油漆涂料涂装产品检验方法及检测标准
涂装、涂料检测标准
8.2 汽车工业常用涂料、涂膜性能的检测方法由于汽车的特殊性,汽车涂料已成为涂料的一个独立分支,各大汽车厂都有适合于自己需要的涂料技术条件和某些特殊的检测方法。
改革开放以来,许多汽车制造厂和汽车涂料生产厂引进了技术或合资生产,因而,也引进了国外许多先进的检测方法,目前,要规范和统一汽车涂料和涂膜的检测方法是不大可能的。
但是,在非合资厂中,涂料及涂膜的检测方法有很多还是采用国家标准,或是等效采用国外先进标准,所以,有必要对于在汽车普遍采用的国家标准做一总汇,以便于查找;对于国外一些常用的先进方法,也有必要做一些简要介绍。
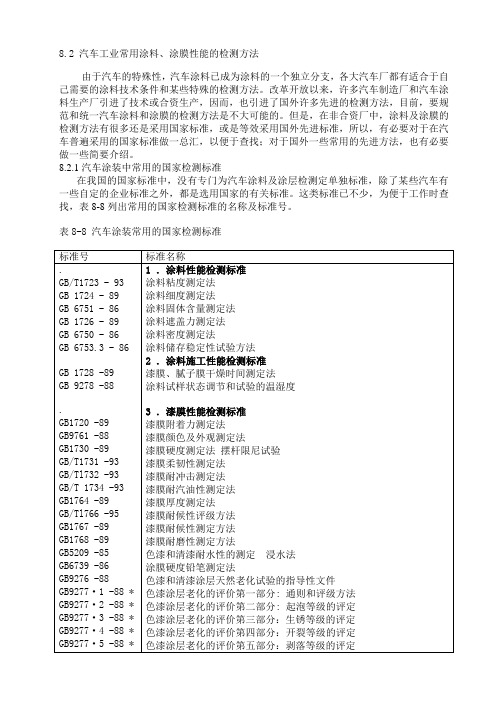
8.2.1汽车涂装中常用的国家检测标准在我国的国家标准中,没有专门为汽车涂料及涂层检测定单独标准,除了某些汽车有一些自定的企业标准之外,都是选用国家的有关标准。
这类标准已不少,为便于工作时查找,表8-8列出常用的国家检测标准的名称及标准号。
表8-8 汽车涂装常用的国家检测标准GB9286 -88 GB9753 -88 GB9754 -88 GB9761 -88 色漆和清漆漆膜的划格试验色漆和清漆杯突试验色漆和清漆不含金属颇料的色漆漆膜之200、600和850镜面光泽的测定色漆和清漆色漆的目视比色8.4.2 涂层光泽测定法.光泽测定在GB 9754 - 88 《不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定》标准中己有了规定。
在涂装施工现场中,涂层光泽是一个经常要检测的项目,可以用便携式光撇,如BYK - Gardner 公司制造的微型光泽仪。
必须指出的是,为了提高测量的灵敏度,对于不同的光泽度范围,应该选用不同角度的光泽仪进行测量,如图8-2 所示,60°光泽仪适用于测量光泽度为10-70%的中光泽涂层。
当用60°光泽仪测量光泽度超过70%的高光泽涂层时,则应采用20°光泽仪测量。
当用60°光泽仪测量光泽度小于10%的低光泽涂层时,则应采用85°光泽仪测量。
溶剂型涂料涂饰工程(色漆)质量标准和检验方法

表5.19.5溶剂型涂料涂饰工程(清漆)质量标准和检验方法类别序号检查项目质量标准单位检验方法及器具主控项目1 涂料品种、型号和性能应符合设计要求和现行有关标准的规定检查产品合格证书、性能检测报告和进场验收记录2 涂料颜色、光泽、图案应符合设计要求观察检查3 涂饰综合质量涂料涂饰应均匀、粘结牢固,不得漏涂、透底、起皮和反锈观察、手摸检查4 基层处理符合现行有关标准的规定观察、手摸检查、检查施工记录一般项目1涂层与其他装修材料和设备衔接处应吻合,界面应清晰观察检查2涂饰质量颜色普通涂饰均匀一致观察检查高级涂饰均匀一致木纹普通涂饰棕眼刮平、木纹清楚观察检查高级涂饰棕眼刮平、木纹清楚光泽、光滑普通涂饰光泽基本均匀、光滑无挡手感观察、手摸检查高级涂饰光泽均匀一致、光滑刷纹普通涂饰无刷纹观察检查高级涂饰无刷纹裹棱、流坠、皱皮普通涂饰明显处不允许观察检查高级涂饰不允许表5.19.4溶剂型涂料涂饰工程(色漆)质量标准和检验方法类别序号检查项目质量标准单位检验方法及器具主控项目1 涂料品种、型号和性能应符合设计要求和现行有关标准的规定检查产品合格证书、性能检测报告和进场验收记录2 涂料颜色、光泽、图案应符合设计要求观察检查3 涂饰综合质量涂料涂饰应均匀、粘结牢固,不得漏涂、透底、起皮和反锈观察、手摸检查4 基层处理应符合现行有关标准的规定观察、手摸检查、检查施工记录一般项目1 涂层与其他装修材料和设备衔接处应吻合,界面应清晰观察检查2涂饰质量颜色普通涂饰均匀一致观察、手摸检查高级涂饰均匀一致光泽、光滑普通涂饰光泽基本均匀、光滑无挡手感高级涂饰光泽均匀一致、光滑刷纹普通涂饰刷纹通顺高级涂饰无刷纹裹棱、流坠、皱皮普通涂饰明显处不允许高级涂饰不允许3装饰线、分色线直线度普通涂饰≤2mm拉5m线,不足5m拉通线,用钢直尺检查高级涂饰≤1裱糊工程施工工艺基层处理、涂刷封闭底漆刮腻子找平吊垂直、套方、找规矩、弹线计算用料、裁纸粘贴壁纸壁纸修整、清理裱糊顶棚壁纸:1.基层处理、涂刷封闭底漆:将顶棚表面的灰浆、粉尘、油污等清理干净后,涂刷一道封闭底漆,底漆要求满刷、不得漏刷。
喷漆外观质量检验标准(二)

喷漆外观质量检验标准(二)引言概述:喷漆外观质量检验标准是用来评估喷漆产品外观质量的标准,从而确保产品在外观方面达到一定的质量要求。
本文将介绍喷漆外观质量检验的五个主要方面,包括颜色一致性、涂层厚度、光泽度、漆面平整度和表面缺陷。
这些方面涵盖了评估喷漆外观质量的关键指标,有助于生产厂商和检验人员确保产品在外观方面达到客户的期望。
正文:一、颜色一致性1. 根据客户要求,确定喷漆产品的颜色标准。
2. 使用色差仪或人工目测方法,对喷漆产品颜色进行检测。
3. 比较检测结果与颜色标准的差异,判断颜色一致性是否合格。
4. 针对不合格的喷漆产品,进行调整或重新喷涂,直至达到颜色标准。
二、涂层厚度1. 使用涂层厚度仪测量喷漆产品的涂层厚度。
2. 根据客户要求,确定涂层厚度的上下限值。
3. 比较测量结果与上下限值,判断涂层厚度是否符合要求。
4. 针对不合格的喷漆产品,进行调整或重新喷涂,直至达到涂层厚度要求。
三、光泽度1. 使用光泽度计测量喷漆产品的光泽度。
2. 根据客户要求,确定光泽度的要求值。
3. 比较测量结果与要求值,判断光泽度是否符合要求。
4. 针对不合格的喷漆产品,进行调整或重新喷涂,直至达到光泽度要求。
四、漆面平整度1. 视觉检测喷漆产品的漆面平整度,检查有无凹凸不平、起皮等现象。
2. 使用手工方式或检测仪器,测量喷漆产品的平整度。
3. 根据客户要求,确定漆面平整度的标准。
4. 比较测量结果或视觉检测结果与标准,评估漆面平整度是否合格。
5. 针对不合格的喷漆产品,进行修复或重新喷涂,直至漆面平整度符合要求。
五、表面缺陷1. 视觉检测喷漆产品表面是否存在气泡、瑕疵等缺陷。
2. 使用放大镜或显微镜,对喷漆产品表面进行详细检查。
3. 根据客户要求,确定表面缺陷的允许数量和尺寸。
4. 比较检测结果与标准,判断表面缺陷是否在可接受范围内。
5. 针对有过多或大尺寸的表面缺陷的喷漆产品,进行修复或重新喷涂,以确保产品质量。
油漆喷涂产品检验标准

油漆喷涂产品检验标准产品外观检验标准一、目的该标准旨在定义喷粉、油漆产品的外观要求,并确立允收/拒收标准。
二、适用范围该标准适用于公司外购和自制的所有喷粉和油漆产品。
三、表面定义1.A级面:常见表面,如面板、机箱上表面和直接向客户提供的零件等;2.B级面:不经常见到的表面,如机箱侧面和后面等;3.C级面:只有在移动或打开时才能看到的表面,如机箱底面、内部零件表面等。
四、检测条件1.检测时必须在40w荧光灯下进行,并与产品使用时的环境相仿;2.检测过程中不能使用放大镜,检测表面和人眼呈45°角;3.A级面在检测时需移动,以获得最大反光效果;4.B级面和C级面在检测时不移动,如示意图所示。
五、外观标准1.允收总则1.1 所有等级面应喷涂完好,且满足颜色、光泽度、厚度、附着力等方面的要求;1.2 喷涂表面允许补漆,但补漆后的表面应符合下列允收表中A级面、B级面和C级面的允收标准;1.3 缺陷允收定义了1250平方毫米区域内各类缺陷的最大允收数量。
对于大于1250平方毫米的零件表面,缺陷允收数量与之成正比例。
同时,两个或两个以上的缺陷不能相连。
2.缺陷定义2.1 杂质:喷涂表面的外来物;2.2 凹痕:基本材料压痕造成的喷涂面局部凹陷;2.3 掉漆:局部表面喷涂物的缺失;2.4 刮痕:浅底的沟槽;2.5 橘皮:喷涂因涂料附着力差而导致起皱;2.6 流挂:喷涂涂料过多且不均匀使表面产生的流痕;2.7 气泡:表面有气泡或无附着力的喷涂区域;2.8 污迹:由于基本材料缺陷或不干净而导致零件喷涂表面有污迹或颜色不规则。
3.缺陷允收表缺陷类型A级面B级面C级面杂质不允收≤3个,直径≤1毫米,高度≤0.25毫米,两个缺陷距允收离≥50毫米≤3个,直径≤1毫米,高度≤0.25毫米,两个缺陷距允收离≥50毫米凹陷不允收不允收允收掉漆不允收不允收允许补漆,但不得露底刮痕不允收不允收不允收橘皮不允收不允收不允收流挂不允收不允收不允收气泡不允收不允收不允收污迹不允收不允收不允收。
涂装质量的检测内容及方法
涂装质量的检测内容及方法一、涂料施工性能的检测涂料的施工性能是至关重要的,它直接影响到涂膜的质量。
现代化流水线的涂装生产中,对涂料施工性能的检测是涂装生产前的重要准备工作。
假如涂料施工出现质量问题,其缺失将是很大的。
因此,务必要在涂装前作好涂料施工性能的检测。
(一)涂料施工性能包含的内容涂料施工性能,包含从将涂料施工到被涂物上开始,至形成干燥的漆膜为止。
其中包含施工性(刷涂性、喷涂性或者刮涂性)、双组分涂料的混合性能、活化时间与使用有效时间、使用量与标准涂装量、湿膜与干膜厚度、流平性、流挂性、最低成膜温度、干燥时间、遮盖性能等。
对电泳漆、粉末涂料则各有其特定的施工性能。
对涂料施工性能的检测是对涂料能否符合被涂物需要的一个重要检验,也是防止涂装质量出问题的一个重要措施。
(二)涂料施工性能具体检测的要紧内容及方法1、使用量涂装施工的使用量,是指涂料在正常施工的情况下,在单位面积上制成一定厚度的涂膜所需用的漆量,以g/m2为单位表示。
使用量的测定,可作为设计与施工单位作估算涂料用材计划的参考。
测定的方法有刷涂法与喷涂法。
喷涂法所测得的数据,不包含喷涂时飞溅与缺失的部分,因此,它比实际消耗量低。
测试的方法我国目前执行GB-79(89)涂料使用量测定法。
2、施工性施工性用来测定涂料产品施工的难易程度。
液体涂料施工性能好,涂料用刷、喷或者刮涂等方法施工,都很容易把涂料涂装在被涂物表面上,而不易出现因涂装方法引起的涂装质量问题。
根据施工方法,对施工性分别称之刷涂性、喷涂性与刮涂性(对腻子的施工)等。
施工性的考查用实际施工结果给予定性的结论,在评定时存在着主观因素,因此最好用与标准样品比较得出结果。
测试的方法我国目前执行GB-753.6-86涂料产品的大面积刷涂试验。
3、流平性流平性是涂料施工性能中的一个重要项目。
流平性是指涂料在施工后,其涂膜由不规则、不平整的表面流展成平坦而光滑表面的能力。
涂料流平是重力、表面张力与剪切力的综合效果。
喷漆外观质量检验标准(二)(2024)
引言:喷漆外观质量检验标准是衡量喷漆产品表面质量的重要标准之一。
本文将通过引言概述、正文内容和总结等部分,系统详细阐述喷漆外观质量检验标准的相关内容。
概述:喷漆外观质量检验标准是制定和遵守的一套规定,旨在保证喷漆产品的外观质量稳定达标。
喷漆外观质量检验标准的制定包括外观缺陷分类、检验方法、测试仪器和评定标准等方面。
本文将通过正文内容,按照正条相关的检验标准,以期为喷漆外观质量检验提供详尽的指导。
正文内容:一、外观缺陷分类1.涂装表面缺陷:主要包括漆膜起皱、起泡、开裂、脱落等缺陷,要求对喷漆表面进行细致检查。
2.涂装颜色缺陷:主要包括色差、色斑、色纹等缺陷,要求使用颜色检测仪进行检验。
3.涂装光泽缺陷:主要包括发光度不均、亮度不足等缺陷,要求使用光泽度仪进行测量。
4.涂装漏喷缺陷:主要包括漆膜少喷、漆膜漏喷等缺陷,要求对喷漆的覆盖面积进行严格检查和评定。
5.涂装划伤缺陷:主要包括刀痕、刮痕等缺陷,要求对喷漆表面进行显微镜检查。
二、检验方法1.目视检查法:根据外观缺陷分类,通过肉眼观察的方法进行检验,对明显的外观缺陷进行评定。
2.仪器检测法:使用专业的检测仪器进行检验,如颜色检测仪、光泽度仪等,对颜色、光泽等外观质量进行定量检测。
三、测试仪器1.颜色检测仪:用于精确测量涂装颜色的仪器,能够判断出色差、色斑等问题。
2.光泽度仪:用于测量涂装光泽度的仪器,能够量化反射光的亮度,判断出涂装漆面是否光洁度不足。
3.显微镜:用于检查涂装划伤缺陷的仪器,能够放大细微的划痕并进行评定。
四、评定标准1.外观缺陷等级评定:根据外观缺陷的严重程度,将其分为轻微、一般、严重三个等级,并根据不同等级制定相应的处理措施。
2.涂装颜色差异评定:根据颜色差值,将涂装颜色的差异进行分级,以确定是否达到标准要求。
3.光泽度评定:通过光泽度仪测量的数值,判断涂装的光泽度是否符合标准要求。
五、小点详述1.对于涂装表面缺陷的检验,应仔细观察漆膜的起皱、起泡、开裂、脱落等情况。
涂装检验标准及检验方法

C、检验方法:划格法
油漆检验标准及方法
D、附着力不良分析
可能原因 油漆体系不良;
基材除油不干净;
涂料干燥不够; 磷化处理不好;
膜厚太厚; 底材不匹配;
解决方法 修改涂料体系
基材表面状况的检验,喷涂前脱脂处理, 溶剂擦拭,磷化等;
温度检验
油漆检验标准及方法
14、刮伤/擦伤(深度不得超过膜厚)
基体检验标准及方法
C、危害——铁锈的存在会加快钢材的进一步腐蚀。 金属氧化物破坏漆膜图示
水
氧气
形成金属氧化物
碱性物质在这里形成 通过漆膜渗透
D、检验方法:对比标准样块
碱
碱
金属氧化物 (铁锈)
破坏漆膜
基体检验标准及方法
2、修磨痕
A、图例
不可接受的 深度修磨
可接受的轻微 修磨痕迹
B、目标要求 A1 A2 AC AF B C
纹 C
C、检验方法:目视
油漆检验标准及方法
12、屏蔽
A、图例
B、目标要求 A1
A2 允许有不喷漆的地方,根据工程 规定的料号、图纸、订单,应该
B 用合适的材料屏蔽 C
C、检验方法:目视,钢板尺
油漆检验标准及方法
13、附着力
A、图例
B、目标要求
A1 依据ASTM D3359 方法A,至少满
A2 足4A要求 B (依据ASTM D3359可使用划格法,
油漆检验标准及方法
17、打磨痕
A、图例
B、目标要求 A1
不允许 A2
B
在非明显可见位置可接受
C ≤4%
C、检验方法:目视
油漆检验标准及方法
18、水痕
水性涂料涂饰工程(薄涂料)质量标准及检验方法

水性涂料涂饰工程(薄涂料)质量标准及检验方法1适用范围:本条适用于乳液型涂料、无机涂料、水溶性涂料等水性涂料涂饰工程的施工质量验收。
2检查数量:
1)室外涂饰工程,每一栋楼的同类涂料涂饰的墙面每500m2~1000m2 应划分为一个检验批,不足500m2 也应划分为一个检验批。
2)室内涂饰工程,同类涂料涂饰的墙面每50 间(大面积房间和走廊按涂饰面积30m2 为一间)应划分为一个检验批,不足50 间也应划分为一个检验批。
3)室外涂饰工程,每100m2 应至少检查1 处,每处不得小于10m2。
4)室内涂饰工程,每个检验批应至少抽查10%,并不得少于3 间,不足3 间时应全数检查。
3质量标准和检验方法:
水性涂料涂饰工程(薄涂料)质量标准和检验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无裂开
无起泡
甲醇
手霜
橄榄油
脱落
裂开
起泡
14
防油测试B
用甲醇(99%)擦干净产品表面以后,用手霜(kanebosericeous或者xaonivea系列)、玻璃清洁剂、橄榄油、逐一抹在产品表面,然后放在室温下5分钟,然后清洁干净,最后放在40℃RH95%的溶器里240小时
无脱落
无裂开
无起泡
甲醇
手霜
无脱落
无裂开
无起泡
恒温箱
脱落
裂开
起跑
10
防褪色
用铝铂覆盖产品表面一半,后用20W紫外线距15cm照射72小时
不褪色
耐紫外线箱
褪色
11
温度湿度
零下40℃放置2小时,经1小时升高到70℃RH90%,放置2小时,然后1小时降到零下40℃,依次循环40次,共240小时
无脱落
无裂开
无起泡
恒温箱
脱落
裂开
起泡
12
绵布
破裂
起皱
褪色
2
附着力(1)
用乙醇99.5%擦拭后,拿3M胶用手指压平后,后沿产品表面2次以90°直方向快速撕下。
无剥落
3M胶
脱落
3
附着力(2)
用百格刀划样品(穿透油漆层),擦掉表面毛边后,用酒精擦拭干净,进行附着力(1)测试
无一格分开脱落
百格刀
3M胶
脱落
剥离
4
耐磨
拿EF-74橡皮擦用500g下于平面60mm直线来往100来回
光泽仪
7
色差
用产品平面对准色差仪测色孔不可漏光,点击确定后读数,银粉之涂料:△E≦1.0;△L≦±0.7;△a≦±0.5;△b≤±0.5(以目视为主);
与色板对比
目视色差不明显
色差仪
8Байду номын сангаас
膜厚
在被测产品上选择一块没有瑕疵的平面区域并擦拭干净,面积大于2cm2,将膜厚测试仪探头垂直接触于被测面进行测量。
15um±3um,
油漆涂料涂装产品检验方法及检测标准
干燥条件:60℃~70℃×30分钟表干,静置1小时,60℃~70℃×4小时,或静置72小时后检测
序号
检验项目
检验方法
检验标准
检验设备
缺点描述
1
耐酒精(醇)
在压力是500g /cm2的条件下用沾有99.5%以上乙醇的纯棉布或棉花棒往返擦拭20次
无破裂
起皱
褪色
擦拭机
乙醇
不见底材
耐磨机
见底材
5
硬度
单/双液型油漆、三菱牌铅笔H/HB/2H测试前,铅笔芯用400#砂纸磨平,在500g作用下以45°角沿着产品表面匀速向前推10cm,然后用橡皮擦拭必须能擦铅笔留下的痕迹,产品表面无明显可见之印迹,推进过程
无印迹
硬度机
三菱牌铅笔
印迹
6
膜厚
在产品表面用油性笔涂黑一片,长约为20mm,粗不小于1mm,然后用膜厚计划过,注意膜厚计的划线与油性笔的划线要基本垂直,然后对照计数表计数
裂纹
起皱
褪色
3
附着力
右手持百格刀施力均匀,水平于产品上横竖划切成百格状,用3M610胶纸施500g力贴于产品百格处(不可有气泡,贴斜)待3分钟后以90°迅速揭起3次。(胶纸只可使用1次)
不可有5%以上的脱落
百格刀
脱落
掉漆
4
耐磨性
用EF-74#橡皮擦用175gf/cm2的力在产品表面5cm直线磨擦50次,一个来回算一次,周期2秒,涂层表面无见底材。
不见底材
无变色
耐磨机
见底材
变色
5
硬度
三菱牌铅笔H,测试前铅笔芯用400#砂纸磨平,在500g作用下以45°角沿着产品表面匀速向前推8cm,然后用橡皮擦拭必须能擦铅笔留下的痕迹,产品表面无明显可见之印迹.
无划伤
硬度机
划伤
6
光泽度
测试前将样品用无尘纸擦拭干净,测试时选取大于测试孔径的被测区
与色板对比
(目视不明显)
膜厚仪
防指纹
人造指纹液浸泡(涂抹)产品,待其干燥后放置在40℃RH95%的环境中48小时
无脱落
无裂开
无起泡
脱落
裂开
起泡
13
防油测试A
用甲醇(99%)擦干净产品表面以后,用手霜(kanebosericeous或者xaonivea系列)、玻璃清洁剂、橄榄油、逐一抹在产品表面,然后放在室温下5分钟,再用纯棉布在300g/cm2的力度下来回擦拭30次
橄榄油
脱落
裂开
起泡
干燥条件:65°±5°×30分钟,静置72H后进行检测性能
序号
检验项目
检验方法
检验标准
检验设备
缺点描述
1
喷涂外观
手喷除油后铝镁片目视外观
无外观不良
目视
不光滑
有瑕疵
2
耐酒精(醇)
在压力是1000g /cm2的条件下用沾有95%以上乙醇的纯棉布或棉花棒往返擦拭20次
无裂纹起皱,褪色
耐磨机
8um-15um重喷漆小于20um
膜厚仪
7
色差
用产品平面对准色差仪测色孔不可漏光,点击确定后读数△L≤±0.3;△a≤±0.2;△b≤±0.2;△e≤0.5;
与色板对比目视不明显
色差仪
8
耐水
放在60℃热水中4小时,自然凉干10分钟,然后进行附着力(1)测试
无脱落,
水浴锅
脱落
9
温度冲击
将样品在如下环境中放置,-40℃放置30min,25℃放置30min70℃放置30min,25℃放置30mins,依次进行,共5个循环