浮法玻璃熔化培训资料
浮法熔化基础知识
28.投料回流的作用有 有助于料堆的熔化、阻挡未熔化好的料山和泡沫跑到生产流中去。
29.玻璃液澄清阶段的前期主要有小气泡长大和大气泡排除,加速澄清的措施有提高澄清温度、加澄清剂。
30.目前,为了节约能源,提高池底的使用寿命,池底一般采用多层结构,池底结构分别为锆刚玉铺面砖、锆质捣打料、大型粘土池底砖、保温材料。
28.为减轻脸墙和1#小炉的蚀损,第一对小炉到前脸墙的距离越远越好。(×)
29.生产中,发现熔窑温度出现大幅度波动时,可采用大开大关的紧急措施。(×)
30.为使配合料充分混合均匀,混合时 Nhomakorabea越长越好。(×)
21.蓄热室构造的三个部分是指上部空间、格子体、底烟道。
22.液面稳定与否取决于两个因素即投料量和拉引量。
23.在熔化部池壁的纵向玻璃液上可分为四个区,分别为配合料料堆区、泡沫区、最高温度区、镜面区。
24.火焰空间的温度,窑膛内壁温度和玻璃液面三者之间的温度大小关系是火焰空间的温度﹥窑膛内壁温度﹥玻璃液面温度。
34.玻璃液的均化主要通过成份不均引起的分子扩散运动、温差而引起的对流运动和气泡上升而引起的搅拌作用来完成。
35.熔窑内流动的气体有助燃空气、烟气两种。
36.熔化“四小稳”指的是温度稳、窑压稳、液面稳、泡界线稳。
37.浮法玻璃生产的“四大稳”指的是:原 料 稳、燃 料 稳、熔 化 稳、成 型 稳。
38.现在熔窑燃烧采用的燃料是天 然 气,燃烧系统需要换向,换向时间为20分钟。
13.熔 化 率: 每平方米熔化面积上每昼夜熔化的玻璃液量。
14.熔化面积: 从投料池末端到最末一对小炉中心线一米处的熔化部的部分面积。
浮法玻璃熔化培训教材

16t hopper
加加 1#对辊机
2#lifter
2#对辊机
lifter
筛上 3#lifter
六角筛8目
筛下
4#lifter
conveyor belt
lifter
六角筛
筛上 lifter
笼型碾
筛下
Hopper 160t Hopper 170t Hopper 110t
lifter
筛上 笼型碾
六角筛
工 筛下
C1 conveyor belt Checking balance Blender
C2 conveyor belt
2
C3 conveyor belt
Oil station Compressed air station
Water supply Steam station
Batch hopper Blanck batch charger Melting furnace
6
粉料仓
电子称称量
Y 判断错料?
排废
进混合机混合
色料
N Y
判断错料?
排废
N
碎玻璃
经C3皮带送入窑头料仓
检查
7
Quartz sand track 卸砂坑 crane
warehouse
limestone
dolomite
tank
入
track 卸砂坑 crane
warehouse
sode track
Salt cake track
称量允许误差(99%) 2.00
0.80
称量最大误差(1%) 4.00
1.60
错料
9.00
5.00
浮法玻璃的熔化
浮法玻璃的熔化将合格的配合料经过高温加热熔融形成均匀的符合成型要求的玻璃液的过程称为玻璃的熔制。
熔制是玻璃制造中的重要部分,玻璃的产量、质量、制造成本、单位产品的能耗、熔窑寿命等都与熔制有密切关系。
玻璃的许多缺陷也是在熔制过程中产生的,制定合理的熔制工艺制度,进行合理的熔制才能熔制出好的玻璃液,这是生产出优质玻璃的重要保证。
玻璃的熔化是一个非常复杂的过程,进行一系列物理、化学、物理化学反应。
这些现象和反应结果,使配合料的机械混合物变成了复杂的玻璃液。
加热时大致发生以下变化:物理过程:配合料加热时吸附的水分蒸发排除,某些单晶组分熔融,某些组分的多晶转变,个别组分的挥发(Na2O K2O SiF4等)。
化学过程:固相反应,各种盐类分解,水化物分解,化学结合水排除,组分单的相互反应及硅酸盐形成。
物理化学过程:低共熔物的生成,组分及生成物间的相互溶解,玻璃液和炉气介质间的相互作用,与耐火材料间的相互作用,和其中夹杂气的作用等。
配合料各组分在熔化时发生的这些变化及发生变化的次序及对熔化过程的影响都与配合料的性质有关。
分解CaCO3 CaO+CO2,在400℃开始Na2CO3与煤粉之间的固相反应NaCO4+2C NaCO3+CO2,500℃进行的很快;500℃开始Na2S变为Na2CO3,Na2S+ Ca2CO3 Na2CO3+CaS。
573℃β-石英α-石英。
340-620℃镁钠复盐与SiO2反应生成碳酸盐, MgNa2(CO3)2+2SiO2= MgSiO3+Na2SiO3+2CO2450-700℃MgCO3与SiO2作用MgCO3+SiO2 MgSiO3+CO2. 620℃MgCO3分解最快,继续升温分解减慢。
585-900℃镁钠复盐与SiO2反应形成硅酸盐, CaNa2(CO3)2+SiO2 CasiO3+Na2SiO3+2CO2. 600-900℃ CaCO3与SiO2作用生成硅酸盐, Na2CO3+SiO2Na2SiO3+CO2 生成低共熔混合物,玻璃形成阶段开始:740℃ Na2SO4-Na2S; 750℃ Na2S-Na2CO3; 780℃ Na2CO3-CaNa2(CO3)2; 795℃Na2SO4-Na2CO3; 865℃ Na2SO4-Na2SO3 865℃ Na2S. CaS与SiO2反应形成硅酸盐,Na2S+Na2SO4+SiO2 Na2SiO3+SO2+S. 855℃没起反应的Na2CO3开始熔融,885℃Na2SO4熔融。
浮法玻璃熔窑的热修保窑讲课
浮法玻璃熔窑的热修保窑讲课Final revision by standardization team on December 10, 2020.浮法玻璃熔窑的热修一、热修的相关知识:(一)、影响熔窑使用寿命的五大因素:1、熔窑的设计:熔窑的设计尺寸,熔化部与冷却部搭配是否合理,小炉对数和吹出口尺寸是否能满足设计能力等。
将给熔化和成型工艺造成影响。
也直接影响熔窑使用寿命。
2、砌筑施工质量,砌筑时砖缝是否按要求控制,炭浆是否饱满,砖材是否混用,膨胀缝留设是否合理,碹体是否严密吻合等都将影响熔窑使用寿命。
3、烤窑质量:熔窑要严格按升温曲线进行,大碹拉条要根据大碹膨胀情况及时松紧。
池壁砖烤窑中尽可能减少炸裂或无炸裂,池壁风合理安排送风。
各部位顶丝要及时松紧等,只有好的烤窑质量才能更好地延长熔窑使用寿命。
4、熔化质量:熔化工艺的稳定是延长熔窑寿命的最关键因素之一,包括火焰角度、长度、窑压控制,热点温度的控制和稳定,燃料的选用,泡界线和拉引量的稳定等。
5、热修质量:热修方案的合理制定,热修材料的合理使用,侵蚀严重部位的合理保护,热修内在质量的有效性等。
(二)、耐火材料的分类:1、按耐火度分类:①普通耐火材料:耐火度1580℃~1770℃②高级耐火材料:耐火度1770℃~2000℃③特级耐火材料:耐火度2000℃以上。
2、按气孔率分类①烧结材料②不烧结材料③热压制品,将耐火原料配合料加热到热塑状态压制而成,压制成型后再轻烧。
④熔融浇注材料4、按化学组成分类SiO2系统材料 Al2O3-SiO2-ZrO2系统材料SiO2-Al2O3系统材料 MgO系统材料不定型耐火材料:是由骨料和一种或多种结合剂组成的混合料,有的以交货状态直接使用,有的加一种合适的液体调配后使用。
不定形耐火材料分类:1、整体构筑和修补用材料①耐火捣打料:使用前无粘附性的材料,它由骨料和结合剂组成,如有必要加入液体。
②耐火可塑料:由骨料、结合剂和液体组成,具有可塑的粘稠性,以交货状态直接使用。
玻璃培训资料
玻璃培训玻璃培训资料第一章:玻璃基础知识:1、玻璃的定义:一种较为透明的液体物质,在熔融时形成连续网络结构,冷却过程中粘度逐渐增大并硬化而不结晶的硅酸盐类非金属材料。
主要成份是二氧化硅。
2、平板玻璃主要分为三种:即引上法平板玻璃(分有槽/无槽两种)、平拉法平板玻璃和浮法玻璃。
由于浮法玻璃由于厚度均匀、上下表面平整平行,再加上劳动生产率高及利于管理等方面的因素影响,浮法玻璃正成为玻璃制造方式的主流。
浮法玻璃生产工艺:配料:砂、石灰石、白云石、纯碱、芒硝融化:融化温度高达1650摄氏度成形:通入保护气体(N2及H2)的锡槽中完成的。
熔融玻璃从池窑中连续流入并漂浮在相对密度大的锡液表面上。
退火:冷却后被引上过渡辊台。
辊台的辊子转动,把玻璃带拉出锡槽进入退火窑,经退火、切裁后成形。
切割和包装。
3、按厚度可分为:3.2、4、5、6、8、10、12、15、19mm等。
4、按玻璃的透光率可分为普通透明玻璃和超白玻璃两种。
5、按颜色可分为:F绿、H绿、本体蓝、欧洲灰、水晶灰(南玻特有,据悉山东金晶已着手调制此色片)等。
第二章:玻璃深加工内容:1、钢化及半钢化1.1、钢化:钢化玻璃是将普通退火玻璃先切割成要求尺寸,然后通过钢化炉加热到接近的软化点,再进行快速均匀的冷却,在其表面形成均匀的压应力,而内部形成张应力,使其机械强度提高,有效的改善了玻璃的抗风压和抗冲击性能。
钢化玻璃相对于普通平板玻璃来说,具有两大特征: 1) 前者强度是后者的数倍,抗拉度是后者的3倍以上,抗冲击是后者5倍以上。
2) 钢化玻璃不容易破碎,即使破碎也会以无锐角的颗粒形式碎裂,对人体伤害大大降低。
1.1.1、钢化玻璃可分为水平钢化和弯钢化两种。
一般我们所提及的钢化均指水平钢化。
弯钢化玻璃是指玻璃在经过钢化炉后,还未冷却前,将玻璃弯成规定的形状,但形状必须是圆的一部分。
1.2、半钢化:半钢化玻璃与钢化玻璃的工艺方法相近,只是冷却速度较慢,因此表面应力小于钢化玻璃,其强度只是普通玻璃的2倍。
玻 璃 的 熔 制 及 熔 窑培训课件2016.3

二、玻璃的熔制设备:
工业上用于玻璃熔制的设备有坩锅窑和池窑。前者产量 低、耗能 大,主要用于手工生产小批量的玻璃制品;后者用 于玻璃产品的
工业化大规模的连续生产。
池窑的分类 : 1. 按使用热源分: (1)火焰窑: 以燃料燃烧为热能来源。燃料可 以是煤气, 重油和水; (2)电热窑: 以电能作为热量来源; (3)火焰-电热窑: 以燃料为主要热源,电能 为辅助热源。
直接接触部位的部位。 AZS砖标号越高,ZrO2含量越高,
斜锆 石相越多,抗侵蚀性能越好。此外,AZS砖中玻璃 相受蚀后常 生成含ZrO2的高粘度长石质玻璃,这层高粘 度的玻璃液滞留在 砖表面,保护了砖体的进一步蚀变。
AZS砖的蚀变主要是:
玻璃相结合物被溶解;
刚玉与碱性氧化物发生变代反应,生成β-Al2O3和霞石。
(3)存在形式 :残留在玻璃液中的气体存在三种形式: 可见气泡 ; 物理溶解 ; 化学结合 。
其中可见气泡中的气体和以物理状态溶解的气体 与窑炉中 气体之间存在一定的平衡。
气体在熔窑中的平衡状态: 窑炉
②
⑤
①
③
气泡
玻璃液 ④
①②从过饱和的玻璃液中析出气体,进入气泡或炉气;
③④气泡中分离出来的气体,进入炉气 或溶解在玻璃中;
Hale Waihona Puke 玻璃熔窑主要部位所选用的耐火材料的确定表
使用部位 窑 拱(大碹) 拱脚砖 胸 墙 使用条件 高温碱蒸汽 粉料的飞散 和拱顶熔融后的流下 物 温度(℃) 1500~1600 1500~1600 1500~1600 1450~1600 1500~1600 1400~1600 1400~1600 选用的耐火材料 优 质 硅 砖BG96A 优质硅砖、低蠕变锆 英石砖 F-AZS、优质硅砖、低 蠕变锆英石砖、RA-H (流液洞砖) F-AZS、优 质 硅 砖 F-AZS F-AZS(QX和WS) F-AZS(WS、 ZrO2 41%级)、FAZSC F-AZS(WS、 ZrO2 41%级) F-AZS(WS、 ZrO2 41%级)、FAZSC F-AZS(WS) F-AZS(WS) 电熔铸AZS质捣打料+ 锆英石砖或B-AZS
浮法玻璃熔制技术
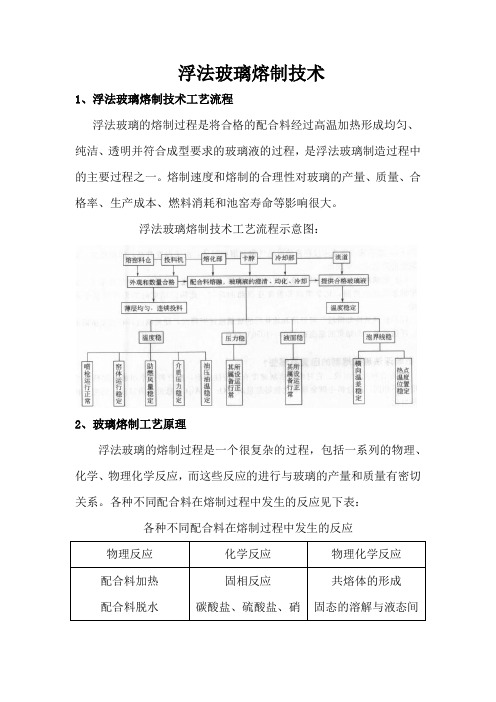
浮法玻璃熔制技术1、浮法玻璃熔制技术工艺流程浮法玻璃的熔制过程是将合格的配合料经过高温加热形成均匀、纯洁、透明并符合成型要求的玻璃液的过程,是浮法玻璃制造过程中的主要过程之一。
熔制速度和熔制的合理性对玻璃的产量、质量、合格率、生产成本、燃料消耗和池窑寿命等影响很大。
浮法玻璃熔制技术工艺流程示意图:2、玻璃熔制工艺原理浮法玻璃的熔制过程是一个很复杂的过程,包括一系列的物理、化学、物理化学反应,而这些反应的进行与玻璃的产量和质量有密切关系。
各种不同配合料在熔制过程中发生的反应见下表:各种不同配合料在熔制过程中发生的反应根据熔制过程中的不同特点,从加热配合料到最终成为符合成型要求玻璃液的过程,可分为五个阶段,即硅酸盐形成阶段、玻璃液形成阶段、玻璃液澄清阶段、玻璃液均化阶段和玻璃液冷却阶段。
直观地,也可分为配合料堆的反应烧结阶段;硅酸盐形成及其熔化物熔化阶段,主要是残余石英砂溶解于已形成的硅酸盐中;澄清消除气泡阶段,主要是降低各种气体在玻璃液中的过饱和程度;逐渐冷却至成型温度阶段。
〔1〕硅酸盐形成阶段配合料入窑后,在800~1000℃温度范围发生一系列物理的、化学的和物理-化学的反应,如粉料受热、水分蒸发、盐类分解、多晶转变、组分熔化以及石英砂与其他组分之间进行的固相反应。
这个阶段结束时,大部分气态产物从配合料中逸出,配合料最后变成由硅酸盐和二氧化硅组成的不透明烧结物。
硅酸盐形成速度取决于配合料性质和加料方式。
〔2〕玻璃形成阶段当温度升到1200℃时,烧结物中的低共熔物开始熔化,出现了一些熔融体,同时硅酸盐与未反应的石英砂粒反应,相互熔解。
伴随着温度的继续升高,硅酸盐和石英砂粒完全熔解于熔融体中,成为含大量可见气泡、条纹、在温度上和化学成分上不够均匀的透明的玻璃液。
在浮法玻璃生产过程中,硅酸盐形成阶段与玻璃形成阶段之间没有明显的界限,即在硅酸盐阶段尚未结束时,玻璃液形成阶段已经开始,并且硅酸盐形成进行得极为迅速,而玻璃液形成却很缓慢。
浮法玻璃工艺教程熔化部分(修改)
(1)气体从过饱和的玻璃液中分离出来,进入气泡或窑气中。(2) 气泡中所含气体分离进入窑气或溶解于玻璃液中。 (3)气体从窑气中扩散到玻璃液中。 可见气泡的消除与以下两方面因素有关: 1.第一个是澄清过程中气体间的关系: 气泡中气体越多,各种气体的分压越小,那么吸收玻璃液中溶 解气体的能力越强,气泡也越易消除。 玻璃液中可见气泡进入窑气内,一方面必Байду номын сангаас是窑内该气体分压 较小,另一方面玻璃液中的可见气泡必须要上升到玻璃液面才能逸 出
第一节 玻璃熔制的五个过程
将合格的配合料经过高温加热熔融形成透明、 纯净、均匀并适合于成型的玻璃液的过程,称为玻璃 的熔制。
玻璃的熔制是一个非常复杂的过程,它包括一系列物理的、 化学的、物理化学的现象和反应。
大致可分为五个阶段:硅酸盐形成、玻璃形成、澄
清、均化和冷却。这些阶段互不相同,各有特点,但又相互
密切联系。
一、硅酸盐形成阶段
硅酸盐形成是玻璃熔制过程的第一个阶段。配合料受热
发生一系列物理、化学和物理化学变化,形成了由硅 酸盐和大量游离二氧化硅组成的半熔融不透明蜂窝 状的烧结物。这一阶段在800~900℃结束。
这一阶段主要反应:
1.放出水份
吸附水、结晶水和化学结合 水的排除。
2.盐类分解
MgCa(CO3) →MgCO3+CaCO3
140.40
1#~5#内宽2.0m,6#为1.6m
格子体体积700(m3)
蓄热室 总长度22.6m
烟道采用中央烟道结构形式
二.常用耐火材料推荐表
结构部位 熔 化 部 L型吊墙 碹顶 胸墙 拐角 池壁 小炉底板、斜碹、 侧墙 小炉口 池底 卡脖分隔 蓄 热 室 碹顶 侧墙 格子体 上段 中段 下段 炉条 冷 却 部 碹顶 胸墙 池壁 池底 入口平碹 流道 和流 槽 流道 闸板 唇砖
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广州南玻员工培训资料熔化部分一、应知部分熔化部分的现场操作,几乎都是在高温环境下完成的。
操作者必须采取安全防护措施,如穿戴好劳动保护用品,使用防护镜、防热手套等。
1、什么是重油?重油又称燃料油,呈暗黑色液体,主要是以原油加工过程中的常压油,减压渣油、裂化渣油、裂化柴油和催化柴油等为原料调合而成。
2、重油的主要成分及特点重油是原油提取汽油、柴油后的剩余重质油,其特点是分子量大、粘度高。
重油的比重一般在0.82~0.95,比热在10,000~11,000kcal/kg左右。
其成分主要是炭水化点物素,另外含有部分的(约0.1~4%)的硫黄及微量的无机化合物。
3、重油燃烧所需的空气量1)按重油主要成分CH4进行理论计算,完全燃烧1KG重油需要空气量约13.20Nm3的空气量,需要雾化气量:0.83 Nm34、料堆、泡界线和热点的定义1)料堆:窑内漂浮在玻璃上面的未熔化的生料。
2)泡界线:窑内热点附近泡沫区边缘与熔化好的玻璃液之间整齐、明晰的分界线。
3)热点:熔化温度曲线上的最高温度点5、影响泡界线的主要因素有哪些?能造成泡界线位置、形状发生变化的因素较多,最主要的因素如下:1)熔化温度变化(燃料热值变化、燃料量的变化、风火配比变化等)。
2)拉引量变化。
3)投料作业不正常,窑内发生偏料等。
4)配合料变化:如水份、均匀度、碎玻璃比例波动。
5)原料的粒度、成分变化等。
6)火焰的长短、高低、刚性等。
6、熔化部分的重要温度点有哪些?1、上部温度点➢1#小炉、4#小炉、末对小炉对应的热电偶和小炉腿温度点➢澄清部、冷却部和蓄热室顶温度点2)底部温度点➢池底温度各点➢烟囱根部温度点➢烟道温度各点7、火焰气氛有哪几类?火焰气氛通常分为:氧化焰、中性焰和还原焰三类。
8、氧化焰、中性焰和还原焰的定义1)氧化焰是指燃料燃烧时,参与燃烧反应的氧气量大于理论需要量而有富余时的火焰气氛性质。
此时,空气过剩系数α>1,火焰明亮。
2)中性焰是指燃料燃烧时,参与燃烧反应的氧气量等于理论需要量时的火焰气氛性质。
此时,空气过剩系数α=1,火焰较明亮。
3)还原焰是指燃料燃烧时,参与燃烧反应的氧气量略小于理论需要量时的火焰气氛性质。
此时,空气过剩系数α<1,火焰较浑暗。
9、熔窑有哪些附属设施?1)搅拌器、冷却水包、投料机2)空气交换器、总烟道截断闸板、总烟道调节闸板、支烟道闸板3)助燃风系统2)冷却风系统3)稀释风系统4)燃烧系统5)液位计检测系统等10、重要的熔化工艺指标有哪些?1)窑压:要求微正压。
2)温度:主要控制1#小炉、热点、熔化部后山墙碹顶温度、冷却部和流道温度。
3)料层厚度:一般控制在120 mm~200mm,视投料机的转速进行调节。
4)料堆和泡界线位置:根据玻璃品种(颜色)、配合料组成、拉引量等的不同而不同,视具体情况而定。
一般而言,6对小炉的熔窑,料堆位置不超过3#小炉,泡界线位置不超过4号半小炉;7对小炉的熔窑,料堆位置不超过4#小炉中心线,泡界线位置不超过5号半小炉。
5)液面高度:液面高度由液面自控系统控制,控制精度可达到±0.1 mm。
液面位置一经设定,不得随意调整。
2.熔窑主要部位的名称和作用。
1)熔化部配合料熔化、澄清、均化的部位,一般分为熔化带和澄清带。
2)卡脖熔化部和冷却部的分隔部份。
可分为火焰空间分隔部份和玻璃液分隔部份。
3)冷却部熔化好的玻璃进一步冷却、均化的部位。
4)小炉连接熔化部和蓄热室的通道,是空气进入窑内和废气排出窑外的通道。
小炉前端具有一定倾角,助燃空气通过小炉后以一定倾角喷入窑内与重油混和,帮助重油燃烧。
5)蓄热室通过格子砖周期性的吸收烟气的热量,降低烟气温度,放出热量,加热助燃空气,提高熔化温度,从而起到节能降耗的作用。
6)烟道将烟气引向烟囱的通道。
7)烟囱利用烟气和大气的温度差产生排烟所需的抽力。
将燃烧产生的废气引到高空排放,减小局部大气污染。
3.生产过程中为什么要换火?1)生产过程中,在一侧蓄热室,由于格子砖的温度比助燃空气温度高,格子砖对空气进行加热,随着时间的延长,格子砖温度和空气的预热温度越来越低。
2)与此同时,地另一侧,由于烟气温度比格子砖高,烟气对格子砖进行加热,随着时间的延长,格子砖的温度也越来越高。
3)为保证一侧助燃空气有一定的预热温度,有利燃烧达到高温和另一侧格子砖温度不超过其耐火度,所以要进行换火。
12. 鼓泡在生产中的作用鼓泡是将净化的压缩空气,从窑底鼓泡管鼓入玻璃液中,使它在熔窑深层的玻璃液中产生一定压力的气泡,并迅速上升到玻璃液的表面而破裂,在上升的过程中能吸收玻璃中的小气泡,使其自身迅速长大,并搅动四周玻璃液,起到强制均化和促进澄清的作用。
13蓄热室的工作原理和作用1)工作原理:当窑内高温废气由上而下通过小炉进入蓄热室时,将蓄热室内的格子体加热,此时格子体的温度逐渐升高,积蓄到一定的热量,换火后,助燃室气由下而上经蓄热室底烟道进入蓄热室时,蓄热室内的格子体用积蓄的热量来预热空气,此时格子体的温度逐渐降低。
2)作用:利用格子砖作为废气余热利用设备,能提高熔窑的热效率,提高空气的预热温度,所以既提高火焰温度又能降低燃料的消耗量,从而降低成本。
14. 浮法玻璃生产中,投料池起什么作用配合料由此投入窑内,投料池还起预熔的作用,使入窑的料堆表熔融,可减少窑内粉料飞扬。
15玻璃液中的气泡以那些来源1)配合料空隙中带入的空气,使玻璃液夹有氧气和氮气2)各种盐类的分解,使玻璃液中夹有二氧化碳、氧气、氮气、二氧化硫等3)随温度升高在玻璃液中进行的一些化学反应产生的气体4)易挥发物质的挥发以及水分的蒸发5)窑压减少时玻璃液中溶解度气体重新从玻璃中析处形成气泡6)耐火材料带入的气体,包括耐火材料气孔中排出的空气和耐火材料被侵蚀后分解的气体16.卡脖深层水包的作用1)减慢熔化部出口端前进流的速度,使玻璃液在热区停留较长时间,从而得到良好的澄清。
2)有助于冷却部中玻璃液的热调节。
3)减少了玻璃液由冷却部向熔化部的回流量,也即减少了二次加热,并使澄清部队温度提高。
4)阻挡熔化部的浮渣进入冷却部。
17.影响泡界线稳定的主要因素有哪些?1)熔化温度变化的影响:温度的变化是影响泡界线稳定的主要因素,当温度升高时,配合料熔化速度加快,泡界线变近;当温度降低时,配合料熔化速度变慢,泡界线变远。
2)熔窑横向温差的影响:熔窑的横向温差大,就会造成偏料,料偏使泡界线也偏,泡界线的位置和形状就不正常。
3)拉引量变化的影响:拉引量加大,如不及时提高熔化温度,泡界线就变远;拉引量变小,又会使泡界线变近。
4)投料操作的影响:投料操作要均衡,否则会使泡界线变化。
投料量大时,泡界线变远;投料量小时,泡界线变近。
5)原料的成份、水分及生熟料比例变化的影响:原料中硅铝质原料增加,会使熔化困难,泡界线变远;配合料中助熔剂增加或熟料比例变大,会使泡界线变近;配合料水分过大,吸热量大,熔化困难,泡界线变远。
6)喷枪角度的影响:喷枪安装的角度不合适或生产中发生变化也会影响泡界线的正常与稳定。
18.火焰调节的基本准则1)在任何情况下,不允许燃烧的火焰与小炉口的耐火材料接触,否则,将会降低耐火材料的使用寿命,还会造成碳的沉积,掉入玻璃液中,会成小气泡的缺陷源,并影响穿过熔窑的火焰形状,要保证喷嘴砖与小炉口前都是干净的。
2)火焰的位置要正确。
火焰过高对窑碹过分加热,将会降低窑碹耐火材料的寿命,并且在玻璃板上留下缺陷,熔化效率也会降低;火焰太低,熔化效果也会不佳,并会带走配合料、堵塞蓄热室和烟道,造成配合料不均匀。
3)火焰的调节要确保助燃风和重油能充分混合,防止一部分呈现强氧化气氛,另一部分呈强还原气氛,而影响熔化效率。
4)火焰的长度及覆盖面应调节合适。
火焰太长,燃烧在对面的蓄热室内结束,从而失去燃烧的有效性;火焰不能发浑,发浑则说明燃烧不充分及燃烧效率不高,这时应通过增加助燃风量或减少重油量来取得完好的燃烧效果;如果火焰短而亮,只能对配合料的一部分进行加热,这时应通过减少助燃风量或增加重油量来取得完好的燃烧效果。
通常火焰的长度是熔窑宽度的4/5,而在热点处,火焰的长度则较长,微微达到对面胸墙,以形成明显的热障;火焰的覆盖面应调节到能最大限度地覆盖配合料层。
二. 应会部分1.现场巡检哪些项目?1)窑体各部位:➢池壁砖及其砖缝位置、冷却风嘴位置及风量等。
➢池底热电偶孔处有无漏玻璃液等。
➢吊墙、钢碹碴冷却风系统。
➢其余部位有无透红、穿火等。
2)熔窑附属设备:闸板、交换器、风机。
3)工艺设备:➢风机:电机温度、电流,皮带、噪音、震动等有无异常。
➢投料机:电机温度、电流有无异常,运行是否平稳、是否漏料、闸板开度等。
➢水包:有无漏水,进出水温度、压力情况等。
➢搅拌器:转速、运行状态,有无漏水,进出水温度、压力情况等。
4)熔化工作状况:➢窑内火焰情况、料堆、泡界线位置。
➢料层厚度、碎玻璃比例。
➢现场观察测量窑压、人工测量小炉腿温度。
➢现场液面检测、手动测量液面高度。
5)了解配合料水分、成分、温度的变化。
6)检查喷枪运行情况,如结焦、堵塞情况等。
2.什么是“看火”?怎样看火?1)通常所说的“看火”,就是指对窑内火焰燃烧状况的观察,以及料山、泡界线、窑体内部耐火材料的观察。
2) 看火时,要使用专门的防护镜,仔细观察以下项目:➢火焰的角度。
➢火焰的明亮(或者昏暗)程度。
➢火焰燃烧时的稳定性,如是否脱火、发飘等。
➢火焰的覆盖面积等。
➢火焰长度。
3)观察料山、泡界线以及窑内耐火材料烧损情况。
➢料山远近、料堆的鼓泡情况、泡界线的变化。
➢耐火砖有无掉落、脱层、碹滴。
3.怎样调节重油火焰长度?1)通过喷枪调整:➢调整喷枪喷出口口径尺寸。
口径大,火焰长;口径小,火焰短。
➢调整喷枪倾角。
倾角小,火焰长;倾角大,火焰短。
➢内喷嘴直径尺寸。
口径大,火焰长;口径小,火焰短。
➢更换喷枪。
喷枪口烧损、结焦,影响火焰长度。
2)调整油量用量。
3)调整助燃风用量。
4.更换燃油喷枪的操作注意事项穿戴好劳动保护用品,并与中控室联系。
1)准备好备用喷枪:a.检查喷枪喷头口径尺寸是否合适,喷枪口光滑、无损伤,枪体内部应清洁、无杂物,连接接头无损伤。
b.选择非燃烧面的喷枪更换。
2)拆装喷枪前关闭喷枪前面的球阀,确定无误后,方可拆卸,防止换火系统意外动作时发生事故。
3).喷枪安上以后,必须检查喷枪位置是否到位,角度是否合适,枪前球阀是否开启,连接是否牢固等。
4).换火以后,应观察、调整所更换喷枪的火焰状态。
5).检查喷枪、金属软管是否漏油、漏气、冒火。
6).检查喷枪是否正常。
7).下来的喷枪自然冷却后,方可进行拆卸、清洗、装配。
5.怎样观察窑压大小?炉孔口处喷出的火苗长短和刚性进行判断。
1)合适的窑压应当是微正压,当液位池或者投料口有较微弱的火苗间歇向外冒出,火苗喷出的时间略大于回收时即可。