五金蚀刻加工价格
五金加工工序报价参考手册

工序(英文) bending tube
stamping
press rivet Countersinking
milling
工时定额(单价)
一般工艺说明
举例说明
备注
弯管长度L≤1000MM,弯曲半 径≤100MM,30秒/弯.
SP 弯管机:可弯管子外径为16MM≤D≤
1.弯管展开长度一般按管子的中性层长度 计算.2.当管子弯曲半径R与管子外径D的 比值<1.5且管子壁厚与管子外径D的比值
/
/
设备用普通钻床
铣外型
一般碳素钢,长度每20MM,加工工时为1 分,根据零件的厚度不同,零件的加工工
时相应的增减10-20%.
槽深度为2MM,宽≤10MM,长<10MM,加工工
NA
铣槽
时为1分,10MM<长<20MM,加工工时为1.5 分,20MM<长<30MM,加工工时为2分,以上
深度每增加2MM,工时增加50%.
T=4MM,29元/M, E.材料T=5-6MM,37元/M, 5MM,则切割价格为1200/1000*37=44.4 F.材料T=7-8MM,47元/M, G.材料 元. T=10MM,65/M.
A.材料T=1MM,15元/M, B.材料T=2,25元 /M, C.材料T=3MM,36元/M, D.材料
6元/小时,1小时/1200平方 毫米
切割面积=切割周长*材料厚度
如:一个零件的外形周长为1000MM,零件厚
度为10MM,则切割价格为
供应商:龙晔
1000*10/1200*6=50元.
laser cutting
氧气割 氮气割
A.材料T=1MM,13元/M, B.材料T=2,19元 /M, C.材料T=3MM,25元/M, D.材料 如:一个零件的切割长度为1200M,厚度为
工艺工价标准
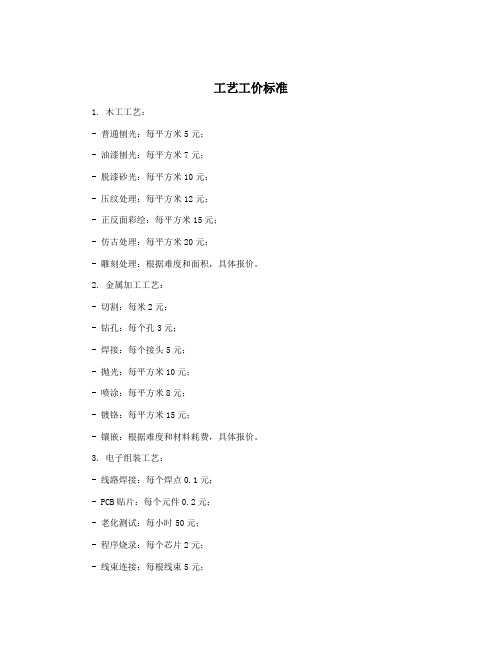
工艺工价标准 1. 木工工艺:
- 普通刨光:每平方米5元;
- 油漆刨光:每平方米7元;
- 脱漆砂光:每平方米10元;
- 压纹处理:每平方米12元;
- 正反面彩绘:每平方米15元;
- 仿古处理:每平方米20元;
- 雕刻处理:根据难度和面积,具体报价。
2. 金属加工工艺:
- 切割:每米2元;
- 钻孔:每个孔3元;
- 焊接:每个接头5元;
- 抛光:每平方米10元;
- 喷涂:每平方米8元;
- 镀铬:每平方米15元;
- 镶嵌:根据难度和材料耗费,具体报价。
3. 电子组装工艺:
- 线路焊接:每个焊点0.1元;
- PCB贴片:每个元件0.2元;
- 老化测试:每小时50元;
- 程序烧录:每个芯片2元;
- 线束连接:每根线束5元;
- 装配调试:根据产品复杂程度,具体报价。
4. 印刷工艺:
- 印刷彩色页:每页5元;
- 胶装装订:每本2元;
- UV处理:每平方米10元;
- 烫印处理:每次20元;
- 裱硬版处理:每平方米15元;
- 深凹凸处理:根据面积和效果,具体报价。
5. 纺织工艺:
- 织布:每米1元;
- 印染:每平方米5元;
- 缝纫:每米2元;
- 粘贴:每平方米3元;
- 破洞处理:每个破洞10元;
- 手工刺绣:根据设计难度和面积,具体报价。
以上工艺工价标准仅供参考,请根据实际情况和项目要求进行具体报价。
五金件加工-价格分析核算-自动计算表

焊接
冲
(焊缝 数量)
单价
点焊 次数
单价
压 次
英寸
数
单 价
折弯 次数
单价
攻牙
单价
打磨
抛光 (平方 米)
单 价
电镀拉 丝(平 单价 方米)
0.32
0.15 10 0.2
0.2
0.2
60
145
0.32 8 0.15 3 0.2
0.2 4 0.2 0.5
60
145
0.32 10 0.15 10 0.2
0.2
0.190 22 0.2
24 10 ¥117.75 ¥471.00
0.173 22 0.2
24 10 ¥30.20 ¥60.41
0.180 22 0.2
24 10 ¥44.54
¥0.00
0.061 22 0.2
24 10 ¥10.68
¥0.00
0.200 22 0.2
24 10 ¥24.98
¥0.00
计费标准 料号
五金加工价格核算(价格分
焊接25.4mm为一英寸,焊缝5寸以上的每寸0.28元/寸,5寸以下的0.32元/寸(不足一寸按一寸算) 1.5倍每米,喷粉:24元/平米
名称
规格
数量
材料费 (元)
下料
2566899 矮款茶几底部铁片
5
17.62 6
3
6.35 0.2
4
72.5 6
2
11.81
18.79 6
60
145
60
145
60
145
60
145
60
145
60
145
60
精密五金制造加工报价表标准模版(包括计算公式)

客户 料号 品名 规格 材质 A. 材料及模/治具费 A1 材料费(元) 单重(KG) 材料单价 加工数量 油漆 高温胶纸 35.0 10.00 A1小计: B. 加工費 加工费(B1) NO 1 2 4 5 6 7 8 9 10 11 12 B1小计: C. 其它费用 名称 C1作业不良 C2 包装费 C3 运输费 费用 ¥1.800 ¥0.200 ¥0.100 各项费用合计 A. 材料及模具費 B. 加工費 C. 其它費用 合 計: 报 价: 日 期: ¥2.16 ¥7.30 ¥3.20 ¥12.66 ¥14.81 2016/10/20 1:此报价 ■含税17% 报价付款条件 ■币别:人民币 备注 名称 C4 管理费 C5 利润 费用 ¥0.365 ¥0.730 ¥3.20 备注 C 项费用 工艺流程 来料检查 除油 清洗 烘烤 摆网板 喷油 烘烤 摆网板 喷油 烘烤 全检包装 设备 目视 超声波 超声波 烤箱 高温胶纸 喷枪 烤箱 高温胶纸 喷枪 烤箱 Cycle Time /pc(秒) 55 36 276.9 128 257.1 276.9 40 144 45 65.5 36 标准产能 (PCS/H) 65 100 13 28 14 13 90 25 80 55 100 人力 1 1 1 1 1 1 1 1 1 1 1 工费率 20 15 20 20 20 20 20 20 15 15 15 加工费 0.3056 0.1500 1.5383 0.7111 1.4283 1.5383 0.2222 0.8000 0.1875 0.2729 0.1500 ¥7.304 B2小计: ¥0.00 ¥7.30 表面处理(B2) 处理工艺名称 处理费 B項費用 B1+B2 2,500 4,000 材料成本 0.014 0.003 ¥2.140 ¥2.16 A2小计: ¥0.00 ¥2.16 序号 模/治具名称 A2 模/治具费用分摊 模/治具费 模/治具寿命 摊提费用 A项费用 (A1 + A2)
机械加工收费标准怎么算
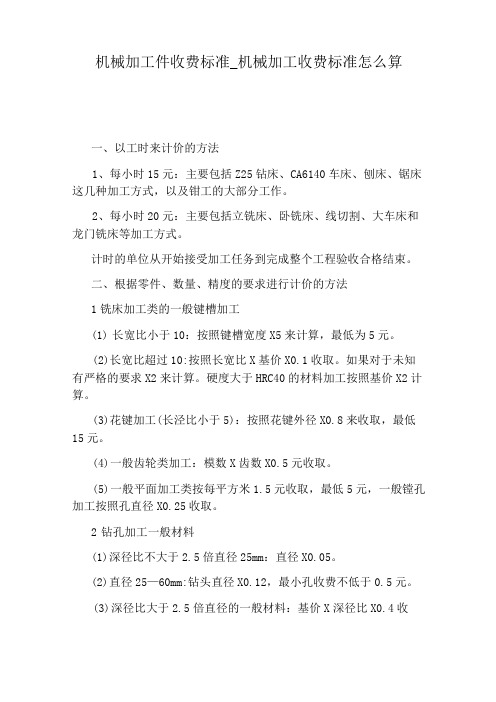
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度X5来计算,最低为5元。
(2)长宽比超过10:按照长宽比X基价X0.1收取。
如果对于未知有严格的要求X2来计算。
硬度大于HRC40的材料加工按照基价X2计算。
(3)花键加工(长泾比小于5):按照花键外径X0.8来收取,最低15元。
(4)一般齿轮类加工:模数X齿数X0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径X0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径X0.05。
(2)直径25—60mm:钻头直径X0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价X深径比X0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价X5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸X0.2计费,最低5元。
(2)长径比大于10:一般光轴基价X长泾比数X0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价X2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价X2收取。
(5)阶梯轴带有锥度、内外螺纹:基价X3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
(2)一般钢板切断、分条、开角:没平方米10元,最低10元。
除了以上列举的一般机械加工件的收费标准之外,还有许多机械加工件的收费标准需要大家了解。
收费标准会因为市场的变化而有所不同,所以公司应该时时对收费标准进行必要的更新。
压铸件加工价格计算
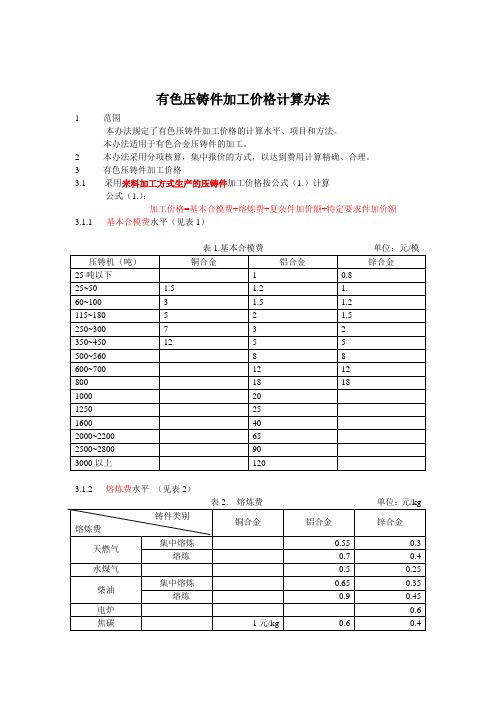
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
精密五金制造加工报价表标准模版

精密五金制造加工报价表标准模版
[企业名称]
[报价单编号]
[报价日期]
序号产品名称规格型号数量单价总价
1产品1规格1数量1单价1总价1
2产品2规格2数量2单价2总价2
3产品3规格3数量3单价3总价3
...
N产品N规格N数量N单价N总价N
总计:总金额
备注:
制表人:审核人:批准人:
计算公式:
总价=单价*数量
总金额=总价1+总价2+总价3+...+总价N
在填写报价表时,根据具体的产品名称、规格型号、数量和单价,可以按照上述模板进行填写。
每个产品占据一行,将不同产品的信息逐行填写到报价表中,并根据计算公式计算总价和总金额。
备注栏可以填写一些附加信息,例如产品的特殊要求、交货期限等。
制表人、审核人和批准人可以是公司内的不同角色,根据具体情况填写。
总金额会自动计算,将各个产品的总价相加即可得到。
在使用该报价表模板时,可以根据实际需求进行修改和调整,例如增加更多的产品信息列、添加更多的计算公式等。
ITO激光刻蚀工艺成本简要分析
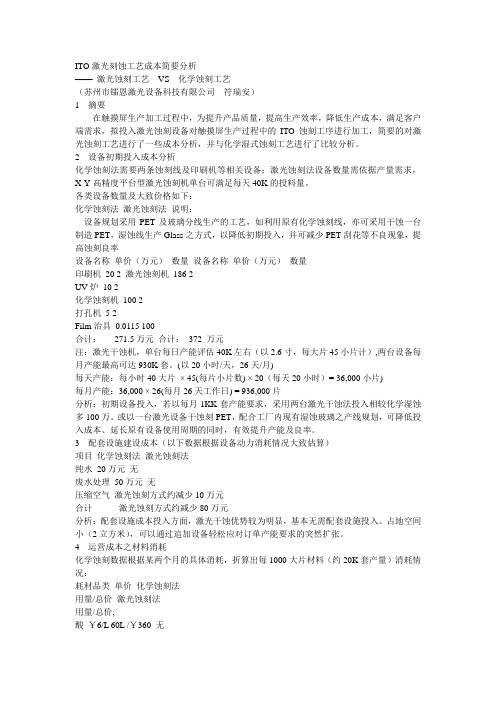
ITO激光刻蚀工艺成本简要分析——激光蚀刻工艺VS 化学蚀刻工艺(苏州市镭恩激光设备科技有限公司---符瑞安)1 摘要在触摸屏生产加工过程中,为提升产品质量,提高生产效率,降低生产成本,满足客户端需求,拟投入激光蚀刻设备对触摸屏生产过程中的ITO蚀刻工序进行加工,简要的对激光蚀刻工艺进行了一些成本分析,并与化学湿式蚀刻工艺进行了比较分析。
2 设备初期投入成本分析化学蚀刻法需要两条蚀刻线及印刷机等相关设备;激光蚀刻法设备数量需依据产量需求,X-Y高精度平台型激光蚀刻机单台可满足每天40K的投料量。
各类设备数量及大致价格如下:化学蚀刻法激光蚀刻法说明:设备规划采用PET及玻璃分线生产的工艺,如利用原有化学蚀刻线,亦可采用干蚀一台制造PET,湿蚀线生产Glass之方式,以降低初期投入,并可减少PET刮花等不良现象,提高蚀刻良率设备名称单价(万元)数量设备名称单价(万元)数量印刷机20 2 激光蚀刻机186 2UV炉10 2化学蚀刻机100 2打孔机5 2Film治具0.0115 100合计:271.5万元合计:372 万元注:激光干蚀机,单台每日产能评估40K左右(以2.6寸,每大片45小片计),两台设备每月产能最高可达930K套。
(以20小时/天,26天/月)每天产能:每小时40大片× 45(每片小片数) × 20(每天20小时)= 36,000小片)每月产能:36,000 × 26(每月26天工作日) = 936,000片分析:初期设备投入,若以每月1KK套产能要求,采用两台激光干蚀法投入相较化学湿蚀多100万。
或以一台激光设备干蚀刻PET,配合工厂内现有湿蚀玻璃之产线规划,可降低投入成本、延长原有设备使用周期的同时,有效提升产能及良率。
3 配套设施建设成本(以下数据根据设备动力消耗情况大致估算)项目化学蚀刻法激光蚀刻法纯水20万元无废水处理50万元无压缩空气激光蚀刻方式约减少10万元合计激光蚀刻方式约减少80万元分析:配套设施成本投入方面,激光干蚀优势较为明显,基本无需配套设施投入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一般来说蚀刻加工主要加工的为金属材料,主要是不锈钢,铝合金,铜合金,铁以及钛等金属材料。
均瑞电子为企业均提供过不锈钢蚀刻零件。
那么,它的加工价格是多少呢?下面就让广德均瑞电子科技为您简单解析,希望可以帮助到您!
一般来说蚀刻加工产品主要应用于以下几个方向:
蚀刻过滤网的应用:石油、化工、食品、制药用精密过滤网、过滤板、过滤筒、过滤器;
电子行业蚀刻零件主要包括金属漏板、盖板、平面引脚、引线框架、金属基片,手机零部件,喇叭网听筒网等等;
蚀刻零件应用在仪器上主要包括有精密光学及机械平面零件、弹簧零件;摩擦片及其它凹凸型平面零件;
金属标牌及图案复杂的金属装饰板和精美工艺品,比如圣诞平面工艺品,标牌,精美logo等等;
用于集成电路印刷,荧光屏电子格栅,精确过滤,微电极元件,电子行业的平面引脚、引线框架、基片等。
具体价格,根据您实际需求量来给您适当的优惠。
欢迎来电洽谈!
广德均瑞电子科技有限公司注册资金500万人民币,拥有不锈钢五金蚀刻加工独立法人环评资质,厂房面积2000平方米,6条不锈钢生产线,公司销售生产管理人员均超十年不锈钢蚀刻生产加工经验。
公司主要生产集成电路导线架;接地端子; 表面贴装零件(SMT)模板;精密线材布线钢板;编码器光栅;手机按键、RDIF天线、基板及金属配件;(VFD)栅网、陈列、支架;电极针(放电针);各类金属过滤网片/喇叭网片;眼镜框架;精密元器件掩模板;LCD背光模仁、钢版;显像管荫罩;电脑硬盘骨架;金属蚀刻发热片工艺等。
广德均瑞电子科技是以补强钢片为主打产品的蚀刻厂,ISO9001认证工厂,具有独立法人和环评资质,持有排污许可证的企业。
拥有6蚀刻加工生产线,免费提供FPC补强板工艺解决方案以及蚀刻行业资讯。