合成中试装置一次投料开车成功生产出合格产品。
(8)中石化F-T合成RFI-1催化剂中石化石科院于2004年开始进行费托合成的相关研究工作,开展了F-T合成的催化剂、反应工程、系统工程等方面的研究工作,开发出了第一代高性能的固定床F-T合成催化剂RFI-1。
2006年初RFT-1催化剂通过中石化集团公司组织的中试评议。
2006年6月在镇海炼化建设的中石化第一套3000t/a GTL中试装置中使用••伊泰间接液化示范项目全析•项目经济性分析•直接液化工艺技术介绍•除间接液化工艺外,国外在煤炭的直接液化方面也相当活跃,德国、美国、日本等工业发达国家先后开发了十几种新工艺,其中几种先进技术完成了投煤规模为50-200t/d的大型中试。
比较著名的有溶剂精炼煤法(SRC-l,SRC-2)、供氢溶剂法(EDS)、氢煤法(H-COAL)等。
•(1)德国IGOR工艺•20世纪70年代,德国鲁尔煤炭公司与Veba石油公司和DMT矿冶及检测技术公司合作开发出了IGOR工艺,其主要特点是反应条件较苛刻(温度470℃,压力30MPa),催化剂采用炼铝工业的废渣,液化反应和液化油加氢在一个高压系统内进行,可一次得到杂原子含量极低的液化精制油。
循环溶剂是加氢油,供氢性能好,煤液化转化率高。
•(2)日本NEDOL法烟煤液化工艺•日本于20世纪80年代初专门成立了日本新能源产业技术综合开发机构(NEDO),负责组织十几家大公司合作开发出了NEDOL法烟煤液化工艺。
该工艺的特点是反应压力低(17-19MPa),反应温度为455-465℃;催化剂采用合成硫化铁或天然硫铁矿;固液分离采用减压蒸馏的方法;配煤浆用的循环溶剂单独加氢;液化油含有较多的杂原子还需加氢提质才能获得合格产品。
•(3)美国HTI工艺•美国HTI工艺是在H-COAL工艺基础上发展起来的。
该工艺采用两段催化液化,悬浮床反应器和铁基催化剂。
其主要特点是反应条件较温和(440-450℃,反应压力17MPa);催化剂用量少;在高温分离器后面串联有在线固定床反应器,对液化油进行加氢精制;固液分离采用临界溶剂萃取的方法,从液化残渣中最大限度地回收重质油,从而大幅度提高了液化油收率。
•(4)神华煤直接液化技术•我国从20世纪70年代开始开展煤炭直接液化技术研究。
1997-2000年煤炭科学研究总院分别与美国、德国、日本等有关机构合作,完成了神华煤、云南先锋煤和黑龙江依兰煤直接液化示范工厂的初步可行性研究。