力矩控制通用技术标准(1)
力矩验收标准参数(新版)
发电机弹性支撑与机座连接:(16×M16×40)
手动扭矩扳手扳手范围(60—300N.m)
第⑴遍:95N.m;
第⑵遍:190N.m;
3
发电机与弹性支撑连接:(4×M24×150)
拉伸器M24
第⑴遍:380bar;第⑵遍:745bar
第⑴遍:110kN
第⑵遍:220kN
4
发电机端连杆与胀套连接:(24×M20×90)
第⑶遍对应:5700Psi
3
偏航驱动与机座连接力矩:(96×M20×65)
第⑴遍采用气动扳手第⑵遍液压扳手RSL2
第⑴遍:200N。m;
第⑵遍:455N。m
第⑵遍对应:2500Psi
4
偏航电机与偏航驱动连接力矩:(16×M14×45)
手动扭矩扳手扳手范围(60—300N.m)
114N.m
5
偏航制动盘与偏航轴承连接:(4×M16×100)
第⑴遍:200N.m;
第⑵遍:400N.m
8
变桨轴承与固定支座连接:(24×M36×300)
第⑴遍采用手动扭矩扳手扳手范围(500-1500N.m)
第⑵遍采用液压扳手RLS4
气动扳手预紧力矩约600N。m
第⑴遍:1110N.m;
第⑵遍:2220N。m
第⑵遍对应5300Psi
9
变桨集中润滑过渡支架与整流罩前支撑连接:(2×M20×65)
手动扭矩扳手扳手范围(200—800N。m)
力矩值:460N.m
5
945—2端盖与轴承座连接力矩:(6×M16×45)
手动扭矩扳手:采用扳手范围(120-400N.m)
力矩值:190N。m
6
945—1端盖与轴承座连接力矩:(14×M16×45)
公制螺栓拧紧力矩标准
公制螺栓拧紧力矩标准
公制螺栓拧紧力矩标准是指在安装和拆卸螺纹连接时,为保证螺纹连接的可靠性和耐久性,需要施加一定的拧紧力矩。
这个力矩的大小是根据螺栓的规格、材料、螺纹长度以及被连接件的材料等因素来确定的。
在中国,公制螺栓拧紧力矩的标准是由国家标准GB/T 15756-2018《紧固件螺栓、螺钉和螺母通用技术条件》规定的。
该标准规定了不同规格的螺栓在拧紧时所需的最小扭矩值,以确保螺纹连接的质量。
例如,对于M6×10的螺栓,其最小扭矩值为4.8N·m;而对于M8×20的螺栓,其最小扭矩值为9.8N·m。
这些数值是根据实验数据得出的,可以保证螺纹连接的稳定性和可靠性。
在实际使用中,螺栓的拧紧力矩可能会受到多种因素的影响,如螺纹表面的粗糙度、润滑情况等。
因此,在实际操作中,应根据具体情况进行调整,以确保螺纹连接的质量。
公制螺栓拧紧力矩标准是为了确保螺纹连接的质量和可靠性而制定的。
在使用公制螺栓时,应按照相应的标准进行操作,以保证螺纹连接的稳定性和耐久性。
力矩电机标准

力矩电机标准
力矩电机标准是指对力矩电机的设计、制造、检验和使用进行规范和统一的标准。
力矩电机是一种能够产生电动机械转矩的电动机,广泛应用于机床、起重机、冶金、矿山、化工、水利等行业。
力矩电机标准主要包括以下方面:电机型号、额定参数、安装尺寸、运行特性、保护等级、防护方式、接线方式、耐用性、环境适应性等。
力矩电机标准的制定旨在提高电机的安全性、可靠性和经济性,促进电机的技术进步和产业发展。
目前国内外力矩电机标准主要包括GB/T、IEC、NEMA等标准,各标准有其特点和应用范围,用户应选择适合自身需求的标准。
- 1 -。
力矩限制器的调整

力矩限制器是塔式起重机最重要的超载保护装置。
塔式起重机作业条件恶劣,时常拆装转场、流动性大,这就要求塔式起重机力矩限制器具备坚固耐用、维护简单、利于调整的特点,因而,产品以机械型为主。
国家标准的《起重机超载保护装置安全技术规范》(GBl2602)、《塔式起重机技术条件》(GB/T9462)对起重力矩限制器的功能、技术要求、试验方法都有相应规定,也是检验的依据。
一、基本概念1.综合误差综合误差是指力矩限制器安装在起重机上,进行实际使用的情况下,动作点偏离设定点的相对误差。
综合误差=[ (动作点-设定)/设定点]×100%机械型力矩限制器的综合误差不应超过±8%,有些人把综合误差理解为动作点相对于额定起重量的偏差,这是不正确的。
在误差理论上,误差是指测量值与设定值的偏差。
就力矩限制器而言,设定值是产品的设定点,而设定点不一定都调整在100%的额定起重量上。
2.动作点在装机条件下,动作点是指由于力矩限制器的超载保护作用,塔式起重机停止向不安全方向动作时实际断电点。
3.设定点设定点是指力矩限制器标定的动作点,GBl2602规定:(1)设定点应使起重机能吊运额定载荷,不降低起重机原有的起重能力。
(2)设定点要考虑产品的综合误差,使之在任何情况下产品的动作点都不大于110%的额定起重量。
(3)设定点宜调整在100%~105%的额定起重量之间。
根据塔式起重机对力矩限制器的要求,应将设定点调整在100%~102%的额定起重量之间。
二、检验要求及方法1.选择测试点测试点的选择,主要依据塔式起重机起重特性曲线、性能和保护范围。
起重特性曲线由两部分组成,图1中AB段为强度曲线,BC段为稳定曲线。
塔式起重机同时使用力矩限制器和起重量限制器,力矩限制器对BC段曲线实施保护,起重量限制器对AB段曲线实施保护,应分别进行检验。
对力矩限制器的检验,应在BC段曲线上选择测试点。
一些力矩限制器还有限速保护功能,应根据性能制定检验方案。
力矩验收标准参数(新版)
第⑴遍:550bar
第⑵遍:1100bar
第⑴遍:275kN
第⑵遍:550kN
2
偏航制动器与与机座连接力矩:(72×
×330)
第⑴遍、第⑵遍采用手动扭矩扳手扳手范围(500-1500N.m)
第⑶遍采用液压扳手:RSL4
第⑴遍:800N.m;
第⑵遍:1190N.m;
第⑶遍:2380N.m
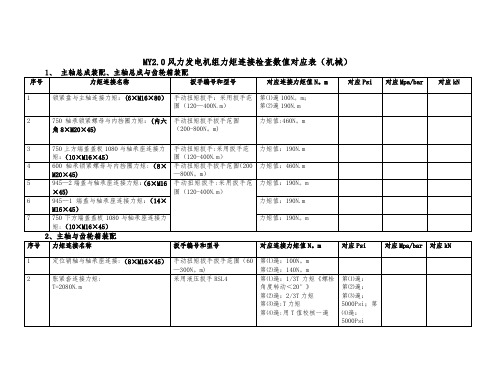
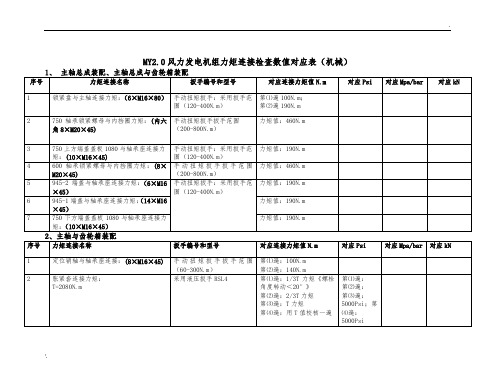
MY2.0风力发电机组力矩连接检查数值对应表(机械)
1、主轴总成装配、主轴总成与齿轮箱装配
序号
力矩连接名称
扳手编号和型号
对应连接力矩值N.m
对应Psi
对应Mpa/bar
对应kN
1
锁紧盘与主轴连接力矩:(6×M16×80)
手动扭矩扳手:采用扳手范围(120-400N.m)
第⑴遍100N.m;
第⑵遍190N.m
第⑴遍:气动扳手约600N.m;
第⑵遍:1110N.m;
第⑶遍:2220N.m
第⑶遍:5300Psi
2
叶片锁定块与轮毂连接:(15×M20×70)
采用气动扳手
约200N.m
3
变桨齿轮箱与轮毂连接:(72×M16×115)
手动扭矩扳手扳手范围(60-300N.m)
第⑴遍约100N.m;第⑵遍200N.m
第⑶遍对应:5700Psi
3
偏航驱动与机座连接力矩:(96×M20×65)
第⑴遍采用气动扳手第⑵遍液压扳手RSL2
第⑴遍:200N.m;
第⑵遍:455N.m
第⑵遍对应:2500Psi
4
偏航电机与偏航驱动连接力矩:(16×M14×45)
手动扭矩扳手扳手范围(60-300N.m)
螺钉力矩标准

螺钉力矩标准螺钉力矩标准是指在螺栓连接中,施加到螺钉上的力矩大小的标准规定。
螺栓连接是机械制造中常见的一种连接方式,它通过螺纹的摩擦力和预紧力来实现零件的连接。
而螺钉力矩标准则是保证螺栓连接质量和安全性的重要指标之一。
螺钉力矩标准的制定是为了保证螺栓连接的可靠性和稳定性。
在实际的工程应用中,如果螺钉力矩不符合标准,就会导致螺栓连接的松动或者过紧,从而影响整个机械设备的使用效果和安全性。
因此,严格遵守螺钉力矩标准是非常重要的。
螺钉力矩标准的制定需要考虑多个因素。
首先是螺栓材料的性能和强度,不同材料的螺栓在受力时表现也会有所不同,因此需要根据材料的性能来确定力矩标准。
其次是螺栓连接的使用环境和条件,不同的使用环境对螺栓连接的要求也会有所不同,需要根据实际情况来确定力矩标准。
最后是螺栓连接的设计要求,不同的设计要求对力矩标准也会有影响,需要根据设计要求来确定力矩标准。
在实际的工程应用中,如何正确地施加螺钉力矩也是非常重要的。
通常情况下,我们会使用扭力扳手或者电动扭力扳手来施加力矩。
在施加力矩时,需要注意选择合适的扭矩大小,以及正确的施加方向和方法,避免因施加不当而导致螺栓连接的问题。
除了施加力矩的方法外,检测螺钉力矩也是非常重要的。
通常情况下,我们会使用扭力扳手或者扭矩扳手来进行力矩的检测,通过检测力矩的大小来判断螺栓连接是否符合标准要求。
同时,还可以使用力矩表来进行力矩的监测和记录,以便后续的维护和管理。
总之,螺钉力矩标准是保证螺栓连接质量和安全性的重要指标,严格遵守螺钉力矩标准对于保证机械设备的正常运行和安全性至关重要。
在实际的工程应用中,我们需要根据材料性能、使用环境和设计要求来确定力矩标准,同时注意施加力矩的方法和检测力矩的重要性。
只有这样,才能保证螺栓连接的可靠性和稳定性,确保机械设备的正常运行和安全性。
螺栓拧紧力矩要求规范
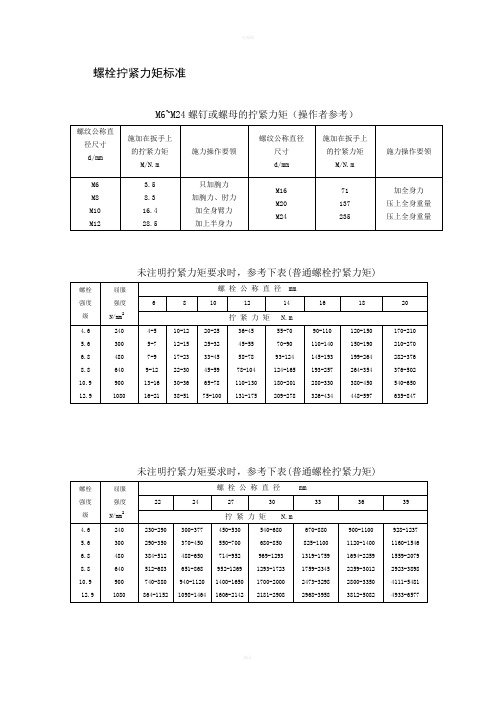
螺栓拧紧力矩标准M6~M24螺钉或螺母的拧紧力矩(操作者参考)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩 Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩 Q/STB B07833-1998紧固件的同行!您好!我是mDesign机械设计平台中国区总代理。
非常期待与您的合作。
我们希望在紧固件领域能有所作为。
我姓张,联系电话137*61966719。
以下是MDESIGN机械设计平台的简要介绍:mDesign是源于德国的一款机械设计平台。
软件编制始于1983年,主要由mDesign公司、德累斯顿工业大学(Technische Universität Dresden)、VDI(德国工程师协会)、DIN的人员一同编制完成。
软件主要是基于德国机械标准(VDI、DIN以及ISO)进行编制,对机械零件(齿轮、轴、轴承、螺栓、梁、联轴器、皮带、链条、胶接等等)进行计算和验证。
轴基于DIN743,高强度螺栓基于VDI2230,齿轮尺寸设计基于DIN3960,齿轮强度校核基于DIN3990/ISO6336。
MDESIGN对高强度螺栓、轴、齿轮箱、LVR、LVR planet开发了独立的模块,除这些模块同时可对计算结果进行优化。
以下是这5个模块的主要功能:高强度螺栓模块:高温低温工况服役的螺栓、可计算最多5层的被连接件、空心螺栓、自定义齿轮螺栓、不可简化的多螺栓分布、偏心负载工况。
同时我公司聘请了德国波鸿大学的技术支持,专门研究vdi2230的。
以下模块如果您有朋友在做的话也请帮忙推荐。
轴模块:同时对一根轴的8个轴承和50个轴段进行设计、校验和优化、空心轴、锥形轴、自定义槽口、寿命以及疲劳。
力矩验收标准参数(新版)

4
弹性支撑与机座连接拉伸: (16×M36 ×800)
拉伸器 M36×4
5 6
弹性支撑与调整螺栓力矩 空冷风扇管路与风冷散热器连接力矩
手动扭矩扳手扳手范围 (120-400N.m) 手动扭矩扳手
5、发电机总成装配
序号 1 力矩连接名称 扳手编号和型号 对应连接力矩值 N.m 第⑴遍:100N.m; 第⑵遍:150N.m; 第⑶遍:250N.m 第⑴遍:95N.m; 第⑵遍:190N.m; 第⑴遍: 380bar;第⑵ 遍:745bar 第⑴遍:195N.m; 第⑵遍:295N.m; 第⑶遍:490N.m 第 ⑴ 遍 : 110kN 第 ⑵ 遍 : 220kN 对应 Psi 对应 Mpa/bar 对应 kN 安装发电机端胀套(不涂二硫化钼) 采用手动扭矩扳手扳手范围 (12×M16×40) (120-400N.m) 发电机弹性支撑与机座连接: (16× M16×40) 发电机与弹性支撑连接: (4×M24× 150) 手动扭矩扳手扳手范围 (60-300N.m) 拉伸器 M24
7、轮毂总成装配
序号 1 力矩连接名称 轮毂与变桨轴承连接: (156×M36× 280) 扳手编号和型号 第⑴遍采用气动扳手第⑵遍 采用手动扭矩扳手扳手范围 (500-1500N.m) 第⑶遍采用液压扳手:RSL4 采用气动扳手 对应连接力矩值 N.m 第⑴遍:气动扳手约 600N.m; 第⑵遍:1110N.m; 第⑶遍:2220N.m 约 200N.m 对应 Psi 第⑶遍:5300Psi 对应 Mpa 对应 kN
2
高速轴制动器与刹车盘连接力矩: (2 ×M36×295)
3
轴承座与机座连接力矩: (12×M45× 230;20×M45×355)
第⑴遍、第⑵遍采用手动扭 矩 扳 手 扳 手 范 围 (500-1500N.m) 第⑶遍采用液压扳手:RSL4 第⑴遍、第⑵遍采用液压扳 手:RSL4,第⑶遍采用液压 扳手:RSL8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
力矩控制通用技术标准
前言
本标准根据环保动力公司的实际情况,结合国家及技术中心的产品技术要求,明确了力矩控制过程中的技术要求,工装、设备的使用规范
本标准由制造部工艺科提出、归口
本标准起草单位:制造部工艺科
本标准主要起草人:周陵
本标准所代替标准的历次版本的发布情况为:无
力矩控制通用技术标准
1 范围
本标准规定了发动机用螺纹直径4mm-20mm紧固件的力矩控制。
本标准适用于符合以下条件,以控制扭矩方式进行的紧固:
—外螺纹件的机械性能符合GB/T 3098.1规定的8.8、10.9级;
—内螺纹件的机械性能符合GB/T 3098.2或GB/T 3098.4,且具有充分发挥螺纹连接副承载能力的强度;
—螺纹符合GB/T 196,螺纹精度不低于GB/T 197规定的6级;
—内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;
—内、外螺纹件的表面为汽车工业通常采用的状态;
—外螺纹件在紧固中受轴向拉伸载荷。
本标准不适用于外螺纹件在紧固中承受压缩力的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及木螺钉。
当表面状态不同、支承面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固扭矩进行调整。
当产品对紧固扭矩有特殊要求时,根据产品要求调整控制要求。
2 引用标准
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的应用文件,其最新版本适用于本标准。
GB/T 196 普通螺纹基本尺寸(直径1mm-600mm)
GB/T 197 普通螺纹公差与配合(直径1mm-355mm)
GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱
GB/T 3098.2 紧固件机械性能螺母
GB/T 3098.4 紧固件机械性能细牙螺母
GB/T 3104 紧固件机械性能六角产品的对边宽度
GB/T 16823.2 螺纹紧固件紧固通则
QC/T 518 汽车用螺纹紧固件紧固扭矩
3 术语
3.1动态力矩(Dynamic Torque) :动态力矩是设计技术人员从技术角度给定的力矩值(范围),动态力矩是用于标定动力工具的力矩。
3.2静态力矩(Static Torque) :静态力矩是TCS/QOCS系统控制的力矩。
3.3动态力矩和静态力矩的关系:动态力矩和静态力矩之间是一种规律性的数学模型关系,视联接结构的不同而不同。
根据统计规律和汽车行业多年积累的经验,总结出下列三种关系:3.3.1如果连接件衰减厉害(软连接) ,静态力矩低于动态力矩。
3.3.2如果连接件固定得很紧(硬连接) ,静态力矩高于动态力矩。
3.3.3如果是一般的连接件,静态力矩一般接近动态力矩。
3.4预紧:多数情况下,螺纹联接在装配时需要拧紧,称为“预紧”。
3.5预紧力:预紧使联接中的零件受到的力,称为“预紧力”。
4 内容
4.1 常用紧固扭矩与预紧力
4.1.1 与紧固扭矩有关的符号及其含义见下表。
与紧固扭矩有关的符号及其含义
根据GB/T 16823.2,外螺纹件在弹性区内紧固扭矩与预紧力之间的关系如下:T f=K F f d
表面状态变化将导致μs、μw和K发生变化。
在采用同一扭矩紧固时,预紧力将随K发生变化。
K变大,预紧力可能不足。
K变小,预紧力将增大而使螺纹连接破坏失效,必要时可对紧固扭矩进行调整。
4.2 常用螺纹规格的紧固扭矩及其对应的预紧力见下表(引自QC/T 518 汽车用螺纹紧固件紧固扭矩)
常用螺纹规格的紧固扭矩及其对应的预紧力
数K≈0.25)
4.3 拧紧方法:
4.3.1 先用手拧入2—3扣,如手感有卡滞,必须更换螺栓;
4.3.2 拧紧时,应按从中间到两边的顺序交叉拧紧;
4.3.3 同一零部件的螺栓个数≥2时,必须采用交叉封闭式方法,例如:若螺栓有2个,则
拧紧顺序为:1-2-1;
4.3.4 同一连接面上的螺栓、螺钉和螺母,其拧紧力矩要均匀,力矩差小,即:相同两个零件之间的拧紧力矩应尽量一致;
4.3.5 重点、关键力矩点可在螺纹头部5-10mm处蘸机油润滑;
4.3.6 重点、关键力矩点可用力矩法拧紧,即先预紧到规定力矩的50%-80%,在松开40°-50°(或松开力矩到0 N.m),再拧紧到规定力矩的50%-80%,最后拧紧到规定力矩的方法,或松开后直接拧紧到规定力矩;
4.3.7 重点、关键力矩点也可用转角法拧紧,即即先预紧到规定力矩的30%-60%,在松开40°-50°(或松开力矩到0 N.m),再拧紧到规定力矩的30%-60%,然后用转动的角度控制产品最终压紧力。
(注:转角法对零件的加工质量要求较高,要求零件加工的一致性好,故转角法只能在重点、关键力矩点上应用,不建议对一般力矩点应用)
4.4 拧紧工具选择:
4.4.1 我厂现有拧紧工具的使用标准(不含手动工具):
4.4.2我厂现有拧紧工具的使用原则(不含手动工具):
㈠通气动扳手:
①、普通气动扳手以R2112(10-100)N.m为例,四档档位的参考力矩值是:
一档范围在10-30N.m之间,中间值:20N.m;
二档范围在15-50N.m之间,中间值:32.5N.m;
三档范围在25-70N.m之间,中间值:47.5N.m;
四档范围在35-100N.m之间,中间值:67.5N.m;
②、普通气动扳手作为预紧工具使用时,使用档位的最大力矩值应小于要求力矩
的中间值;
③、普通气动扳手作为拧紧工具使用时,使用档位的中间力矩值应大于等于要求
力矩的中间值,但两者数值应接近;
④、拧紧结束以零件不动后,停留2-3秒为宜。
㈡扭矩扳手(油压脉冲):
①、定扭矩扳手(油压脉冲)作为预紧工具使用时,扳手的设定值应小于要求力
矩中间值的15%;
②、定扭矩扳手(油压脉冲)作为拧紧工具使用时,扳手的设定值应等于要求力
矩的中间值;
③、拧紧结束以扳手断气为准。
㈢扭矩扳手(离合器式):
①、定扭矩扳手(离合器式)作为预紧工具使用时,扳手的设定值应小于要求力
矩中间值的10%;
②、定扭矩扳手(离合器式)作为拧紧工具使用时,扳手的设定值应等于要求力
矩的中间值;
③、拧紧结束以扳手断气为准。
㈣定值扭力扳手:
①、定值扭力扳手的设定值应等于要求力矩的中间值;
②、定值扭力扳手使用时,应用力均匀,匀速拧紧;
③、拧紧结束以扳手力矩到位提示音为准。
㈤手持式电动扳手:
①、设定值应等于要求力矩的中间值;
②、拧紧过程按工艺要求,扳手自动控制。
㈥拧紧机:
①、设定值应等于要求力矩的中间值;
②、拧紧过程按工艺要求,扳手自动控制。
4.5 力矩检测控制:
⑴力矩检测以动态力矩测量检测为准;
⑵定值扭力扳手力矩检测以力矩校准仪测量数据为准;
⑶手持式电动扳手和拧紧机力矩检测以力矩测量仪测量数据为准;
⑷现场发动机零件装配完后的静态力矩检测标准暂以质量部给出的力矩范围控制为
准,根据现场工艺的变更情况测定一个,修正一个;
⑸现场操作者对紧固件是否拧紧的目测标准以弹垫是否压实或结合面贴实为准。
4.6 工具检定规定:
⑴定值扭力扳手每天用力矩校准仪点检,每2个月计量检定一次;
⑵手持式电动扳手每3个月计量检定一次;
⑶拧紧机每6个月计量检定一次;
⑷定扭矩扳手的校准周期为1个月。