工艺过程表
零件加工工艺过程表
液压转向器生产厂的设施布置设计
二、原始参数与条件
某企业公司现有厂区面积 30000m2,厂区南北向长度为 300m,东西向宽度 为 100m。现计划建成年产 60000 套液压转向器的生产厂,需要进行工厂总平面 布置设计。 1、 液压转向器结构
1
四、非物流分析.............................................................................................................. 五、综合分析................................................................................................................... 六、绘制作业单位位置相关图................................................................................
三、物流分析.....................................................................................................................
、产品工艺过程分析.............................................................................................. 、绘制各个自制零件、组件工艺过程图........................................................... 、工艺过程总图................................................................................................... 、从至表............................................................................................................... 、物流强度汇总表............................................................................................... 、物流强度排序表............................................................................................... 、物流强度分析表............................................................................................... 、原始物流相关表............................................................................................... 、作业单位物流相关表.......................................................................................
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
生产车间工艺流程表格
生产车间工艺流程表格英文回答:1. Process Flow Diagram.A process flow diagram is a graphical representation of the steps involved in a process. It shows the flow of materials, information, and people through the process, and the relationships between the steps.2. Benefits of Using a Process Flow Diagram.Improved understanding of the process.Increased efficiency and productivity.Reduced errors and defects.Improved communication and collaboration.Greater control over the process.3. How to Create a Process Flow Diagram.1. Define the process to be mapped.2. Identify the steps in the process.3. Draw a flowchart or diagram that shows the steps in the process and the relationships between them.4. Use symbols to represent different types of steps, such as decision points, activities, and inputs/outputs.5. Label the steps and symbols with clear and concise text.4. Types of Process Flow Diagrams.Cross-functional flowcharts show the flow of materials, information, and people across different departments or functions.Swim lane diagrams divide the flowchart into lanes, each of which represents a different department or function.Value stream maps focus on the flow of value-added activities through the process.Spaghetti diagrams show the actual physical flow of materials or people through the process.5. Process Flow Analysis.Process flow analysis is the systematic examination ofa process flow diagram to identify areas for improvement. The goal of process flow analysis is to improve the efficiency and effectiveness of the process.6. Steps in Process Flow Analysis.1. Gather data about the process, such as cycle time, throughput, and defects.2. Identify bottlenecks and areas of waste.3. Develop and implement solutions to improve the process.7. Examples of Process Flow Analysis in Manufacturing.Reducing cycle time in a production line.Improving product quality.Reducing defects.Increasing productivity.Saving costs.8. Conclusion.Process flow diagrams are a valuable tool for understanding, improving, and controlling processes. By following the steps outlined in this article, you cancreate a process flow diagram that will help you to improve the efficiency and effectiveness of your processes.中文回答:1. 工艺流程表格。
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片。
生产工艺流程图表
生产工艺流程图表在现代工业生产中,生产工艺流程图表是一种重要的工具,用于展示产品的制造过程。
它以图表的形式清晰地展示了每个步骤和操作,帮助生产团队了解和掌握整个生产流程。
本文将详细介绍生产工艺流程图表的定义、作用、制作步骤以及应用实例。
一、定义生产工艺流程图表是一种图形化的表示方式,用于描述产品的制造过程。
它包含了从原材料采购到最终产品出厂的每个环节和步骤。
通过生产工艺流程图表,生产团队可以清楚地了解每个步骤的顺序、所需的资源以及可能遇到的问题。
二、作用1. 指导生产:生产工艺流程图表可以作为生产的指导手册,帮助生产团队了解每个步骤的具体要求和操作方法,确保生产过程的顺利进行。
2. 优化流程:通过对生产工艺流程图表的分析,可以发现流程中的瓶颈和问题,并进行相应的改进,提高生产效率和产品质量。
3. 保证一致性:生产工艺流程图表可以确保每个生产批次都按照相同的流程进行,避免人为因素对产品质量的影响。
4. 便于培训:生产工艺流程图表可以作为培训材料,帮助新员工快速熟悉生产流程,减少培训时间和成本。
三、制作步骤1. 收集信息:首先,需要与生产团队和相关部门进行沟通,收集关于生产流程的所有必要信息。
包括每个步骤的操作方法、所需的设备和材料、工时等。
2. 绘制流程图:根据收集到的信息,使用适当的图形符号和线条将每个步骤连接起来,形成一个完整的流程图。
可以使用专业的绘图软件或手工绘制。
3. 标注细节:在流程图中,对每个步骤进行详细的标注,包括操作方法、所需资源、注意事项等。
确保每个人都能清楚地理解和执行。
4. 审核和修改:完成初步的流程图后,需要与生产团队进行审核和讨论,确保流程图的准确性和可行性。
根据反馈进行修改和调整。
5. 最终制作:在审核和修改完成后,将流程图进行最终制作,包括美化排版、添加标题和说明等。
确保整个图表的整洁美观。
四、应用实例生产工艺流程图表广泛应用于各个行业的生产过程中。
以下是几个实际应用的例子:1. 制造业:生产工艺流程图表可以用于汽车制造、电子产品制造等行业,帮助生产团队掌握整个生产流程,提高生产效率和产品质量。
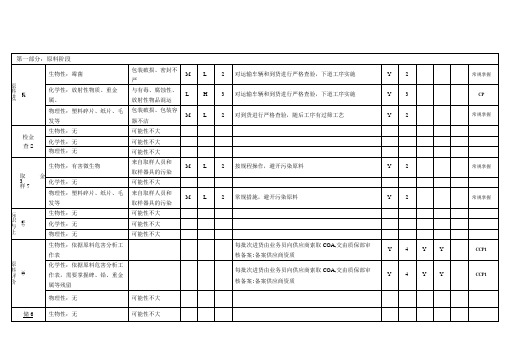
工艺过程危害分析工作表
L
2
常规措施,避开污染原料
Y
2
常规掌握
(A4)
标识与上
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
>5)
原料评价
生物性:依据原料危害分析工
作表
每批次进货由业务员向供应商索取COA,交由质保部审
核备案;备案供应商资质
Y
4
Y
Y
CCP1
化学性:依据原料危害分析工
作表,需要掌握碑、铅、重金
Y
3
CP
物理性:无
可能性不大
(C2)
设施预备
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
检设n
查施^
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
订历史纪录
版本号
修改点
修订前内容
修订后内容
修订缘由
发布/修订时间
R. 0
2022-09-20
R. 1
化学性危
害和物理
性危害
表达比较笼统
可能性不大
化学性:无
可能性不大
物性:无
可能性不大
第四部分:生产设施
(C1)
设施清洁
生物性:有害微生物
清洁不合格,微生
物会残留繁殖
M
M
3
严格执行设施清洁程序,保证产品接触面的清洁卫生;班
前班后及换线卫生监控
Y
3
CP
化学性:过敏源
残留
M
H
3
当过敏源产品生产完毕,严格执行OPRP和过敏原掌握程
零部件制造工艺过程卡1(15--30)
⑺ 焊接管箱接管内角焊缝。
⑻ 打钢印标记。
⑼ 拆开焊壳体,管箱接管外角焊缝。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
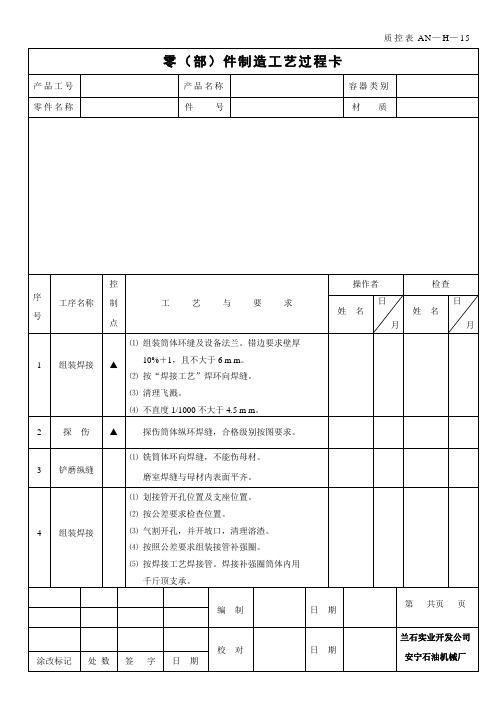
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—22
产品工号
产品名称
容器类别
零件名称
序
控
工序名称 制
号
点
件号 工艺与要求
材质
操作者 检
产品工号 零件名称
零(部)件制造工艺过程卡
质控 表 AN—H—15
产品名称 件号
容器类别 材质
控 序
工序名称 制 号
点
工艺与要求
⑴ 组装筒体环缝及设备法兰。错边要求壁厚
1 组装焊接 ▲
10%+1,且不大于 6 m m。
⑵ 按“焊接工艺”焊环向焊缝。
⑶ 清理飞溅。
⑷ 不直度 1/1000 不大于 4.5 m m。
1
▲ ⑶ 起吊钢丝绳要靠近折流板,Dg≥1200mm 时,要
管束
求起吊保护板。 ⑷ 当管束装进壳体 1/3 长度时,再用滑轮拉动,不能
强行组装。(活动管板处装导轮)。
⑴ 准备试压胎具。
管头
⑵ 检查试压用橡胶垫圈。 ⑶ 组装试压胎具。
2
⑷ 所有连接螺栓予紧。
试压
⑸ 试压按《压力容器试压守则》进行试压。 ⑹ 当压力升至试验压力,至少保持 30 分钟,检查
⑺ 补强圈用 5kg/Cm 2 风 压 捡 漏 。 ⑻ 装焊支座,清理内部污渣。
⑼ 检查壳体组装尺寸,待组装 。
⑽ 标记,钢印移植清楚。
⑾ 设备法兰密封面,不得有磕碰划伤。
机械制造工艺过程工序卡

准终
单件
描图
工步号
工步名称
工艺装备
主轴转速(r/min)
切削速度(m/min)
进给量(mm)
被吃刀量(mm)
工时(min)
描校
机动
单件
1
半精车Φ35+0.0160的外圆表面到所要求的尺寸
CA6140;CZ01-1;YT15切槽刀;YT15外圆车刀;千分尺;游标卡尺
450
50
0.5
0.19
0.396
车间
工序号
工序名称
材料牌号
热处理
2
正火
45
毛坯种类
毛坯外形尺寸
每毛坯课制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序时间
准终
单件
描图
工步号
工步名称
工艺装备
主轴转速(r/min)
切削速度(m/min)
进给量(mm)
被吃刀量(mm)
工时(min)
描校
机动
单件
1
正火
底图号
装订号
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
附表1-4机械加工工序卡
河南工业职业技术学院
机械工艺过程卡片
产品型号
零件图号
2011.05.10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4JYK09-S-004 分子筛吸附器见压力容器装配过程纪录卡1 4367.101J 封头见压力容器主要受压元件综合加工纪录卡 22 4367.114J 筒体见压力容器主要受压元件综合加工纪录卡 13 4367.103J 接管见压力容器主要受压元件综合加工纪录卡 44 4367.104 闷板Ⅰ见压力容器主要受压元件综合加工纪录卡 25 4367.105 闷板Ⅱ见压力容器主要受压元件综合加工纪录卡 26 4367.101A 连接板钢板Q235A δ=12 200×3147 19 割焊钻清理气割Z357 4367.102A 连接板钢板Q235B δ=12 200×3123 1 2 割焊钻清理气割Z358 4367.106 人孔(装填口) 部件(按图制作) 24367.106.1 筒节见压力容器主要受压元件综合加工纪录卡 24318.108.2 把手φ20 L=320 圆钢Q235A φ20 L=320 1 2 锯泠作G30 4318.108.3 轴销圆钢Q235A φ25 L=340 1 2 锯车钻G30 C615 Z35 4318.108.4 轴耳(盖)钢板Q235A δ=24 105×70 1 2 割钻清理气割Z35编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.108.5 轴耳(法兰)钢板Q235A δ=24 95×70 1 2 割钻清理气割Z35 4318.108.6 轴耳(盖)钢板Q235A δ=24 105×70 1 2 割钻清理气割Z35 4318.108.7 轴耳(法兰)钢板Q235A δ=24 95×70 1 2 割钻清理气割Z359 4367.107 接管φ219×10 L=212钢管10 φ219×10 L=212 1 2 锯G3010 4318.110 支脚Ⅰ部件(按图制作) 14318.110.1 板1135×457×20 钢板Q235A δ=20 1135×457 1 4 割气割4318.110.2 板钢板Q235A δ=20 按图放样式 1 4 割气割4318.110.3 板795×217×20 钢板Q235A δ=20 795×217 18 割气割4318.110.4 板374×217×20 钢板Q235A δ=20 374×217 18 割气割4318.110.5 板393×457×20 钢板Q235A δ=20 393×457 1 4 割编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割4318.110.6 底板965×560×25 钢板Q235A δ=25 965×560 1 3 割气割4318.110.7 垫板3812×762×10 钢板Q345R δ=10 3812×762 1 2 割圈圆气割圈板机11 4318.111 支脚Ⅱ部件(按图制作) 14318.111.1 底板965×560×25 钢板Q345R δ=25 965×560 1 1 割钻气割Z3514 4367.108 垫片φ32/φ21×2 石棉橡胶板XB350 δ=2 φ32/φ21 1 2 剪18 4367.109 支撑环板部件(按图制作) 24367.109.1 直板钢板Q235A δ=10 6850×100 1 4 割焊钻清理气割Z35 4318.112.2 弧板钢板Q235A δ=10 (按图放样下料) 1 4 割焊钻清理气割Z3519 4367.110 垫片15900×80×2.5 石棉橡胶板XB350 δ=2.5 15900×80 1 1 剪20 4318.114 无孔板钢板Q235B δ=5 (按图放样下料) 1 4 割焊钻清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割Z3521 4367.111 分布器组件部件(按图制作) 284367.111.1 孔板钢板0Cr18Ni9 δ=5 2408×554 1 28 剪折钻剪板机折边机Z35 4367.111.2 孔板钢板0Cr18Ni9 δ=0.6 2408×372 1 28 剪钻剪板机Z35 4367.111.2 不锈钢丝φ0.8L=1000不锈钢丝0Cr18Ni9 φ0.8 L=1000 1 28 剪22 4367.112 无孔板钢板Q235B δ=5 2408×554 1 8 剪折钻剪板机折边机Z35 23 4318.117 加强筋板钢板Q235B δ=14 200×180 1 8 割气割24 4367.113 支承板部件(按图制作) 14367.113.1 直板 6850×185×14 钢板Q235A δ=14 6850×185 1 2 割焊清理气割4318.118.2 弧板钢板Q235A δ=14 (按图放样下料) 1 2 割焊清理气割25 4318.119 “L”槽钢板0Cr18Ni9 δ=3 50宽条料多 2 剪折焊编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机折边机26 4318.120 槽帽钢板0Cr18Ni9 δ=3 154宽条料多 2 剪折焊剪板机折边机27 4318.121 螺柱钢棒2Cr18Ni9 φ20 L=52 1 300 锯车G30 C61530 4318.122 床层组件Ⅰ部件(按图制作) 24318.122.1 格栅(8×2.8)3130×1010丝网0Cr18Ni12Mo2Ti 8×2.8目3130×1010 1 2 割气割4318.122.2 垫板钢板0Cr18Ni9 δ=1.5 25宽条料多8 剪剪板机4318.122.3 丝网(0.8×0.5)3165×1105丝网0Cr18Ni12Mo2Ti 0.8×0.5目3165×1105 1 2 剪4318.122.4 丝网(0.8×0.5)80×1105丝网0Cr18Ni12Mo2Ti 0.8×0.5目80×1105 1 2 剪4318.122.5 压板钢板0Cr18Ni9 δ=3 58×3141 1 12 剪折焊剪板机折边机4318.122.6 吊钩钢棒1Cr18Ni9Ti φ8 L=85 1 240 锯车冷作G30 C615编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.122.7 支撑格栅部件(按图制作) 24318.122.7.1 格板钢板Q235A δ=10 62×501 1 4 剪钻剪板机Z35 4318.122.7.2 格板钢板Q235A δ=10 62×589 1 4 剪钻剪板机Z35 4318.122.7.3 格板钢板Q235A δ=10 62×676 1 4 剪钻剪板机Z35 4318.122.7.4 格板钢板Q235A δ=10 62×763 1 4 剪钻剪板机Z35 4318.122.7.5 格板钢板Q235A δ=10 62×851 1 4 剪钻剪板机Z35 4318.122.7.6 格板钢板Q235A δ=10 62×918 1 38 剪钻剪板机Z35 4318.122.7.7 杆φ16 L=2950 钢棒Q235A φ16 L=2950 1 30 锯G304318.122.7.8 杆φ16 L=2330 钢棒Q235A φ16 L=2330 1 2 锯G304318.122.7.9 杆φ16 L=1920 钢棒Q235A φ16 L=1920 1 2 锯编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4G304318.122.7.10 “J”型槽钢板0Cr18Ni9 δ=3 60宽条料多 2 剪折焊剪板机折边机4318.122.7.11 “J”型槽钢板0Cr18Ni9 δ=3 60宽条料多8 剪折剪板机折边机4318.122.12 格板钢板Q235A δ=10 62×102 1 72 剪剪板机4318.122.8 垫板钢板0Cr18Ni9 δ=1.5 25宽条料多14 剪剪板机4318.122.9 压板钢板0Cr18Ni9 δ=3 58宽条料多 2 剪折焊剪板机折边机31 4367.114 床层组件Ⅱ部件(按图制作) 64367.114.1 格栅(8×2.8)920×3130丝网0Cr18Ni12Mo2Ti 8×2.8目920×3130 1 6 割气割4367.114.2 垫板钢板0Cr18Ni9 δ=1.5 25×923 1 12 剪剪板机4367.114.3 丝网(0.8×0.5)955×3165丝网0Cr18Ni12Mo2Ti 0.8×0.5目955×3165 1 6 剪编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44367.114.4 丝网(0.8×0.5)980×8370丝网0Cr18Ni12Mo2Ti 0.8×0.5目80×8370 1 6 剪4367.114.5 支撑格栅部件(按图制作) 64367.114.5.1 “J”型槽钢板0Cr18Ni9 δ=3 145宽条料多12 剪折剪板机折边机4367.114.5.2 格板钢板Q235A δ=10 62×929 1 174 剪剪板机4367.114.6 压板钢板0Cr18Ni9 δ=3 58×940 1 12 剪折焊剪板机折边机32 4318.124 横梁部件(按图制作) 74318.124.1 工字钢I280×124×10.5 L=2910工字钢Q235A I280×124×10.5 L=2910 17 割气割4318.124.2 板钢板Q235A δ=10 80×100 1 28 剪钻剪板机Z35 4318.124.3 板104×100×10 钢板Q235A δ=10 104×100 1 28 剪剪板机33 4367.115 横粱支脚部件(按图制作) 14编制校核批准标记处数更改文件号签字日期标记处数更改文件号签字日期职务签字日期序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.125.1 板钢板Q235A δ=10 345×291 1 28 剪割钻剪板机气割Z35 4318.125.2 棒钢板Q235A δ=25 32×202 1 14 割清理气割4318.125.3 板300×240×14 钢板Q235A δ=14 300×240 1 14 割清理气割4318.125.4 板钢板Q235A δ=10 (按图下料) 1 28 割清理气割4318.125.5 底板钢板Q235A δ=14 (按需下料) 1 14 割清理气割36 4318.126 套筒钢管Q235B φ28.5×1.5 L=22 1 28 割清理气割37 4367.103A 固定板钢板Q235B δ=12 (按需下料) 1 2 割钻清理气割Z3538 4367.104A 固定板钢板Q235B δ=12 (按需下料) 1 2 割钻清理气割Z3539 4318.129 “T”型槽钢部件(按图制作) 144318.129.1 槽钢槽钢0Cr18Ni9 [70×29×4 L=390 1 14 割钻清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割Z354318.129.2 槽钢槽钢0Cr18Ni9 [70×29×4 L=160 1 14 割钻清理气割Z3540 4367.116 密封填料硅橡胶按需41 4367.117 板124×115×0.6 钢板0Cr18Ni9 δ=0.6 124×115 1 14 剪42 4318.132 板钢板Q235B δ=12 (按需下料) 1 28 割铣气割X43 4318.132 板钢板0Cr18Ni9 δ=2 124×75 1 14 剪49 4367.118 圆钢φ12 L=300 圆钢Q235B φ12 L=300 1 2 锯G3056 4367.105A 固定板钢板Q235B δ=12 (按需下料) 1 9 割钻清理气割Z3557 4367.106A 固定板钢板Q235B δ=12 (按需下料) 1 9 割钻清理气割Z3558 4367.119 “L”槽钢板0Cr18Ni9 δ=3 986×50 1 14 剪折编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机折边机59 4367.120 槽帽钢板0Cr18Ni9 δ=3 115×789 1 12 剪折剪板机折边机60 4318.139 槽帽钢板0Cr18Ni9 δ=3 115×2989 1 7 剪折剪板机折边机61 4367.107A 丝网丝网0Cr18Ni12Mo2Ti 0.8×0.25目3750×8824 1 1 剪62 4367.108A 连接板钢板Q235B δ=10 100×3467 1 2 剪钻剪板机Z3563 4367.109A 连接板钢板Q235B δ=10 100×3490 1 9 剪钻剪板机Z3564 4367.110A 固定板钢板Q235B δ=10 100×120 1 9 剪钻割清理剪板机Z35 气割65 4367.111A 固定板钢板Q235B δ=10 100×120 1 9 剪钻割清理剪板机Z35 气割66 4367.112A 固定板钢板Q235B δ=10 100×120 1 2 剪钻割清理剪板机Z35 气割67 4367.113A 固定板钢板Q235B δ=10 100×120 1 2 剪钻割清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机Z35 气割编制校核批准。