AGMA 9005-E02 齿轮润滑
美孚齿轮油600 XP68
美孚齿轮油600 XP68 Mobilgear 600 XP 68美孚齿轮油600 XP68|美孚齿轮油600 XP系列润滑油适宜各种工业应用和船用,尤其是正齿轮、斜齿轮、锥齿轮和涡轮传动。
产品描述:美孚齿轮油600 XP68|美孚齿轮油600 XP系列为超高性能齿轮油,具有出色的承受极端压力和负荷的特性,适用于采用循环式或飞溅式润滑的各类闭式齿轮传动系统美孚齿轮油600 XP系列旨在超前满足齿轮箱技术不断变化的需求。
齿轮箱设计技术趋向于以体积较小的齿轮箱单元来达到相似的功率输出。
功率密度增大对齿轮油提出更多的要求.美孚齿轮油600 XP68|美孚齿轮油600 XP系列油品配方通过向齿轮、轴承和密封提供额外的保护来满足这些要求。
美孚齿轮油600 XP系列配方保护齿轮齿,避免早期磨损。
微量磨损(称之为微点蚀)可导致齿轮齿严重损坏。
美孚齿轮油600 XP系列超过工业界对轴承磨损保护的要求。
事实上,美孚齿轮油600 XP系列提供的磨损保护相当于工业标准FAG FE8 试验的15 倍. Mobilgear600 XP 系列均衡的配方可提供最大的抗磨损和防腐保护,同时与常用齿轮箱密封材料保持兼容。
美孚齿轮油600 XP68|美孚齿轮油600 XP系列有助于保持齿轮箱密封完好,从而防止漏油并避免污染。
通过保护齿轮、轴承和密封,美孚齿轮油600 XP系列可改进设备的可靠性并提高生产效率。
美孚齿轮油600 XP68|美孚齿轮油600 XP系列油品建议用于采用循环润滑或飞溅润滑的闭式工业正齿轮、斜齿轮和锥齿轮,作业整体油温可高达100ºC. 它们特别适宜于在高负荷或冲击负荷工况下运转的齿轮组。
美孚齿轮油600 XP系列油品也广泛应用于船用齿轮传动。
同时,它们也可用于非齿轮应用,包括高负荷和低速滑动与滚动接触轴承。
美孚齿轮油600 XP68具有以下特征与效益:产品应用:美孚齿轮油600 XP系列润滑油适宜各种工业应用和船用,尤其是正齿轮、斜齿轮、锥齿轮和涡轮传动。
雅富顿齿轮油复合剂

I N D U S T R I A LHigh Performance Wind Turbine Additive with Extended PerformanceHiTEC® 307Industrial Gear Oil AdditiveKey Performance BenefitsHiTEC® 307 additive is designed for the formulation of high performance industrial gear and wind turbine oils. In addition to providing wear, clean gear and oxidation protection, HiTEC® 307 additive offers extended corrosion and micropitting performance. The enhanced performance of this additive package is built on the core strengths of HiTEC® 317 additive using HiTEC® 301 additive as an ashless top treat.HiTEC® 307 additive benefits include:- C lean-gear performance under conditions of high temperature and oxidation- Excellent phosphorus retention, ensuring extended wear protection - Low chlorine content in blended industrial gear oils- Consistently strong micropitting performance as specified by Flender AG at 60°C and 90°C- Rationalisable from HiTEC 317 additive plus HiTEC 301 additive Top Treat (ashless)- Performance exceeding the requirements of U.S. Steel 224, AGMA 9005-E02 and DIN 51517, Part 3- Approved by SKF and FAG in PAO/ester for use in wind turbine applicationsRecommended DosageHiTEC® 307 additive is recommended for use at 2.65% wt. in conventional mineral oils. When used in synthetic formulations it may be necessary to incorporate some ester fluid in order to improve solubility and compatibility. Treat-rate may vary depending on base stock. Please contact your Afton Chemical representative for specific recommendations.Typical CharacteristicsAppearance: Clear dark amber liquid Density at 15°C, g/ml: 0.998Flash Point, °C (PMCC): 82 min.Kinematic Viscosity at 100˚C, mm 2/s: 13Handling InformationMax Handling Temp: 65°CShelf Life: 12 months at ambient (15-35°C)HiTEC® 307 Industrial Gear Oil Additive PackageHigh Performance Wind Turbine Additive with Extended Performance © 2012. Afton Chemical Corporation is a wholly-owned subsidiary of NewMarket Corporation (NYSE:NEU). HiTEC® is a trademark of Afton Chemical Corporation. 04/12.The information in this bulletin is, to our best knowledge, sure and accurate, but all recommendations or suggestions are made without guarantee since the conditions of use are beyond our control. Afton Chemical Corporation and its affiliates disclaim any liability incurred in connection with the use of these data or suggestions. Furthermore, nothingcontained herein shall be construed as a recommendation to use any product in conflict with existing patents covering any material or its use.HiTEC® 307 Provides Excellent Micro-pitting Performance10090。
齿轮箱润滑系统解析

油箱是储存润滑油的容器,通常设计 有过滤网和加热器等装置,以确保润 滑油的清洁和适宜的温损耗性润滑系统和循环润滑系统。全损耗性润滑系统 是指润滑油在循环过程中不经过冷却和过滤,直接用于润滑 齿轮和轴承;循环润滑系统则是指润滑油在循环过程中经过 冷却和过滤,再输送到各个润滑点。
保养滤清器
定期更换或清洗滤清器,防止杂质进入润滑系统,影响润滑效果。
润滑系统的检查与维修
检查油泵
定期检查油泵的运行状况,确保油泵能 够正常工作,保证润滑油的循环和供给 。
VS
维修润滑系统
对于润滑系统中出现的故障或损坏,应及 时进行维修或更换相关部件,以保证系统 的正常运行。
04
齿轮箱润滑系统常见问题及 解决方案
THANKS
作用
齿轮箱润滑系统的主要作用是确保齿轮和轴承等运动部件的正常运转,提高设 备的使用寿命和稳定性,同时降低能耗和维护成本。
齿轮箱润滑系统的组成
油泵
油泵是润滑系统的核心部件,用于将 润滑油从油箱中抽出,并输送到各个 润滑点。
油箱
过滤器用于清除润滑油中的杂质和微 粒,保持润滑油的清洁度。
油管
油管用于连接油泵、过滤器和润滑点 ,将润滑油输送至各个需要润滑的部 位。
齿轮箱润滑系统解析
$number {01}
目 录
• 齿轮箱润滑系统概述 • 齿轮箱润滑系统的原理 • 齿轮箱润滑系统的维护与保养 • 齿轮箱润滑系统常见问题及解决
方案 • 齿轮箱润滑系统的发展趋势与展
望
01
齿轮箱润滑系统概述
齿轮箱润滑系统的定义与作用
定义
齿轮箱润滑系统是用于向齿轮箱内的齿轮、轴承等运动部件提供润滑油的装置, 以减少摩擦和磨损,降低工作温度,防止腐蚀,并起到缓冲和减震的作用。
ckd220工业齿轮油的标准
CKD220工业齿轮油是一种重负荷工业齿轮油,其性能要求和标准主要包括以下几个方面:
1. 黏温性能和低温性能:与矿物油相比,CKD220工业齿轮油具有更好的黏温性能和低温性能,可满足更宽温度范围的使用要求。
2. 热稳定性:CKD220工业齿轮油的热稳定性好,抗氧化性强,能减少各类有害氧化物的产生,延长油品使用寿命。
3. 油水分离性能:CKD220工业齿轮油具有更好的油水分离性能,可满足更苛刻工况的使用要求,减少油品消耗。
4. 抗腐蚀性能:CKD220工业齿轮油具有较好的抗腐、防锈性能和抗泡性能,有效抑制部件的腐蚀磨损发生,对设备提供更好的防护。
5. 承载能力:CKD220工业齿轮油具有非常好的承载能力,保证重载齿轮运转顺畅,减少齿面擦伤,有效降低运转噪音。
CKD220工业齿轮油的技术规格符合我国GB 5903-2011(L-CKD)和AGMA 9005-E02(EP)等标准。
风力发电机组用油技术交流讲解

4408(320#)
7036(100)
偏航系统轴承
偏航齿轮箱 变浆齿轮箱 变桨系统轴承 液压系统 偏航轴承齿轮 门活页 冷却系统
Hale Waihona Puke 美孚SHC 460 壳牌Stamina HDS
美孚SHC XMP 壳牌Omala HD 美孚SHC XMP 壳牌Omala HD 壳牌Stamina HDS 美孚SHC524 壳牌Tellus T32或Arctic32 壳牌Malleus GL-95 美孚SHC 460 —
合成烃 31.25 7.991
246 212 -48 3.2 10/0 0/0 5/0 8 1b 0.41
烃类油 32.97 9.726
301 114 <-60 5.1 100/0 30/0 70/0 26 1b 0.43
合成烃+酯类油 32.9 6.3
143 234 <-50 — — — — 15 1b 0.44
风力发电机的液压系统要求具有良好的黏温性能、防腐防锈性能以及
在北方地区强调优异的低温性能。
液压系统用油
由于风电机组液压系统的使用要求与工业使用的液压系统要求相似, 只是在油品的可靠性、低温性能、使用寿命等方面有特殊要求,常使 用VG32合成油。 考虑到原材料的渠道及其与密封材料的相容性,一般选择使用PAO基 础油为主的技术路线。 推荐用油
主轴轴承润滑脂
具有高度的抗氧化性和热氧化稳定性,选用稠度为NLGI 1.5级的合 成基础油聚脲润滑脂产品 具有良好粘温特性,可以在较大温度范围内使用
对轴承具有良好的抗磨保护
轴承运行振动小、噪音低 润滑脂可靠性高,可以适用于全密封、免维护轴承
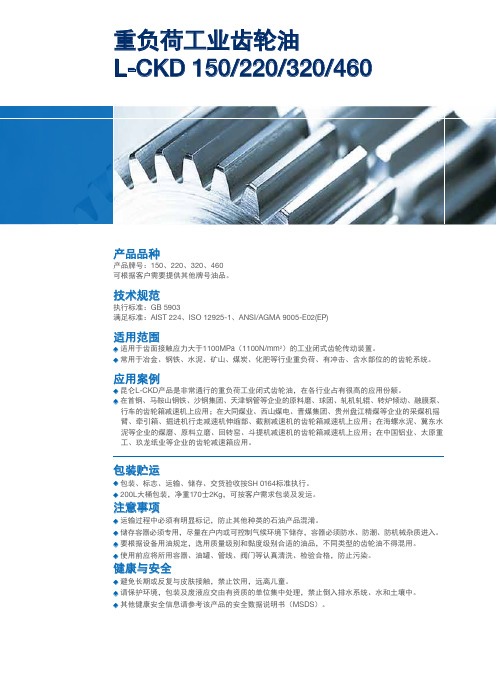
重负荷工业齿轮油
0.6 痕迹 81.3 267 大于12
1.0 0.6 80.1 267 大于12
3922.7 3922.7 3922.7 3922.7 586.1 586.8 557.8 566.9 0.31 0.29 0.30 0.29
试验方法 GB/T 265 GB/T 1995 GB/T 3536 GB/T 3535 GB/T 260 GB/T 511 GB/T 5096 GB/T 11143
使用效果 对齿轮提供最基本的保障 有效防止齿面擦伤、磨损和胶合,保证齿轮运转顺畅 保证油品的使用寿命更为长久 有水工况下有效防止机件腐蚀,保持高效润滑 提供有效油膜保护,起良好润滑和散热作用
150 147.3
94 254 -18 痕迹 0.004 1a 无锈
220 220.4
95 248 -12 痕迹 0.002 1b 无锈
典型数据
项目 运动黏度(40℃), mm2/s 黏度指数 闪点(开口), ℃ 倾点, ℃ 水分, % 机械杂质/% 铜片腐蚀试验, (100℃, 3h), 级 液相锈蚀(24h), 合成海水 泡沫性, mL/mL 24℃ 93.5℃ 后24℃ 抗乳化性(82℃) 油中水, % 乳化层, mL 总分离水, mL Timken OK负荷, N 齿轮机试验, 级 四球机试验 烧结负荷(PD), N 综合磨损指数, N 磨斑直径(d196), mm
包装贮运
◆ 包装、标志、运输、储存、交货验收按SH 0164标准执行。 ◆ 200L大桶包装,净重170士2Kg,可按客户需求包装及发运。
注意事项
◆ 运输过程中必须有明显标记,防止其他种类的石油产品混淆。 ◆ 储存容器必须专用,尽量在户内或可控制气候环境下储存,容器必须防水、防潮、防机械杂质进入。 ◆ 要根据设备用油规定,选用质量级别和黏度级别合适的油品,不同类型的齿轮油不得混用。 ◆ 使用前应将所用容器、油罐、管线、阀门等认真清洗、检验合格,防止污染。
开式齿轮传动的润滑

1、开式齿轮传动润滑的特点和对其润滑剂性能的要求开式齿轮传动中易落入尘、屑等外部介质而造成润滑油污染,齿轮易于产生磨料磨损。
当对开式齿轮给以覆盖时,在相同的工作条件下,开式齿轮的润滑要求与闭式齿轮相同。
开式齿轮传动通常使用高黏度油、沥青质润滑剂或润滑脂,并在较低的速度下能工作得较为有效。
开式齿轮油有三个档次的分类,即抗氧防锈开式齿轮油、极压型开式齿轮油及溶剂稀释型开式齿轮油,见表1。
在选择开式齿轮传动润滑油时,应考虑下列因素:①封闭程度;②圆周速度;③齿轮直径尺寸;④环境;⑤润滑油的使用方法;⑥齿轮的可接近性。
除了在某些场合下润滑油可以循环回流以外,一般应设置油池。
开式齿轮传动的润滑方法一般是全损耗型的,而任何全损耗型润滑系统最终在其齿轮表面只有薄层覆盖膜,它们常处在边界润滑条件下,因为当新油或脂补充到齿面时,由于齿面压力作用而挤出,加上齿轮回转时离心力等的综合作用,只能在齿面上留下一层薄油膜,再加上考虑齿轮磨合作用,因此润滑油必须具备高黏度或高稠度和较强的黏附性,以确保有一层连续的油膜保持在齿轮表面上。
开式齿轮暴露在变化的环境条件中,如北方运河水闸的开式齿轮在冬季工作在0℃以下的环境中,造纸机干燥机滚筒的开式齿轮系统工作在高湿度和60℃以上的环境温度中,水泥窑转筒环形齿轮工作在热、雨和灰尘环境条件下,而在自动化生产工厂中,对于大型机械压力机中的大型开式齿轮,其环境虽然不是苛刻的因素,但如果齿轮上的润滑剂被抛离的话,那么损坏齿轮的危险照样存在。
开式齿轮传动润滑油的最通用类型是一种像焦油沥青那样具有黑色、胶黏的极重石油残渣材料。
这种材料对齿轮起保护作用,要使用它们,必须加热软化,现在一般是通过添加一种溶剂,使它们变成一种液体,这种溶剂是一种挥发性无毒氯化烃,使用时直接涂上或喷上,当其溶剂挥发后,就会有一层塑性的类似橡胶膜的物质覆盖在齿面上,可达到阻止磨损、灰尘和水的损害,最终达到保护齿轮的目的。
某些类型的开式齿轮润滑剂加入极压抗磨添加剂,与大气接触后,就会有点干并牢固地附着在齿轮表面,从而阻止灰尘的沉积和水的侵蚀。
PUMA工业齿轮油320-PumaEnergyLubricants

PUMA工业齿轮油 320
重型工业齿轮油
o 抗磨损保护 o 抗氧化性能 o 抗泡沫性能 o 微点蚀性
Puma工业齿轮油的开发用于满足EP(极压)润滑油的最广泛的需求,如在严峻负载(ISO-L-CKD分类) 下运转齿轮。此类油品由高品质基础油料和技术先进的添加剂组合配制而成,如含硫化合物 (确保良 好的高速冲击负荷性能) 和磷化合物 (确保低速高负荷的性能)。
设计性能
抗磨保护 - 设备使用寿命更长 实践证明,抗磨损添加剂组合提供了更佳的抗滑动 磨损性能,从而确保齿轮箱系统的所有活动部件高 效和长期运转。
防护-微点蚀 Puma工业齿轮油具有优秀的负荷承载能力,有助 于减少钢构件中轮齿和轴承的磨损,从而表现出
优异的耐微点蚀性能。
极压性能 Puma工业齿轮油具备高效全面的极压 (EP) 添加剂 系统,使其能够在高负荷的齿轮系统中使用。在大 多数运用钢制直齿轮和斜齿轮传动装置的封闭式工 业齿轮箱系统中,EP添加剂组合可实现零故障应用。
健康和安全环境
如果在推荐领域内正确使用本产品,并保持良好的个人卫生标准,那么本产品不存在任何重 大健康和安全隐患。
避免接触眼睛和皮肤,处理废油时请恰当佩戴防水手套。如与皮肤接触,请立即使用肥皂和 清水冲洗。健康与安全指导请参见材料安全数据表(MSDS),可通过lubricants@ 获 取。
无腐蚀性 此性能针对机械构造材料,特别是用于垫片和密封 件的材料,以及金属类材料,如钢、 铸铁、 铜和 青铜。
毒性 该产品无毒性,不包含铅类化合物。因此可用于油 雾润滑系统。
防腐蚀和防锈性能 此类添加剂能够抑制工业齿轮系统内表面的氧 化,从而防止其运行故障,以及内部金属氧化物 的形成,造成该油品的分解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A N S I /A G M A 9005-E 02ANSI/AGMA 9005-E02(Revision ofANSI/AGMA 9005--D94)AMERICAN NATIONAL STANDARDIndustrial Gear LubricationiiIndustrial Gear Lubrication ANSI/AGMA 9005--E02(Revision of ANSI/AGMA 9005--D94)Approval of an American National Standard requires verification by ANSI that the require-ments for due process,consensus and other criteria for approval have been met by the standards developer.Consensus is established when,in the judgment of the ANSI Board of Standards Review,substantial agreement has been reached by directly and materially affected interests.Substantial agreement means much more than a simple majority,but not necessarily una-nimity.Consensus requires that all views and objections be considered,and that a concerted effort be made toward their resolution.The use of American National Standards is completely voluntary;their existence does not in any respect preclude anyone,whether he has approved the standards or not,from manufacturing,marketing,purchasing or using products,processes or procedures not conforming to the standards.The American National Standards Institute does not develop standards and will in no circumstances give an interpretation of any American National Standard.Moreover,no person shall have the right or authority to issue an interpretation of an American National Standard in the name of the American National Standards Institute.Requests for interpre-tation of this standard should be addressed to the American Gear Manufacturers Association.CAUTION NOTICE :AGMA technical publications are subject to constant improvement,revision or withdrawal as dictated by experience.Any person who refers to any AGMA Technical Publication should be sure that the publication is the latest available from the Association on the subject matter.[Tables or other self--supporting sections may be quoted or extracted.Credit lines should read:Extracted from ANSI/AGMA 9005--E02,Industrial Gear Lubrication,with the per-mission of the publisher,the American Gear Manufacturers Association,500Montgomery Street,Suite 350,Alexandria,Virginia 22314.]Approved December 31,2002ABSTRACTThis standard provides lubrication guidelines for enclosed and open gearing which is installed in general industrial power transmission applications.It is not intended to supplant specific instructions from the gear manufacturer.Published byAmerican Gear Manufacturers Association500Montgomery Street,Suite 350,Alexandria,Virginia 22314Copyright 2002by American Gear Manufacturers Association All rights reserved.No part of this publication may be reproduced in any form,in an electronic retrieval system or otherwise,without prior written permission of the publisher.Printed in the United States of AmericaISBN:1--55589--800--9American National StandardANSI/AGMA 9005--E02AMERICAN NATIONAL STANDARD iiiContentsPageForeword iv ...............................................................1Scope 1..............................................................2Normative references 1.................................................3Overview of lubrication 2................................................4Minimum performance requirements 3....................................5Applications 4 (6)Open gearing 9........................................................Bibliography 31...........................................................AnnexesA Lubricant properties and methods of measurement 11......................B Guideline for lubricant viscosity grade selection 18..........................C Guideline for determining lubricant type based on application 24..............D Guideline for lubrication of open gearing 25................................E Guideline for condition monitoring 27.....................................FLubrication system maintenance 29......................................Tables1Minimum performance requirements for inhibited (RO)oils 4.................2Minimum performance requirements for antiscuff/antiwear (EP)oils 5.........3Minimum performance requirements for compounded (CP)oils 6. (4)Viscosity grade requirements 7..........................................ANSI/AGMA9005--E02AMERICAN NATIONAL STANDARD Foreword[The foreword,footnotes and annexes,if any,in this document are provided forinformational purposes only and are not to be construed as a part of ANSI/AGMA Standard9005--E02,Industrial Gear Lubrication.]AGMA formed the Lubrication Committee in1938to study gear lubrication problems.Thiscommittee drafted tentative standard250.01,Lubrication of Enclosed and Open Gearing,which was accepted in1943and adopted as a full standard in1946.Lubrication Standard250.01was revised to include only industrial enclosed gearing and was accepted by themembership in1955as AGMA250.02.AGMA250.03,which was published in1972,superseded AGMA250.02as well as AGMA250.02A,Typical Manufacturer’s Oils MeetingAGMA Standard250.02,May,1956;and AGMA252.02,Mild Extreme PressureLubricants,May,1959.The list of Typical Manufacturer’s Oils was eliminated due todifficulties in keeping such a list up to date.AGMA250.03contained instead,a list ofdetailed specifications which had to be met before an oil could be recommended for use inAGMA rated gear drives.It then became the responsibility of the oil supplier to certify aparticular product as meeting AGMA specifications.AGMA250.04,published in1981,eliminated lead naphthenate as an EP additive and adjusted the AGMA lubricant numberingsystem to be coincident with the viscosity ranges established by the American Society forTesting Materials(ASTM2422),the British Standards Institute(B.S.4231),and theInternational Standards Organization(ISO3448).The elimination of open gearing,where the bearings are lubricated separately,from AGMA250.02created the need for a new standard to cover this area of lubrication.AGMAStandard AGMA251.01,Lubrication of Industrial Open Gearing,was approved in April,1963.This standard was revised in September,1974.AGMA251.02extended coverage tobevel gears.Other changes included the addition of AGMA Lubricant Numbers based onthe ASTM viscosity system and complete specifications for R&O gear oils and EP gearlubricants,and the addition of an appendix on test procedures and limits.AGMA Standard9005--D94again combined enclosed and open gearing,supersedingAGMA250.04and AGMA251.02.In addition,it was updated to reflect market changes inavailability of heavy bodied open gear lubricants.It was also expanded to provide coverageof modern technology in the area of synthetic oils.Synthetic oils were recognized as aseparate class of lubricants with their own specification requirements.Specifications of EPoils were upgraded to reflect advances in technology.EP oils were no longer recommendedfor wormgear service.Pitchline velocity replaced center distance as the parameter forlubricant selection in other than double enveloping wormgear applications.Annex Bprovided a copy of table3from AGMA250.04for information only.References to Saybolt viscosity(SSU)were eliminated in favor of kinematic viscosity(mm2/s,commonly referred to as cSt).This was consistent with practices of the AmericanSociety for Testing Materials,the Society of Tribologists and Lubrication Engineers,theBritish Standards Institution,and industry in general.Annex A provided information on thetheory of elastohydrodynamic lubrication.ANSI/AGMA9005--E02attempts to offer the end user and equipment builder moredefinitive guidelines for selecting lubricants based on current theory and practice in theindustry,and attempts to align with current ISO standards.The document is focused onproviding the correct viscosity and performance level for the application by providing theuser a series of informative tables to match their equipment type,operation,and needs todefine an appropriate finished lubricant.The end user is encouraged to work with theirequipment builder and lubricant supplier to achieve the most reliable system for their needs.ivANSI/AGMA 9005--E02AMERICAN NATIONAL STANDARD vThe first draft of ANSI/AGMA 9005--E02was made in May,1999.It was approved by the AGMA membership on March 13,2003.It was approved as an American National Standard on December 31,2002.Suggestions for improvement of this standard will be welcome.They should be sent to the American Gear Manufacturers Association,500Montgomery Street,Suite 350,Alexandria,Virginia 22314.ANSI/AGMA 9005--E02AMERICAN NATIONAL STANDARDviPERSONNEL of the AGMA Industrial Gear Lubrication CommitteeChairman:Brian M.O’Connor The Lubrizol Corporation...................ACTIVE MEMBERST.Barnes Harnischfeger Corporation......................................C.D.Barrett Castrol Industrial North America,Inc....................................A.B.Cardis ExxonMobil R&E Company ....................................S.W.Eliot ExxonMobil L&S Company ......................................R.Gapinski The Lubrizol Corporation ....................................M.A.Garcia Repsol--YPF....................................D.R.Gonnella Equilon Enterprises L.L.C...................................C.C.Henderson Equilon Enterprises L.L.C.................................S.R.Hutchens Cone Drive Operations,Inc..................................J.J.Kolonko The Falk Corporationuer Kluber Lubrication N.A.L.P ......................................D.J.Speck The Lubrizol Corporation ....................................D.G.Woodley Equilon Enterprises L.L.C...................................J.A.Zakarian Chevron Texaco Global Lubricants..................................ASSOCIATE MEMBERSK.E.Acheson The Gear Works –Seattle,Inc...................................A.C.Becker Nuttall Gear L.L.C....................................K.Brinker General Motors Corporation .....................................R.Ciesko RC Associates –Consultants .....................................R.J.Drago Boeing Defense &Space Group .....................................R.Errichello GEARTECH ...................................T.Glasener Xtek,Inc.....................................S.Granger Equilon Enterprises L.L.C.....................................J.E.Hardy Cone Drive Operations,Inc......................................G.Henriot Consultant.....................................F.Hunscher Meritor Automotive ...................................V.Ivers Xtek,Inc........................................B.Kearney Elco Corporation burn Milburn Engineering...................................M.Peculis Cleveland Gear Company .....................................A.E.Phillips Rockwell Automation/Dodge ....................................V.Z.Rychlinski Brad Foote Gear Works,Inc..................................L.J.Smith Consultant.....................................R.G.Smith Philadelphia Gear Corporation ....................................D.Townsend Townsend Engineering ...................................F.C.Uherek Flender Corporation....................................A.Wallace Iron Ore Company of Canada.....................................ANSI/AGMA9005--E02 AMERICAN NATIONAL STANDARDAmerican National Standard--Industrial Gear Lubrication1ScopeThis standard provides the end user,original equip-ment builder,gear manufacturer,and lubricant supplier with guidelines for minimum performance characteristics for lubricants suitable for use in general power transmission applications.These guidelines cover both open and enclosed gearing which have been designed and rated in accordance with applicable AGMA standards.The types of gearing included herein are metallic spur,helical including herringbone,straight and spiral bevel,and worm.These guidelines may or may not be applicable to non--metallic gears.This standard does not address grease lubricated enclosed drives,aerospace applications or address special regulatory requirements associated with food or drug handling or manufacturing equipment. This standard is not intended to replace any existing standards such as in automotive applications where similar gearing may be used.NOTE:This standard is not intended to supplant any specific recommendations of gear manufacturers.2Normative referencesThe following standards contain provisions,which through reference in this text,constitute provisions of this standard.At the time of publication,the editions listed were valid.All standards are subject to revision and parties to agreements based on this standard are encouraged to apply the most recent editions of the standards indicated below.ISO number ASTM number TitleISO2160:1998ASTM D130--94Petroleum products--Corrosiveness to copper--Copper striptestISO2592:2000ASTM D92--97Determination of flash and fire points--Cleveland open cupmethodISO2909:1991ASTM D2270--93Petroleum products--Calculation of viscosity index fromkinematic viscosityISO3104:1994ASTM D445--96Petroleum products--Transparent and opaque liquids--Determination of kinematic viscosity and calculation ofdynamic viscosityISO3448:1992ASTM D2422--97Industrial liquid lubricants--ISO viscosity classificationISO4263:1995ASTM D943--95Petroleum products–Determination of water--CoulometricKarl Fischer titration methodISO6247:1998ASTM D892--95Petroleum products--Determination of foamingcharacteristics of lubricating oilsISO7120:1987ASTM D665--95Petroleum products and lubricants--Petroleum oils and otherfluids--Determination of rust--preventing characteristics in thepresence of waterISO12937:2000ASTM D6304--00Petroleum products–Determination of water in liquidpetroleum products by Karl Fischer reagentISO14635--1:2000ASTM D5182--97Gears--FZG Test procedures--Part1:FZG test methodA/8,3/90for relative scuffing load--carrying capacity of oils ----ASTM D2711--99Standard test method for demulsibility characteristics oflubricating oils----ASTM2893--99Standard test method for oxidation characteristics ofextreme--pressure lubrication oils----ASTM D2983--87Standard test method for low--temperature viscosity ofautomotive fluid lubricants measured by Brookfield viscometer1ANSI/AGMA 9005--E02AMERICAN NATIONAL STANDARD23Overview of lubricationWhen one thinks of gear lubrication,the primary concern is usually about the gears.In addition to the gears themselves,there are many other compo-nents that must also be served by the fluid in the gearbox.Consideration should also be given to the bearings,seals,and other auxiliary equipment,e.g.,pumps and heat exchangers,that may be affected by the choice of lubricant.With many open gear drives,the bearings are lubricated independently of the gears,thus allowing for special fluid require-ments should the need arise.However,most enclosed and semi--enclosed gear drives utilize one lubricant and lubricant source of supply for the gears,bearings,seals,pumps,etc.Therefore,selecting the correct lubricant for a gear drive system includes addressing the lubrication needs of not only the gears,but also all other associated components in the system.3.1GeneralA lubricant is used in gear applications to control friction and wear between the mating surfaces,and in enclosed gear drive applications,to transfer heat away from the contact area.It also serves as a medium to carry the additives that may be required for special functions.There are many different lubricants available to accomplish these tasks.Lubricant properties can be quite varied depending on the source of the base stock(s)and the type of additive(s)used.Terminology describing the perfor-mance properties of lubricants can be just as varied depending on the definition used.The descriptions provided in this standard are not intended to replace those found in AGMA,ASTM,ISO,SAE or other technical society documents.It is merely intended to provide the user with more information about the term,how it is applied in this standard,and how it is measured.Examples of some properties used to assess lubricant suitability for gear applications are discussed in annex A.The physical properties of a lubricant,such as viscosity and pour point,are largely derived from thebase stock(s)from which they are produced.While viscosity is the most common property associated with a lubricant,there are many other properties that contribute to the makeup and character of the finished product.The properties of finished gear lubricants result from a combination of base stock selection and additive technology.3.2Lubricant selectionThe key functions provided by the lubricant are to minimize the friction and wear between surfaces in relative motion,and to remove heat generated by the mechanical action of the system.In order to accomplish these tasks,the lubricant must have sufficient viscosity to separate the mating surfaces as much as possible,and also have the appropriate chemical (additive)system to minimize thermal and oxidative degradation,and provide antiwear and antiscuff performance for transient peak operating situations.The choice of the appropriate lubricant depends in part on matching its properties to the particular application.A detailed elastohydrodynamic (EHD)analysis of the gearbox is the most desirable and thorough assessment of the gear lubrication require-ments,but this is not always practical due to the amount of information required.For more informa-tion about this approach the reader is recommended to review the information provided in ANSI/AGMA 2101--C95[1]and AGMA 925--A02[2].In the absence of detailed information about gear geometry,loading,etc.,it is recommended that the user follow the tables offered in annex B.The tables listed in annex B provide estimates of the appropri-ate viscosity grade (VG)based on both operating speed and temperature.Annex B contains four tables because the viscosity grade will also be dependent upon the viscosity--temperature charac-teristics or viscosity index (VI)of the fluid used.The four VIs chosen were considered representative of most fluids used in industrial applications today.They include VIs of 90,120,160,and 240.ANSI/AGMA 9005--E02AMERICAN NATIONAL STANDARD 3The user must still ascertain certain performance attributes for the gearbox to make a reasonable lubricant selection.The user should be prepared to:--determine the type of gearing used in the transmission;--determine the materials of construction of all system components,such as:--gears;--bearings;--seals;--piping;--sightglasses;--determine selected operating conditions,such as:--ambient temperature;--operating oil temperature;--minimum andmaximumpitchlinevelocities;--determine any critical special circumstances,such as:--low temperature start--up;--ambient temperatures above 50°C;--high,transient loads.Using the above information,one can estimate the appropriate viscosity for the particular application based on the effective operating temperature the gears will see in service.Since industrial gear applications involve a wide variety of operating conditions and gear types,oils are classified accord-ing to their general performance as well as by their viscosity.3.3Lubricant classificationsFor the purposes of this document,lubricants are considered to be in one of three distinct classes:inhibited;antiscuff/antiwear;or compounded.Each class has its own set of requirements and is intended to provide the correct performance for each applica-tion.3.3.1Inhibited oils (RO)These are commonly referred to as rust and oxidation inhibited,or R&O lubricants.They areformulated with highly refined petroleum or synthetic base oils and contain additives that enhance oxida-tion stability,provide corrosion protection,and suppress foam.Their superior oxidation stabilities typically set them apart from other gear oil types.However,their load--carrying capabilities (as mea-sured by standard tests that assess these character-istics)may be less than others.These oils are generally associated with higher speed and lighter load applications.3.3.2Antiscuff/antiwear oils (EP)In addition to protection against corrosion and oxidation,these oils contain additives which provide protection against unacceptable wear and scuffing.These oils are formulated with refined petroleum or synthetic base oils.They are generally used in ISO VGs of 150and above,and were developed to protect geared systems operating at high loads and severe impact or reversal conditions.3.3.3Compounded oils (CP)Compounded gear oils are a blend of petroleum base oils with three to ten percent of natural or synthetic fatty oils.These lubricants are frequently used in wormgear drives.4Minimum performance requirementsThe tables provided in this section list the minimum requirements for lubricants designated for use as inhibited,antiscuff/antiwear,and compounded oils.These represent minimum standards in the absence of specific guidelines issued by the equipment manufacturer.In addition to the minimum require-ments outlined in tables 1,2,and 3,the choice of lubricant should also consider any special circum-stances or modes of operation not addressed here.Examples of special circumstances might include low start--up temperatures,abrasive contaminants,higher than normal operating temperatures,etc.These issues should be reviewed with the equip-ment manufacturer and/or lubricant supplier to ensure the proper lubricant is chosen for the conditions.ANSI/AGMA9005--E02AMERICAN NATIONAL STANDARD4Table1--Minimum performance requirements for inhibited(RO)oils PropertyTestmethod:ISO/ASTM RequirementsViscosity grade3448/D24223246681001502203204606801000--3200>3200 Viscosity@40°C,mm2/s3104/D445See table4Report1) Viscosity@100°C,mm2/s3104/D445Report1)Viscosity index2),min.2909/D2*******Report1) Bulk fluid dynamic viscosity@cold start--up3),mPa⋅s,max.None/D2983150000Flash point,°C,min.2592/D9*******Resistance to aging--Hours@95°C to reach2.0acid number,min.4263/D9431500750500Report1)Water content4),ppm,max.12937/D6304300Report1)Foam suppression--Volume of foam(mL),max. after:6247/D892Temperature5min blow10min settleSeq.I24°C500Seq.II93.5°C500Seq.III24°C5005min10minblow settle751075107510Cleanliness None/NoneVisual Must be free of visible suspended or settled contaminants at the time itis installed for useWater separation5)--%H2O in oil after5h test,max.--Cuff after centrifuging, mL,max.--Total free H2O collected during entire test,starting with45mL,H2O mL,min.None/D2711(ProcedureA)0.52.030.02.04.030.0Report1)Report1)Report1)Rust prevention,part B7120/D665PassCopper corrosionprevention,3h@121°C,rating,max.2160/D1301bNOTES:1)Lubricant supplier to report value in accordance with stated test method for informational purposes.2)Viscosity indices less than the minimum values listed are acceptable if agreed upon by the end user and equipment manufacturer and/or lubricant supplier.3)Start--up temperature to be specified by end user.Report temperature for150000mPa S s.4)Water content of virgin lubricant as packaged.Acceptable value may be greater for some full synthetics,e.g.,polyglycols (PAG),synthetic blends,or blends of synthetic and mineral base fluids.Value may be agreed upon by the end user and equip-ment manufacturer and/or lubricant supplier.5)Maximum values shown are for mineral oils.Acceptable values may be greater for some full synthetics,e.g.,polyglycols (PAG),synthetic blends,or blends of synthetic and mineral base oils.Acceptable values may be agreed upon by the end user and equipment manufacturer and/or lubricant supplier.5Applications5.1Operating conditions5.1.1SpeedThe following guidelines are directly applicable to helical,herringbone,bevel,and spur gears which operate at or below3600revolutions per minute,or a pitchline velocity of not more than40meters per second,or both.They are also directly applicable to wormgears which operate at or below2400rpm (worm speed)or10meters per second sliding velocity.The guidelines may be applicable at higher speeds,but special considerations are generally required.Therefore,the gear manufacturer should be consulted when operating speeds exceed those listed above.Table2--Minimum performance requirements for antiscuff/antiwear(EP)oilsPropertyTestmethod:ISO/ASTM RequirementsViscosity grade3448/D24223246681001502203204606801000--3200>3200 Viscosity@40°C,mm2/s3104/D445See table4Report1) Viscosity@100°C,mm2/s3104/D445Report1)Viscosity index2),min.2909/D2*******Report1) Bulk fluid dynamic viscosity@cold start--up3),mPa⋅s,max.None/D2983150000Flash point,°C,min.2592/D9*******Resistance to aging@121°C--max.%increasein kinematic viscosity@100°CNone/D2893681015Report1) Water content4),ppm,max12937/D6304300Report1)Foam suppression--Volume of foam(mL),max after:6247/D892Temperature5min blow10min settleSeq.I24°C500Seq.II93.5°C500Seq.III24°C5005min10minblow settle751075107510Cleanliness None/NoneVisual Must be free of visible suspended or settled contaminants at the time it isinstalled for useWater separation5)--%H2O in oil after5h test,max.--Cuff after centrifuging, mL,max.--Total free H2O collected during entire test,starting with90mL H2O,mL,min.None/D2711(ProcedureB)2.01.080.02.04.050.0Report1)Report1)Report1)Rust prevention,Part B7120/D665Pass Copper corrosionprevention,3h@100°C,rating,max.2160/D1301bScuffing load capacity,FZG visual method,A/8.3/90,fail stage,min.14635--1/D51821012>12NOTES:1)Lubricant supplier to report values in accordance with stated test method for informational purposes.2)Viscosity indices less than the minimum values listed are acceptable if agreed upon by the end user and equipment manufacturer and/or lubricant supplier.3)Start--up temperature to be specified by end user.Report temperature for150000mPa S s.4)Water content of virgin lubricant as packaged.Acceptable value may be greater for some full synthetics,e.g.,polyglycols(PAG), synthetic blends,or blends of synthetic and mineral base fluids.Value may be agreed upon by the end user and equipment manufacturer and/or lubricant supplier.5)Maximum values shown are for mineral oils.Acceptable values may be greater for some full synthetics,e.g.,polyglycols(PAG), synthetic blends,or blends of synthetic and mineral base oils.Acceptable values may be agreed upon by the end user and equipment manufacturer and/or lubricant supplier.Table3--Minimum performance requirements for compounded(CP)oilsProperty Test method:ISO/ASTM RequirementsViscosity grade3448/D24221001502203204606801000–3200 Viscosity@40°C,mm2/s3104/D445See table4Viscosity@100°C,mm2/s3104/D445Report1)Viscosity index,min.2)2909/D2*******Bulk fluid dynamicviscosity@coldstart--up3),mPa⋅s,max.None/D2983150000Flash point,°C,min.2592/D92200Resistance to aging@95°C--max.%increase inkinematic viscosity@100°CNone/D2893Report1)Water content4),ppm,max.12937/D6304300Report1)Foam suppression--Volume of foam(mL), max.after:6247/D892Temperature5min blow10min settleSeq.I24°C500Seq.II93.5°C500Seq.III24°C5005min10minblow settle751075107510Content of fatty orsynthetic fatty oil,mass%None/None3to10Cleanliness None/NoneVisual Must be free of visible suspended or settled contaminants at the time it isinstalled for useRust prevention,Part B7120/D665PassCopper corrosionprevention,3h@100°C,rating,max.2160/D1301bNOTES:1)Lubricant supplier to report value in accordance with stated test method for informational purposes.2)Viscosity indices less than the minimum values listed are acceptable if agreed upon by the end user and equipment manufacturer and/or lubricant supplier.3)Start--up temperature to be specified by end user.Report temperature for150000mPa S s.4)Water content of virgin lubricant as packaged.Acceptable value may be greater for some full synthetics,e.g.,polyglycols(PAG), synthetic blends,or blends of synthetic and mineral base fluids.Value may be agreed upon by the end user and equipment manufactur-er and/or lubricant supplier.5.1.2Ambient temperatureIn general,the installed gears may be exposed to an ambient temperature range of--40°C to+55°C. The ambient temperature is defined as the dry bulb air temperature in the immediate vicinity of the installed gears.Specific type and viscosity grade will be determined,in part,by ambient temperature. 5.1.3Oil sump temperatureThe allowable maximum oil sump temperature for a given application is dependent on the choice of base oil type and additive chemistry.Consult the lubricant supplier for specifics on the oil being chosen.Many lubricants are unstable above their stated maximum temperature.CAUTION--Sump temperatures in excess of95°C may require special materials for non--metallic compo-nents such as oil seals and shims.Consult component supplier for recommended temperature limits.。