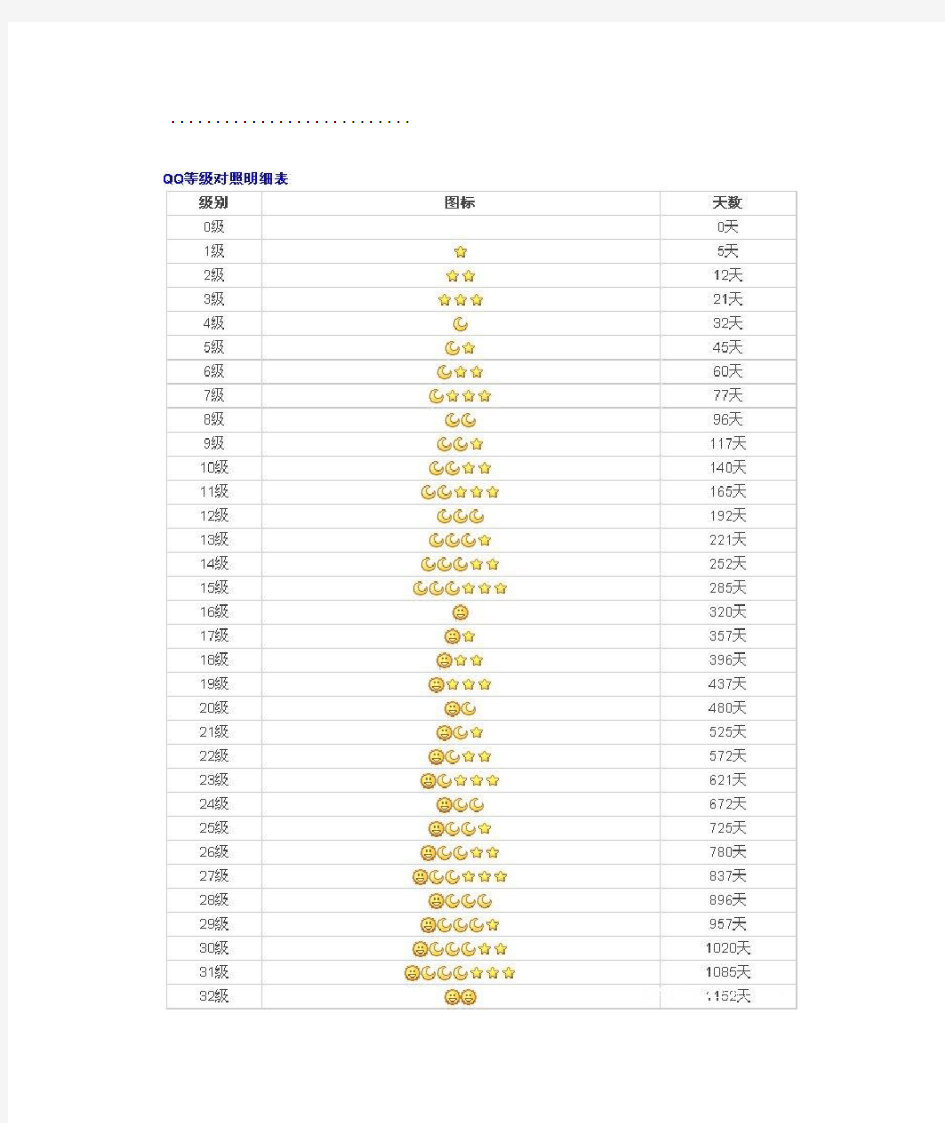
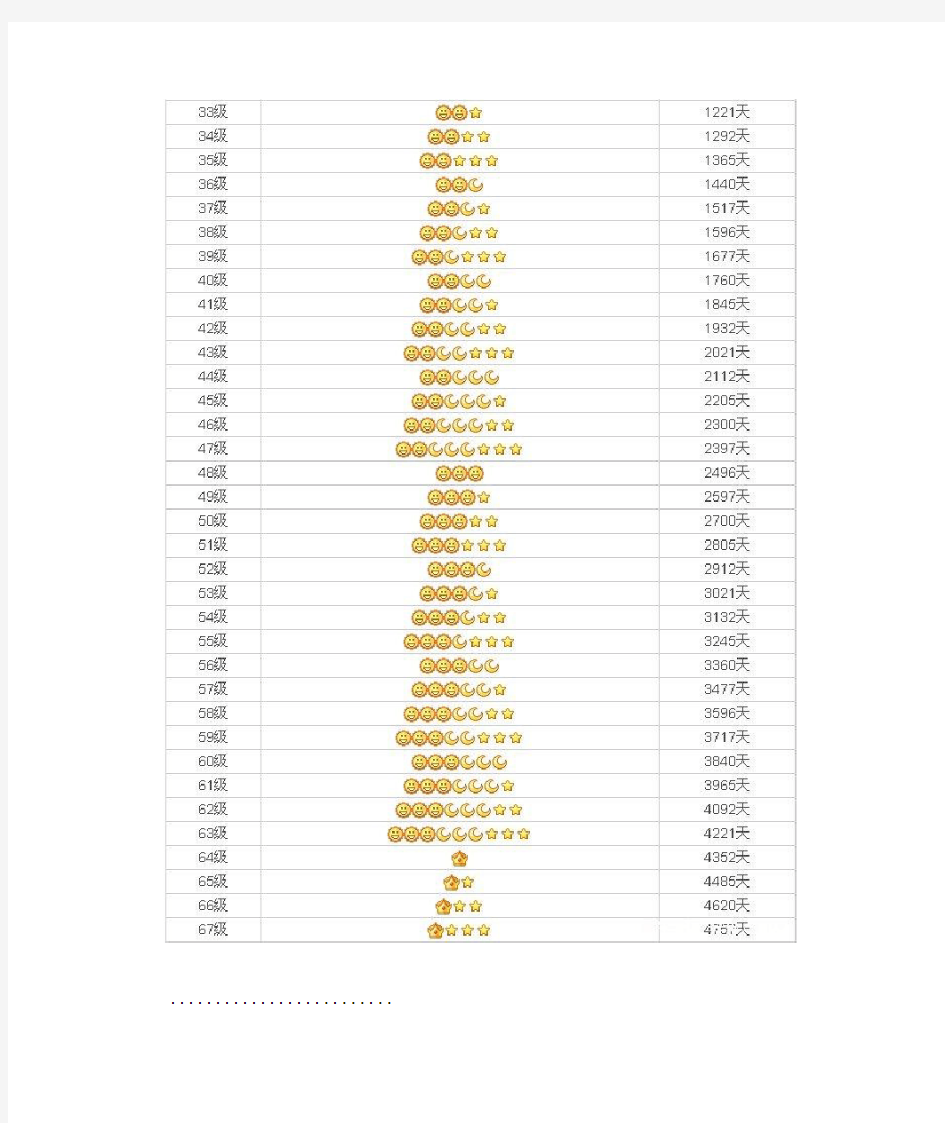
QQ等级对照明细表144级
...........................
.........................
,,,,,,,,,,,,,,,,,,,,,,,,,,,
......................
阀门压力等级对照表
阀门压力等级对照表
阀门型号编制方法主要参照JB 308-1975标准,同时吸收了有关标准对型号编制的规定。 这一编制方法适用于工业管道的闸阀、截止阀、节流阀、球阀、蝶阀、隔膜阀、旋塞阀、止回阀、安全阀、减压阀、疏水阀。 阀门的型号编制方法(JB 308-1975) (1)类型代号用汉语拼音字母表示(阀门类型代号)
注:低温(低于-40℃)、保温(带加热套)和带波纹管的阀门,在类型代号前分别加汉语拼音字母“D”、“B”和“W”。 (2)传动方式代号用阿拉伯数字表示(阀门传动方式代号) 注:1.手轮、手柄和扳手传动以及安全阀、减压阀、疏水阀省略本代号。 2.对于气动或液动,常开式用6K、7K表示;常闭式用6B、7B表示; 气动带手动用6S表示;防爆电动用“9B”表示。 (3)连接形式代号用阿拉伯数字表示(阀门连接形式代号) 注:焊接包括对焊和承插焊。(4-1)结构形式代号用阿拉伯数字表示(闸阀结构形式代号)(4-2)截止阀和节流阀结构形式代号 (4-3)球阀结构形式代号 (4-4)蝶阀结构形式代号 (4-5)隔膜阀结构形式代号
(4-6)旋塞阀结构形式代号 (4-7)止回阀和底阀阀结构形式代号 (4-8)减压阀结构形式代号 (4-9)疏水阀结构形式代号 (4-10)安全阀结构形式代号
注:杠杆式安全阀在类型代号前加“G”汉语拼音字母。 公称压力数值按JB 74-1994《管理附件公称压力试验压力和工作压力》的规定。 用于电站工业的阀门,当介质最高温度超过530℃时,按JB 74-1994第五条的规定标准工作压力。 1.阀门类型根据管路系统设计的需要或阀门的作用、功能和安装位置等选定阀类,并应核对阀门的设计制造标准。
螺栓强度等级对照表
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
螺纹公差等级对照表
螺纹精度等级6h的公差范围为-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。6h等级对应的螺纹中径为5.35。 公差等级是指决定尺寸精度的等级。按照国家标准,一共有20个级别。从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。 扩展数据: 公差等级的相关规定: 1在满足零件要求的前提下,尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。 2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。选择最佳加工精度是一个非常复杂的技术和经济问题。它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。 内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,
螺纹公差等级对照表
螺纹精度等级6h的公差范围是-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,它由螺纹公差带和螺钉长度组成。对应于6h级的螺纹的螺距直径为5.35。 公差等级是指确定尺寸精度的等级。根据国家标准,有20个等级。从IT01,it0,it1,it2到it18,数字越大,公差等级(加工精度)越低,尺寸的允许变化范围(公差值)越大,加工难度就越小。 扩展数据: 公差等级的有关规定: 1.在满足零件要求的前提下,应尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即应采用合理的加工技术,组装工艺和现有设备。 2.选择公差等级时,不仅应满足设计要求,而且还应考虑技术的可能性和经济性。选择最佳的加工精度是一个非常复杂的技术和经济问题。它不仅应考虑加工成本,而且还应考虑
由于加工精度的提高而导致的组装成本,以及精度对性能和经济指标(可靠性,寿命,燃料消耗等)的影响。 3.在机械制造中,规定公差等级是为了确保机器的精度和零件的互换性,并确保制造机器的经济性。也就是说,只要精度低就能保证机器的功能和精度,就不必过分要求零部件的精度,这会增加制造成本。 内螺纹公差等级外螺纹公差6H 7H 6G 小径公差中径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 -0.026,0.206 M12*1 12 11.35 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M14*1 14 13.35 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M12*1.25 12 11.188 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M14*1.25 14 13.188 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M16*1.5 16 15.026 14.376
压力等级Class和公称压力对照表
管道的焊接热处理,根据管道的壁厚、材料,以及介质要求进行热处理,在GB50236上有明确描述 一般壁厚超过25毫米的碳钢管道需要热处理,铬钼钢管道需要热处理,氢气管线需要热处理,碱液管线需要热处理。 含有H2S管道,15Crmo管道,壁厚大于25mm的管道需要焊接前预热,焊接后及时热处理 321厚壁管道需要稳定化热处理 一、弯管的热处理工艺 l、在下列条件下,必须按表4规定对冷弯或热弯的钢管进行热处理。 (1) 壁厚大于l9mm的碳素钢热弯管,弯管时漏度始终保持在900℃以上的情况除外。 (2) 公称直径大于或等于l00mm或壁厚大于或等于l3mm的中,低合金钢冷弯管。 2、对于公称直径大于或等于l00mm,或壁厚大于或等于l3mm的中、低合金钢热弯弯管,应按设计文件的要求进行完全退火、正火十回火,或回火处理,或按表5规定进行热处理。 3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热处理时,按设计文件规定进行,或按表5规定进行热处理。 4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行,采用热电锅测温,并选择硅酸铝针刺保温毯作为陶瓷加热热液时的保温材料,热处理按表4或5规范进行。 5、热处理后进行硬度测定,弯管部分硬度不应超过母材硬度规定值。 二、管道焊后热处理工艺 1、管道焊接后,根据刚材的淬硬性,焊件厚度和使用条件等综合考虑,按图纸要求或表3规定进行焊后热处理。 2、管道焊接接头的焊后热处理,一般应在焊接后及时进行,对于易产生焊接延迟裂纹的焊接接头,若焊后不能及时进行热处理,则在焊后冷却到300-350℃(或加热到该温度区间),保温4—6h缓冷,加热范围和焊后热处理相同。 3、焊后热处理采用履带或陶瓷加热器进行,温度检测根据不同要求,采用色笔和热电偶,保温材料采用硅酸铝针刺保温毯,保温宽度从焊缝中R 算起每侧不小于管子壁厚的5倍。
职称专业分类表
1.职称的含义 职称,也称专业技术资格,是对技术人员专业岗位职务的称呼。职称是对专业技术人员能力的承认,反映一个人的专业技术或学术水平的等级。 2.专业划分 一、农牧业:农艺师、畜牧师、兽医师 二、医药工程:医学、药品、医疗器械、制药机械、药用包装 三、水产工程:加工、监测、营销、管理、开发、生产 四、建筑工程:建筑师、规划师(城乡规划、建筑、建筑结构、给水排水、暖通空调、电气、概(预)算、环卫工程、堤坝护坡、施工安装、建筑装饰、岩土工程、工程测量、市政道路、桥梁、园林绿化)土木建筑、土建结构、土建监理、土木 工程、岩石工程、岩土、土岩方、风景园林、园艺、园林、园林建筑、园林工程、园林绿化、古建筑园林、工民建、工民建安装、建筑、建筑管理、建筑工程、建筑工程管理、建筑施工、建筑设计、建筑装饰、建筑监理、装修装饰、装饰、测量、工程测量、电力、电子、电子信息、电子系统、电气、电气工程、电气设备、电气自动化、工业自动化、制冷与空调维护、暖通、暖通空调安装、腐蚀与防护、热能动力、机电、机电工程、机电一体化、光电子技术、化工、化工机械、机械、机械制造、机械设计制造、机械机电、汽车维修、设备安装、水利、水利水电、水电、水暖、水电安装、水电工程、给排水、锅炉、窑炉、路桥、路桥施工、道路与桥梁、隧道工程、计算机技术、计算机及应用、市政、市政工程、市政道路工程、建筑预决算、概预算、结构、结构设计、通信、安全、造价、统计师等 五、计算工程:计量工程师、质量工程师 六、交通运输工程:道路与桥梁工程、港口与航道工程、交通工程 七、林业工程:土木加工、林产化工、园林绿化、林业区划、造林绿化、水土保持 八、轻工工程:食品发酵工业、造纸工业、日用化工工业、包装印刷业 九、冶金工程:热处理 十、石油化工工程:勘测(勘查)、深加工、化工
螺纹公差等级对照表
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级越低,尺寸允许的变动范围越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精
度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
最新中级职称专业分类对照表
初中化学知识点全面总结 (完整版) 第1单元走进化学世界 1、化学是研究物质的组成、结构、性质以及变化规律的基础科学。
2、我国劳动人民商代会制造青铜器,春秋战国时会炼铁、炼钢。 3、绿色化学-----环境友好化学 (化合反应符合绿色化学反应) ①四特点P6(原料、条件、零排放、产品)②核心:利用化学原理从源头消除污染 4、蜡烛燃烧实验(描述现象时不可出现产物名称) (1)火焰:焰心、内焰(最明亮)、外焰(温度最高) (2)比较各火焰层温度:用一火柴梗平放入火焰中。现象:两端先碳化;结论:外焰温度最高 (3)检验产物 H2O:用干冷烧杯罩火焰上方,烧杯内有水雾 CO2:取下烧杯,倒入澄清石灰水,振荡,变浑浊 (4)熄灭后:有白烟(为石蜡蒸气),点燃白烟,蜡烛复燃。说明石蜡蒸气燃烧。 5、吸入空气与呼出气体的比较 结论:与吸入空气相比,呼出气体中O2的量减少,CO2和H2O的量增多(吸入空气与呼出气体成分是相同的) 6、学习化学的重要途径——科学探究 一般步骤:提出问题→猜想与假设→设计实验→实验验证→记录与结论→反思与评价 化学学习的特点:关注物质的性质、变化、变化过程及其现象; 7、化学实验(化学是一门以实验为基础的科学) 一、常用仪器及使用方法 (一)用于加热的仪器--试管、烧杯、烧瓶、蒸发皿、锥形瓶 可以直接加热的仪器是--试管、蒸发皿、燃烧匙 只能间接加热的仪器是--烧杯、烧瓶、锥形瓶(垫石棉网—受热均匀) 可用于固体加热的仪器是--试管、蒸发皿 可用于液体加热的仪器是--试管、烧杯、蒸发皿、烧瓶、锥形瓶 不可加热的仪器——量筒、漏斗、集气瓶 (二)测容器--量筒 量取液体体积时,量筒必须放平稳。视线与刻度线及量筒内液体凹液面的最低点保持水平。 量筒不能用来加热,不能用作反应容器。量程为10毫升的量筒,一般只能读到0.1毫升。 (三)称量器--托盘天平(用于粗略的称量,一般能精确到0.1克。) 注意点:(1)先调整零点 (2)称量物和砝码的位置为“左物右码”。
螺纹公差等级对照表
各种公差带的丝锥所能加工的内螺纹公差带对照表: 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。 成量工具 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。由于影响螺纹精度的因素很多,表中所列仅供选择丝锥时做参考。应按加工条件根据生产经验或通过试验,在标准所列范围内选用最适当的公差带的丝锥。 美制螺纹: 美制螺纹,又名统一螺纹。1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。 起源: 美国国家螺纹的牙型(牙型角为60,削平高度为H/8)不同于
惠氏螺纹牙型(牙型角为55,削平高度为H/6)。在美国工业影响的地区和行业,美国国家螺纹得到广泛应用。第二次世界大战中,由于盟军所使用的螺纹标准不统一,后勤补给困难给盟军造成了严重的经济损失和人员伤亡。二战刚结束,美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准,于1948年颁布了统一螺纹标准。 由于当时美国的经济实力和军事实力在盟军内占主导地位,因此统一螺纹主要是依据美国国家螺纹标准而制定的,统一螺纹代号“UN”的前一个字母“U”来源于盟国间的“统一”;后一个字母“N”来源于美国国家螺纹的代号“N”。从此,统一螺纹开始挤占英国惠氏螺纹原有的使用市场。
部门人员专业技术职称等级评定管理办法doc
……………………………………………………………精品资料推荐………………………………………………… 部门人员专业技术职称等级评定管理办法 一、目的 为了开辟员工的多重职业发展通道,引导员工自我学习和自我提高,建立符合专业技术人才成长规律的管理机制;同时在XXX体系内形成动态的员工职业生涯发展机制,为建立分层分类的人力资源管理体系奠定基础,特制定本制度。 二、基本概念、考评时间及适用范围 2.1专业技术职称:根据个人所掌握的知识、经验和素质的程度,对任职者的专业技术水平所做的等级划分,公司将各专业技术职称划分为初级(助理级)、中级、高级、资深级四个级别(部分岗位不设置资深级)。 获得初级(助理级)资格,表明具备从事本专业技术管理工作的基本能力; 获得中级资格,表明具备独立承担本专业技术管理关键岗位工作的能力; 获得高级资格,表明具备独立承担并指导他人本专业技术管理关键岗位工作的能力; 获得资深资格,表明具备战略决策、技术发展规划、创新管理及知识管理等技术管理工作能力。 2.2专业技术职称评定于每年4月份组织一次,生效时间为评定月的次月(即5月)。2.3 适用于XXX大药房集团本部及各分(子)公司部门从事专业技术工作的人员。 (现推行采购、信息、选址三类专业技术职称等级评定,其他专业技术岗位逐步完善后纳入。) 三、管理职责 3.1各分(子)公司人力资源管理部门: 组织评定(包括资格审查;审定考试科目、考试范围、建立考试题库、组织试卷、实施考务;组织评委评审等)、激励兑现及档案管理 3.2 专业技术职称评委组: 拟定考试大纲和职称考试试题,行使评审职责。 3.3 集团本部人力资源本部 建立和完善评定规则;督导专业技术评定工作,并核实评定结果。 3.4 各分(子)公司经理室 对评定结果进行校正、审核;对初级(助理)、中级评定结果审批。
各种专业系列职称等级
阅读备注:各职称三位代码中,末位为1的代表正高级,2对应副高级,3对应中级,4对应助理级,5对应员级 中华人民共和国国家标准GB8561-1988 专业技术职务代码 代码职务系列名称系列等级名称 01 高等学校教师 011 教授 012 副教授 013 讲师 014 助教 02 中等专业学校教师 022 高级讲师 023 讲师 024 助理讲师 025 教员 03 技工学校教师(讲师)032 高级讲师 033 讲师 034 助理讲师 035 教员 04 技工学校教师(实习指导) 042 高级实习指导教师043 一级实习指导教师044 二级实习指导教师045 三级实习指导教师 05 中学教师 051 中学特级教师 052 中学高级教师 053 中学一级教师 054 中学二级教师 055 中学三级教师 06 科学研究人员 061 研究员 062 副研究员 063 助理研究员 064 研究实习员 07 实验人员 072 高级实验师 073 实验师 074 助理实验师 075 实验员 08 工程技术人员 081 教授级高级工程师 082 高级工程师 083 工程师 084 助理工程师 085 技术员 续表 代码职务系列名称 系列等级名称 09 农业技术人员(农艺) 092 高级农艺师 093 农艺师 094 助理农艺师 095 农业技术员 10 农业技术人员(兽医) 102 高级兽医师 103 兽医师 104 助理兽医师 105 兽医技术员 11 农业技术人员(畜牧) 112 高级畜牧师 113 畜牧师 114 助理畜牧师 115 畜牧技术员 12 经济专业人员 122 高级经济师 123 经济师 124 助理经济师 125 经济员 13 会计人员 132 高级会计师 133 会计师 134 助理会计师 135 会计员 14 统计人员 142 高级统计师 143 统计师 144 助理统计师 145 统计员 15 出版专业人员(编审) 151 编审 152 副编审 153 编辑 154 助理编辑 16 出版专业人员(编辑) 163 技术编辑 164 助理技术编辑 165 技术设计员 17 出版专业人员(校对) 173 一级校对 174 二级校对 175 三级校对 续表 代码职务系列名称系列等级 名称 18 翻译人员 181 译审 182 副译审 183 翻译 184 助理翻译 19 新闻专业人员(记者) 191 高级记者 192 主任记者 193 记者 194 助理记者 20 新闻专业人员(编辑) 201 高级编辑 202 主任编辑 203 编辑 204 助理编辑 21 图书、文博、档案、资料人员 211 研究馆员 212 副研究馆员 213 馆员 214 助理馆员 215 管理员 22 播音员 221 播音指导 222 主任播音员 223 一级播音员 224 二级播音员 225 三级播音员 23 卫生技术人员(医疗) 231 主任医师 232 副主任医师 233 主治医师 234 医师 235 医士 24 卫生技术人员(药剂) 241 主任药师 242 副主任药师
丝锥公差等级的选用方法
丝锥公差选用 丝锥公差等级的选用,取决于螺纹孔的公差等级。欧美系丝锥的螺纹公差,可参见标准DIN13。 常用的丝锥和内螺纹公差: 丝锥公差与内螺纹公差对照表:
以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/ 5G/6H公差的内螺纹的制造。 欧美系丝锥的常规公差为ISO2/6H。生产厂家有时会制造出6HX和6GX的丝锥,这些超出标准值的公差带位置,主要用于加工高强度或高腐蚀性材料如铸铁等的丝锥;由于这类工件材料一般不会造成尺寸超差问题,所以可以使用偏上一点的公差,这样可以延长刀具的寿命。 挤压丝锥通常做成6GHX或6GX的公差。 日系丝锥的主要制造商有YAMAWA公司和OSG公司。 P级丝锥公差是日本YAMAWA公司依TAS(日本工具工业会规格)的规定而制定,类似美国的GH级精度。 丝攻的螺距为0.7mm(公制粗牙M4)或以上时(或英制下,T.P.I.≤36),丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为20μm,亦即P1级的有效径精度公差为(0、20μm),以此类推,P2级为(20、40μm),P3
级为(40、60μm),P4级为(60、80μm)。 丝攻的螺距为0.6mm(公制粗牙M3)或以下时(或英制下,T.P.I.≤40),丝攻的有效径基准尺寸以10μm为基准点,每一级的精度公差为15μm,即P1级为(10、25μm),以此类推,P2级为(25、40μm),P3级为(40、5 5μm),P4级为(55、+70μm)。 G级精度是日本YAMAWA公司针对挤压丝锥制定的规定。 G级精度下,丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为12.7μm(0.0005″),即G1级为(0、13μm),G4级为(38,51μm),以此类推。 依据不同尺寸规格的内螺纹的Class2级精度,可选用的挤压丝锥的G级精度如下表:
阀门压力等级对照表
[推荐]阀门压力等级对照表 阀门, 等级, 压力,对照表 希望对各位海友能有所帮助。 磅级Class 150 300 400 600 900 1500 2500 公称压力MPa 0.6MPa 1.0MPa 1.6MPa 2.0MPa 2.5MPa 4.0MPa 5.0MPa 6.4MPa 10.0MPa 15.0MPa 25.0MPa 42.0MPa 公称压力PN PN6 PN10 PN16 PN20 PN25 PN40 PN50 PN64 PN100 PN150 PN250 PN420 0.05(0.5) 0.1(1.0) 0.25(2.5) 0.4(4.0) 0.6(6.0) 0.8(8.0) 1.0(10.0) 1.6(16.0) 2.0(20.0) 2.5(25.0) 4.0(40.0) 5.0(50.0) 6.3(63.3) 10.0(100.0) 15.0(150.0) 16.0(160.0) 20.0(200.0) 25.0(250.0) 28.0(280.0) 32.0(320.0) 42.0(420.0) 50.0(500.0) 63.0(630.0) 80.0(800.0) 100.0(1000.0) 125.0(1250.0) 160.0(1600.0) 200.0(2000.0) 250.0(2500.0) 335.0(3350.0) 公称通径Size 英寸 In. 1/8 1/4 3/8 1/2 3/4 1 11/4 11/2 2 21/2 3 31/2 4 毫米 DN 4 6 10 1 5 20 25 32 40 50 65 80 90 100 英 寸 In. 5 6 8 10 12 14 16 18 20 24 26 28 30 毫125 150 200 250 300 350 400 450 500 600 650 700 750
专业技术职称各系列资格等级一览表
专业技术职称各系列资格等级一览表 专 业 技 术 职 务 高 级 初 级 序 号 系 列 正 高 级 副 高 级 中 级 助 理 级 员 级 1 高等学校教师 教 授 副教授 讲 师 助 教 2 中等专业学校教师 高级讲师 讲 师 助理讲师 教 员 中学高级教师 中学一级教师中学二级教师 中学三级教师 小学中的中学高级教师 小学高级教师 小学一级教师 小学二级教师 小学三级教师 3 中小学(幼儿园) 教师 幼儿园高级教师幼儿园一级教师 幼儿园二级教师 幼儿园三级教师 高级讲师 讲 师 助理讲师 教 员 4 技工学校教师 高级实习指导教师 一级实习指导教师 二级实习指导教师 三级实习指导教师 5 自然科学研究人员 研究员 副研究员 助理研究员 研究实习员 6 社会科学研究人员 研究员 副研究员 助理研究员 研究实习员 7 实验人员 高级实验师 实验师 助理实验师 实验员 教授级 高级工程师 高级工程师 工程师 助理工程师 技术员 高级建筑师 建筑师 助理建筑师 技术员 8 工程技术人员 高级城市规划师 城市规划师 助理城市规划师 技术员 高级经济师 经济师 助理经济师 经济员 9 经济专业人员 高级农业经济师 农业经济师 助理农业经济师 农业经济员 主任医师 副主任医师主治医师 医 师 医 士 主任药师 副主任药师主管药师 药 师 药 士 主任护师 副主任护师主管护师 护 师 护 士 主任技师 副主任技师主管技师 技 师 技 士 10 卫生技术人员 主任法医师 副主任法医师 主检法医师 法医师 法医士 农业技术推广员 高级农艺师 农艺师 助理农艺师 农艺技术员 高级畜牧师 畜牧师 助理畜牧师 畜牧师技术员 高级兽医师 兽医师 助理兽医师 兽医技术员 11 农业技术人员 高级工程师(水产) 工程师(水产) 助理工程师(水产) 技术员 12 会计专业人员 高级会计师 会计师 助理会计师 会计员 13 审计专业人员 高级审计师 审计师 助理审计师 审计员 14 统计专业人员 高级统计师 统计师 助理统计师 统计员 15 体育专业人员 高级教练 一级教练 二级教练 三级教练 高级记者 主任记者 记 者 助理记者 16 新闻专业人员 高级编辑 主任编辑 编 辑 助理编辑 17 翻译专业人员 译 审 副译审 翻 译 助理翻译 18 播音专业人员 播音指导 主任播音员一级播音员 二级播音员 三级播音员 编 审 副编审 编 辑 助理编辑 技术编辑 助理技术编辑 技术设计员 19 出版专业人员 一级校对 二级校对 三级校对
阀门压力等级对照表
阀门压力等级对照表 阀门, 等级, 压力,对照表
阀门型号编制方法 阀门型号编制方法主要参照JB 308-1975标准,同时吸收了有关标准对型号编制的规定。 这一编制方法适用于工业管道的闸阀、截止阀、节流阀、球阀、蝶阀、隔膜阀、旋塞阀、止回阀、 安全阀、减压阀、疏水阀。 阀门的型号编制方法(JB 308-1975) (1)类型代号用汉语拼音字母表示(阀门类型代号)
注:低温(低于-40℃)、保温(带加热套)和带波纹管的阀门,在类型代号前分别加汉语拼音字母 “D”、“B”和“W”。 (2)传动方式代号用阿拉伯数字表示(阀门传动方式代号) 注:1.手轮、手柄和扳手传动以及安全阀、减压阀、疏水阀省略本代号。 2.对于气动或液动,常开式用6K、7K表示;常闭式用6B、7B表示; 气动带手动用6S表示;防爆电动 用“9B”表示。 (3)连接形式代号用阿拉伯数字表示(阀门连接形式代号) 注:焊接包括对焊和承插焊。 (4-1)结构形式代号用阿拉伯数字表示(闸阀结构形式代号)(4-2) 截止阀和节流阀结构形式代号
(4-3)球阀结构形式代号(4-4)蝶阀结构形式代号(4-5)隔膜阀结构形式代号 (4-6)旋塞阀结构形式代号(4-7)止回阀和底阀阀结构形式代号(4-8)减压阀结构形式代号 (4-9)疏水阀结构形式代号 (4-10)安全阀结构形式代号
注:杠杆式安全阀在类型代号前加“G”汉语拼音字母。 公称压力数值按JB 74-1994《管理附件公称压力试验压力和工作压力》的规定。用于电站工业的 阀门,当介质最高温 度超过530℃时,按JB 74-1994第五条的规定标准工作压力。 1.阀门类型 根据管路系统设计的需要或阀门的作用、功能和安装位置等选定阀类,并应核对阀
压力等级Class和公称压力对照表
一般壁厚超过25毫米的碳钢管道需要热处理,铬钼钢管道需要热处理,氢气管线需要热处理,碱液管线需要热处理。 含有H2S管道,15Crmo管道,壁厚大于25mm的管道需要焊接前预热,焊接后及时热处理321厚壁管道需要稳定化热处理 一、弯管的热处理工艺 1、在下列条件下,必须按表4规定对冷弯或热弯的钢管进行热处理。 ⑴壁厚大于19mm的碳素钢热弯管,弯管时漏度始终保持在900 C以上的情况除外。 (2)公称直径大于或等于100mm或壁厚大于或等于13mm的中,低合金钢冷弯管。 2、对于公称直径大于或等于100mm,或壁厚大于或等于13mm的中、低合金钢热弯弯管,应按设计文件的要求进行完全退火、正火十回火,或回火处理,或按表5规定进行热处理。 3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热处理时,按设计文件规定进行,或按表5规定进行热处理。 4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行,采用热电锅测温,并选择 硅酸铝针刺保温毯作为陶瓷加热热液时的保温材料,热处理按表4或5规范进行。 5、热处理后进行硬度测定,弯管部分硬度不应超过母材硬度规定值。 二、管道焊后热处理工艺 1、管道焊接后,根据刚材的淬硬性,焊件厚度和使用条件等综合考虑,按图纸要求或表3规定进行焊后热处理。 2、管道焊接接头的焊后热处理,一般应在焊接后及时进行,对于易产生焊接延迟裂纹的焊接 接头,若焊后不能及时进行热处理,则在焊后冷却到300-350 C (或加热到该温度区间),保温 4 —6h缓冷,加热范围和焊后热处理相同。 3、焊后热处理采用履带或陶瓷加热器进行,温度检测根据不同要求,采用色笔和热电偶,保温材料采用硅酸铝针刺保温毯,保温宽度从焊缝中R算起每侧不小于管子壁厚的5倍。 4、焊后热处理的加热范围;以焊缝中心为基准,每侧不应小于焊缝宽度的3倍,且不小于 60mm。 5、焊后热处理的加热速率、恒温时间及降温速率,应符合下列规定。 ⑴加热速率。升温至3O0 C后,加热速率不应超过220 x 8C/h (S为壁厚,mm),且不大于220 °C/h。 (2)恒温时间,碳素钢每毫米壁厚为2―;合金钢每毫米壁厚为3min,且不小于30min。 ⑶冷却(降温)速率降;恒温后,冷却速率不得超过275 x C/h且不大于275 C/h。300C 以下自然冷却。
各专业技术职称等级表
专业技术职称等级表 系列 高级 中级初级正高级副高级 高等学校 教师 教授副教授讲师助理讲师 中等专业 学校教师 高级讲师讲师助理讲师、教员 技工学校教师 高级讲师讲师助理讲师、教员 高级实习指导教师 一级实习 指导教师 二级实习指导教师、三级 实习指导教师 中学教师中学高级教师 中学一级 教师中学二级教师、中学三级 教师 小学(幼儿园)教师小学高级 教师 小学一级教师、小学二级 教师、小学三级教师幼儿园高 级教师 幼儿园一级教师、幼儿园 二级教师、幼儿园三级教 师 自然科学 研究人员研究员(Z) 副研究员 (Z) 助理研究 员(Z) 研究实习员(Z) 社会科学 研究人员研究员(S) 副研究员 (S) 助理研究 员(S) 研究实习员(S) 工程技术人员教授级高 级工程师 高级工程 师 工程师助理工程师、技术员 实验技术人员教授级高 级实验师 高级实验 师 实验师助理实验师、实验员
农业技术人员教授级高 级农艺师 高级农艺 师 农艺师 助理农艺师、农业技术员 教授级高 级兽医师 高级兽医 师 兽医师 助理兽医师、兽医技术员 教授级高 级畜牧师 高级畜牧 师 畜牧师 助理畜牧师、畜牧技术员 卫生技术人员主任医师副主任医 师 主治(主 管)医师 医师、医士主任药师副主任药 师 主管药师药师、药士主任护师副主任护 师 主管护师护师、护士主任技师副主任技 师 主管技师技师、技士 经济专业人员教授级高 级经济师 高级经济 师 经济师助理经济师、经济员 会计专业人员教授级高 级会计师 高级会计 师 会计师助理会计师、会计员 审计专业人员教授级高 级审计师 高级审计 师 审计师助理审计师、审计员 统计专业人员教授级高 级统计师 高级统计 师 统计师助理统计师、统计员
各行业职称级别一览表
各系列专业技术职称一览表专业技术职务序号系列高级中级正高级副教授讲师中学一级教师助理讲师中学二级教师助理级员级助教教员中学三级教师初级123高等学校教师中等专业学校教师中小学(幼儿园)教师教授高级讲师中学高级教师小学中的中学高级教师高级讲师小学高级教师小学一级教师小学二级教师小学三级教师幼儿园高级教师幼儿园一级教师幼儿园二级教师幼儿园三级教师讲师一级实习指导教师助理研究员实验师工程师建筑师城市规划师经济师农业经济师主治医师主管药师主管护师主管技师主检法医师农艺师畜牧师兽医师助理讲师二级实习指导教师教员三级实习指导教师45678技工学校教师自然科学研究人员社会科学研究人员实验人员高级实习指导教师研究员教授级高级工程师副研究员研究实习员助理实验师助理工程师助理建筑师助理城市规划师助理经济师助理农业经济师医师药师护师技师法医师助理农艺师助理畜牧师助理兽医师实验员技术员技术员经济员农业经济员医士药士护士技士法医士农艺技术员畜牧师技术员兽医技术员会计员审计员统计员三级教练助理记者助理编辑助理翻译二级播音员助理编辑助理技术编辑二级校对技术设计员三级校对三级播音员高级实验师高级工程师工程技术人员高级建筑师高级城市规划师9经济专业人员高级经济师高级农业经济师主任医师主任药师副主任医师副主任药师副主任护师副主任技师副主任法医师10卫生技术人员主任护师主任技师主任法医师农业技术推广员高级农艺师农业技术人员高级畜牧师高级兽医师高级工程师(水产)工程师(水产)助理工程师(水产)会计师审计师统计师一级教练记者编辑翻译一级播音员编辑技术编辑一级校对1助理会计师助理审计师助理统计师二级教练会计专业人员审计专业人员统计专业人员体育专业人员新闻专业人员翻译专业人员播音专业人员高级会计师高级审计师高级统计师高级教练高级记者高级编辑译审播音指导编审主任记者主任编辑副译审主任播音员副编审出版专业人员专业技术职务序号系列图书、资料,文博专业人员高级正高级副研究馆员二级编剧二级作曲二级导演二级演员二级演奏员二级指挥二级美术师中级馆员三级编剧三级作曲三级导演三级演员三级演奏员三级指挥三级美术师初级助理馆员四级编剧四级作曲副导演(电影)导演助理(电影)员级管理员20研究馆员一级编剧一级作曲一级导演一级演员一级演奏员一级指挥一级美术师四级演员四级演奏员四级指挥四级美术师(美术员[电影])四级舞美设计师美术设计员副美术设计师(四级)一级舞美设计师二级舞美设计师三级舞设计师一级美术设计师二级美术设计师三级美术设计师一级特技美术设计师二
压力容器管道阀门的公称通径及压力等级对照大全
压力容器、管道、阀门的 公称通径及压力等级 压力容器及管路的公称通径 一.工程直径基本概念: 公称直径(nominal diameter),又称平均外径(mean outside diameter)。指标准化以后的标准直径,以DN表示,单位mm。 1.压力容器的公称直径 用钢板卷焊制成的筒体,其公称直径指的是内径。若容器直径较小,筒体可直接采用无缝钢管制作。此时,公称直径指钢管外径。封头的公称直径与筒体一致。 2.管子的公称直径 一般来说,管子的直径可分为外径、内径、公称直径。 ◆水煤气输送钢管(镀锌或非镀锌)、铸铁管等管材,管径宜以公称直径DN表示; ◆无缝钢管、焊接钢管(直缝或螺旋缝)、铜管、不锈钢管等管材,管径宜以外径×壁厚表示; ◆钢筋混凝土(或混凝土)管、陶土管、耐酸陶瓷管、缸瓦管等管材,管径宜以内径d表示; ◆塑料管材,管径宜按产品标准的方法表示,按照行业习惯常用外径表示,如De63,我们简 略称呼的20、25、32等管道均是指De(管道外径),而不是指DN; ◆当设计均用公称直径DN表示管径时,应有公称直径DN与相应产品规格对照表。 ◆如果在设计图纸中采用外径表示,也应该作出管道规格对照表,标明某种管道的公称直径, 壁厚。 1)在设计图纸中一般采用公称直径来表示,公称直径是为了设计、制造和维修方便,人为地规定的 一种标准,也叫公称通径,是管子(或者管件)的规格名称。目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,为了使管子、管件连接尺寸统一,采用DN表示其公称直径(也称公称口径、公称通径)。 2)管子的公称直径和其内径、外径都不相等。例如:公称直径为100MM的无缝钢管有102*5、108*5 等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108-5-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称。 3)每一公称直径,对应一个外径,其内径数值随厚度不同而不同。管子又分为英制管和公制管的。