人机作业(操作)分析
人机工程学实例分析作业答案

人机工程学作业产品一:扭力扳手一个人体工学的手柄–手柄中间有一个扭转,所以在我们使用的时候,手臂就不用扭转了,而且抓握更加舒适,用力更加方便。
产品二:Peregrine游戏手套在电脑游戏盛行的今天,各种各样的游戏有着各种各样的玩法,而游戏玩家对于外设的要求越来越高。
对于外设,我们知道除了最基本的鼠标键盘外,还有手柄,摇杆等等游戏外设满足各种游戏的要求。
操作简单、快捷和准确是目前众多游戏玩家对外设的要求。
最近Peregrine推出了一款游戏手套,这款在手套上设计快捷键的Peregrine游戏控制器就很少见了,Peregrine游戏控制手套算作一款键盘设备,可以戴在左手上使用大拇指操作。
这款游戏手套在大拇指之外的四根手指和手掌心位置一共集成了18个接触点,用户使用大拇指上的激活垫接触其他手指上不同位置的感应点,完成不同定义的快捷键操作。
配套的驱动程序允许用户对热键进行定义,最多可定义30个按键指令。
手套的背面有连接器接口,连接器通过磁铁的引力可以吸附在手套上,有线设计可以保证游戏操作的灵敏度。
虽然Peregrine手套看起来很厚,但是它采用的面料具有很好的通风透气性能,玩家曾经连续测试使用超过8个小时不出手汗。
传感器电路使用军用标准,密封设计支持水洗。
产品三:多用途瑞士军刀瑞士军刀的人机工程学设计非常好,铁人系列的军刀都有波浪形的手柄和主刀固定器,“救援工具”的锁定装置分别位于刀柄内侧两端,当主刀和一字改锥完全打开之后就会自动锁定,解锁主刀时需要搬动主刀根部的钢片方可成功解锁,解锁一字改锥时需搬动一字改锥根部的钢片方可成功解锁。
产品四:带缺口的透明胶带本实用新型涉及一种使用方便,能快速找到胶带头且可撕断的缺口式透明胶带,缠绕在中心固定圈表面的透明胶带上边缘一侧有缺口。
优点:一是胶带头可快速被找到且易撕断,使用方便;二是结构简单,制造成本低廉。
人机联合作业分析表
8、对责任舆危险注意度 9、环境 10、噪音 11、温度 12、光照度 13、地面
1、不需要 2、对他人的安全及责任需普通程度的留意 3、对自身及他人的安全责任需特别注意 4、超级危险作业需特别注意自己及他人安全 1、环境清洁 2、有少许烟尘和异味的污染 3、烟、污物、异气、尘灰很多 4、上述污染非常严重 1、没有噪音 2、少许噪音 3、有噪音,但有间隙 4、持续不断强噪音 1、有空调温度正常 2、普通的温度变化 3、有温度变化很大 4、温度变化极大,对人不利 1、光照度在标准之间 2、正常一般照明水平 3、光线弱或过强,影响人的情绪 4、非常弱的光线并且明暗变化剧烈,严重影响情绪 1、地面光洁 2、普通状态地面 3、潮湿不干净 4、潮湿容易滑倒的地面
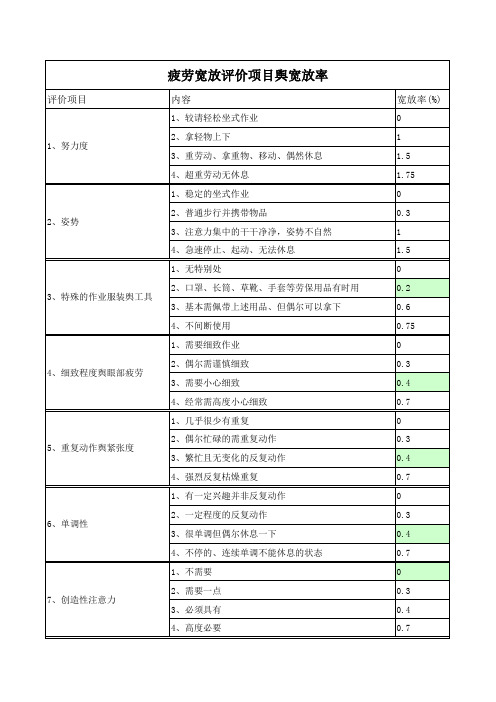
疲劳宽放评价项目舆宽放率
评价项目 1、努力度 2、姿势 3、特殊的作业服装舆工具 4、细致程度舆眼部疲劳 5、重复动作舆紧张度 6、单调性 7、创造性注意力
内容 1、较请轻松坐式作业 2、拿轻物上下 3、重劳动、拿重物、移动、偶然休息 4、超重劳动无休息 1、稳定的坐式作业 2、普通步行并携带物品 3、注意力集中的干干净净,姿势不自然 4、急速停止、起动、无法休息 1、无特别处 2、口罩、长筒、草靴、手套等劳保用品有时用 3、基本需佩带上述用品、但偶尔可以拿下 4、不间断使用 1、需要细致作业 2、偶尔需谨慎细致 3、需要小心细致 4、经常需高度小心细致 1、几乎很少有重复 2、偶尔忙碌的需重复动作 3、繁忙且无变化的反复动作 4、强烈反复枯燥重复 1、有一定兴趣并非反复动作 2、一定程度的反复动作 3、很单调但偶尔休息一下 4、不停的、连续单调不能休息的状态 1、不需要 2、需要一点 3、必须具有 4、高度必要
人机作业分析

Check 说明
人机作业分析
日期 部门 工序名称 产品型号 机型 作业员名 调查员名
序号
作业员
作业 单 作业时间 元
工作时间
空闲时间 周期时间 利用率
时间
2 4 6 8 10
人(s) 机(s) 人(s) 机(s)
人 机
作业时间
机器 作业单元
序号
序号
作业员
作业 单 作业时间 元
时间
作业时间
机器 作业单元
人机操作分析是在机器的工作过程中,调查、了解在操作周期内 机器操作与工人操作的相互关系,以便于充分利用机器与工人的 能量及平衡操作。其目的在于了解工人或机器的闲余能量,设法 利用以提高工效。根据工作性质的不同,闲余能量可以分为以下 两种:(1)机器的闲余能量。在机器加工的过程中,装、卸工件的工 作是为了保证机器加工得以实现的辅助操作,对工件本身的变化 不直接起作用。因此应尽量减少这部分工作所占的时间。此外就 是因机器工作能力的不平衡而发生的空闲,可从平整生产线来解 决。 (2)工人的闲余能量。主要考虑在机器自动加工时而产生的 人工空闲,应注意把两个不同作业交叉进行。
人机作业分析的主要过程:
(1)观察和记录操作者与机器设备在一个作业周 期(周程)内各自的操作步骤和操作内容。
(2)用作业测定法确定这些操作活动的时间,按 照操作者和机器设备操作活动的时间配合关系, 在作业分析图表中清晰地表示出来;
(3)运用工作简化和合并交叉的原则,研究改进 操作的各种可能性,提出切实可行的改进方案。
是应用于机械作业的一种最常用的分析技术通过对某一项作业的现场观察记录操作者和机器设备在同一时间内的工作情况并加以分析寻求合理的操作方法是人和机器的配合更加协调以充分发挥人和机器的效率的技术
作业分析-人机

5.1 5.2 5.3 5.4 作业分析概述 人—机作业分析 联合作业分析 双手作业分析(略)
第一节
作业分析概述
一、作业分析(操作分析)
作业分析:对某道工序中人、机、物的研究,目的是 工作轻松、布置合理、缩短工时。 与程序分析的区别:
分析对象 分析内容 分析基本单元 分析的目的 分析的范围 分析的时间
方 法: 改良方法 机器号码: B3 日 机器 时间 布轮右边 当柱螺栓通过布 轮右边的进料管 即被抛光 期: .
30
30
30
时间单位1=1/1000min 统 工人 空闲时间 工作时间 周 程 利用率 0 30 布轮左边 0 30 计 机 器 布轮右边 0 30
30 / 30 100%
30
30 / 30 100%
去毛刺并检查尺寸(1#)0.5 0.2 空闲 0.3 卸车床1# 空闲 0.3 周程 工作时间 空闲时间 2.6 0.2 2.8 统 人 车床1# 2.8 2 0.8 计 车床2# 2.8 2 0.8
比,工作周程(均为 2.8mi 0.5 车削 空闲 0.5 如果此时工人的空闲时间不足 0.5 n)并未改变,但第二次改 0.3 (<1.3min ), 进方法完成了两件,即单件 空闲 0.8 怎样改进?可以增加其他工作。 0.5 加工时间仅为 1.4min,总产 # 车削 此例说明: 去毛刺并检查尺寸(2 ) 0.5 量增加了50%。 2
改善无止境!
车削
1.5
利用率 2.6/2.8=95% 2/2.8=71% 2/2.8=71%
图5-6 车削时的人机作业图(第二次改进方法)
主要用途:
1.找出影响人机作业效率的因素。 2.确定操作者(单人)能同时操作的机器台数。 3.寻求操作者的安全性和舒适性。
人机作业分析

一﹑人机配合法概念
3.意義 以图表的方式,记录操作者与一部机 器或多部机器之操作关系,并以此记录来做进 一步的分析与改善。
4.应用范围 (1)一人操作一部机器或多部机器。 (2)数人操作1部机器或多部机器。 (3)数人操作一共同之工作。
5.分类 分人机操作分析及联合操作分析
一﹑人机配合法概念
6﹑工具介绍 人机作业分析工具:人机操作图﹐联合操作图 人机作业图的组成:表头,图表,统计 人机作业图的记录符号: –––表示工作 –––表示空闲
二﹑人机操作分析
在机器工作过程中﹐调查了解在一个操作 周期内机器操作和人员操作之间的相互关 系﹐以充分利用机器于工人的能量及平衡 操作时间。 人机操作分析是利用人机操作图。 人机操作分析图的构成:表头﹑图表﹑统 计。
范例﹕
作業名稱:車削零件 開始動作:裝夾零件
人
編號:
圖號:
結束動作:卸下零件
時間
人 9" 4"
5" 55.6%
機 9" 5"
4" 44.4%
二﹑人机操作分析-人机操作图
动作同步进行
改善后﹕ 人机利用率 分别为﹕ 100% 和80%
機種名稱﹕grampus 工站﹕熱熔站 測量日期﹕3/26
人
放面板于治具上
工段﹕裝配段 測量人﹕ 版本﹕B
時間(")
1"
檢查上一產品 1"
放上一產品
人机作业分析
一﹑人机配合法概念
1.手法名稱 人机配合法,简称为“人机法”。 通过对以人为主工序的详细研究﹐使操作者﹑ 操作对象﹑操作工具三者科学的组合﹑合理的 布置和安排﹐达到工序结构合理﹐减轻劳动强 度﹐减少作业的工时消耗﹐以提高产品的质量 和产量为目的而做的分析。
人机操作分析

移开铣成件
在面板上用模板量深度,成品放入箱内,取新铸件置机旁
锉锐边,用压缩空气清洁
用压缩空气清洁机器,装铸件,开动机器精铣
精铣第二面
空闲
人
机
时间(min)
空闲
项目
现行措施
改良措施
节省
工作时间(min)
人
1.2
1.2
--
机
0.8
0.8
--
空闲时间(min)
人
0.8
0.2
0.6
机
1.2
0.6
有时,经过分析改善后,机器旳周期时间依然较长,在每一操作周期内,人仍有较多旳空闲时间。此时,可改善旳措施有两种:1。增长其他工作2。利用空闲时间多操作一台机器
从料箱取材料
开动车床
空闲
3
3
35
空闲
空闲
人
机
时间
单独工作
共同工作
装上工件
自动切削
12
2
35
3
被卸下工件
项目
现行
改良
节省
工作时间sec
人
25
机
人机操作程序分析图
人机操作图
实例分析
项目
现行措施
改良措施
节省
工作时间(min)
人
1.2
机
0.8
空闲时间(min)
人
0.8
机
1.2
周程时间(min)
2.0
利用率
人
60%
机
40%
工作:铣平面 图号:B239/1产品:B239铸件机器:4号立铣速度:80r/min走刀量:380mm/min制作: 通力达日期: 2023/08/18
人机作业分析
人机作业分析特征:
(1)一般用于分析1人操作1台机器或1人操作多台 机器的情况。
(2)人机作业分析借助于人机作业图进行分析。
人机作业分析的主要用途
(1)发现影响人-机作业效率的原因。人-机作业时,若人 与机器的相互关系不协调,人-机分析图能一目了然, 发现产生无效时间的原因。
(2)判断操作者能够同时操作机器的台数,即确定1名操 作者可能操作几台机器,充分发挥闲余能力的作用。
人机作业分析检查与改善表:
项目
内容
1.是否有替代作业可达 到同样目的 2.作业
省略 减轻 合并
3.移动 省略 减轻 组合
1.明确作业目的; 2.其它替代手段;
1.明确有无不必要的东西; 2.变形顺序; 3.使用不同的设备; 4.改变配置(布置); 5.产品设计变更; 6.作业员培训;
1.去除某些作业; 2.改变保管场地; 3.改变配置; 4.改变设备; 5.改变作业程序; 6.设置皮带;
1.材料自动供料; 2.加工的自动化; 3.加工完成后自动卸料; 4.加工完成及产品不良或材料不良时 的自动处理; 5.改善操作者与机械的时间关系;
Check 说明
人机作业分析检查与改善表:
项目
内容
7.机械作业时间的缩短 8.提高械的运转率
1.改良工程; 2.送良提速及高速运转;
1.增加人均数; 2.新型号设备的使用; 3.机械自动运转时间内的作业准备;
序号
12 14 16 18 20
22 24 26 28
30 32 34 36 38 40 42
Check 说明
人机作业分析检查与改善表:
项目
内容
4.检查 省略 减轻 组合
5.等待可否省略
1.2人机作业图实例分析

依作业程序由上而下记录。如用
或
表示人或机器进行工
作,用
表示人或机器空闲,图形的长短由工作或空闲的时间而定,
并在旁边注明每一操作单元的内容
• 只绘出一个操作周程
3. 统计部分:统计内容包括操作周程,人、机在一周程内的工作时间和空 闲时间,以及人和机器时间的利用率
1.2人机作业图
作业名称:车削零件
开始动作:装夹零件
LM N1
L W
•N1:一个工人操作机器的最低数 •L:装卸工件时间 •M:机器加工时间 •W:工人由一台机器走到另一台机器所需时间 •L+W:为工人操作机器所需时间 •L+M:为一台机器的作业周期
1.2闲余能量分析
作业名称:车削零件
开始动作:装夹零件
人
装夹工件
0.5
编号:
图号: 日期:
结束动作:
车削
0.5
空闲
0.8
车削
1.5
空闲时间 0.2min 0.8min
利用率 92.86% 71.73%
1.2人机作业图实例分析
针对某具体工序的改进
人 装夹工件
空闲 86.4
卸下工件 10
统 计
人
周程 106.4s
机
106.4s
机 空闲 10
车削 86.4
空闲 10
工作时间 20s
空闲时间 86.4s
利用率 18.80﹪
86.4s
20s
81.20﹪
1.2人机作业图实例分析
为了提高人机的操作时间的利用率,我们设计了一人操作三台机床,作业 图如下:
人
装车床1#10s 卸车床2#10s 装车床2#10s
卸车床3#10s 装车床3#10s 空闲46.4s 卸车床1#10s