工序质量评价技术
工序能力指数 (CP和CPK)
过程能力和过程能力指数(CP 和CPK)相关知识一、什么是过程能力和过程能力指数(英文Process Capability Index)1、过程能力(或工序能力)C P,是指过程的加工质量满足技术标准的能力,它是衡量过程加工内在一致性的。
过程能力决定于质量因素,即人、机、料、法、环、测,而与规范无关。
2、C P值的大小即可定量计算出该工序的不合格品率,所以工序能力C P的大小可以反映过程加工质量满足产品技术要求的程度,也即企业产品的控制范围满足客户要求的程度。
3、C PK:Process Capability Index(K是偏移量),称为过程能力指数(指过程的固有过程能力指数),表示过程能力满足技术标准的程度。
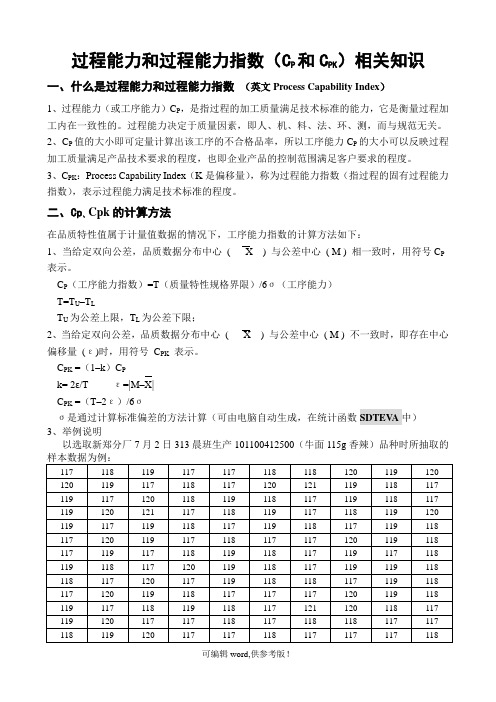
二、Cp、Cpk的计算方法在品质特性值属于计量值数据的情况下,工序能力指数的计算方法如下:1、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 相一致时,用符号C P 表示。
C P(工序能力指数)=T(质量特性规格界限)/6σ(工序能力)T=T U–T LT U为公差上限,T L为公差下限;2、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 不一致时,即存在中心偏移量(ε)时,用符号C PK表示。
C PK =(1–k)C Pk= 2ε/Tε=|M–X|C PK =(T–2ε)/6σσ是通过计算标准偏差的方法计算(可由电脑自动生成,在统计函数SDTEV A中)3、举例说明以选取新郑分厂7月2日313晨班生产101100412500(牛面115g香辣)品种时所抽取的119120119117116117118117117118 117116117117119118119121120119 119117119117117119117118118118 119118117117118119118117119118 118117117117117118118120119118 117116117117118117120118118118 117117117121120118118118118117标准偏差σ1.1233平均值X118.08标准值M116.5最大值T U120.5最小值T L112.5T=T U–T L=120.5–112.5=8ε=|M–X|=|116.5–118.08|=1.58σ=1.1233 k=2ε / T=0.395C P =T/6σ=8/6*1.1233=1.187C PK=(T–2ε)/6σ=(8–2*1.58)/6*1.1233 = 0.718当过程中心值偏移时三、过程能力指数C P的评价参考C P≥1.67 属Ⅰ级,过程能力过高(视具体情况而定)。
工程施工质量评定规范
工程施工质量评定规范一、前言工程施工质量评定是工程建设中至关重要的一环,是确保工程质量、提高工程效益的重要手段。
为规范工程施工质量评定工作,保证工程质量符合国家相关法律法规、技术标准和设计要求,制定本规范。
二、范围本规范适用于各类建筑工程、市政工程、道路工程、桥梁工程、隧道工程、水利工程、电力工程、石油化工工程等施工质量评定工作。
三、术语和定义1. 工程施工质量:指工程在施工过程中,各项质量指标是否符合国家相关法律法规、技术标准和设计要求。
2. 工程施工质量评定:对工程施工过程中各项质量指标进行检查、测试、评估,以确定工程质量是否符合规定要求的过程。
3. 工序:指施工过程中,按照一定的顺序和要求完成的相互关联的一系列作业。
4. 单元工程:指施工过程中,具有相对独立功能和结构的工程部分。
5. 分部工程:指施工过程中,按照工程部位、功能、结构形式等划分的相对独立的工程部分。
6. 单位工程:指施工过程中,具有独立施工条件并能形成独立使用功能的工程。
四、工程施工质量评定的一般规定1. 工程施工质量评定应遵循客观、公正、科学、严谨的原则。
2. 工程施工质量评定应按照从下至上、从局部到整体的顺序进行。
3. 工程施工质量评定应结合施工过程中的实际状况,对工程质量进行全面的检查、测试和评估。
4. 工程施工质量评定应按照国家和行业相关法律法规、技术标准、设计文件及合同约定进行。
5. 工程施工质量评定应建立和完善质量记录,保证评定过程的可追溯性。
五、工程施工质量评定的具体要求1. 工序质量评定(1)工序质量评定应按照工序施工顺序进行。
(2)工序质量评定应包括工序过程控制和工序成果检验两部分。
(3)工序过程控制应采取措施保证工序质量,包括但不限于工艺控制、材料控制、设备控制、环境控制等。
(4)工序成果检验应符合国家和行业相关技术标准,对工序成果进行检测、试验和评估。
2. 单元工程质量评定(1)单元工程质量评定应按照单元工程施工顺序进行。
工序质量评价及改进
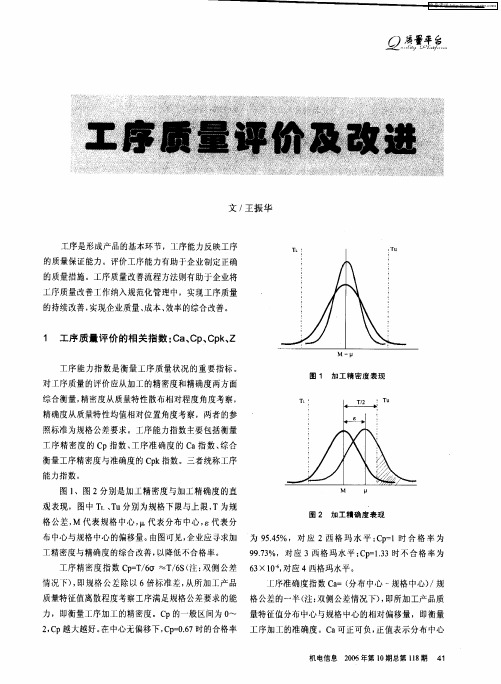
对工序 精密度 C p指数 , 可结合 3 类质量特性 即关
重要、 一般质量特性 , 各分为 5 种等级, 总体分为 7 条件说明的。 这样实际使用中就存在口径不一的情况, 键、 关键质量特性( A类) 指质量特性不合格将会 : 如同为 6西格玛水平 ,当分布 中心 存在正负 I . 5倍标 个等级。 如空调器的制冷功能等。 重要质 准 差漂移时缺陷率为 3 . 4×1 而 中心 无漂 移时缺 陷 丧失功能的质量特性, 0,
即工序精确度的改善。具体措施如: 玛水平就是单侧规格限 内可容纳 3个标准 差,此时分 的逼近直至重合,
布 中心无漂移下合格率为 9. %。 97 3
找出工具磨损、 加工条件随时间变化的规律, 采取调整
通过首件检查, 调整定位装置; 改变操作者的 当前西格玛水平 z评价也存在不足,即其未表达 和补偿; 操作习惯; 采用更精密的量具等。 出分布 中心的漂移情况 ,即仅评价加工 精密度而未评 不 良
递管理要求、 表达管理能力的纽带。抓工序能力指数, 传播方面还存在明显的不足。当前大量教材和资料中
就抓 住了质量评价 的核心 指标。
未对质量特 性 作分类 ,而作 C ≥1 7为工序 能 力 p . 6 过剩 ,_ ~ 1 7为工 序 能力 富余 ,~ 1 3为理 想状 l3 . 3 6 l . 3
格率 。
率降 为 9 . %。工序精确度 是工序 改善的重点之一 。 33 2
表 1 Ca指数 等级及措 施
等级 ca 值 措 施
Ck p 是结合工序精密度和准确度 的综合指数 ,
C k 1 l a1C =(- ) /o ≈ (一 ) /S( : 0 p =(一 C ) p 1k T 6 1k T 6 注 双倾
工序能力指数 (CP和CPK)
过程能力和过程能力指数(CP 和CPK)相关知识一、什么是过程能力和过程能力指数(英文Process Capability Index)1、过程能力(或工序能力)C P,是指过程的加工质量满足技术标准的能力,它是衡量过程加工内在一致性的。
过程能力决定于质量因素,即人、机、料、法、环、测,而与规范无关。
2、C P值的大小即可定量计算出该工序的不合格品率,所以工序能力C P的大小可以反映过程加工质量满足产品技术要求的程度,也即企业产品的控制范围满足客户要求的程度。
3、C PK:Process Capability Index(K是偏移量),称为过程能力指数(指过程的固有过程能力指数),表示过程能力满足技术标准的程度。
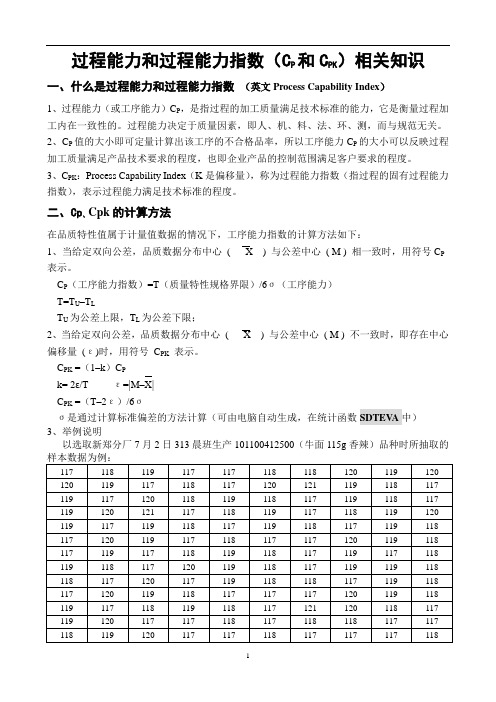
二、Cp、Cpk的计算方法在品质特性值属于计量值数据的情况下,工序能力指数的计算方法如下:1、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 相一致时,用符号C P 表示。
C P(工序能力指数)=T(质量特性规格界限)/6σ(工序能力)T=T U–T LT U为公差上限,T L为公差下限;2、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 不一致时,即存在中心偏移量(ε)时,用符号C PK表示。
C PK =(1–k)C Pk= 2ε/Tε=|M–X|C PK =(T–2ε)/6σσ是通过计算标准偏差的方法计算(可由电脑自动生成,在统计函数SDTEV A中)3、举例说明以选取新郑分厂7月2日313晨班生产101100412500(牛面115g香辣)品种时所抽取的T=T U–T L=120.5–112.5=8ε=|M–X|=|116.5–118.08|=1.58σ=1.1233 k=2ε / T=0.395C P =T/6σ=8/6*1.1233=1.187C PK=(T–2ε)/6σ=(8–2*1.58)/6*1.1233 = 0.718当过程中心值偏移时三、过程能力指数C P的评价参考从上述新郑的事例可以看出新郑分厂7月2日313晨班生产101100412500(牛面115g 香辣)的C P值为1.187,在1.33>C P≥1.0的范围之内,整体样本的中心向T U方向偏移,应加以适当的调整和控制。
工序质量评价模式在卷烟制造过程中的应用

量 £ 的 新 的 过 程 能 力 指 数 C 来 评 价 过 程 。
的 标 准偏 差 s 如 果 样 本 检 测 结 果 的平 均 22 工序 能 力 指数 .
能 力 CK 1 K) o =( 一 C =
一
段 距 离 s后 ,显 然 用 公 式 C = / 6 ) 。T ( o 算 " 来 的 过程 能 力 指 数 C ,已 不能 反 映这 时
l 以± 盯. 6 为标 准 来衡 量 工 序 的能 力 的过 程 能 力实 际 情 况 为 了真 实 反 映这 道 3 即 仃
人 工 抽样 检 验 评 价模 式 是 将 检 测 数 据 是 具 有 足 够 的精 确 度 和 良好 的 经 济 性 的 . T 序 的 加 丁能 力 .必须 用 一 个 考 虑 了偏 离
() 2
序 能力 越 高 .则 产 品质 量 特 性 值 的 分散 就
会 越小 : 在 不 产 生 偏 移 的情 况 下 . 若 T序 能
由于 人工 抽 样 检 验 的评 价 模 式 的 局 限 力 越低 .则 产 品 质量 特 性 值 的 分 散就 会 越 性 ,用 平 均值 和标 准 偏 差 尚不 能 完 全 反 映 大 。通 常都 用 6 即 I 3 ) 描述 生 产 ห้องสมุดไป่ตู้ 盯( x o 来 +" 出各 机 台的 工序 质 量特 征 值 差 异
程 所造 成 的 总 分散 . 即工 序 能 力: 若 用 6
随着 行业 技 术 装 备 水平 的提 高 。企 业 符 号 B来 表 示 工 序 能 力 , : : 盯, 是 处 则 P6 o -
11-工序质量评价

连续完成。
3
工序控制
工序控制的对象:工序的异常波动
工序控制的功能:为分析工序状态,维持工序状态稳 定受控,调整工序等提供质量信息。 工序控制是通过监视和控制活动,保持工序状态经常 处于期望水平的活动。
4
人员
机器
材料
方法
测量
环境
工序质量分布
产品质量分布
5
为什么要进行工序控制?
1. 全面质量管理强调了产品质量就是产品的适用性这一 基本概念; 2. 制造过程的质量管理和质量控制是实现质量标准的重 要保证; 3. 工序是产品零部件制造过程的基本环节,也是组织生
特殊技术工种操作人员资质审查制度
工序投入材料、外购件、设备质量检验制度 工序质量检验制度 工序质量事故处理制度 工序变更处理及技术复核制度 质量监理工作日志制度
24
工序能力的定义
工序能力:生产处于稳定状态下,能生产出符合
产品质量要求的能力。
原材料或上一道工序半成品按照标准要求供应; 本工序按作业标准实施,并应在影响工序质量各主要因 素无异常的条件下进行; 工序完成后,产品检测按标准要求进行。
C P上 TU u TU x 3 3S u TL x TL 3 3S
_ _
6
C P下
U
当 u<TL 或 u>TU 时,则认为CP=0,这时可能
出现的不合格率为50%-100%。
48
实 例
例:某一产品含某一种杂质要求最高不能超过12.2毫克,样 本标准差S为0.038,x 为1.21,求工序能力指数。
32
测定工序能力的目的
为产品设计部门提供资料 为生产技术(工艺)部门提供资料 为检验部门提供资料 为材料采购部门提供资料 为营业部门提供资料 为教育部门、人事部门提供资料
建筑工程施工质量评价标准
建筑工程施工质量评价标准一、引言建筑工程施工质量评价是指通过对建筑工程施工过程中使用的材料、施工技术和工程质量控制等方面进行评估,从而评价工程质量是否达到设计要求、是否符合相关工程建设标准的一种方法。
本文将介绍建筑工程施工质量评价的标准,包括质量控制要求、材料要求、施工工艺要求等方面。
二、质量控制要求1.施工组织设计:施工组织设计应合理、完善,包括施工工序的安排、施工时间的计划、工程质量控制的措施等,确保施工过程顺利进行。
2.施工管理:建立科学的施工管理体系,包括人员配备、施工组织与计划、工程监理与验收等,确保施工质量可控。
3.施工人员素质:施工人员应具备相应的专业知识和技能,经过专业培训并取得合格证书后方可上岗。
4.施工设备与工具:施工过程中所使用的设备和工具应符合国家标准,并定期检修和维护,确保其性能良好。
三、材料要求1.水泥和混凝土材料:水泥和混凝土应符合国家标准,具有一定强度和耐久性。
2.钢材:钢材应符合国家标准,无明显缺陷和腐蚀。
3.砖块和石材:砖块和石材应符合国家标准,表面平整、无裂缝和色差。
4.绝缘材料:绝缘材料应符合国家标准,具有良好的绝缘性能和耐久性。
5.涂料和防水材料:涂料和防水材料应符合国家标准,无异味、无毒、无环境污染。
四、施工工艺要求1.地基处理:地基处理应符合国家标准,包括地基平整、排水良好、承载力满足设计要求等。
2.结构施工:结构施工应按照设计图纸和相关施工规范进行,包括混凝土浇筑、钢结构安装、砖石施工等。
3.精装修施工:精装修施工应符合设计要求,包括墙面装饰、地面铺装、门窗安装等。
4.给排水工程:给排水工程应符合国家标准,确保供水系统正常运行、排水顺畅。
五、工程验收标准1.施工工艺:施工工艺应符合设计要求和相关施工规范。
2.工程质量:工程质量应符合设计要求和国家标准,无明显质量缺陷。
3.安全要求:施工过程中应注意施工安全,无安全事故发生。
4.环境保护:施工过程中应注意环境保护,遵守相关环保法规。
工序能力分析与评价
工序能力分析与评价工序能力分析与评价是企业在生产过程中对所采用的工序进行分析与评价的过程。
通过工序能力分析与评价,企业可以了解工序的稳定性和可靠性,以及工序是否能够达到预期的质量要求。
以下是对工序能力分析与评价的一些介绍和方法。
一、工序能力分析方法1. 数据收集:收集关于工序的数据,包括工序的输入、输出、过程参数等信息。
2. 统计分析:利用统计学方法对数据进行分析,包括计算工序过程的平均值、标准差、偏度、峰度等指标。
3. 测量能力指标:通过计算能力指标来评估工序的稳定性和可靠性,常用的能力指标包括过程能力指数(Cpk)、过程性能指数(Ppk)等。
4. 制定改进措施:根据分析的结果,确定改进工序的措施,提高工序的能力。
二、工序能力评价方法1. Cpk评价法:Cpk评价法是一种常用的工序能力评价方法,通过计算工序的Cpk值来评估工序的稳定性和可靠性。
Cpk值越大,代表工序的能力越高。
2. 直方图分析法:通过绘制工序数据的直方图,观察数据的分布情况,评估工序的稳定性和可靠性。
直方图的形状和偏度等指标可以反映工序的能力水平。
3. 控制图分析法:控制图是一种常用的工序能力评价方法,通过绘制工序数据的控制图,监控工序的稳定性和可靠性。
控制图中的各种规则和异常点可以帮助企业发现工序中的问题,并及时采取措施加以改进。
三、工序能力分析与评价的意义1. 提高工序质量:通过工序能力分析与评价,企业可以及时发现工序中的问题,并采取措施加以改进,从而提高工序的质量。
2. 降低不良率:工序能力分析与评价可以帮助企业预测工序中的不良率,并制定相应的控制策略,减少不良品的产生。
3. 提高企业竞争力:工序能力分析与评价可以帮助企业了解自身的工序能力水平与其他企业的差距,通过改进工序,提高企业的竞争力。
四、工序能力分析与评价的局限性工序能力分析与评价只能在已有数据的基础上进行,对于新工序或者缺乏足够数据的工序,难以进行准确的分析与评价。
工序能力分析与评价
汇报人: 日期:
contents
目录
• 工序能力分析的概念与目的 • 工序能力分析的步骤与方法 • 工序能力评价的指标与标准 • 工序能力分析与质量管理体系 • 工序能力分析与持续改进 • 工序能力分析案例研究
01
工序能力分析的概念与 目的
工序能力分析的定义
• 工序能力分析是指对产品制造过程中各个工序的能力进行调 查、分析、评价,以确定工序能力是否满足产品质量要求及 能否实现产品制造的目标。它是对工序加工过程进行质量控 制的一种有效方法。
05
工序能力分析与持续改 进
持续改进的概念与目的
概念
持续改进是一种不断优化生产过程、提高产品质量和生产效 率的哲学和方法。它以不断追求卓越为目标,强调在改进中 寻找机会,通过持续改进实现企业价值的最大化。
目的
持续改进的目的是提高企业的竞争力,降低生产成本,缩短 交货期,提高产品质量和客户满意度,同时提高企业的社会 声誉和品牌价值。
01 收集数据
02 分析数据
03 制定改进措施
04 实施改进措施
05 循环改进
通过对生产过程中的各项 数据进行收集和分析,了 解生产过程的实际情况, 为后续的工序能力分析和 持续改进提供数据支持。
通过对收集到的数据进行 整理和分析,发现生产过 程中的瓶颈和问题,找出 影响工序能力的关键因素 。
根据分析结果,制定相应 的改进措施,包括优化工 艺流程、提高设备精度、 改善工作环境等。
分析工序能力状况
分析工序能力指数
根据计算出的工序能力指数,评估工序能力的状况。如果工序能力指数接近1,则工序能力充足;如果工序能力 指数远小于1,则工序能力不足。
分析关键因素
机械加工工序质量检验规程
机械加工工序质量检验规程目的:加强工序质量控制,提高一次交检合格率,及时发现质量问题,消除产生质量问题的因素。
范围:适用于本公司所有零件和工序。
本公司对工序质量的检验采用取操作员工自检,专职检验,成品入库抽检相结合的方法,填写检验记录。
一、冲压工序。
操作人员明确本工序零件技术要求,正确选择安装模具,调整模具间隙,设备行程,连续自检5件零件,符合技术要求后方能进行批量生产。
并填写工序质量记录单,生产过程中要随时自查,专职检验人员对工序零件进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写检验记录单。
二、车削工序操作人员明确本工序零件技术要求,正确选择夹具,刀具,工装,量具,试生产零件应连续自检5件零件,符合技术要求后,方能进行批量加工,填写质量记录清单,生产过程中要随时自检,调整,保证产品质量,专职检验人员应根据零件图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得小于4次。
三、钻削工序操作人员明确本工序零件加工技术要求,正确先择工装,钻头,掌握夹持定位方法,试生产零件应连续自检5件零件,符合零件后方能进行批量加工,并填写质量记录清单,生产过程中要随时进行自检,调整专职检验人员应根据图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得少于3次。
四、焊接工序操作人员要熟悉本加工工序零件技术要求,正确选择调整工装,调节器整电流试生产零件应连续自检3件无误后,方能进行批量加工,自检结果填入质量记录清单。
专职检验应对照图纸工序质量要进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写质量记录清单。
五、抛光工序操作人员要明确本工序零件加工要求,正确选择砂轮和加工方法,粗砂抛光后要自检确认达到技术要求后,才能进行批量加工并填写质量记录清单,发现质量问题应立即返回上道工序,专职检验应按图纸要求进行抽检,并填写质量记录清单,每次抽检不得少于5件,每班不得少于3次。
六、初装组操作人员应明确本工序加工技术要求试装配后要填写质量记录清单对不合格零件要及时剔除定置放好,经专检人员确认记录后并及时返回所属工序,不合格零件不能装配。