数控刀具规格表
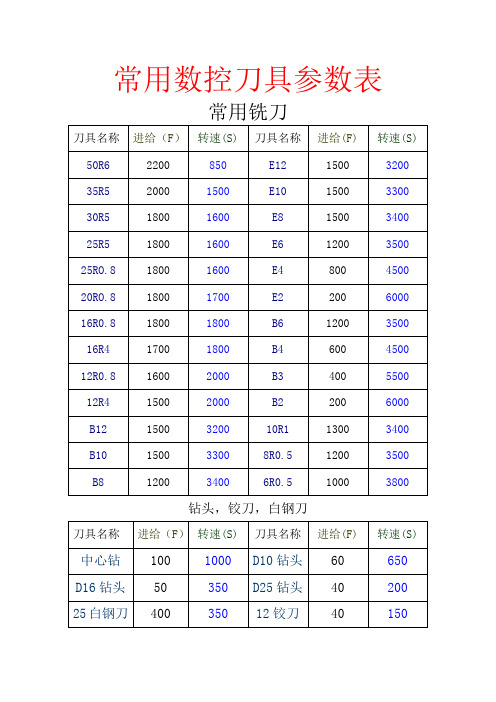
常用数控刀具参数表
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
数控刀具规格表

模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
数控刀具的使用参数
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。
CNC刀具规格表
φ6*φ16 R0.8
APMT1604PDER-M2
R0.8
RPMW1003 MO-II
R5
- 22 -
RPNX 1204MOSN
R6
EDNW-13T4TN-10
R3
EDNW-15T4TN-10
R3
- 23 -
φ2R1 φ2.5R1.25
XAC-BEM2S1.5
φ3R1.5
XAC-BEM2S2 XAC-BEM2S2.5 XAC-BEM2S3
φ4R2 φ5R2.5 φ6R3
- 16 -
XAC-BEM2S4
XAC-BEM2S5
XAC-BEM2S6
钨钢涂层平底
刀
XAC-PEM2S1
XAC-PEM2S1.5
XAC-PEM2S2
EMR-5R×35×200-C32-3T
飞刀盘 FSRM5063-4T
φ63R3
RPMW1003 MO-II AH120 螺丝:M3.5×10-T15 M4×9-T15
R10 CY250 EDNW-15T4TN-10
-2-
ASR504-22-4T
φ50R3
BAP300R-16×160-C15-2T
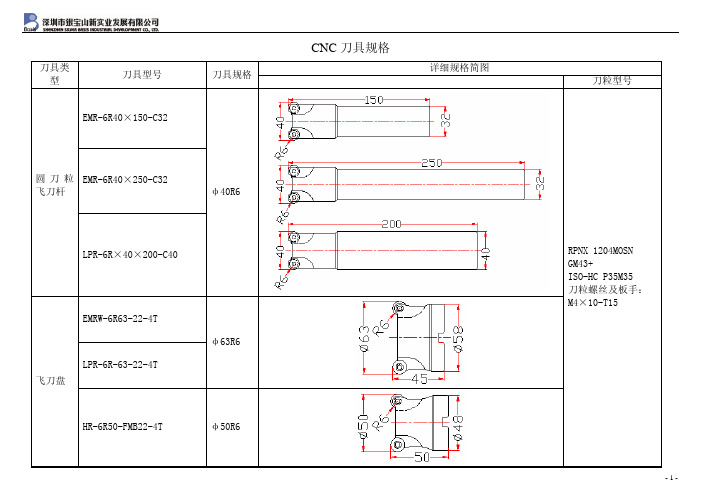
刀具类 型
刀具型号
EMR-6R40×150-C32
刀具规格
圆 刀 粒 EMR-6R40×250-C32 飞刀杆
φ40R6
LPR-6R×40×200-C40
EMRW-6R63-22-4T
LPR-6R-63-22-4T 飞刀盘
HR-6R50-FMB22-4T
φ63R6 φ50R6
CNC 刀具规格
详细规格简图
TDL22.7-250L
粗镗刀
数控刀具外圆车刀表

a=20;b=20;L=125;h=20;s=25;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=38
查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看
外 圆 车 刀
型号 CCLNL2020K12 CCLNL2525M12 CCLNL2525M16 CCLNR2020K12 CCLNR2525M12 CCLNR2525M16 CCLNR3225P16 CDJNL2525M15 CDJNL3225P15 CDJNR2525M15 CDJNR3225P15 CKJNL2525M16 CKJNL3232P16 CKJNL4040R16 基本尺寸(mm) 基本尺寸 适用 刀片 型号 详细信息 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看
a=32;b=25;L=170;h=32;s=32;e=32 a=32;b=32;L=170;h=32;s=40;e=38 a=32;b=32;L=170;h=32;s=40;e=45
a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=32;b=25;L=170;h=32;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32
CNC常用刀具种类规格标准

刀盘:SKS-4050R-08-22 42 刀粒:WDMW080520ZTP-
JC8025
φ50R3
R3飞刀盘
φ63R3×50(总长)×60(柄径)
φ50R3×50(总长)×47(柄径)
刀盘:SKS-4063R-10-22 43 刀粒:WDMW10X620ZTP-
JC8015
φ63R3
φ63R3×50(总长)×60(柄径)
10 TAP400R-25*25柄*250L
φ25R0.8×14(刃长)×200(总长)×24(柄径) φ25R0.8×14(刃长)×250(总长)×25(柄径)
11 TAP400R-25*25柄*300L
R0.8飞刀把 φ25R0.8×14(刃长)×300(总长)×25(柄径)
12 TAP400R-32*32柄*160L
21 EMR-C25-5R-25*150L 22 EMR-C25-5R-25*200L 24 EMR-C25-5R-30*160L
φ25R5 φ30R5
φ25R5×150(总长)×25(柄径)
R5飞刀把
φ25R5×200(总长)×25(柄径) φ30R5×160(总长)×25(柄径)
25 EMR-C25-5R-30*200L φ30R5
φ63R3
φ50R3×50(总长)×47(柄径) R3飞刀盘
φ63R3×50(总长)×60(柄径)
52 TBP-8R-20-200 53 TBP-10R-20-140 55 TBP-10R-20-200
φ16R8
φ16R8×95(颈长)×200(总长)×20(柄径)
φ20R10
球头刀杆
φ20R10×140(总长)×20(柄径) φ20R10×200(总长)×20(柄径)
CNC标准刀具切削参数表
Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
CNC常用刀具种类规格标准
CNC常用刀具种类规格标准一、铣刀1. 平口铣刀:平口铣刀是一种最常见的铣刀,在平面和立面上进行铣削操作。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 端铣刀:端铣刀适用于切削深度较小的工件,可在平面、立面和轮廓上进行加工。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3. 镗铣刀:镗铣刀常用于镗孔和切削精度要求较高的工件,适用于大批量生产。
常用的规格有直径为6mm、8mm、10mm、12mm等。
4. 槽铣刀:槽铣刀适用于切削槽、倒角和切削凹槽的工件。
常用的规格有直径为4mm、6mm、8mm、10mm等。
5. T形铣刀:T形铣刀通常用于加工T槽和切削凸槽的工件。
常用的规格有直径为8mm、10mm、12mm、16mm等。
二、钻头1. 直径钻头:直径钻头常用于钻孔操作,可用于铸件、金属和非金属材料的加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
2. 长孔钻头:长孔钻头适用于需要加工深孔的工件,材质较硬的工件也适用。
常见的规格有直径为2mm、3mm、4mm、5mm等。
3. 镗钻头:镗钻头适用于加工精度要求较高的大孔和螺纹孔。
常见的规格有直径为6mm、8mm、10mm、12mm等。
4. 中心钻头:中心钻头适用于进行定位和偏心钻孔的工件,也常用于钻孔前的初始孔加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
三、刀片1. 外圆刀片:外圆刀片适用于车削和车削外径的工件,用于切削薄壁工件时效果更好。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 内圆刀片:内圆刀片适用于车削和车削内径的工件,用于加工深孔时效果更好。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3.轴向刀片:轴向刀片适用于进行车削操作时的进给和退刀,用于车削较长工件时效果更好。
4.切槽刀片:切槽刀片适用于车削切削槽、槽沟和沟道的工件,能够提高生产效率。
5.车削刀片:车削刀片适用于车削平面和轮廓的工件,能够提高加工精度和表面光洁度。
普通数控机床常用刀具表
D12 R6 130
95
95
中粗/精 2500/3000 3000 0.60/0.15
D10 R5 130
95
40
中粗/精 2500/2500 3000 0.50/0.15
钨钢刀
D8 R4 100
70
20
中粗/精 2000/2500 3000/3500 0.50/0.14
钨钢刀
D6 R3 50
30
30
120
粗/精 1800/2400 1800/2500 0.40/0.15 开粗刀长超150时,
下刀量减半。
D21 R0.8 200 140
130
粗/精 1500/2200 1800/2500 0.35/0.15
D17 R0.8 160 125
45
粗/精 1800/2200 2000/2500 0.35/0.14 开粗刀长超90时,下刀量减半。
粗/精 1000/1500 2500/3000 0.12/0.08
钨钢刀,加R0.5也相同
D3 / D2 50
30
30/25 粗/精
600
3200 0.10/0.05
钨钢刀,加R0.5也相同
D1
精
500
3500
0.01
钨钢刀
D 0.8
精
400
3500
0.008
钨钢刀
D1×45° 120
70
70 倒角刀 800 1500
中粗/精 1500/2500 3000/3500 0.35/0.12
钨钢刀
D5 R2.5 50
30
8
中粗/精 1200/2000 3000/3500 0.30/0.11
数控刀具外圆车刀表
JDJNR2525M15
查看
JDJNR3225P15
查看
JSDNN2020K12
查看
JSDNN2525M12
查看
JSDNN3225P12
查看
MCBNL2020K12
a=20。b=20。L=125。h=20。s=17。e=32
查看
MCBNL2525M12
a=25。b=25。L=150。h=25。s=22。e=32
a=25。b=25。L=150。h=25。s=22。e=32
查看
MSBNL2525M15
a=25。b=25。L=150。h=25。s=22。e=38
查看
MSBNL3225P12
a=32。b=25。L=170。h=32。s=22。e=32
查看
MSBNL3232P15
a=32。b=32。L=170。h=32。s=29。e=38
查看
CRDNN2020K12
查看
CRDNN2525M12
查看
CRDNN3225P12
查看
CRDNN3232P15
查看
CRDNN4040R15
查看
CRSNL3232Q15
查看
CRSNR3232Q15
查看
CSDNN2020K12
查看
CSDNN2525M12
查看
CSDNN3225P12
查看
CSKNL2020K12
查看
MCBNL2525M16
a=25。b=25。L=150。h=25。s=22。e=40
查看
MCBNL3225P12
a=32。b=25。L=170。h=32。s=22。e=32
查看
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如D50R5或D63R6 等。
机床小则不能装大于D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度
D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。