摩托车尾灯罩塑料模具设计
注塑模课程设计说明书罩盖塑料模具设计
Hefei University课程设计COURSE PROJECT Array题目:罩盖塑料模具设计系别:机械工程系专业:材料成型及控制工程学制:四年姓名:……学号:……………导师:张远斌摘要:塑料是一种可塑性的合成高分子材料,具有重量轻且坚固,耐化学腐蚀,电绝缘性好,价格便宜,可塑性好等特点,广泛应用于电脑、手机、汽车、电机、电器、家电和通讯产品制造中。
注塑成形是成形塑件的主要方法之一,是指使用注塑机将热塑性塑料熔体在高压下注入到模具内经冷却固化获得产品的方法。
注塑的优点是生产速度快,效率高,操作可自动化,能成型形状复杂的零件,特别适合大量生产。
本次毕业设计的产品为电源按键,具有重量轻,强度高,耐腐蚀,易清洁等特点,为大批量生产产品。
本次设计在针对产品进行工艺性分析后,确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,以及它们的定位和紧固方式。
此外还进行了脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件图及编制成型零部件的制造加工工艺过程卡片。
实践证明:该模具结构合理、可靠,并能保证产品质量,对此类注塑产品的模具设计有参考价值。
关键词:塑料, 注塑成形, 模具设Abstract :Plastic is a synthetic polymer material , with the characteristics of plasticity, light weight, sturdiness, electrical insulation, and which is resistance to chemical corrosion and cheap. It is widely used in computers, mobile phones, cars, motors, electrical, home appliances and communication products manufacturing. Injection molding is one of the main methods of forming plastic parts, it refers to the use of plastic injection machine to inject the thermoplastic melts into the mold under high pressure , after cooled to obtain the products . It has the advantage of fast production speed , high production efficiency , and automated operations , it can form the shape of complex parts, particularly suitable for mass production. The production of graduation project is power button , which has a light weight , high strength , corrosion resistance and easy cleaning features for mass production . After analysis the process of the product , the mold parting line , cavity number , gate form , gate location can be determined , one of the most important is to identify core and cavity structures , as well as their positioning and fastening methods. In addition, it also carries out the design of stripping agencies , mold-oriented organizations and the cooling system .At last, draw a complete mold assembly drawing , major parts diagram , and draw up cards of parts manufacturing and processing process . It is proved that the mold structure is reasonable , reliable and can guarantee product quality , and is valuable for the injection mold design of such products .Keywords:Plastic , Injection molding , Mold design目录前言 (4)一、设计课题 (5)二、塑件成型工艺性分析 (6)2.1塑件工艺分析 (6)2.2 ABS性能分析 (6)2.2.1 一般性能 (6)2.2.2力学性能 (6)2.2.3热学性能 (7)2.2.4电学性能 (7)2.2.6使用性能 (7)2.2.7成型性能 (7)2.3 ABS塑料的成型加工 (8)2.3.1注射成型过程 (8)2.3.2注射工艺参数 (8)三、拟定模具的结构形式 (9)3.1分型面位置的确定 (9)3.2型腔数量和排列方式的确定 (10)3.2.1 型腔数量的确定 (10)3.2.2 型腔排列形式的确定 (10)3.2.3 模具结构形式的确定 (10)3.3注射机型号的确定 (11)3.3.1 注射量的计算 (11)3.3.2浇注系统凝料的体积初步估算 (11)3.3.3选择注塑机 (11)3.3.4注射机的相关参数的校核 (12)3.3.5锁摸力校核 (12)四、浇注系统的设计 (13)4.1主流道的设计 (13)4.1.1主流道尺寸 (14)4.1.2主流道的凝料体积 (14)4.1.3主流道的当量半径 (14)4.2分流道的设计 (15)4.3浇口的设计 (16)4.4校核主流道的剪切速率 (17)五、成型零件的结构设计和计算 (18)5.1零件的结构设计 (18)5.2成型零件钢材的选用 (19)5.4成型零件的尺寸及动模垫板厚度的计算 (23)六、模架的确定 (24)七、排气槽的设计 (25)八、脱模推出机构的设计 (25)8.1推出方式的确定 (25)九、冷却系统的设计 (27)9.1冷却介质 (27)9.2冷却系统的简单计算 (27)十、导向与定位结构的设计 (28)十一、总装配图和零件图的绘制 (29)十二、三维图 (31)结论 (34)参考文献 (34)前言所谓模具(Mold)是指,树脂材料射入金属模型后得到具有一定形状的制品的装置。
基于顺序推出机构的汽车尾灯后壳注塑模具设计
度与刚度在后壳上设计了很多加强筋为了 可保 证 塑 件 优 良 的 力 学 性 能收 缩 率 为
满足装配工艺性还设计了许多形状各异的卡 平均厚 "#X"W 度 灯具 !?? 作为光学元件
扣产品结构较为复杂这不仅使模具结构变 要求良好的成型质量以保证达到预期的光学
得复杂也给制造和装配带来了挑战本文对 效果另外产品配合部位较多结构复杂要求
图D汽车尾灯后壳注塑模具
7 处倒扣抽芯!如图X所示"方向与/'A 两处抽芯方向相干涉#抽芯时#/'A 两处需先脱 模#再抽芯&/'A 处脱模机构局部结构如图( !8"所示&采用镶件4X成型/'A 两孔#由定距 螺钉将镶件4X'弹簧4(和衬套4&相连接&合 模后#定模板)上的耐磨板直接作用于衬套4&# 衬套4&压缩弹簧4(#使镶件4X下沉#用于成型 小孔&开模时#动模与定模分离#在弹簧4(的
表@注塑参数
熔体温度,h
模具表面 温度,h
顶出温度,h 保压时间,=
!4"
)"
Байду номын сангаас
&!"
!"
图A浇注系统
ACA成型零部件设计
合而成#加强筋内部会形成很深的凹坑&加工 成型零部件时#很难直接由 1$1加工成型#一
汽车尾灯后壳模具的分型面为复杂的曲面 般还需要辅以5K0 加工&采用镶拼式结构#可
结构&产品较为复杂#由众多曲面和加强筋复 减小加工难度#方便后续抛光处理(()&注塑成
度刚度较低容易损坏成型寿命有限若设 左右镜像的两个产品共有&4处倒扣均由
参考论文-灯罩壳冲压工艺及其模具设计
灯罩壳冲压及其模具设计作者:赵俊飞指导老师:王宏斌摘要:冲压模具在实际工业生产中的应用广泛。
在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率,采用模具生产制品及零件,具有生产效率高,节约原材料,成本低廉,保证质量等一系列优点,是现在工业生产的重要手段和主要发展方向。
本文介绍了灯罩壳的冲压工艺和其中第一个个工序的模具设计。
其内容首先是根据灯罩壳的结构对其制定了冲压工艺过程:本文分析了三种方案,分别对其进行了优缺点的分析,确定了第一个方案为理想的方案。
并对第一个方案中的第一步工序做了模具设计。
在模具设计过程中首先确定了模具的总体结构形式:倒装式落料冲孔复合模。
接下来确定了排样的方案和选择了压力机的型号。
根据零件图上的数据和尺寸公差确定了冲裁刃口的尺寸。
下面进行了模具结构的设计:首先确定出了落料凹模的轮廓尺寸,然后根据落料凹模的轮廓尺寸确定出了凸模固定板和垫板的轮廓尺寸。
凸模固定板和垫板的外形尺寸通常与凹模的一致,厚度是根据凹模的厚度以相应的比例选取。
根据压力机的参数确定了模架的结构为:中间导柱模架。
接着选用了相应的模柄和导柱。
接下来确定了卸料装置:采用弹簧弹性元件进行卸料。
最后根据模具的大体的结构形状,确定了冲孔凸模的轮廓尺寸。
从而设计出了相应的落料冲孔复合模来加工产品的第一步工序。
并编写了部分主要零件的工艺加工过程。
详细阐述了本冲压模具的装配过程和冲模试冲时常见的问题、产生的原因及调整方法。
经过对该零件结构及使用要求的分析研究,该方法为理想的设计方法。
对冲压模具的设计充分利用了机械压力机的功用特点,在室温的条件下对坯件进行冲压成形,生产效率提高,经济效益显著。
关键词:冲压工艺;结构设计;模具设计The lampshade hull is blunt to pressand its molding tool designAuthor:Zhao Junfei Guide Teacher:Wang Hong BinAbstract:Blunt press a molding tool an application is extensive in the physically industrial production.In the tradition of the industry the production, the worker produce of labor strength big, labor to have great capacity, serious influence produce the exaltation of efficiency.Along with nowadays technological development, the industry produce medium the usage of molding tool has already more and more caused people's value, but is applied to industry in great quantities to produce medium.Blunt press an automatically send of the molding tool to anticipate a technique to also throw in actual production, blunt press a molding tool can consumedly raise a labor production efficiency, ease a worker burden, have important meaning and economy of the technique progress value.This text introduced the electricity cabinet fan cover hull of blunt press a craft with among them the molding tool of a certain work preface design.Its contents first according to as to it's the structure of the fan cover hull drew up blunt press craft process.This text analyzed four kinds of projects and distinguish as to it's carried on the analysis of merit and shortcoming, make sure the first project is an ideal project.Also did a molding tool design to the square one work preface in the first project.Made sure the total structure form of molding tool first in the molding tool the design the process.The set up wrong type falls to anticipate blunt bore compound a mold.Connected down to make sure a row the project of the kind and chose the model number of pressure machine.The making sure according to the parameter of pressure machine the lunt press the assemble process of molding tool with blunt familiar problem, output reason for mold to try blunt and adjust method.The process is to the analytical research that the spare parts' structure and the usage request and that method is an ideal design method.To blunt pressed the design of molding tool to well make use of machine pressure the effect characteristics of the machine, carry on to the Pi piece under the condition of indoor temperature blunt press to take shape, produce an efficiency an exaltation, the economic performance shows Zhao.Keyword:press process;structure design;molding tool design绪论一、模具的发展现状改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
摩托车尾灯罩注射模设计及成型质量预分析
《 模具制 造) 0 8年 第 2期 20
而且 还 极 大地 方便 了模 具 维 修 。经 过 生产 实践 验 证 , 符 合 图纸 要 求 , 达到 了满意 的效 果 。 ①
・ 1・ 5
( ) 配时 注意 保证 各 侧 滑 块 平 稳 滑 动 , 卡滞 、 该 模 具结 构 设 计 合理 , 5装 无 动作 平 稳 、 靠 , 可 注射 出的壳 体
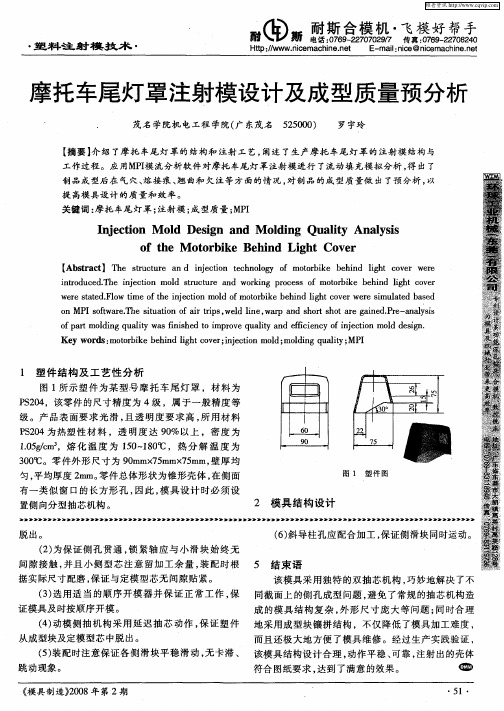
30 0 %。零 件外 形 尺 寸为 9 mmx 5 0 7 mmx 5 7 mm, 厚 均 壁
匀 , 均厚度 2 m。 件 总体 形状 为 锥形 壳 体 , 平 m 零 在侧 面 有一 类 似 窗 口的长 方 形 孔 , 此 , 具 设 计 时必 须 设 因 模
图 1 塑件图
置侧 向分型抽芯机构 。
l 塑 件 结构 及 工 艺 性 分 析
图 1 示 塑 件 为 某 型号 摩 托 车 尾 灯 罩 ,材 料 为 所
P 24 S0 ,该零 件 的 尺寸精 度 为 4级 ,属 于 一 般精 度 等 级 。产 品 表 面要 求 光 滑 , 透 明度 要 求高 , 用 材 料 且 所
P 2 4为热 塑 性 材 料 ,透 明 度 达 9 %以上 ቤተ መጻሕፍቲ ባይዱ密 度 为 S0 0 1 5 /m ,熔 化 温 度 为 10 1 0 ,热 分 解 温 度 为 . gc 0 5 -8℃
it d cdT e i et n mo t c r n okn rcs fmoobk e id l h oe n ou e.h n c o l s u t e a d w rig po es o t ie b hn i tcvr r j i d r u r g w r t e .lw t fh jc o odo trieb hn g t oe ees lt ae ees tdFo meo ei et nm l f obk eidl h vr r i ae b sd a i t n i mo i c w mu d
塑料件设计规范new
编号:ZSJSG.008-2004塑料件设计规范编制:校对:审核:审定:标准化:批准:重庆宗申技术研究开发有限公司年月日编 号:ZSJSG.008-2004塑料件设计规范一、范围本标准规定了摩托车、通用农业机械塑料零件的(用热塑性塑料如ABS 、PP 、PC 、PVC 、PMMA 、PA1010和热固性塑料如UP 制成的零部件)的设计规范、技术要求。
本标准适用于宗申产业集团生产的摩托车塑料件(包括摩托车发动机塑料件)和通用机械塑料件。
二、名称、术语2.1三、 示意图(以186项目为例)前转向灯挡风玻璃 座垫油箱后车体前侧盖下护板四. 结构特征及分类4.1结构特征4.1.1塑料零件的普通结构特征:重量轻,比强度(单位质量的力学强度)高、电气性能优异、化学稳定性好,具有较好的弹性,易成型。
主要使用注塑模具在注塑机上压制而成,因此对成型模具有较高的要求等等。
4.1.2摩托车、通机塑料件因为外观造型活跃、车身结构复杂、空间有限等特点,所以零件结构复杂、容易起翘变形,对表面质量要求高。
4.1.3对塑料件而言,合理的加工工艺、高效率的设备、先进的模具是必不可少的三项重要因素,其中尤以塑料成型模具起着决定性的作用。
而决定模具制造的很重要的一点就是数据的设计。
所以,塑料件数据的设计质量要求较高。
4.2分类4.2.1 根据塑料件的装配位置(外观要求)可分为覆盖件和非覆盖件;4.2.2 摩托车覆盖件根据造型的特点,也可按车型分类:骑式车、弯梁车、踏板车等。
其中踏板车、弯梁车使用了大量的塑料覆盖件。
五、常用材料及其主要化学成份和机械性能5.1 摩托车、通机常用的塑料主要是热塑性塑料,如ABS、PP、PA、PMMA、PVC、PC等;同时也使用了少量的热固性塑料如UP等。
5.2 摩托车、通机常用塑料的机械性能、成型特点见表1,综合性能见表2、表3。
表1 摩托车、通机常用塑料的机械性能、成型特点表2 摩托车、通机常用热塑性塑料的综合性能六、技术要求及选择范围(含热处理、表面处理、性能参数、加工表面粗糙度、装配要求)6.1 材质性能要求应符合表2和表3的要求。
车灯模具知识点总结

车灯模具知识点总结一、车灯模具的分类车灯模具可以根据其用途和制造材料进行分类。
根据用途,车灯模具通常分为前大灯模具、后尾灯模具、转向灯模具等。
而根据制造材料,车灯模具可以分为金属模具和塑料模具两种。
1. 金属模具金属模具多用于制造车灯的外壳和支架等结构性部件。
金属模具具有高强度和耐高温的特点,适用于制造大型车灯以及需要承受较大载荷的部件。
2. 塑料模具塑料模具通常用于制造车灯的透镜、反光杯等透光部件。
塑料模具具有成本低、加工精度高、重量轻等优点,适用于制造外形复杂、尺寸精度高的车灯部件。
二、车灯模具的设计要点车灯模具的设计直接影响着模具的制造成本、生产效率和产品质量。
以下是车灯模具设计的要点:1. 结构设计车灯模具的结构设计应该考虑到产品的使用环境和功能要求,确保模具能够满足产品的外形尺寸和装配要求。
同时,还需要考虑模具的开模方向、冷却通道、排气系统等关键构造,以保证产品的质量和生产效率。
2. 材料选择车灯模具的材料选择需要考虑到模具的制造成本、使用寿命和加工性能。
通常,模具的芯、型腔等关键部件会采用具有高硬度和耐磨性的合金钢,以保证模具的使用寿命和加工精度。
3. 表面处理车灯模具的表面处理直接影响着产品的表面光洁度和透光性能。
通常,车灯模具的表面会进行电镀、喷砂等处理,以满足产品的外观和性能要求。
三、车灯模具的制造工艺车灯模具的制造工艺包括模具设计、制造加工、组装调试等多个环节。
以下是车灯模具制造工艺的要点:1. 模具设计模具设计是车灯模具制造的首要环节,它直接影响着模具的制造成本和产品质量。
在模具设计中,需要考虑到产品的使用要求、材料特性、加工工艺等多个因素,以确保模具能够满足产品的外观和功能要求。
2. 模具制造模具制造通常包括模具零部件的加工、装配调试等环节。
在模具制造过程中,需要确保模具的加工精度和表面质量,以满足产品的外观和性能要求。
3. 模具调试模具调试是车灯模具制造的最后环节,它直接影响着产品的质量和生产效率。
汽车模具--车前大灯注塑模具设计

汽车模具—车前大灯注塑模具设计汽车前大灯注塑模具设计一、成型零件设计由于模具为大型模具,分型面复杂,故成型零件和模板采用一体式结构,即模具的定A板就是定模成型零件,模具的动模B板就是动模成型零件。
这种结构的优点是结构紧凑强度刚性好,模具体积小,避免了开框、配框和制造斜楔等繁琐的工序。
本模具设计时还做到了以下几点:1. 分型面顺滑无尖角,无薄钢,无线或点封胶;构建了面封胶,在分模时使用延伸,扫掠网格等做面方法,分型根据塑件的形状构建面,车灯模具分型面要求极高,不允许构建的起皱。
构建的分型面能有效保证CNC加工精度,不需EDM清角,分型面也不容易跑毛边。
灯模具分型面光刀时需高速机,机床主轴转速保证每分钟至少20000转以上。
2. 镶件与动模的配合部分,止口根部设计了合适的工艺倒R角或避空位,简化了加工工和减少加工工时,提高加工效率。
3. 所有非成型转角设计R角,防止应力开裂,工艺R角不小于R5,根据模具大小,尽可设计比较大的工艺R角;模具上锐利的棱边容易造成操作人员意外受伤,模具上非参与成或配合的棱边都要设计倒C角或R角,根据模具大小尽可能设计比较大的倒角。
4. 分型面的避空:模具分型面宽度为40MM,分型面以外的区域定动模都要避空1MM,以有减少加工工时。
分型面的避空不仅指外围分型面,也包括大面积的分型面。
特别说明:模分型面的宽度包括排气槽在内。
在大面积的避空处要设计承压块,以保证模具受力均匀,免模具长期生产跑披锋,在砰穿孔区域设计避空的同时,还要在定模或者动模设计排气孔方便定动模合模时压缩的空气排出。
5. 分型面根据塑件形状构建,必要时对塑件进行优化处理。
对于中大型模具,承压板槽量开通,方便CNC加工。
设计分型面时尽量以简化模具加工,平整顺滑为原则,做出的分面无薄钢,无尖角,插穿角度合理。
6. 分型面圆滑平整,UG分模时禁止出现很多碎面小面(CNC加工时易弹刀,加工精度降低尽量用延伸面,网格面,扫掠面构建分型面,或者先延伸10-20mm封胶面,再做拉伸面与渡面,封胶面根据注塑机吨位与模具的大小设计。
模具毕业设计83摩托车塑料挡板注塑模具设计论文
1 前言1.1 CAD / CAM /CAE 技术的概念CAD即计算机辅助设计(Computer Aided Design,CAD),其概念和内涵正在不断地发展中。
1972年10月,国际信息处理联合会(IFIP)在荷兰召开的“关于CAD原理的工作会议”上给出如下定义:CAD是一种技术,其中人与计算机结合为一个问题求解组,紧密配合,发挥各自所长,从而使其工作优于每一方,并为应用多学科方法的综合性协作提供了可能。
CAD是工程技术人员以计算机为工具,对产品和工程进行设计、绘图、造型、分析和编写技术文档等设计活动的总称。
根据模型的不同,CAD系统一般分为二维CAD和三维CAD系统。
二维CAD系统一般将产品和工程设计图纸看成是“点、线、圆、弧、文本……”等几何元素的集合,系统内表达的任何设计都变成了几何图形,所依赖的数学模型是几何模型,系统记录了这些图素的几何特征。
二维CAD系统一般由图形的输入与编辑、硬件接口、数据接口和二次开发工具等几部分组成。
CAE 技术借助于有限元法、有限差分法和边界元法等数值计算方法,分析型腔中塑料的流动、保压和冷却过程,计算制品和模具的应力分布,预测制品的翘曲变形,并由此分析工艺条件、材料参数及模具结构对制品质量的影响,达到优化制品和模具结构、优选成形工艺参数的目的。
塑料注塑成形 CAE 软件主要包括流动保压模拟、流道平衡分析、冷却模拟、模具刚度强度分析和应力计算、翘曲预测等功能。
其中流动保压模拟软件能提供不同时刻型腔内塑料熔体的温度、压力、剪切应力分布,预测结果能直接指导工艺参数的选定及流道系统的设计,流道平衡分析软件能帮助用户对一模多腔模具的流道系统进行平衡设计,计算各个流道和浇口的尺寸,以保证塑料熔体能同时充满各个型腔;冷却模拟软件能计算冷却时间、制品及型腔的温度分布,其分析结果可以用来优化冷却系统的设计;刚度强度分析软件能对模具结构进行力学分析,帮助用户对型腔壁厚和模板厚度进行刚度和强度校核;应力计算和翘曲预测软件则能计算出制品的收缩情况和内应力的分布,预测制品出模后的变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优秀设计摘要本文详细地阐述了盖注射模具的设计过程。
设计了注射模具中的各个系统,如浇注系统、导向与定位机构、侧向分型与抽芯机构,并对塑料材料性能进行了分析。
根据塑件的产品数量要求,以及结构要求,该模具采用一模一腔。
整个设计过程都是用CAD软件进行参数化设计,使整个模具设计过程简单明了。
利用MPA 软件进行模流分析,为模具设计和成型工艺的指定提供参照依据。
使用CAD软件设计成型零件以及非标零件,从而进行全方面的参数化设计,即对模具进行分模、生成元件、装配、试模、开模等设计。
调用标准模架以及标准件,从而完成模具的整体设计。
直接指导生产。
针对塑件的特点,本模具设计了侧抽芯滑块机构,也构成了本次模具设计的主要内容。
关键词:注射模,参数化设计,侧抽芯和滑块,灯罩目录第一章前言 (1)1.1 模具行业发展的现状 (1)1.2 我国模具发展的现状 (1)1.3 参数化技术慨述 (2)1.4 选题目的以及意义 (3)第二章塑件成型工艺性分析 (4)2.1 摩托车尾灯罩模型二维图 (4)2.2 结构特征分析及成型工艺性分析 (4)2.2.1 结构特征分析 (4)2.2.2 成型工艺性分析 (4)2.2.3 塑件材料的基本性能 (5)2.2.4 塑料的成型收缩率 (5)2.2.5 塑件材料的流动性 (5)第三章塑件成形工艺与设备 (6)3.1 注塑成型工艺条件 (6)3.1.1 温度 (6)3.1.2 压力 (6)3.1.3 时间 (7)3.2 注射机型号的确定 (8)3.2.1 由公称注射量选择注射机 (8)3.2.2 由锁模力选择注射机 (8)3.3 型腔数量以及注射机有关工艺参数的校核 (9)3.3.1 型腔数量校核 (9)3.3.2 最大注射量校核....................... 错误!未定义书签。
3.3.3 锁模力的校核......................... 错误!未定义书签。
3.3.4 注射压力校核 (10)3.3.5 安装尺寸校核 (11)3.3.6 开模行程校核 (12)第四章注射模具结构设计 (13)4.1 型腔的确定 (13)4.2 制品成型位置及分型面的选择 (13)4.3 浇注系统设计 (13)4.3.1 主流道设计 (14)4.3.2 冷料穴的设计 (15)4.3.3 分流道设计 (16)4.3.4 浇口的位置、数量的确定 (17)4.3.5 剪切速率的校核 (18)4.3.6排气系统设计 (19)4.4 成型零部件设计 (19)4.4.1 凹模结构设计与计算 (20)4.4.2 型芯结构设计与尺寸计算 (21)4.5 模架的选用 (23)4.5.1 型腔侧壁以及底板厚度尺寸 (23)4.5.2 模具高度尺寸的确定 (24)4.6 导向与定位机构 (25)4.7 脱模机构的设计 (25)4.7.1 脱模力的计算 (26)4.7.2 推杆脱模机构设计 (26)4.8 侧向分型与抽芯机构设计 (27)4.8.2 滑块的设计 (30)4.8.3 楔紧块的设计 (31)4.9 冷却系统设计 (31)4.9.1 冷却系统的计算....................... 错误!未定义书签。
4.9.2 冷却系统的设计原则................... 错误!未定义书签。
4.10 模具成型零部件材料的选择 (34)4.11 装配总图................................. 错误!未定义书签。
4.12 模具的装配过程 (35)4.13 模具运动分析过程 (36)第五章试模 (49)5.1 试模过程 (49)5.2 试模过程中可能产生的缺陷、原因以及调整方法 (49)5.3 试模过程记录 (38)第六章参数化设计........................ 错误!未定义书签。
6.1 设计的大体流程如下........................ 错误!未定义书签。
6.2 模具设计的流程............................ 错误!未定义书签。
6.2.1 制品的造型........................... 错误!未定义书签。
6.2.2 主要的分型面......................... 错误!未定义书签。
6.2.3 浇注系统的设计....................... 错误!未定义书签。
6.2.4 成型零件生成......................... 错误!未定义书签。
6.2.5 调用标准模架......................... 错误!未定义书签。
第七章总结.. (38)参考文献 (40)致谢 (41)附录 (41)第一章前言1.1模具行业发展的现状模具行业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域。
模具技术水平的高低,决定着产品的质量、效益和新产品开发能力,它已成为衡量一个国家制造业水平高低的重要标志。
目前,塑料模具在整个模具行业中约占30%左右。
二十一世纪世界制造加工业的竞争更加激烈,对注塑产品与模具的设计制造提出了新的挑战,产品需求的多样性要求塑件设计的多品种、复杂化,市场的快速变化要求发展产品及模具的快速设计制造技术,全球性的经济竞争要求尽可能地降低产品成本、提高产品质量,创新、精密、复杂、高附加值已成为注塑产品的发展方向,必须寻求高效、可靠、敏捷、柔性的注塑产品与模具设计制造系统。
当前,国内塑料模具市场以注塑模具需求量最大,其中发展重点为工程塑料模具。
有关数据表明,目前仅汽车行业就需要各种塑料制品36万吨;电冰箱、洗衣机和空调的年产量均超过1000万台;彩电的年产量已超过3000万台;到2010年,在建材行业,塑料门窗的普及率为30%,塑料管的普及率将达到50%。
这些都会导致对模具的需求量大幅度增长。
近来我国模具工业发展迅速,目前已呈现出市场广阔、产销两旺的局面。
深圳周边及珠江三角洲地区是中国塑料模具工业最为发达、科技含量最高的区域,预计有可能在10年内发展成为世界模具生产中心。
其次,浙江东部的余姚、宁海、黄岩温州等地区的塑料模具工业发展也非常快。
相当多的发达国家塑料模具企业移师中国,是国内塑料模具工业迅速发展的重要原因之一。
中国技术人才水平的提高和平均劳动力成本低都是吸引外资的优势,这些是塑料模具市场迅速成长的重要因素所在,所以中国塑模市场的前景一片辉煌。
1.2我国模具发展的现状虽然近几年来,我国塑料模具无论是在数量上,还是在质量、技术和能力等方面都有了很大发展,但总体上与工业发达的国家相比仍有较大的差距。
例如,在总量供不应求的同时,一些低档塑料模具已供过于求,市场竞争激烈;一些技术含量不太高的中档塑料模具也有一些趋向于供过于求,然而精密加工设备还很少,一些大型、精密、复杂、长寿命的中高档塑料模具每年仍大量进口。
许多先进的技术如CAD/CAE/CAM技术的普及率还不高,我国塑料模具行业与其发展需要和国外先进水平相比,还存在很多方面的问题。
现在国外发达国家模具标准化程度为70%~80%,而我国只有30%左右。
如能广泛应用模具标准件,将会缩短模具设计制造周期25%~40%,并可减少由于使用者自制模具件而造成的工时浪费。
现在应用模具CAD/CAM技术设计模具已较为普遍,随着通用机械CAD/CAM技术的发展,塑料注射模CAD/CAM已经不断的深化。
从上世纪60年代基于线框模型的CAD系统开始, 到70年代以曲面造型为核心的CAD/CAM系统,80年代实体造型技术的成功应用,90年代基于特徵的参数化实体/曲面造型技术的完善,为塑料注射模采用CAD/CAE/CAM技术提供了可靠的保证。
目前在国内外巿场已涌现出一批成功应用于塑料注射模的CAD/CAE/CAM系统。
而且通过推广使用模具标准件,实现了部分资源共享,这样就大大减少模具设计的工作量和工作时间,对于发展CAD/CAM技术、提高模具的精密度有重要意义。
因此,模具成为国家重点鼓励与支持发展的技术和产品。
现代模具是多学科知识集聚的高新技术产业的一部分,是国民经济的装备产业,其技术、资金与劳动相对密集。
1.3参数化技术慨述参数化技术是当前CAD技术重要的研究领域之一,通过改动图形某一部分或某几部分的尺寸,自动完成对图形中相关部分的改动,从而实现尺寸对图形的驱动。
在设计过程中,系统自动地捕获用户的设计意图,并把各个设计对象以及对象之间的关系记录下来,当用户修改图纸中的设计参数时,系统能够自动地更新图纸,使图纸中反映用户设计意图的设计对象之间的关系依旧可以维持。
参数化设计技术以其强有力的草图设计、尺寸驱动修改图形功能,极大地改善了图形的修改手段,提高了设计的柔性,在慨念设计、初始设计、产品建模及修改系列设计、多方案比较、动态设计、实体造型、装配、公差分析与综合、机构仿真、优化设计等领域发挥着越来越大的作用,并体现出很高的应用价值,能否实现参数化目前已成为评价CAD系统优劣的重要技术指标。
CADNGINEER 集合了零件设计、产品组合、模具开发、NC加工、钣金件设计、铸造件设计、自动量测、机构仿真、应力分析等功能于一体。
是塑料模具实现参数化的一个必备的软件。
EMX(Expert Moldbase Extension)是CAD系统中的一个外挂模块,专门用来建立各种标准模架及模具标准件和滑块、斜销等附件,能够建立冷却水管,能够自动产生模具工程图和明细表,还可以模拟模具开模过程进行动态仿真和干涉检查,并可将仿真结果输出成视频文件,是个功能非常强大且使用非常方便的模具设计工具。
本设计结构和模架设计是利用模架设计专家系统设计的。
型腔和型芯设计可以在EMX里设计,也可以事先在CAD的制造模块里完成。
本设计有一部分是在EMX里完成。
在模架调入之后可以根据需要添加、删除各种模具零件。
也可以修改现成的标准件使之满足自身设计。
完全的参数化设计,使用非常方便。
CADNGINEER参数化设计的特性:(1).3D实体模型除了可以将用户的设计思想以最真实的模型在计算机上表现出来之外,借助于系统参数,还可以随时计算出产品的体积、面积、重心、重量、惯性大小等,可极大的减少设计人员的计算时间。
(2).CADNGINEER可随时由3D实体模型产生2D工程图,且可自动标示工程图尺寸。
不论在3D还是2D图形上作尺寸修正。
其相关的2D图形或3D实体模型均自动修改,同时组合、制造等相关设计也会自动修改,如此可确保数据的正确性,并避免反复修正的耗时性。
(3).以特征作为设计的单位。
可随时对特征做合理、不违反几何顺序调整、插入、删除、重新定义等修正动作。
1.4 选题目的以及意义毕业设计将总结专业基础和专业技术的学习成果,锻炼和开发学生的综合运用能力。