液压管接头设计指南
液压管接头的种类和选用
『图解』液压管接头的种类和选用管接头是油管与油管、油管与液压元件之间的可拆式连接件,它应满足装拆方便、连接牢靠、密封可靠、外形尺寸小、通油能力大、压力损失小、加工工艺性好等要求。
按油管与管接头的连接方式,管接头主要有焊接式、卡套式、扩口式、扣压式等形式;每种形式的管接头中,按接头的通路数量和方向分有直通、直角、三通等类型;与机体的连接方式有螺纹连接、法兰连接等方式。
此外,还有一些满足特殊用途的管接头。
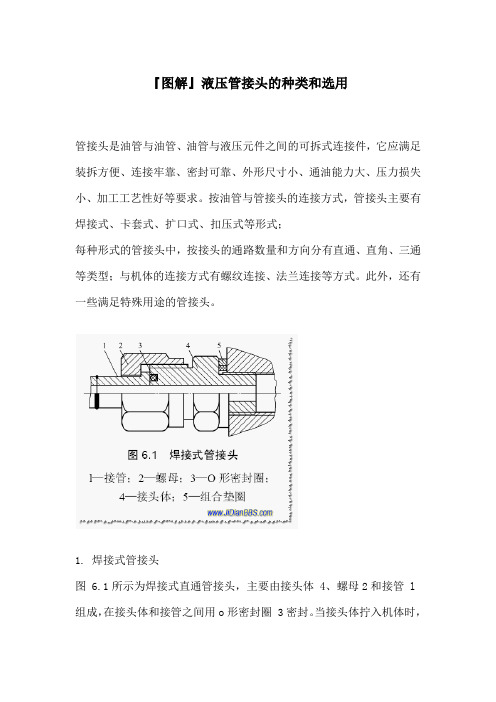
1. 焊接式管接头图 6.1所示为焊接式直通管接头,主要由接头体 4、螺母2和接管 l 组成,在接头体和接管之间用o形密封圈 3密封。
当接头体拧入机体时,采用金属垫圈或组合垫圈 5实现端面密封。
接管与管路系统中的钢管用焊接连接。
焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。
2. 卡套式管接头图 6.2所示为卡套式管接头结构。
这种管接头主要包括具有24°锥形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件。
旋紧螺母3时,卡套2被推进24°锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用。
卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,工作压力可达31.5MPa,是液压系统中较为理想的管路连接件。
3. 锥密封焊接式管接头图 6.3所示为锥密封焊接式管接头结构。
这种管接头主要由接头体 2、螺母4和接管5组成,除具有焊接式管接头的优点外,由于它的o形密封圈装在接管5的24°锥体上,使密封有调节的可能,密封更可靠。
工作压力为 34.5MPa,工作温度为-25℃~80℃。
这种管接头的使用越来越多。
4. 扩口式管接头图 6.4所示是扩口式管接头结构。
这种管接头有A型和B型两种结构形式:A型由具有74°外锥面的管接头体1、起压紧作用的螺母2和带有60°内锥孔的管套 3组成;B型由具有90°外锥的接头体l和带有90°内锥孔的螺母2组成。
液压接头标准
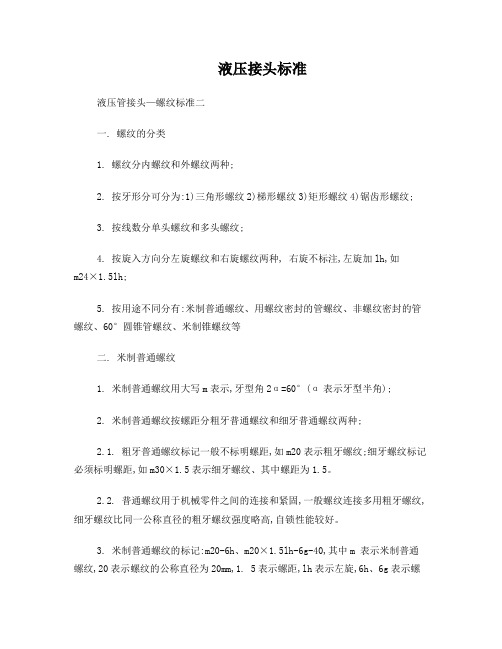
液压接头标准液压管接头—螺纹标准二一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加lh,如m24×1.5lh;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写m表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如m20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如m30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:m20-6h、m20×1.5lh-6g-40,其中m 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1. 5表示螺距,lh表示左旋,6h、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹, 40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-p;铸铁φ=公称直径-1.05~1.1p;加工外螺纹光杆直径取φ=公称直径-0.13p):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距p 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距p 铸铁底孔碳钢底孔外螺纹光杆直径m5 0.8 4.1 4.2 4.9 m24 3 20.8 21 23.7m6 1 4.9 5 5.9 m27 3 23.8 24 26.7m8 1.25 6.6 6.7 7.9 m30 3.5 26.3 26.5 29.6m10 1.5 8.3 8.5 9.8 m33 3.5 29.3 29.5 32.6m12 1.75 10.3 10.4 11.8 m36 4 31.7 32 35.5m14 2 11.7 12 13.7 m42 4.5 37.2 37.5 41.5m16 2 13.8 14 15.7 m48 5 42.5 43 47.5m18 2.5 15.3 15.5 17.7 m56 5.5 50 50.5 55.5m20 2.5 17.3 17.5 19.7 m64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=d-1.0825p,其中d为公称直径,p为螺距。
液压管接头设计指南
液压管接头设计指南液压管接头设计指南1.引言1.1 目的本文档的目的是提供液压管接头的设计指南,以确保安全、可靠和有效的液压系统运行。
液压管接头是连接液压管道和组件之间的关键元件,其设计与选择对整个液压系统的性能和可靠性至关重要。
1.2 适用范围本指南适用于常见的液压管接头设计,包括直通接头、弯头、三通接头、四通接头等。
对于特殊形状或特殊要求的接头设计,请参考其他相关文档。
2.材料选择2.1 材料要求液压管接头应选用耐高压、耐腐蚀和耐磨损的材料,常见的材料包括碳钢、不锈钢、铜合金等。
材料的选择应考虑液压系统的工作压力、介质性质和工作温度等因素。
2.2 表面处理液压管接头的表面处理应采用防锈处理,可以选择镀锌、喷漆或化学处理等方法。
表面处理能有效延长接头的使用寿命,并提高其耐腐蚀性能。
3.设计要求3.1 安全系数液压管接头的设计应满足一定的安全系数要求,以确保在最大工作压力下仍能保持稳定可靠的连接。
安全系数的选择应考虑系统的使用环境和工作条件等因素。
3.2 尺寸设计液压管接头的尺寸设计应满足液压系统的要求,包括管道的内径、接头的外径、法兰的孔径等。
设计时应合理计算和选择各个尺寸参数,以保证接头的连接紧密和有效。
3.3 强度设计液压管接头的强度设计应满足最大工作压力下的载荷要求,包括拉伸载荷、扭矩载荷和压力载荷等。
强度设计时应考虑材料的抗拉强度、扭转强度和抗压强度等因素。
4.安装和维护4.1 安装要求液压管接头的安装应按照标准操作程序进行,包括清洁管接头、涂抹润滑剂、正确紧固等。
安装时应避免过度弯曲、扭转或拉伸接头,以免损坏接头或影响液压系统的正常运行。
4.2 维护要求液压管接头的维护应定期进行,包括检查接头的连接状态、紧固螺栓、漏油情况等。
如发现接头损坏、漏油或其它异常情况,应及时采取修复或更换等措施,以确保系统的安全和可靠性。
附件:本文档未涉及附件,可根据具体情况自行添加。
法律名词及注释:1.安全系数:指结构强度在设计荷载作用下的保证系数,用于确保结构的安全性。
液压管接头标准(同名20262)

液压管接头标准一、卡套式管接头的装配〔一〕预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被无视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地防止出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,假设管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr259n、ф18mm 的为450n。
如果在预装时卡套变形严重,会失去密封作用。
〔二〕.禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
〔三〕.连接管路时,应使管子有足够的变形余量,防止使管子受到拉伸力。
〔四〕.连接管路时,应防止使其受到侧向力,侧向力过大会造成密封不严。
〔五〕.连接管路时,应一次性好,防止多次拆卸,否则也会使密封性能变差。
二、卡套式管接头安装〔1〕按第9章要求对需要酸洗的管子应先酸洗处理;〔2〕按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断〔如火焰切割〕或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;〔3〕将螺母、卡套先后套入管子,卡套前端刃口〔小径端〕距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;〔4〕慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;〔5〕拆开检查卡套是否已切入管子,位置是否正确。
液压管接头标准课件资料
液压管接头标准一、卡套式管接头的装配(一)预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr 259n、ф18mm 的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
二、卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。
液压油管接头标准液压管接头的资料百科

液压油管接头标准液压管接头的资料百科000管接头的分类液压软管、高压球阀、意向奇的快速接头、卡套式管接头、烧焊式管接头、高压软管。
过渡式管接头、卡套式管接头、三通式管接头、非标式管接头、扩口式管接头、直角式管接头、扭转式管接头、快速接头、不锈钢管接头、铜接头。
液压管接头和平凡管接头的差别最大的最显著的区另外就是液压的压力是大的惊人的,液压油管突然爆裂油的冲击力是很大的。
我如许说,肯定不能用平凡的替代专用的接头,因为液压的都是可以承受很大压力的,平凡的最多0.5个气压就已经快不行了,现在我们的液压管接头技能比起外洋来差距太大,液压英才网提示各位液压届的伴侣要多多交流发展神州自己的液压管接头技能。
类型布局图独特之处表及规范号烧焊式管接头利用接受与管子烧焊。
接头体和接受之间用o形密封圈端面密封。
布局简略,易制造,密封性好,对管子尺寸精密度要求不高。
要求烧焊质量高,装拆不便。
事情压力可达31.5mpa,事情温度-25~80℃,合用于以油为媒质的管路系统表6~14小鸡鸡966~1003-1977卡套式管接头利用卡套变型卡住管子并举行密封,布局先进,性能杰出,重量轻,体积小,施用利便,广泛应用于液压系统中。
事情压力可达31.5mpa,要求管子尺寸精密度高,需用冷拔钢管。
卡套精密度亦高。
合用于油、气及一般腐化性媒质的管路系统表15~26gb3733.1~3765-1983扩口式管接头利用管子端部扩口举行密封,不需其他密封件。
布局简略,合用于薄壁管件联接合用于油、气为媒质的压力较低的管路系统,允许施用压力见表41表27~41gb5625.1~5653-1985插进去烧焊式管接头将需要长度的管子插进去管接头直至管子端面与管接头内端接触,将管子与管接头烧焊成一体,可省去接受,但要求管子尺寸严格合用于油、气为媒质的管路系统表43~49小鸡鸡3878-1985锥密封烧焊式管接头接受一端为外锥表面加o形密封圈与接头体的内锥表面相配,用螺纹拧紧。
液压过渡接头标准手册

液压过渡接头标准手册
液压过渡接头是用于连接和转换液压系统中不同尺寸或不同类型的管路和附件的组件。
关于液压过渡接头的标准与设计,以下是一些常见的标准手册和参考资料:
1. ISO标准:液压过渡接头的设计和规范通常符合国际标准化组织(ISO)发布的标准。
例如,ISO 8434液压流体动力连接-螺纹接头标准覆盖了各种液压过渡接头的尺寸和性能要求。
2. SAE标准:美国汽车工程师学会(SAE)发布了一系列与液压系统相关的标准,包括液压连接件的设计和规范。
例如,SAE J514液压管接头标准包含了液压过渡接头的尺寸、材料和性能要求。
3. DIN标准:德国国家标准化组织(DIN)发布了一些与液压过渡接头相关的标准。
例如,DIN 3865液压接头标准规定了柱螺纹液压过渡接头的尺寸和规格。
4. ANSI标准:美国国家标准协会(ANSI)发布了一些与液压过渡接头相关的标准,涵盖了尺寸、材料和连接要求
等方面。
此外,一些液压设备制造商也可能发布自己的标准手册,提供有关其产品所使用的液压过渡接头的设计和规范。
因此,建议您联系液压设备制造商、行业协会或相关的标准化组织,获取更具体的液压过渡接头标准手册和参考资料。
液压管接头设计指南
目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 管接头设计原则 (1)4 管接头材料选用 (2)5 管接头材料热处理和表面处理 (2)6 管接头的油口和管口的设计 (2)7 管接头零件设计 (4)8 管接头典型连接设计 (5)附录A(规范性附录) 油口螺纹和O形圈的选配,及相应沟槽尺寸和公差的设计参数表 (6)附录B(规范性附录) 油口螺纹规格和螺纹有效长度设计优选系列 (8)附录C(规范性附录) 管接头设计类零件标记和名称规范 (12)附录D(资料性附录) 管接头扳手尺寸选用表 (13)附录E(资料性附录) 管接头典型连接设计 (14)参考文献 (16)I液压管接头设计规范1 范围本标准规定了端直通液压管接头的设计原则、材料选用、热处理和表面处理、接口和零件设计、典型连接的设计要求。
其它类别管接头设计参照使用。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3 普通螺纹收尾、肩距、退刀槽和倒角GB/T 196 普通螺纹 基本尺寸GB/T 197 普通螺纹 公差GB/T 699 优质碳素结构钢GB/T 905-1994 冷拉圆钢、方钢、六角钢 尺寸、外形、重量及允许偏差GB/T 1184-2000 形状和位置公差未注公差值GB/T 1804-1996 一般公差 未注公差的线性和角度尺寸的公差Q/SY 015 002 钢材选用规范Q/SY 015 015 管接头选用规范3 管接头设计原则3.1 应优先选用Q/SY 015 015中的管接头外购件品种;当外购件无法满足特殊使用要求时,按本标准要求进行设计。
3.2 应优先选用公制螺纹进行设计;也可按英制螺纹设计。
如果管接头油口端连接的零部件为外购,可根据外购零部件油口规格设计管接头油口端。
3.3 还应遵循以下原则:——足够的强度、刚度;——密封可靠;——满足使用功能要求;——满足使用寿命和可靠性要求;——充分考虑零件加工和装配工艺性;——安装、维修方便;——经济性原则;——标准化设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
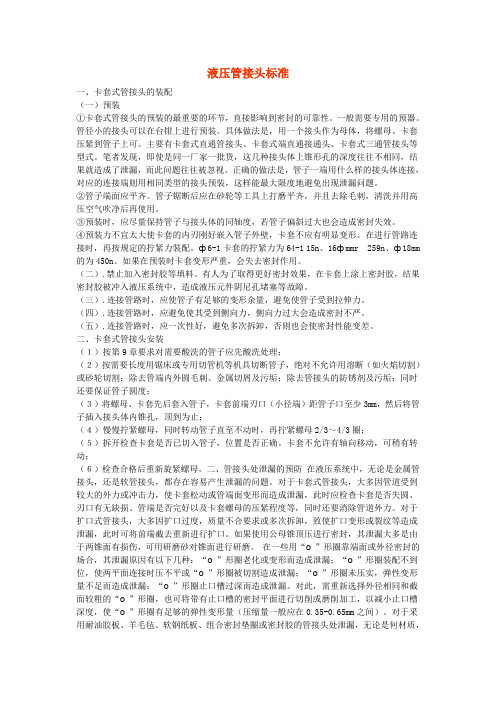
图2 7 管接头零件设计 管接头零件设计要求见表3。
管口端连接胶管的法兰接头示意图
管接头零件设计要求
项目 定义 命名 材料 设计要求 连接管路与管路或其他元件的防漏件。 附录 C《管接头设计类零件标记和命名规范》 。 按第 4 章、第 5 章要求进行材料、热处理和表面处理方法的选用。 示 意 图
图样水平摆放时,油口端置于左 侧,管口端置于右侧。
镀白锌
镀层厚度范围一般在
其在管接头的表面沉积,以获得金属覆层的表面处理方法。其 目的是为了提高管接头表面的防氧化和耐腐蚀性能。镀锌层一 般要经过钝化以作为镀锌的后处理,以提高镀层的耐腐蚀性。
0.01 mm~0.02 mm 选取
注:管接头上的螺纹和外表面(焊接用的接管和焊接接头除外)应用合适的镀或涂层进行保护(一般为镀锌处理)。 焊接用的接管和焊接接头应涂油或磷化处理以防止腐蚀。
2
Q/SY 012 034-2010
其中: M1——油口螺纹规格; d7——槽外径; b——槽宽; h——槽深; r1——槽底圆角半径; r2——槽棱圆角半径; w——垂直度公差值。
图1 6.3 6.3.1 管口螺纹设计
油口柱端沟槽型式
管接头管口端采用 24 度锥公制螺纹连接,其螺纹规格优选按表 2。 管接头管口端螺纹规格表
液压管接头设计规范
1 范围
本标准规定了端直通液压管接头的设计原则、材料选用、热处理和表面处理、接口和零件设计、典 型连接的设计要求。其它类别管接头设计参照使用。 2 规范性引用文件
下列文件对于本文件的应用是必不可少的。 凡是注日期的引用文件, 仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 3 普通螺纹收尾、肩距、退刀槽和倒角 GB/T 196 普通螺纹 基本尺寸 GB/T 197 普通螺纹 公差 GB/T 699 优质碳素结构钢 GB/T 905-1994 冷拉圆钢、方钢、六角钢 尺寸、外形、重量及允许偏差 GB/T 1184-2000 形状和位置公差未注公差值 GB/T 1804-1996 一般公差 未注公差的线性和角度尺寸的公差 Q/SY 015 002 钢材选用规范 Q/SY 015 015 管接头选用规范 3 管接头设计原则
附录 A(规范性附录) 附录 B(规范性附录) 附录 C(规范性附录) 附录 D(资料性附录) 附录 E(资料性附录)
参考文献 ............................................................................ 16
I
Q/SY 012 034-2010
单位为毫米
o
m
序号
r
n
油路通径
s
螺纹规格
q
p
轻型系列(L)
t
重型系列(S)
u
1 2 3 4 5 6 7 8 9
6 8 10 12 16 20 25 32 40
M14×1.5 M16×1.5 M18×1.5 M22×1.5 M26×1.5 M30×2 M36×2 M45×2 M52×2
M18×1.5 M20×1.5 M22×1.5 M24×1.5 M30×2 M36×2 M42×2 M52×2
M12×1.5
ttt
-
uuu
17.4
0177
dddd eeee ffff
0100
jjjj kkkk llll
gggg
M14× 1.5
hhhh
G1/4 A
iiii
O 形圈 16×1.8GB3452.1 氟橡胶 O 形圈 18×1.8GB3452.1 O 形圈 20×1.8GB3452.1 O 形圈 22.4×1.8GB3452.1
5
Q/SY 012 034-2010 8 管接头典型连接设计 管接头典型连接设计参见附录E。 A
6
Q/SY 012 034-2010
附 录 A (规范性附录) 油口螺纹和 O 形圈的选配,及相应沟槽尺寸和公差的设计参数表 油口螺纹和O形圈的选配,及相应沟槽尺寸和公差的设计参数见表A.1。 表A.1 油口螺纹和 O 形圈的选配,及相应沟槽尺寸和公差的设计参数
3.1 应优先选用 Q/SY 015 015 中的管接头外购件品种;当外购件无法满足特殊使用要求时,按本标准 要求进行设计。 3.2 应优先选用公制螺纹进行设计;也可按英制螺纹设计。如果管接头油口端连接的零部件为外购, 可根据外购零部件油口规格设计管接头油口端。 3.3 还应遵循以下原则: ——足够的强度、刚度; ——密封可靠; ——满足使用功能要求; ——满足使用寿命和可靠性要求; ——充分考虑零件加工和装配工艺性; ——安装、维修方便; ——经济性原则; ——标准化设计。
b a
类别
处理方 法
g
c
参数要求
h
d
说明
e
管接头材
f
料热处理
i
调质
硬 度 范 围 一 般 在 240
调质是淬火加高温回火相结合的热处理方法,其目的是为了
HBW~280 HBW 选取
k
得到回火索氏体组织,从而获得较好的综合机械性能。
l
表面镀锌是利用外加电流作用,从电解液中析出锌金属,使
管接头表
j
面处理
pppp
19.4
zzz vvv
2.6
www
1.28
xxx
0.2~0.4
yyy
0.1~0.3
0
0179
mmmm nnnn oooo
.1
M16× 1.5 M18× 1.5 M20×
qqqq
-
rrrr
21.4 23.4 25.8 7
ssss
tttt
uuuu
vvvv
wwww
G3/8 A -
xxxx
yyyy
zzzz
aaaaa
bbbbb
ccccc
ddddd
Q/SY 012 034-2010
fff eee bbb
序
所用油口螺纹 M1
jjj
沟槽尺寸
ggg
ccc
号
编码
ddd
O 形圈规格(内径 d1×截径 d2)
hhh
mm
mmm
公制 1.5
1
Q/SY 012 034-2010 4 管接头材料选用
4.1 管接头设计材料采用 45 优质碳素钢,化学成分和力学性能见 GB/T 699。其具有较好的塑性、强 度,极好的耐压能力,广泛应用于液压系统。 4.2 应优先选用企业标准 Q/SY 015 002 附录中的规格。 5 管接头材料热处理和表面处理 管接头材料热处理和表面处理方法按表1。 管接头材料热处理和表面处理方法
6
管接头的油口和管口的设计 油口密封设计 管接头设计的油口柱端采用轴向 O 形圈密封。 其油口柱端沟槽型式按图 1 的规定。 管接头油口螺纹和 O 形圈的选配,及相应沟槽尺寸和公差的设计按表 A.1 的规定。 油口螺纹设计 油口螺纹规格和螺纹有效长度设计优选系列按附录B规定。
6.1 6.1.1 6.1.2 6.1.3 6.2
设计 要求
主视图 放置 图样垂直摆放时,油口端置于下 侧,管口端置于上侧。
4
Q/SY 012 034-2010
表3
项目 设计要求
(续)
示 意 图
1、油口螺纹设计:根据 6.1 确定需使用的密封形式、O 形圈规格,及其对应的油口柱端沟槽尺寸和公差。根据 6.2 设计所需的螺纹规格和尺寸。 2、管口螺纹设计:根据 6.3 设计所需的管口螺纹规格。 3、重要尺寸标注: a、主参数尺寸:油口螺纹规格和尺寸、管口螺纹规格和尺寸等。 b、装配尺寸: ——油口侧接头柱端沟槽尺寸; ——螺纹精度等级; ——配合部位表面粗糙度尺寸; ——油口螺纹和的油口侧接头柱端面的垂直度尺寸:管口螺纹和管接头内径的同轴度尺寸等。 设计 c、外形尺寸:外形轮廓和总体尺寸,如总长度尺寸、六方(扳手)尺寸等。 要求 d、其它需标注的零件结构尺寸。 (续) 4、六角对边公差按 GB/T 905-1994 的 12 级,最小对角尺寸为 1.092 倍的公称对边尺寸,最小六角面宽度为 0.43 倍公称对边尺寸.除特殊设计要求和另有规定外,六角倒角应为 15°~30°,倒角直径应为六角对边尺寸 0.95 倍。 5、管接头扳手尺寸设计参见附录 D。扳手部位的具体形状可由设计需要自行确定,应避免截面急剧减小,截面变 化处应有足够的圆角。 6、直通接头的内孔从两端加工时,在接合点的最大偏差不应超过0.4mm。 7、零件的未注尺寸公差按 GB/T 1804-2000 中 m 级规定。 8、零件的未注形状和位置公差按 GB/T 1184-1996 中 K 级规定。 9、螺纹基本尺寸应符合GB/T 196规定,公差应符合GB/T 197规定,外螺纹为6g级,内螺纹为6H级。 10、螺纹侧面表面粗糙度为Ra ≤6.3 μm。 11、未标注尺寸的螺纹收尾、肩距、退刀槽、倒角按GB/T3的规定。 1.参照国家标准和企业标准规定。 文本样式 2.各条内容以分号隔开,最后以句号结尾。 技术 1. 调质处理**HBW-**HBW。 要求 通用要求 2. 表面镀白锌,镀层厚度**mm-**mm。 特殊要求 根据实际设计需要填写
fff eee bbb
序
所用油口螺纹 M1
jjj
沟槽尺寸
ggg
ccc
号
编码
ddd
O 形圈规格(内径 d1×截径 d2)
hhh
mm
mmm
公制
iii
英制
槽外径
d7
kkk
槽宽 b
lll
槽深 h
槽底圆角半
nnn
槽棱圆角半径
ooo
(H11)
+0.25 0