回流焊设备日常点检表
焊接设备点检表

点检内容
设备型号: 设备型号:
焊接机床点检表
2 3 4 5 6 7 8
设备编号: 设备编号:
点检日期
点检月份: 点检月份
班次 26 27 28 29 30 31 1
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
各操作运行部位、按键是 白 1 否正常,限位装置是否可 中 靠 夜 白 润滑油是否足够,自动分 中 2 水器底部是否堵塞 夜 白 是否有异常响声或振动,气 中 3 压是否在0.5MP以上 夜 白 有无异音、温升、振动等 中 4 异常情况 夜 白 导电嘴是否变形、拧紧, 中 5 护套是否附着飞溅物 夜 白
ห้องสมุดไป่ตู้6 润滑、冷却系统是否正常 中
夜 白 操作者 中 夜 正常/ 未使用→ ; 可运转,但需要修理△ : 不可工作,需要修理× 审查者: 备注:设备未使用时由本班班长填写
电焊机日常检查记录表

5 焊机绝缘 一二次线圈绝机输出功率要求 、把线无铜线露出,焊钳绝缘 完好、螺丝紧固
7
焊接环境
焊机使用场所清洁,地面无积 水周围10米内无易燃、易爆物
8 操作人员 焊接人员持证上岗
检查日期 检查人
电焊机日常检查记录表(2020年)
检查结果(符合打√,不符合打×)
设备编号: 序号 检查项目
检查标准
电焊机必须装有独立的专用电 1 电源开关 源开关,电源开关容量与电焊
机相匹配
2 防护装置 焊机接线柱防护罩齐全
外壳完整,无破损裸露;电缆
3
电缆线
插头完好无破裂;电缆线接头 不许超过3个;跨越导线或通
道必须有防碾压措施
4
接地
有明显的接地线,且接触良 好;焊接接地就近搭接。
回流焊 点检表

设备点检表
年月份
设备名称
回流焊
使用单位
SMT
审查
制作
项目
1
2
3
4
5
6
7
8
9
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
日检
设备外观是否整洁
机器运行是否正常
各个温区是否正常
链速是否正常
元器件焊接是否正常
周检
开关各功能是否正常
排气扇是否工作正常
UPS工作是否正常
计算机是否进入自动运行状态
月检
输送链是否正常
锡炉温度是否正常
驱动部和散热部除尘
传送部清洁及加油润滑
点检人员签
工程人员签
备注判定符号:(√)良好 (×)要修理 (⊙)确认修理完成 (○)作业调整后良好 (△)以后可由作业人员调整
回流焊日 周点检记录表

日周12345678910111213141516171819202122232425262728293031
显示器显示器清扫基准书
√主体清扫(开始操作时)基准书√
主体清扫(开始操作时)基准书√
主体清除助焊剂基准书√
XY装置注入高温润滑油基准书√
XY装置注入高温润滑油基准书√
主体检查热风马达运转是否顺利基准书√
担当基准书√√
确认基准书√√
表单编号:J-WAY/FM 05 04 01 REV:A00制作:审核:检查·注油内容检查·注油位置机器内部 机器外表面X轴线形丝杠Y轴链条热风马达进出口回流焊—日·周点检记录表
显示器保养日期
保养频率装置名称规格·指定值参照线别:
设备型号:协维(上海)电子有限公司月年日期:。
回流焊保养记录表-MR933
正常
× 故障要修理
△ 要注意
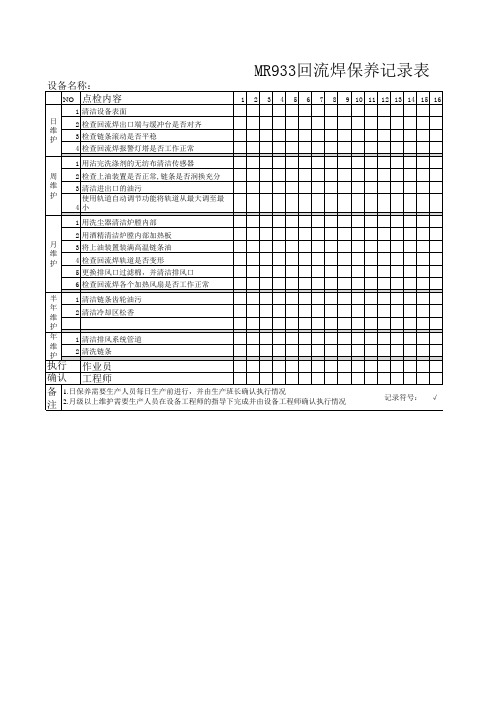
1 清洁排风系统管道 2 清洗链条
执行 作业员 确认 工程师 备 1.日保养需要生产人员每日生产前进行,并由生产班长确认执行情况 注 2.月级以上维护需要生产人员在设备工程师的指导下完成并由设备工程师确认执行情况
记录符号:
√
录表
年月:
27 28 29 30 31
MR933回流焊保养记录表
设备名称: NO 点检内容
1 清洁设备表面 日 维 护 2 检查回流焊出口端与缓冲台是否对齐 3 检查链条滚动是否平稳 4 检查回流焊报警灯塔是否工作正常 1 用沾完洗涤剂的无纺布清洁传感器 周 维 护 2 检查上油装置是否正常,链条是否润换充分 3 清洁进出口的油污 4 使用轨道自动调节功能将轨道从最大调至最小 1 用洗尘器清洁炉膛内部 2 用酒精清洁炉膛内部加热板 月 维 护 3 将上油装置装满高温链条油 4 检查回流焊轨道是否变形 5 更换排风口过滤棉,并清洁排风口 6 检查回流焊各个加热风扇是否工作正常 半 年 维 护 年 维 护 1 清洁链条齿轮油污 2 清洁冷却区松香 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
回流焊日点检表

设 备
设备NO.
年月
序 号
点检项目
作业方法
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机器表面是否干 净清洁
用无尘纸(布)清洁表面的 灰尘、杂物,禁止使用酒精 作业。
2
回流焊各温区温 度是否正常
目视检查
确认生产程序温 3 度值是否与SOP
设定温度一致
抽风筒上风机转 4 速是否正(2500
±50 r/min)
目视检查 目视检查
5
链速确认 750mm√: 已执行;
/: 未执行
记录人 确认人
备注
停机,修机,待料,休假
备注: 1.点检记录表示:点检/保养项目正常时用"√",再由相关负责人确认签名;点检/保养项目出现异常应及时联络相关部门进行维修或校正,再次进行点检OK后 方可进行正常生产,如果自行不能进行维修,需要申请外部人员进行维修。
电焊机点检记录表

电焊机点检记录表
设备名称点检项目
1234567891011121314151617181920212223242526272829 3031
1.电器连接线可靠牢固。
2.启动是否正常,无异常响声。
3.地线是否连接正常。
4.电源线是否有破损,有无漏电现象。
5.周边工作环境是否安全。
6.焊把是否完好,无破损。
7.焊机整体外观清洁。
1.设备使用人每日按照点检项目对设备进行例行检查,确保设备运行正常,并签名确认;
2.若设备出现异常应及时停止使用,并通知机修人员维修,并将问题点清楚地记录说明;
3.每日点检后,在点检表上对应日期进行标识:正常打“√”异常打“×”已修打“△”
4.设备管理员不定时检查各设备点检情况,发现问题予以及时纠正和上报处理;
车间主任:设备管理员:浙江江兴汽车检测设备有限公司设备日常点检记录 QR/6.3-06
电焊机设备型号
使用车间
操作人
点检月份
点检人:
检查日期
设备点检注意事项
设备异常和维修记录。
回流焊检查表

标准回流焊检查表机器型号:序号:I. 一般检查正常异常N/A 1.检查设备到达客户现场时外观无损坏☐☐☐2.安装地脚螺栓,并将设备移到客户指定的位置☐☐☐3.安装设备所需要的控制电脑和灯塔,调节设备水平☐☐☐4. 开关电源☐☐☐5. 计算机☐☐☐.通用软件功能测试6. 紧急停止开关☐☐☐.四个开关都可以被激活并重置7. 蜂鸣器☐☐☐8. 指示灯塔☐☐☐.无论是红色,黄色和绿色光可以被打开9. 输送电机☐☐☐.输送皮带,链条,可以顺利运作无震动.输送速度可以达到设定值并保持稳定10. 调宽窄电机☐☐☐.输送轨道能达到极限开关两端并停止11. 输送带☐☐☐.输送带没有弯曲12. 炉膛/升降马达☐☐☐.自动申缩杆可以达到限位开关两端并停止13. 链条自动加油润滑☐☐☐.油泵可以运行,自动添加润滑油.润滑系统无任何连接处泄漏油现像14. PCB 传感器☐☐☐.机床的两端都对PCB的传感器可以检测PCB板并在电脑屏幕上显示15. 热风马达☐☐☐.检查每个马达运行转向是否正确,标签方向是否贴正确16. 变频器☐☐☐.根据要求的速度,设定变器频率参数17. 氧分析仪☐☐☐.分析仪的氧气泵和气体流量可以运行显示.分析仪读氧气20-21%时,测量空气。
当有氮的投入,氧分析仪显示出正确的数据18. 内联接口信号☐☐☐.当机器还没有准备好,行程信号是打开的.当机器准备就绪后,行程信号是关闭的19. UPS ☐☐☐.当市电断电后,传送带将不会停止,直到所有炉内的板输出炉子,UPS继电能力不少于15分钟20. 空气阀☐☐☐.排气阀门打开时,压缩空气流量可观测21. 氮气阀☐☐☐.氮阀控制开关打开时,可显示氮气流速和流量,22. 冷水机组☐☐☐.冷却水泵正常运行和观察水流量.水温可以达到设定点23. 建立温度曲线☐☐☐24. 机械外观☐☐☐.外罩和机组枢架没有生锈及弄脏] .零件和机器的部件无裂纹,变形和破坏.电脑操作屏幕按钮排列整齐一至II. 基本操作检查正常异常1.运行所有的设置可以达到设定值☐☐2.区域温度精度检查(±1度)☐☐区温度设定:检测结果附加温度曲线。