扭矩扳子检定装置不确定度评定_郑培松
扭矩扳子检定装置不确定度评定

2 数 学模 型
:
M —Q
() 1
显示仪表分辨力为 : =0 1 m, R . N・ 取半宽度 , 其概率分
布为均匀分布 , , k= 扭矩扳子检定 仪显示仪表分辨力引入
的不 确定度分量为 :
式 中,为扭矩扳子的示值误差, N ; 为扭矩扳子检定装置 6 单位 mM
的扭矩值 , 单位 N Q为扭矩扳子的扭矩值 , m; 单位 N ・ 。 m
MT 装 置 蒸 汽 凝 结 水 回收及 其控 制优 化 O
M =R / 2/ X 0 )X1 % =01 ( 0 )X & (  ̄ 0 0 3 2 0 ./ 2 3X 0 4 2
3 不确 定 度 的来源
引起校准偏差 的因素有人员 、 备 、 准方法 、 设 校 环境 等 , 结 合 本标准装置特点 , 不确定度来源 主要有 以下几项 : 1 )标 准装置重复性引入 的不确 定度 ; 2 )扭矩扳 子检定仪 ( 准扭 矩传感器及其 带稳压 电源 的 标 显示仪 表 ) 示值 误差引入 的不确定度分 量 ; 3 )扭矩 扳 子 检 定 仪 显示 仪 表 分辨 力 引入 的不 确 定 度 分量 ; 4)扭矩扳子 检定仪长期稳定性 引入的不确定度分量 ; 5 )扭矩扳 子检 定仪零点恢复引 入的不确定度分量 ; 6 )扭矩扳 子检定 仪 由于温度影 响引入的不确定度 。
扭矩扳子要求 的温 度范 围为 :0 一3 ℃ , 1℃ 0 实际能 达到
的温度范 围为 : 0 5 ℃ , 以, 扳子检定仪 由于温度影 ( ±) 所 2 扭矩
响引入的不确定度分量可 以忽略不计 。
呈 !
Q 璺 Q ! :
! 13 鱼 1
口人 才培 养口
扭矩扳子检定仪的不确定度分析与评定

扭矩扳子检定仪的不确定度分析与评定扭矩扳子检定仪是用于测量和校准扭矩扳子的一种仪器设备。
扭矩扳子是一种常用的手持式工具,用于拧紧螺栓和螺钉,广泛应用于机械制造、汽车维修、航空航天等领域。
为了保证扭矩扳子的准确性和稳定性,需要对扭矩扳子检定仪进行不确定度分析与评定,以确保其在使用中的可靠性和精确度。
1. 检定仪的基本原理和结构扭矩扳子检定仪是一种用于测量扭矩的专用仪器,通常由扭矩传感器、电子显示屏、控制电路和外壳等部分组成。
其工作原理是通过扭矩传感器感知被测扭矩,并将其转化为电信号,然后通过控制电路进行处理并显示在电子显示屏上。
2. 不确定度来源和影响因素扭矩扳子检定仪的不确定度来源主要包括以下几个方面:(1)传感器精度:扭矩传感器是扭矩检定仪的核心部件,其精度直接影响到检定仪的测量精度。
(2)环境条件:环境温度、湿度和压力等因素均会对检定仪的测量结果产生影响,需要进行相应的校正和修正。
(3)仪器本身的稳定性和线性度:检定仪在长期使用过程中,可能会出现漂移和非线性现象,这对其测量结果的准确性产生影响。
3. 不确定度计算方法不确定度的计算方法通常包括两种:传统方法和GUM方法。
传统方法是通过对每个影响因素的测量数据进行统计分析,然后结合不确定度传递规则计算得出最终的不确定度值。
而GUM方法则是根据国际上通用的《测量不确定度评定技术指南》(GUM)进行计算,采用不确定度传递公式,将所有影响因素的不确定度汇总计算得出总的不确定度。
1. 不确定度评定的意义和目的不确定度评定的目的是对检定仪的测量结果提供可靠性、准确性和可比性的评价。
通过评定,可以确定检定仪在一定测量范围内的测量误差范围,为用户提供参考依据和使用指导。
不确定度评定的方法通常包括以下几种:比较法、标准物质法、模拟方法等。
比较法是将被试验仪器与已知准确度的标准仪器进行对比,从而评定其不确定度范围;标准物质法是利用已知准确度的标准物质对被试验仪器进行检定和评定;模拟方法是通过模拟实际工作环境和工况,对被试验仪器进行评定。
扭矩扳子检定仪测量结果的不确定度评定方法

扭矩扳子检定仪测量结果的不确定度评定方法1、概述1.1测量依据:JJG 797-2013《扭矩扳子检定仪》1.2计量标准:主要计量标准设备为标准扭矩扳手3个,测量范围(0~3000)Nm。
1.3环境条件:温度(20±5)℃,相对湿度不大于80%。
1.4被测对象:选择型号为TT-FA3000,编号为JFM2020FA0903的全自动扭矩扳子检定仪进行测量。
1.5测量方法:将标准扭矩板子安装在扭矩扳子检定仪上,将受力点调整到平均力臂长度处,对扭矩扳子检定仪预加三次额定负荷,每次额定负荷的保持时间为30s~1min。
正式测量时,从额定负荷的20%开始测量,每个测量点进行三次测量,分别读取标准扭矩值及被检扭矩值,三次测量值的算术平均值减去标准扭矩值即可得扭矩扳子检定仪在该测量点的示值误差。
2、数学模型式中:—扭矩扳子检定仪的示值误差,单位Nm;—扭矩扳子检定仪三次示值平均值,单位Nm;—测量点标准扭矩板子的标准扭矩值,单位Nm;3、方差及灵敏系数式中、互为独立。
因而有:故4、测量不确定度来源由数学模型可知,不确定度来源有:测量重复性引入的不确定度分量;扭矩扳子检定仪分辨力引入的不确定度分量;扭矩扳子检定仪回零差引入的不确定度分量;扭矩扳子检定仪示值误差引入的不确定度分量;标准扭矩扳子示值误差引入的不确定分量;标准扭矩扳子的回零误差引入的不确定度分量;标准扭矩扳子的分辨力引入的不确定分量。
5、各输入量标准不确定度分量的评定5.1 测量重复性引入的不确定度分量选取100Nm点进行不确定度的评定,测量数据及结果见表1所示:采用不确定度A类评定,利用公式计算实验标准差,实际测量时重复测量次数为3次,由公式计算标准不确定度。
表1平均5.2扭矩扳子检定仪读数分辨力引入的不确定度分量扭矩扳子检定仪100 Nm的分辨力为0.01Nm,区间半宽为0.005Nm,假设其服从均匀分布,则:=5.3扭矩扳子检定仪回零误差引入的不确定度分量由扭矩扳子检定仪检定证书可知,选择测量范围为(0~200)Nm的扭矩传感器时,区间半宽为,假设其服从均匀分布,则有:=5.4扭矩扳子检定仪示值误差引入的不确定度分量当扭矩扳子检定仪选择测量范围为(0~200)Nm的扭矩传感器时,在100Nm 测量点,由规程可知,0.3级的扭矩仪示值相对误差最大为±0.3%,则区间半宽为,假设其服从均匀分布,则:=5.4标准扭矩扳子的示值误差引入的不确定度分量由检定规程,0.1级标准扭矩板子示值相对误差最大为±0.1%,则在100Nm 测量点的区间半宽为,假设其服从均匀分布,则:=5.5 标准扭矩扳子的回零误差引入的不确定度分量由检定规程,0.1级标准扭矩板子回零误差为±0.01%FS,则选用(0~200)Nm的标准扭矩扳子时的区间半宽为,假设其服从均匀分布,则:=5.6 标准扭矩扳子的分辨力误差引入的不确定度分量标准扭矩板子在100Nm处的分辨力为0.01Nm,则区间半宽为0.005Nm,假设其服从均匀分布,则:=6、合成标准不确定度6.1主要标准不确定度汇总表表2 标准不确定度汇总表单位:Nm重复性引入的标准不确定度扭矩仪读数分辨力引入的标准不确定度分量扭矩仪回零差引入的标准不确定度分量扭矩仪示值误差引入的标准不确定度分量标准扭矩板子示值误差引入的标准不确定度分量标准扭矩板子回零差引入的标准不确定度分量标准扭矩板子读数分辨力引入的标准不确定度分量6.2 合成标准不确定度计算以上各项标准不确定度分量是互不相关的,所以合成标准不确定度为:7、扩展不确定度计算取k=2,依据公式,可得。
扭矩扳子检定仪测量不确定度评估
1 实 例 分 析
1 . 1 测 量 方 法
根据检定规 程 J J G 7 9 7 — 2 0 1 3《 矩 扳 子 榆 定
仪 》 的规定 I I I ,0 . 3级扭 矩 仪 的 检定 条件 为 :
潞
( 2 0 + 5 )o C, 卡 ¨ 埘湿 度 ≤8 0 % ,在 检 定过 程 r 1 的 窜
t h e n. …P me a s u r e n l e n |u n c e r t a i n t y o f t h e t ( ) r ( 1 u e W I ’ e r r 、 I 1 c a l i b r a t o r i s e v a l u a t e ( I a c c o r d i r l g I o J J F
r e s e a l , ( ・ h i s c a r r i e ( 1 o u t c o ot r ) i t i r n g w i t h J J G 7 9 7— 2 0 l 3 “C a l i b r a t i o n I l l s t r u n l e n [ ) r T o r q u e
温变 化 ≤2 :检定 时 .周 应无 影 响 检定 结 的
0 引 言
水 艾参照 J J G 7 9 7 — 2 0 1 3《 扭 矩扳 子 检定 仪》 的卡 } { 关 章节 .按 照 扭 矩 板 子检 定 仪 的 结 构 及 其 原
理 ,科 学 、有效地 对其 尔值误 差 的测 量不 确定度 进 仃 J 定 .许根据 实 际的 丁作经 验 .通过 实例 对其 彳 丁 效性 进行 J ’ 验 证
摘 要 :茸先.利J } j 卡 T 杆和砝码对扭矩扳子检定仪进行了校准;然后,根据J J r 1 0 5 9 。 l 一 2 0 1 2《 测 不确定度
扭矩扳子校准结果的不确定度评定方法
确 定度 分量 U , 算方 法见公 式 ( ) 计 3。
2= U / 2 k () 3
式 中 : 为扭矩 扳子 校准装 置相应 测量 点 的示 值不 确
校准点的扭矩示值的平均值作为该测量点的校准结果 , 各测量值及校准结果均以 “ m N ”为单位。 2 2 实 验室环 境控 制 .
保证 扭矩 扳子 校准 结果 的有效 和可靠 的必 要手 段 。
当 n 6时 ,用贝塞尔法进行计算 ,有 > I
亘
n n—1 ( )
式中:( S )为平 均值 的实验 标 准偏 差 ; i 各次 测 量 x为
2 校 准 结 果 的测 量 不 确 定 度 评 定
一
值 ; 为测量 平均值 ; n为测量 次数 。 当 n< 6时 ,按极 差法 进行计算 ,见公式 ( ) 2。
一
回零误差 ;⑤扭矩扳 子的复现性 ( 安装和受力状态 等 ) 影 响引入 的不确 定度 ;⑥其 它影 响 因素 。
2 5 各 分量 的标 准不 确定 度 的评 定 .
2 5 1 由重复 测量 引入 的标准 不确 定度 M . . .
台扭矩扳 子检 定装置 上进 行检 定时 ,其示 值检 定结
以 ,仅仅将 扭 矩 仪送 到上 级 计 量 机 构 去 检 定 是 不 够 的 ,有必 要开 展能力 验证 等 比对 工作来 对 各实验 室 的 设备 、人 员等 因素进 行全 面 的控 制 ,这样 才能保 证量 传 的可靠 和数 据 的准确 。在进行 扭矩 扳子 校准 时 ,对 其校 准结 果测 量不确 定度 进行全 面 和合理 的评价 也是
实 验室 应具 有稳 定 的环 境 条件 ,按 照 JG7 7— J 0
定度 ; J 为扭矩扳子校准装置示值不确定度评价时采 i c
扭矩扳子检定仪的不确定度分析与评定

扭矩扳子检定仪的不确定度分析与评定扭矩扳子是常用的测量工具,用于检测和调整螺栓、螺母、法兰等的紧固力,其准确度和可靠性直接影响了紧固件的使用安全性和性能稳定性。
因此,在生产和使用过程中,需要对扭矩扳子进行检定和校准,确保其准确度和可靠性符合标准要求。
在检定中,不确定度是一个重要参数,需要进行详细的分析和评定。
一、不确定度定义和表达式不确定度是指测量结果与被测量真值之间存在的不确定性范围。
其表达式为:u(T)=k×(δ1^2+δ2^2+…+δn^2)^0.5其中,u(T)为扭矩扳子的测量不确定度;k为置信概率的覆盖因子;δ1、δ2、…、δn为所有不确定度源的标准偏差;n为不确定度源的总数。
二、导致扭矩扳子不确定度的因素1. 分辨力和重复能力:分辨力是指扭矩扳子可读取的最小刻度值,重复能力是指多次对同一物体进行测试时,扭矩扳子所得结果的偏差。
这两个因素都会影响扭矩扳子的测量准确度和可靠性。
2. 环境因素:扭矩扳子的测量精度会受到周围环境因素的影响,如温度、湿度等。
3. 操作人员技能:检定扭矩扳子需要专业技能和规范操作,操作人员技能会直接影响测量结果的准确度和可靠性。
4. 标准器不确定度:检定扭矩扳子需要使用标准器,标准器本身存在不确定度,会对扭矩扳子的测量结果产生影响。
1. 标准器选择:选择具有高准确度和稳定性的标准器,将其不确定度控制在一定的范围内。
2. 环境控制:在检定过程中,对环境因素进行精确控制,以减小环境误差对测量结果的影响。
4. 数据处理:使用合适的统计方法对测量数据进行处理,以减小不确定度。
5. 重复测量:在确定扭矩扳子的不确定度时,需要进行多次重复测量,并计算出其平均值和标准偏差,以提高测量结果的准确度和可靠性。
综上所述,扭矩扳子的不确定度评定需要考虑多种因素,包括操作人员技能、环境条件、标准器选择和数据处理等。
通过合理的措施和方法,可以有效地提高扭矩扳子的测量准确度和可靠性,确保其符合标准要求,保障紧固件的使用安全性和性能稳定性。
扭矩扳子检定仪的不确定度分析与评定
扭矩扳子检定仪的不确定度分析与评定引言在工业生产中,精确的扭矩控制对于确保产品质量和生产安全至关重要。
而扭矩扳子是用来调整和检测螺栓紧固的工具,因此其准确性和可靠性对整个生产过程起着重要作用。
为了保证扭矩扳子的准确性,需要对其进行定期的检定和校准。
而不确定度分析与评定则是评价扭矩扳子检定仪准确性的重要方法之一。
一、不确定度的概念不确定度是指测量结果与被测量真实值之间的差异范围。
在测试和检定中,不确定度是用来评估测量结果的合理性和可靠性的重要指标。
不确定度的大小代表了测量结果的可靠性,较小的不确定度意味着测量结果更加可靠。
不确定度分析与评定对于确保扭矩扳子检定仪的准确性和可靠性具有重要意义。
二、不确定度的来源扭矩扳子检定仪的不确定度来源主要包括以下几个方面:1. 仪器本身的不确定度:扭矩扳子检定仪的设计和制造精度、重复性和稳定性等都直接影响其测量结果的准确性。
2. 校准仪器的不确定度:用于对扭矩扳子检定仪进行校准的标准设备的不确定度也会对检定结果产生影响。
3. 操作员技能和经验:操作员的操作技能和经验程度对检定结果的准确性起着重要作用。
4. 环境条件:环境温度、湿度等因素同样会对检定结果产生影响。
三、不确定度的评定方法针对上述不确定度来源,不确定度的评定方法主要包括以下几种:1. 标准不确定度评定法:根据标准不确定度的评定方法,通过实验或者数学模型的分析来评估扭矩扳子检定仪的标准不确定度。
2. 综合不确定度评定法:将仪器本身的不确定度、校准仪器的不确定度、操作员技能和经验、环境条件等因素进行综合考虑,通过实验或者模拟得出扭矩扳子检定仪的综合不确定度。
3. 不确定度传递法:根据扭矩扳子检定仪的工作原理和测量过程,通过不确定度传递法评估检定仪的不确定度。
四、不确定度的分析在进行不确定度评定之后,需要对不确定度进行分析,以确定测量结果的可靠性和合理性。
不确定度分析的主要内容包括:1. 计算扩展不确定度:通过对标准不确定度或综合不确定度进行计算和分析,得出扩展不确定度,即最终的测量结果的不确定度。
扭矩扳子检定仪的不确定度分析与评定
扭矩扳子检定仪的不确定度分析与评定扭矩扳子是一种用于测量和施加扭矩的工具,广泛应用于汽车、机械设备维修和制造行业。
扭矩扳子检定仪是用于检定和校准扭矩扳子精度的仪器。
不确定度分析与评定是一项重要的质量管理工作,可以帮助我们评估检定结果的可靠性和准确性。
本文将对扭矩扳子检定仪的不确定度分析与评定进行详细介绍。
一、扭矩扳子检定仪的不确定度来源扭矩扳子检定仪的不确定度来源主要包括以下几个方面:1. 仪器本身的不确定度:包括仪器的精度、分辨率和重复性等。
检定仪器的示值是否准确、重复测量结果是否一致等。
2. 检定环境对测量的影响:包括温度、湿度、大气压等环境因素对测量结果的影响。
这些环境因素可能会导致测量结果的偏差,需要进行补偿或校正。
3. 检定人员技术水平和经验:检定人员的技术水平和经验对检定结果的准确性有很大影响。
技术水平高的检定人员可以减小测量误差,提高测量精度。
4. 校准装置的不确定度:校准装置也会引入一定的测量误差,需要进行考虑和补偿。
二、扭矩扳子检定仪不确定度评定方法1. 不确定度分析方法不确定度分析是评定扭矩扳子检定仪不确定度的重要方法。
通过对各种不确定度来源进行分析和计算,得出最终的不确定度值。
通常采用的分析方法包括:标准不确定度法、最大误差法、合成不确定度法等。
这些方法可以较为准确地评定出扭矩扳子检定仪的总不确定度。
2. 不确定度评定标准国际上通常采用ISO标准或国家法定计量单位的相关标准来进行扭矩扳子检定仪不确定度的评定。
这些标准包括ISO/IEC 17025 认可的实验室检定标准、ISO 6789-2 校准标准等。
这些标准提供了检定仪器不确定度的评定方法和要求,可以为扭矩扳子检定仪的不确定度评定提供重要的参考依据。
三、不确定度评定实例现以一款扭矩扳子检定仪为例,进行不确定度分析与评定。
假设该扭矩扳子检定仪的精度为±1%,标定范围为0-200Nm,校准装置的不确定度为±0.5%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
扭矩扳子检定仪的相对扩展不确定度 U
U = 2 × uc = 0. 26% ( k = 2,,q = 95% )
( 8)
7 测量不确定度报告
以上评定根据 JJF1059 - 1999《测量不确定度评定与表
示》进行的。依据 JJG707 - 2003《扭矩扳子》检定规程要求进
行操作,扭矩扳子检定装置不确定度为:
uB4 = Zr / ( 槡3 × 200) = 0
( 6)
e. 扭矩扳子检定仪由于温度影响引入的不确定度
扭矩扳子要求的温度范围为: 10℃ ~ 30℃ ,实际能达到
的温度范围为: ( 20 ± 5) ℃ ,所以,扭矩扳子检定仪由于温度影
响引入的不确定度分量可以忽略不计。
EIC Vol. 18 2011 No. 6 113
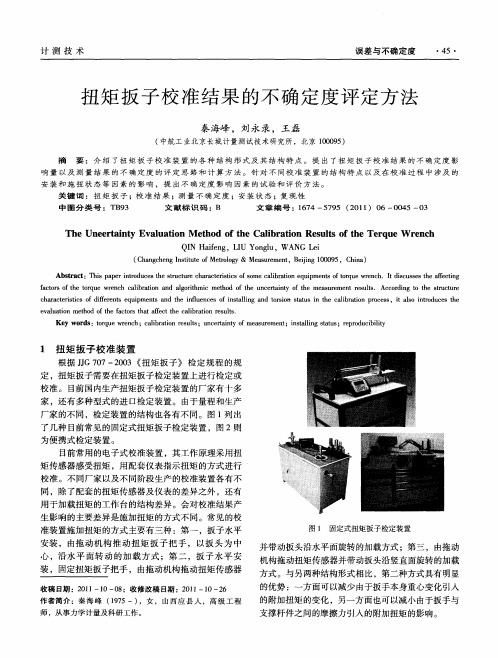
扭矩扳子检定装置主要由扭矩扳子检定仪( 包括: 标准扭 矩传感器、稳压电源、显示仪表) 、底座和横纵向推进螺杆等 组成。
其工作原理是把扭矩扳子装在扭矩传感器上,利用纵向 推进手轮使扳子产生旋转。由于扭矩传感器是固定在基座上 的,所以在扭矩扳子转动作用力的作用下产生扭矩信号输出, 显示仪表对输出信号进行采集处理,即时显示出当前扭矩传 感器所受到的扭矩值。其中显示仪表显示的扭矩为标准扭矩 值,这一扭矩与扭矩扳子显示的扭矩进行对比,可以得到其显 示差值,经过计算后就确定了被检扭矩扳子的准确度等级。
5 合成标准不确定度
经分析,上述列出的扭矩扳子检定仪 B 类主要不确定度 分量互不相关,合成标准不确定度为各测量标准不确定度分
量 δi 的方法和根值( k = 槡3) : 扭矩扳子检定仪合成标准不确定度 uc
槡∑ ∑ uc =
( uAi ) 2 + ( uBi ) 2 = 0. 13%
( 7)
6 相对扩展不确定度的评定
± 0. 3% ,取半宽度,其概率分布为正态分布且有较高的置信
概率 P = 99. 73% k = 2. 58,所以扭矩扳子检定仪引入的不确
定度分量:
uB1 = 0. 003 / k1 = 0. 11%
Hale Waihona Puke ( 3)b. 扭矩扳 子 检 定 仪 显 示 仪 表 分 辨 力 引 入 的 不 确 定 度
分量
显示仪表分辨力为: Res = 0. 1 N·m,取半宽度,其概率分
2 数学模型
δ = M -Q
( 1)
式中,δ 为扭矩扳子的示值误差,单位 Nm; M 为扭矩扳子检定装置
的扭矩值,单位 Nm; Q 为扭矩扳子的扭矩值,单位 N·m。
3 不确定度的来源
引起校准偏差的因素有人员、设备、校准方法、环境等,结 合本标准装置特点,不确定度来源主要有以下几项:
1) 标准装置重复性引入的不确定度; 2) 扭矩扳子检定仪( 标准扭矩传感器及其带稳压电源的 显示仪表) 示值误差引入的不确定度分量; 3) 扭矩扳子检定仪显示仪表分辨力引入的不确定度 分量; 4) 扭矩扳子检定仪长期稳定性引入的不确定度分量; 5) 扭矩扳子检定仪零点恢复引入的不确定度分量; 6) 扭矩扳子检定仪由于温度影响引入的不确定度。
凝结水密闭式回收系统的工艺设计及仪表控制方案。包括回收系统组成、防汽蚀装置 / 喷射泵新技术采用,凝结水收集容器
液位控制方案等。提出了液位控制设备的选择原则,以及闪蒸罐操作压力 / 容积计算。
关键词: 蒸汽凝结水; 闭式回收; 液位控制
中图分类号: TK284. 1
文献标志码: B
0 引言
中石化中原石化有限责任公司新建 60 万吨 /年甲醇制 烯 烃 装 置 ( 简 称 MTO 装 置) 工 艺 蒸 汽 加 热 产 生 高 压 ( 3. 0MPaG) 、中压( 1. 0MPaG) 及 低 压 ( 0. 2MPaG) 蒸 汽 凝 结 水, 流量分别为 8t / h、55t / h 和 15t / h,高压和低压凝结水为饱和 状态,中压凝结水经过分布余热利用为过冷状 态 ( 125℃ ) 。 高压凝结水进入高压凝结水闪蒸罐回收 0. 375MPaG 蒸汽后 进入低压凝结水闪 蒸 罐 ,中 压 、低 压 凝 结 水 直 接 进 入 低 压 闪 蒸罐 。乏汽的收集 、凝 结 水 的 输 送 、热 量 的 回 收 等 在 设 计 中 需要 考 虑[1]。本 文 针 对 回 收 方 式、液 位 控 制 进 行 分 析 和 探讨。
4 不确定度评定
由于本标准装置含有多个不同量程的传感器,每个传感 器的评定过程基本相同,现仅以量程为( 33 - 339) N·m 传感 器为例进行详述。
欢迎订阅 欢迎撰稿 欢迎发布产品广告信息
本装置不确定度评定如下: 1) 扭矩扳子检定装置测量重复性引入的 A 类不确定度 分量:
n
∑( xi - x) 2
1 凝结水收集和热能利用方案
从蒸汽及凝结水性质上分析,只要系统内凝结水压力始 终保持高于大气压力,使凝结水水温低于该压力下的沸点,无 蒸汽闪蒸逸出,凝结水的热能得到充分利用。如图 1 所示,设
图 1 凝结水回收系统原理图
1. 1 开式回收系统工艺方案 该 方案是从工艺产生蒸汽凝结水压力为P1 ,送入常压
仪器仪表用户 doi: 10. 3969 / j. issn. 1671-1041. 2011. 06. 044
□人才培养□
扭矩扳子检定装置不确定度评定
郑培松,钱 斌,黄智渊,周 羽
( 海军航空仪器计量站,上海 200436)
摘要: 本文介绍了扭矩扳子检定装置的组成及原理,详细分析了扭矩扳子检定装置不确定度评定,对其他计量测试项目的不
为均与分布,k = 槡3,扭矩扳子检定仪长期稳定性引入的不确 定度分量为:
uB3 = Sb / ( 2 槡3) = 0. 019% / ( 2 槡3) = 0. 005% ( 5) d. 扭矩扳子检定仪零点恢复引入的不确定度分量 根据上级计量部门给出的检定证书,扭矩扳子检定仪回
零差 Zr = 0,其概率分布为均匀分布,取 k = 槡3 ,所以在 200 Nm 零点恢复引入的不确定度分量分别为:
槡 uA1 =
i =1
m( n - 1)
x = 0. 016%
( 2)
2) 按 B 类不确定度评定
a. 扭矩扳子检定仪( 标准扭矩传感器及其带稳压电源的
显示仪表) 示值误差引入的不确定度
根据上级计量部门给出的检定证书,扭矩扳子检定仪( 标
准扭矩传 感 器 及 其 带 稳 压 电 源 的 显 示 仪 表) 示 值 误 差 为
用汽设备返回的凝结水压力为 P1 ,凝结水回收集水罐的工作 压力为 P2 ,大气压力为 P0 。当 P2 越接近于 P1 时,回收系统闭 式程度越高,节能率越高; 反之,P2 越接近于 P0 时,回收系统 的密闭程度越差,节能率越小。显然,开式或闭式系统判断的 标准是 P2 、P1 、P0 三者的大小关系。当 P2 = P0 时,就不能称为 密闭式回收系统,就变成了开式回收系统[2]。
[2] 叶德培. 计量基础知识[M]. 中国人民解放军总装电子信息 部技术基础局,1999: 82-107.
[3] 陈奕钦. 测量不确定度 93 国际指南应用实例[M]. 中国计 量出版社,1998.
[4] 国防军工计量基础知识[M]. 国防技术工业委员会计量考 核办公室,2001.
[5] JJF1059-1999 测量不确定度评定与表示. 国家质量监督检 验检疫总局发布,1999.
确定度分析有一定的参考价值。
关键词: 扭矩扳子检定装置; 不确定度评定
中图分类号: TB935
文献标志码: B
0 引言
鉴于扭矩扳子 在 汽 车、兵 器、航 空、核 电、航 天、造 船 等 行 业中的广泛应用,为保证扭矩扳子量值传递的准确、统一、可 靠,需定期的对扭矩扳子进行检定和校准。
1 标准装置的组成和测量原理
U = 0. 26% ( k = 2)
( 9)
8 结论
由于本装置的不确定度为 U = 0. 26% ( k = 2) ,所以依据
JJG707 - 2003《扭矩扳子》检定规程,可以开展对 1 级、2 级、5 级、10 级的扭矩扳子进行检定和校准。□
参考文献
[1] 商维禄,钱顺章. 现代扭矩测量技术[M]. 上海交通大学出 版社,1998: 146-148.
[6]JJG 707-2003 扭矩扳子检定规程. 国家质量监督检验检疫总 局发布,2004.
作者简介: 郑培松 男,工程师,从事计量工作; 周羽,男,助工,从事计 量工作。 收稿日期: 2011-06-09
114 EIC Vol. 18 2011 No. 6
欢迎光临本刊网站 http: / / www. eic. com. cn
□人才培养□ doi: 10. 3969 / j. issn. 1671-1041. 2011. 06. 045
仪器仪表用户
MTO 装置蒸汽凝结水回收及其控制优化
张兴春
( 中国石化工程建设公司,北京 100101)
摘要: 本文从运行可靠、安全、环保等方面介绍了煤化工行业甲醇制烯烃装置中蒸汽凝结水回收方案,重点描述了采用新型
布为均匀分布,k = 槡3,扭矩扳子检定仪显示仪表分辨力引入 的不确定度分量为:
uB2 = Res / ( 2 槡3 × 200) × 100% = 0. 1 / ( 2 槡3 × 200) ×
100% = 0. 014%
( 4)
c. 扭矩扳子检定仪长期稳定性引入的不确定度分量
扭矩扳子检定仪长期稳定性 Sb = 0. 019% ,其概率分布