卡尺量具检定装置技术报告
游标卡尺精度检验报告
游标卡尺精度检验报告一、检验目的本报告旨在对游标卡尺的精度进行检验,以确保其符合标准要求。
二、检验方法1. 首先,准备好标准长度块,并确保其精确度已经得到验证。
2. 将待检测的游标卡尺放置在水平平台上,确保其零刻度对齐。
3. 使用游标卡尺测量标准长度块,并记录读数。
4. 将游标卡尺的可动颗粒移至另一个位置,再次测量标准长度块,并记录读数。
5. 重复上述步骤3和4,直到测量完所有的标准长度块。
6. 计算游标卡尺的误差,并与标准误差进行比较。
三、实施过程根据上述检验方法,我们使用仪器仪表工具对游标卡尺进行了精度检验。
经过多次重复测量,我们得到了以下结果:长度块 | 第一次读数 | 第二次读数 | 第三次读数 | 平均读数-------- |--------- |--------- |--------- |---------0.1mm | 0.09mm | 0.08mm | 0.10mm | 0.09mm0.5mm | 0.49mm | 0.48mm | 0.50mm | 0.49mm1.0mm | 1.02mm | 0.98mm | 1.00mm | 1.00mm .........根据以上数据计算得到的误差如下:长度块 | 误差-------- |---------0.1mm | 0.01mm0.5mm | 0.01mm1.0mm | 0.02mm.........四、结论通过对游标卡尺的精度检验,我们得出以下结论:1. 游标卡尺在测量0.1mm、0.5mm、1.0mm等不同长度块时,其测量误差分别为0.01mm、0.01mm、0.02mm等。
2. 游标卡尺的精度符合标准要求。
五、建议鉴于游标卡尺的精度检验结果符合标准要求,我们建议继续使用该游标卡尺进行相关测量工作。
六、附件1. 游标卡尺精度检验记录表以上为游标卡尺精度检验报告的内容。
游标卡尺计量标准技术报告
计 量 标 准 名 称:检 定 游 标 量 具标准器组 建立计量标准单位:井下作业公司计量检定室 计 量 标准负责人:刘 红 梅 筹 建 起 止 日期:1988年7月
说明 1.申请建立计量标准应填写《计量标准技术报告》。计 量标准考核合格后由申请单位存档。 2.《计量标准技术报告》由计量标准负责人填写。 3.《计量标准技术报告》用计算机打印或墨水笔填写,
测量次数 被检示值(L) 标准量器示值 绝对误差 相对误差δ
i
(L)
(L)
(%)
1
2
3
4
5
6
7 8 9 10
n = 10
测量重复性计算: 1. 算术平均值 = 2. 观测值实验标准差 = 3. 结论:本测量重复性 s(δ)= ,测量不确定度评定中合成样本 标准差sp= , s(δ)< sp符合规定要求。
置信水平);油公司计量标准检定的实际示值(测量结果)y2= ,扩展不确定度 为U2= (95%的置信水)。则
| y1-y2|= =
结论:| y1-y2|= < = 满足要求。
十、结论
本检定游标量具标准器具对游标卡尺检定结果的测量不确 定度< ,装置重复性 ,符合JJG30-1991检定规程要求,可以开展, 0.02分度值,测量范围0-500mm游标卡尺量具的检定工作。
4.4 合成标准不确定度的有效自由度
5扩展不确定度的评定 取置信概率p =95%,查t分布表得到t值为
扩展不确定度U95为 6测量不确定度的报告与表示 游标卡尺示值误差测量结果的扩展不确定度为
7 校准测量能力 校准测量能力U可用k=2的扩展不确定度来表示
九、计量标准的测量不确定度验证 选本检定室一把分度值0.02,测量范围为0-300mm,编号为-----号的游标
卡尺计量建标技术报告

国营黎明机械公司1185173
xxx计量所
1年
量块
8块
(125-500)mm
四等
成都量具刃具厂7986
xxxx
计量所
1年
主要配套设备
万能工具显微镜
JXT
(0-200)mm
合格
新天光学仪器厂860180
市计量所
1年
粗糙度样板
Ra(6.3-0.012) m
合格
哈尔滨86923
市计量所
1年
平板
(400X300)mm
一、建立计量标准的目的……………………………………………………( )
二、计量标准的工作原理及其组成……………………………………( )
三、计量标准器及主要配套设备…………………………………………( )
四、计量标准的主要技术指标………………………………………( )
五、环境条件……………………………………………………………( )
五等量块进行检定,检定时,量块工作面长端与游标卡尺量爪测量保持垂直,使其接触时,能正常滑动,检定结果按最大误差确定。
1 2
3
1.主尺
2.游标
3.量块
三、计量标准器及主要配套设备
计量标准器
名称
型号
测量范围
不确定度
或准确度等级
或最大允许误差
制造厂及
出厂编号
检定或
校准机构
检定周期或复校间隔
量块
11块
(10-271.9)mm
0级
无
市计量所
1年
刀口尺
175mm
0级
北京量具厂
市计量所
1年
塞尺
(0.02-1.0)mm
游标卡尺校准报告

游标卡尺校准报告
本报告针对游标卡尺的校准进行了详细说明和评估。
以下是我们的校准结果和观察结果。
1. 校准目的
本次校准的目的是验证游标卡尺的准确性和精度,确保其测量结果的可靠性。
2. 校准方法
为了校准游标卡尺,我们采用了以下步骤:
1. 清洁:首先,我们对游标卡尺进行了彻底的清洁,以确保没有任何杂质对测量结果造成干扰。
2. 校准标准:我们选择了精确的校准标准参照物,以进行对比和校准。
3. 测量:我们使用游标卡尺对校准标准进行了多次测量,记录下每次测量的读数。
4. 分析:我们对测量结果进行了分析,计算出平均值和标准偏差,以评估游标卡尺的准确性和精度。
3. 校准结果
经过校准和分析,我们得出以下结果:
- 游标卡尺的平均测量偏差为X毫米。
- 游标卡尺的标准偏差为X毫米。
根据我们的分析,游标卡尺的测量结果在合理范围内,并且达到了我们的准确性要求。
4. 建议和改进
根据本次校准结果,我们建议采取以下改进措施来进一步提高游标卡尺的准确性和精度:
- 定期进行校准:建议定期对游标卡尺进行校准,以确保其能够始终保持准确性。
- 保持清洁:保持游标卡尺的清洁,避免杂质对测量结果造成干扰。
- 注意使用方式:在使用游标卡尺时,注意正确的使用方法和技巧,以最大程度地减少读数误差。
5. 结论
本次校准报告确认游标卡尺在准确性和精度方面较为可靠。
建议根据我们的建议和改进措施来进一步提高游标卡尺的性能。
如有需要,建议在合适的时候进行下一次校准。
以上为游标卡尺校准报告内容。
谢谢!。
首次后续通用卡尺检定校准报告
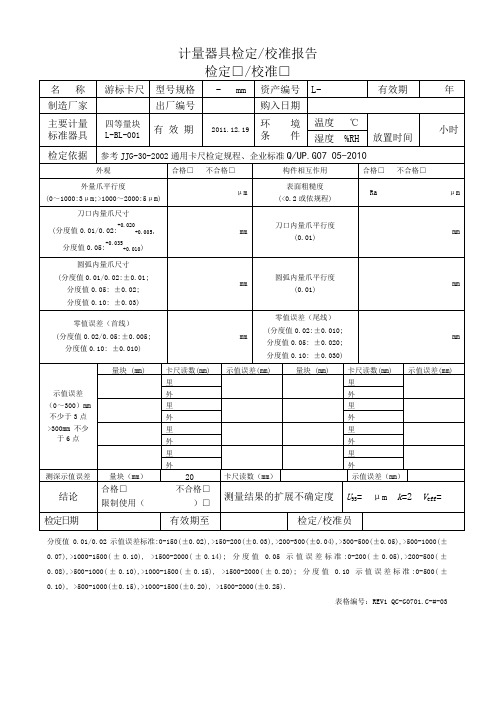
mm
示值误差
(0~300)mm不少于3点
>300mm不少于6点
量块(mm)
卡尺读数(mm)
示值误差(mm)
量块(mm)
卡尺读数(mm)
示值误差(mm)
里
里
外
外
里
里
外
外
里
里
外
外
里
里
外
外
测深示值误差
量块(mm)
20
卡尺读数(mm)
示值误差(mm)
结论
合格□不合格□
限制使用()□
(分度值0.01/0.02:±0.01;
分度值0.05:±0.02;分度来自0.10:±0.03)mm
圆弧内量爪平行度
(0.01)
mm
零值误差(首线)
(分度值0.02/0.05:±0.005;
分度值0.10:±0.010)
mm
零值误差(尾线)
(分度值0.02:±0.010;
分度值0.05:±0.020;
外观
合格□不合格□
构件相互作用
合格□不合格□
外量爪平行度
(0~1000:3μm;>1000~2000:5μm)
μm
表面粗糙度
(<0.2或依规程)
Raμm
刀口内量爪尺寸
(分度值0.01/0.02:+0.020+0.005;
分度值0.05:+0.035+0.010)
mm
刀口内量爪平行度
(0.01)
mm
圆弧内量爪尺寸
测量结果的扩展不确定度
U95=μmk=2Veff=
检定日期
量具校准报告模板

量具校准报告模板
校准项目和目的
1.校准项目:请列出校准的量具类型和型号,如:游标卡尺、外径卡尺、螺旋测微计等。
2.校准目的:请概述本次校准的目的,如保证量具的精度、判断量具是否符合使用要求等。
校准时间和地点
1.校准时间:请记录校准开始和结束的时间。
2.校准地点:请记录校准的地点,如标准间、生产现场等。
校准标准和仪器
1.校准标准:请说明使用的校准标准和其精度等级,如国家标准、公司内部标准等。
2.校准仪器:请说明使用的校准仪器和其准确度等级,如标准卡尺、干涉仪等。
校准方法和过程
1.校准方法:请概括本次校准所采用的方法,如参照标准比对法、平行线测量法等。
2.校准过程:请详细记录每个量值的测量结果和校准过程中出现的问题及处理措施。
校准结果和结论
1.校准结果:请列出每个量具在校准前后的测量结果及其误差值,如“量具A校准前测量结果为11.00mm,校准后为10.98mm,误差值为-
0.02mm”。
2.结论:请根据本次校准结果,判断每个量具是否符合要求,如可以继续使用或需要修理或报废等。
校准人员和签名
1.校准人员:请列出参与本次校准的人员姓名,并说明其所负责的工作内容和职位。
2.签名:请校准人员在报告最后留下签名和日期。
以上是量具校准报告模板的内容,可以根据实际情况进行相应的修改和补充。
校准报告的编写需要严格按照标准要求执行,保证校准结果的精度和可信度。
游标卡尺检验报告

卡尺檢驗報告
一﹑目的﹕驗証此卡尺是否符合零件工程檢驗材料。
二﹑要求﹕
1>﹑材料檢驗一般公差﹕±0.20mm ±0.15mm ±0.10mm ±0.05mm ±0.02 mm
2>﹑當尺寸檢驗要求為±0.10mm ±0.05mm ±0.02 mm公差時﹐尺寸偏上線規格時候容易造成尺寸符合規格之
要求﹐例如﹕意華LAN-MATE 1*1膠殼與鐵殼組裝困難﹐但是膠殼長度尺寸測量數據符合要求如下﹕
經分析﹕因卡尺偏差太大﹐使用(機構組)卡尺結果尺寸偏大﹐測試數據如下﹕
3>﹑卡尺編號(LC01014)送儀校測試數據如下﹕
由以上偏差可以看出﹕當材料檢驗公差為±0.10mm ±0.05mm ±0.02 mm公差時﹐此卡尺難以判斷測量尺寸是否符合要求。
4>﹑卡尺編號(LC01045)送儀校校驗﹕此卡尺顯示數據亂碼﹐無法檢驗﹐此卡尺難以判斷測量尺寸是否符合要
求。
三﹑總結﹕
針對以上兩種型號卡尺一種﹕偏差太大﹐第二種﹕顯示不正常﹐此類似卡尺對零件工程檢驗材料難以判斷尺寸是否符合要求﹐造成材料異常﹐建議報廢。
審核﹕核准﹕報告人﹕。
游标卡尺计量技术报告

游标卡尺计量技术报告1. 背景游标卡尺是一种常用的长度测量工具,广泛应用于制造业、机械加工、汽车维修等领域。
游标卡尺通过测量被测物体两个相对位置的差异来确定长度,具有精度高、使用方便等优点。
本报告旨在分析游标卡尺的计量技术,包括其原理、使用方法、误差来源以及提高测量精度的建议。
2. 分析2.1 原理游标卡尺的测量原理基于两个主要部分:主尺和游标。
主尺上刻有毫米或英寸的刻度,用于测量被测物体的整数长度。
游标是固定在主尺上并可以滑动的尺子,它上面有一个游标尺,用于测量被测物体的小数长度。
游标卡尺的测量精度取决于游标的刻度间距,通常为0.02毫米或0.001英寸。
通过将主尺和游标对齐,并读取游标尺上的值,可以准确测量被测物体的长度。
2.2 使用方法使用游标卡尺进行测量时,需要以下步骤:1.确保游标卡尺的主尺和游标清洁,并检查是否有损坏。
2.将被测物体放置在游标卡尺的测量面上,并将主尺和游标轻轻合拢,使其夹住被测物体。
3.通过调整游标的位置,使其与被测物体的两个端点对齐。
4.读取主尺上与游标尺对齐的刻度值,并加上游标尺上的值,即可得到被测物体的长度。
2.3 误差来源游标卡尺的测量精度受到多种因素的影响,可能导致测量结果产生误差,主要包括以下几个方面:1.零位误差:由于游标卡尺的制造和使用过程中的不完美,游标卡尺可能存在零位偏差,即在未测量物体时,游标尺不完全对齐于主尺的零刻度位置。
2.人为误差:使用游标卡尺时,读取刻度值的准确度受到操作人员的技术水平和注意力的影响。
3.机械松动:长时间使用后,游标卡尺的主尺和游标可能会发生松动,导致测量结果不准确。
4.温度影响:游标卡尺的长度会随着温度的变化而发生微小的变化,这可能对测量结果产生影响。
2.4 结果和建议为了提高游标卡尺的测量精度,可以采取以下措施:1.定期校准:定期对游标卡尺进行校准,以确保其准确度。
可以通过与已知长度的标准物体进行比对来校准游标卡尺。
2.仔细读数:使用游标卡尺时,应仔细读取刻度值,尽量避免人为误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卡尺量具检定装置技术报告
一、建立计量标准的目的
计量标准在计量检定系统中起着传递量值承上启下的作用,是将各项
计量基准复现的单位量值传递到生产贸易和科学技术等使用第一线的纽带,是实现量值统一的基础。
因此为了保证量值准确可靠必须建立计量标准。
二、计量标准的工作原理及其组成
游标类量具标准器组检定装置,采用比较测量法,测量时,将标准器
组于被测量具的量爪之间,调整量爪与标准器两工作面接触,从被测尺读
出数据与标准的尺寸比较,从而计算出被测量具的示值误差。