快速反应流程
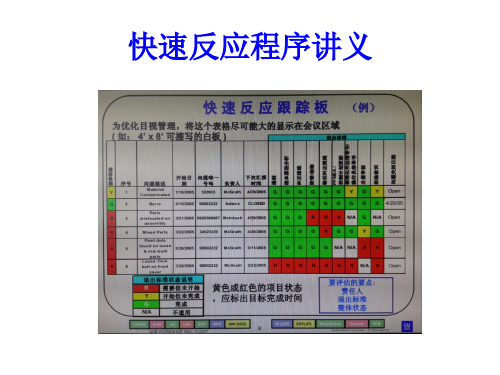
快速反应问题流程看板

根据计划领 物料到生产区
装夹调机
首件检验
过程/自主检验
统计入报表 (不合格品统计)
作业结束 (做好5S)
A4纸盒 (用于放置生产计 划和物料出现过的问 题警示)
过程控制
核对指导书与物 料标签、工理流程
异常反应计划
发现异常
设备故障
设备报修
核对封样件
停止作业并上报 主管
标识不规范
重新标识
首件检验不 合格
首件再检不 合格
隔离标识重 检
隔离标识报 废
过程检验不 合格
异常 (1.非无正法 按2.标不准符 合3.作合业格 品4.与突不发 事5.件跟(平设 时不一
停止作业 报告处理
A4纸盒 (用于放置异常 处理记录)
贯彻执行作业标准
减少过程七大浪费
异常升级流程
作业员/检验员 (发现异常及时报告)
现场领班/技术 (处理时间:10分钟)
现场主管 (处理时间:10分钟)
部门经理 (处理时间:10分钟)
副总经理 (处理时间:10分钟)
总经理
升级 说 1.处 理 上人 一 级 2.反第 一 员时 时,
A4纸盒 (用于放置异常 处理记录)
样件不良
重新封合格 样件
调机确认
过程样件确认
首件 检 1.验作 业 2.正产 品 3.切更 换 4.夹更 换 5.材作 业 6.方异 常 7.修停 顿超
A4纸盒 (用于放置过程 质量问题缺陷警示)
异常产品隔离/标 示
等待主管指示
按主管指示执行
恢复作业并记录 (首件确认)
A4纸盒 (用于放置不合格警 示图片,过程问题 管理跟踪)
QSB快速反应流程

QSB快速反应流程快速反应流程(QSB,Quick Service Bulletin)是一种用于迅速处理问题和将解决方案迅速传达给相关人员的流程。
它旨在确保问题能够得到及时解决,以最小程度地对组织的正常运营造成干扰。
以下是一个包含超过1200字的QSB的标准流程:第一步:问题识别(Identification)快速反应流程的第一步是识别问题。
这可以通过多种方式进行,例如通过客户反馈、内部质量监控和检查、日常操作的异常情况等等。
一旦问题被发现,相关人员应该立即报告给负责的团队或部门。
第二步:问题分析(Analysis)第三步:解决方案开发(Solution Development)一旦问题的根本原因得到确认,团队需要制定相应的解决方案。
这通常涉及到制定一系列具体的步骤和行动计划,以修复问题并防止类似问题的再次发生。
解决方案应该是可操作和具体的,以便相关人员能够迅速理解并采取相应行动。
第四步:解决方案验证(Solution Validation)在制定解决方案之后,团队需要进行验证,以确保问题解决方案的有效性。
这可能包括验证方案的实施、测试解决方案的可行性,并确保它真正解决了问题。
如果验证过程中发现问题或需要进行进一步的调整,团队将返回前面的步骤进行修正。
第五步:解决方案发布(Solution Release)在解决方案被验证通过之后,团队需要将其传达给相关人员。
这可能包含编制发布公告、更新相关文件或培训相关人员。
目标是确保解决方案被传达给那些需要知道并实施它的人员。
第六步:问题解决(Problem Resolution)解决方案发布之后,团队需要跟踪问题是否得到解决。
这可以通过定期的监控和检查来实现。
如果发现问题仍未解决或出现新的问题,团队需要立即采取行动进行纠正。
第七步:总结和反馈(Summary and Feedback)在问题解决之后,团队应该进行总结和反馈。
这包括评估问题解决的效果、提取教训和经验,并在需要的情况下更新标准操作程序和其他相关文件。
QSB+快速反应流程

1.目的为了及时的对内/外部顾客抱怨进行处理,及时对内部质量缺陷进行解决及总结经验,提升企业生产效率并最终达成提升企业有效产出之目的。
2.范围本程序适用于企业生产运作过程中所有表露出的内/外部问题。
3.术语和定义3.1快速反应会议是一个接近生产现场的、基于数据和目视化看板的沟通会议。
以生产计划(昨/今日)为关注节点,由生产部主管或更高级别管理人员进行主导、各部门主管及核心工程师参加的会议。
会议全程站立进行、保持在30分钟内。
3.2是以生产计划为主线并以提高组织有效产出为目标的会议。
3.3对过去24小时内发生的重大质量问题或事件进行检查,定义中长期问题和短期问题、应根据快速反应短期、中长期看板登入标准进行目视化管理。
3.4目的是提高信息共享、快速沟通决策并加以跟踪,从而提高团队沟通的有效性。
该会议的有效召开是基于问题的有效解决和经验总结的应用(横向展开等)避免后期问题重复发生。
3.5对分层审核、岗位验证发生的重大事件必须在会议上进行评审和跟踪。
3.6规定解决质量问题和时间的负责人、完成时间、汇报日期、跟踪方式等,建立快速反应系统。
3.7对分层审核、岗位验证发生的重大事件必须在会议上进行评审和跟踪。
3.8规定解决质量问题和事件的负责人、完成时间、回报日期、跟踪方式等,完善快速反应系统。
4.职责和要求4.1质量部负责快速反应流程开发、培训、维护、问题解决之验证等。
4.2公司级快速反应会议主持人一般由生产部部长或质量部部长担任,负责组织每日质量例会;必要时可做适当调整。
4.3与会人员需按时参加、不得迟到、早退、缺席;由会议主持人于会议上明确指定问题解决负责人、相关部门作为小组成员为其提供团队支持。
4.4参会部门及参会人员详见《快反会议参会人员名单》,快反会议规定应由各部门部长亲自参加。
如遇出差或其它客观原因不能按时出席时,应及时向会议主持者请假并委派其他人员代替参加,参会人员需每日会前五分钟进行《快反会议签到表》登记。
请描述qr快速反应法的实施步骤

QR快速反应法实施步骤1. 简介QR快速反应法(Quick Response Method)是一种定量化的研究方法,用于测量、评价和改进组织及其流程中的绩效。
它通过迅速分析数据和收集反馈意见,使决策者能够更快地做出改进和优化的决策。
2. 实施步骤下面介绍QR快速反应法的实施步骤,以确保正确、高效地使用这种方法。
2.1 定义研究目标和问题在实施QR快速反应法之前,首先需要明确研究的目标和问题。
这些目标和问题应该与组织或流程的绩效相关,例如提高生产效率、降低成本或改进客户满意度等。
明确研究目标和问题对于后续步骤的进行具有指导作用。
2.2 选择参与者和收集数据在选择参与者方面,需要根据研究目标和问题来确定参与者的范围和数量。
参与者可以包括组织内部的各个层级和角色。
收集数据可以通过问卷调查、面访或观察等方式进行。
确保数据收集方法可靠、有效,并且能够提供足够的信息来支持后续的数据分析和决策。
2.3 设计问卷或采访指南根据研究目标和问题,设计问卷或采访指南来收集参与者的反馈意见。
问卷和采访指南应该包括与研究目标和问题相关的问题,并且应该尽量简洁明了,避免使用模糊或含糊不清的问句。
2.4 数据收集根据设计好的问卷或采访指南,进行数据收集工作。
对于问卷调查,可以通过在线调查工具或纸质问卷的形式进行;对于面访和观察,可以采用录音或记录的方式来收集数据。
确保数据收集过程中的准确性和可靠性。
2.5 数据分析在完成数据收集后,对收集的数据进行分析。
数据分析可以使用各种统计工具和方法,例如描述性统计、相关分析和回归分析等。
确保数据分析结果能够提供有关组织绩效的有用信息,并且能够提供决策的依据。
2.6 制定改进措施根据数据分析的结果,制定改进措施。
改进措施应该针对研究目标和问题,具体、可行,并且能够解决存在的问题和提高组织或流程的绩效。
确保改进措施的实施能够带来实际的效益和改善。
2.7 实施改进措施在制定改进措施后,需要实施这些改进措施。
快速反应流程

快速 反应运 行
各层 级快 反看 板维
护人 员
快反 看板
各层 级快反 维护人 员根据 “上板 原则” 对反 馈的问 题进行 评审,并更 新至快 反 看板。
各层 级快 反看 板维
护人 员
快反 看板
1、每日 召开快 速反应 会议 ,落实 责任 人、汇报 时间和 退出准 则; 2、更新 问题解 决状态 。
输入对象 输入信息
顾客 供应 商
内部
QR/邮件/ 电话 等
过程 :快速 反应
流程 图 发现 问题
责任 部
问题描述 应将每日发生的各类问题反馈至快速响 应看 板维护 人员。
班组 车间 质量 部门
问题 描述
N 是否 上板
Y
各层 级快 反看 板维
护人 员
快反 看板
各层 级快 反看 板维
护人 员
快反 看板
退出 快反
各层 级快
N(问题升级) 反看板维
Y
护人 员
快反 看板
判断 问题是 否满足 退出准 则: 是:退出; 否:根据 问题升 级原则 升级。
结束 QC QIP
质量 部门
质量 问题信 息数 据库
1、有关 产品的 问题输 入质量 问题信 息数 据库 产品类 (QCQS/M02-2017-R 02 -1 ); 2、其他 问题输 入质量 问题信 息数据 库体 系类(QCQS/M02-2017-R02-2)。
IATF16949快速反应控制程序(含表格)

快速反应控制程序(ISO9001-2015/IATF16949-2016)1.0目的为了开展日常改善活动,确保产品质量,提高处理质量问题的效率,保证生产顺利进行和产品的准时交付。
2.0范围本程序适用于公司内外部质量问题的处理。
3.0职责任务和职责部门R=负责;S=支持;GM PM QA GD PD FD SD I=信息;O=如果有必要收集和汇总并确认何种问题要上快S R S S 速响应看板组织召开快速响应会议并跟踪措施R R R 的实施检查3.1品管部质量人员QE负责客户的外观件标准,并将标准及时传达各分厂;3.2PM负责执行客户外观件标准,并细化到相应对应的《产品检验规范》中;4.0术语和定义4.1快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
4.2问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
4.3经验总结:利用成功经验,防止错误重复出现。
4.1各客户外观件检验标准:5.工作程序5.1开会时间:每天8:30分,每次10~15分钟,会上只对质量和生产问题进行沟通。
5.2开会地点:快速响应看板前(质量)和生产办公室(生产部门)。
5.3参会人员:质量部经理、质量工程师、生产班组长、模具维修人员,工艺人员,设备维修人员。
5.4会议主题:应对每天人、机、料、法、环等各方面发生的问题。
5.5会议准备:质量部每天找出过去24小时发生的重大质量问题,其他部门上报人、机、料、法等发生的问题,具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)除调试废品以外废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其它内部质量问题。
5.6会议内容:(1)会议主持人协调各方意见,确定新问题的责任人和关闭日期。
快速反应会
为准备快速反应会议,每天开班时,质量部必须 找出过去24小时发生的重大质量事故,包括:
•外部问题:
-客户关注的问题(PRR’s,客户抱怨,客户电话等) -分供方关注的问题
•内部问题:
-验证岗位*发现的问题 -过程分层审核*中发现的问题 -停线问题 -其他的内部质量问题(码头审核, 产品遏制行动等)
•一次下线合格率数据(FTQ,First Time Quality)
问题解决
什么是“问题”?
所谓问题,就是当前状态和客户满意之间的差距
问题解决
问题是持续改善的种子! 问题是积极的机会!
没有任何问题则意味着有些错误已经发生!
•定义:
–一个系统化的用来识别、分析和消除现状与现行标准或期望之间的 差距,并预防根本原因再次发生的过程。
问题解决的基本原则
•抛开先入为主的想法。 •避免对没有数据支持的问题做出反应。 •将问题分解。 •直接观察问题的发生现象和原因点(Point of Cause),而不是通过 二手信息。 •适当延迟根本原因分析直至已彻底弄清楚究竟发生了什么。 •标准是什么?与应该发生的情况相比,实际究竟发生了什么? •建立原因/结果间的关系。 •不停地问“为什么?”直到你通过根本原因分析可以预防问题的 再次发生时。
快速反应程序关键步骤
• 质量部收集过去24小时内发生的重大质量事件
• 通过每日快速反应会议指定每个问题的负责人。会后责 任人应通过问题解决流程来纠正问题和预防问题的再次 发生。 • 责任人应完成所有的退出项目。沟通汇报解决问题的过 程。快速反应跟踪表显示所有退出项目状态是绿色,表 示问题解决完成。 • 通过快速反应跟踪板跟踪问题。要求责任人应定期在快 速反应会议上更新状态。
快速反应总结
突发事件的快速反应流程

突发事件的快速反应流程
在面对突发事件时,一个快速反应流程是至关重要的。
以下是一个简单而有效的流程,以确保能够迅速做出正确的决策和行动。
第一步:评估情况
当突发事件发生时,首先要评估情况的严重程度和影响范围。
这可以通过收集信息和与相关人员沟通来实现。
第二步:召集应急小组
一旦情况评估完毕,立即召集应急小组进行讨论。
这个小组应该包括关键的决策者和执行者。
他们应该立即开始制定应对计划。
第三步:制定应对计划
应对计划应该包括明确的行动步骤和责任分工。
同时,要确保所有人都清楚自己的任务和时间表。
第四步:执行应对计划
一旦应对计划制定完毕,立即执行。
确保所有人都按照计划行动,并且及时向上级汇报情况。
第五步:持续跟踪和调整
在应对突发事件的过程中,要持续跟踪情况的发展,并根据需要调整应对计划。
这样可以确保能够及时应对新出现的情况。
以上就是突发事件的快速反应流程,希望能够对您有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修改码:B/0 1 目的建立快速反应流程,确保所有重大外部/内部问题尽快得到各职能部门的关注和沟通并快速反应,从而系统的分析解决问题,避免再发。
2 适用范围本流程适用于本公司及子(分)公司内生产、技术、质量、安全、采购、物流等相关部门进行快速反应解决问题。
3 定义3.1快速反应系统:--- 标准化的应对重大的内/外部质量问题的反应流程----通过例会加强沟通交流和知识分享----用可视化的方法展现重要问题3.2快速反应会议:生产例会,是一个沟通会议,不是问题解决会议。
3.3经验教训系统:主要指建立获取信息的流程,对所有操作流程的持续改进提供支持,利用成功经验,防止错误重复出现;经验教训适用于所有的岗位,因此组织中相关人员需参加。
3.4 高频客诉追踪:对于一年内再发或者高频客诉抱怨(12个月内多余24起)的,成立专项小组对应,快速记录清单使用红色色标标注。
(公司内部目标值:同类型缺陷相关原因产生的不良件数<2件每月)4 职责4.1 质量部:负责收集24小时内发生的重大问题,主导召开快速反应会议,并跟踪确认。
负责组织对发生问题(内外部问题、安全、交付)的产生与流出原因进行分析。
4.2 生产部:负责对发生问题(内外部问题、安全、交付)的产生与流出因分析及对策实施,负责解决模具、夹治具及生产条件问题,参与对已发生问题根本原因进行分析。
4.3物流部:负责汇报影响生产计划达成和交付问题的报警、跟踪确认。
4.4设备科:负责汇报因设备问题导致客户抱怨、内部重大不良或影响生产等问题,并负责改善确认。
4.5采购部:负责汇报由于采购件的短缺、批量质量问题导致影响交付问题的报警、跟踪确认。
4.6行政企划部:负责汇报安全、工伤问题,及原因调查整改确认。
修改码:B/0 5 程序5.1 快速反应5.1.1 会议前的准备活动为准备快速反应会议,质量部必须找出过去24小时发生的重大质量事故。
收集问题的要素包括问题描述,问题来源,发生日期,频次,原因分析,长短期措施及断点,措施验证结果,责任人。
5.2 上板原则5.2.1问题定义及描述需标准化进行分类上板(如下)5.2.2 开会前,问题的负责人须将新发生的问题添加到快速反应跟踪板中,并确定责任人及完成时间(如果是供应商的问题,写明其负责人的联系方式).5.3 快速反应会议召开5.3.1 每个工作日召开一次,由质量主管召集相关单位共同参与会议,地点:车间现场,会议时间:上午11:00-11:20,会议时长10-20分钟。
5.3.2 首先参会人员在QG5.6-08-03“快速反应签到表”中签到,因出差或其它事务未能出席时,应指定代理人参加会议。
5.3.3 参会人员审核由质量部收集的24小时客怨、由生产部收集的安全、内部重大质量、交付问题。
5.3.3 在快速反应会议时,管理层必须:-如果问题还没有负责人,则指定一个负责人。
-审核恰当的文件。
修改码:B/0 -如果问题没有关闭,指定下次汇报时间。
5.3.4 每个问题都必须有一个解决报告,按STQT8.5-02-01“质量信息反馈处理单”的“核心6步法”或客户指定格式;供应商的质量问题,寻找根本原因和采取纠正措施措施时采用8D格式进行汇报和更新,并定期回顾。
5.3.5 负责人汇报必须包括解决报告中的更新:-问题描述,遏制-原因分析(设计因、制造因、流出因5-Why)-纠正措施-防错/验证-PFME/CP/SOP更新-分层审核-经验教训5.3.6 负责人必须负责保证所有的问题点被关闭和退出项目能按时完成。
-每天在快速反应会议上更新快速反应跟踪板中相关项目的状态。
-将有关的更新文件及时汇报给团队成员或关键的联系人5.4 退出标准5.4.1 遏制:24H5.4.2 根本原因分析:7D5.4.3 纠正措施、防错/验证、验证纠正措施:14D5.4.4 PFMEA/控制计划更新: 34D5.4.5 标准化作业指导书/操作员指导书、分层审核:35D5.4.6 经验教训: 40D每个关闭条件都有时间期限,正确标注问题的红黄绿状态,当全部达到绿色状态问题才能关闭,总体状态由最差状态步骤决定5.5 经验教训5.5.1 通过下列活动识别经验教训:a.通用汽车横向展开矩阵表b.每月的质量图表“Q”图c.分层审核d.防错装置验证修改码:B/0e.内部质量问题f.验证岗位g.APQP 程序h.持续改进小组I.问题解决/报告(PR/Rs,风险降低)j.管理评审k.合理化建议项目5.5.2 记录文件可包括:a.经验教训表b.APQP 检查表c.PFMEAd.计算机表格或网站等…5.5.3 经验教训的沟通a.张贴经验教训表b.同时输入经验教训网站c.共享知识平台d.分发袖珍卡片,手册等…5.5.4 领导层应该审核经验教训的程序并确保其被执行。
a.提高质量水平: 降低PPM ,降低保修保证费用。
b.减少PRR 的发生,提高客户满意度。
c.提供问题解决和对于质量问题进行沟通的系统方法。
d.减少质量问题的再次发生。
e.保证所有的问题都得到彻底解决。
f.支持持续改进。
g.加强经验教训数据库的使用和文件化。
h.防止错误重复发生,减少资源的浪费。
I.在组织内所有员工间传递和分享相关的知识。
j.提供了活动的历史记录。
5.6 问题解决方法5.6.1 钻石法及蓝卡片修改码:B/0 一旦问题已被定义,第一反应即立即执行钻石法1-4步评价过程的稳定性①过程是否正确,生产部门进行纠正:1)是否张贴了证据的操作指导书?2)是否执行了标准化操作?3)是否符合相关加工文件,如图纸等?4)不同班次的生产是否一致?5)是否按照规定的要求和频次使用检具进行检查?6)操作员是否理解产品规范,标准的内容?7)操作员是否固定?是否有很多轮岗员工?8)操作员是否经过足够的培训?9)目视辅助工具(样件,图片等)是否正确?10)操作员是否了解其工位的质量要点?11)操作员是否知道有问题时,如何沟通以得到帮助?②工具/刀具是否正确,生产部门进行纠正:1)(所有班次)是否使用正确的工具和夹具?2)工具是否按照规定要求设定?3)工具是否经过校验?4)不同的班次是否使用相同的工具?5)工具和夹具是否具有防护装置以防损坏?6)工具是否磨损?7)工位是否有防错装置?8)工具或防错装置是否有效?9)预防性维护是否按时完成? (检查记录)10)工位布局是否有利于操作员操作?11)工具的功能是否正确?③零件是否正确,生产部门进行纠正:1)零件的流动路线是否正确?2)是否使用正确的零件?3)料盒上的零件号与存放位置标识是否一致?4)零件存放位置是否正确?修改码:B/05)是否需要防错?6)现有防错装置是否正常工作?④零件质量,质量部门负责确认零件是否发生变化以及零件的整体质量水平:1)供应商质量数据2)CMM三座标测量3)工装夹具检查4)单个零件目检5)批次零件目检5.6.2 8D选择团队→定义描述→遏止→识别根本原因→长期纠正措施→验证措施是否有效→预防问题重复发生→团队庆祝5.6.3 深入分析工作表5why:连续问5个为什么,真因必出prevent防止:为什么制造过程没有防止问题的发生?protect保护:为什么质量保证过程没有起到保护客户的作用?predict预测:为什么质量策划过程没有预测失效的发生?5.6.4 跟踪和调查:a.确保对策措施在使用中。
b.建立起验证过程的时间段(持续时间/日期)c.确定谁负责跟踪。
d.验证有效性。
e.建立标准化的流程或方法。
f.从遏制工作中取消多余的内容。
5.6.5 核心6步法:1.定义:使用5W2H方法进行问题描述2.遏制:使用QG5.6-08-02“遏制工作表”,将可疑品或不合格品可能存在的区域和数量并参照标准进行挑选,确保发现可疑品或不合格品数量与生产数100%一致3.根本原因分析:使用5 WHY方法对问题的设计因、制造因、流出因进行分析4.纠正措施:根据根本问题制定行动方案,并彻底执行5.措施验证:跟踪和检查,检验行动效果,确保纠正措施有效性修改码:B/0 6.横向展开及标准化:识别相类似产品和过程,实施相同的解决方案,并更新必要的文件进行标准化5.7 FR问题点分类:5.7.1不合格品管理不力5.7.2防错失效5.7.3检验岗位未检出5.7.4作业指导书不明确5.7.5培训不到位5.7.6与清洁度相关的内外问题5.7.7由变更造成5.7.8设备或工装问题造成说明:当发生问题时,按上述分类项目进行分类管理,1次/月进行汇总、分析,针对问题点类型高发项应反馈给相关单位主管,加强管制(例:增加点检、检测、培训等频次)6 绩效跟踪6.1每月由行政企划部统计安全相关的指标及跟踪安全隐患的完成情况6.2每月由质量部统计内、外部发生问题的件数、状态、类型,并作成QG5.6-08-01“快速反应跟踪表”。
6.3每月由SQE统计供方质量问题的件数、来料合格率。
7 子(分)公司参考总公司快反流程进行。
必要时提前汇报总公司,进行跨部门联合电话视频会议,相关记录定期提交总公司质量部汇总追踪。
8 记录8.1 QG5.6-08-01 快速反应跟踪表8.2 QG5.6-08-02 遏制工作表8.3 QG5.6-08-03 快速反应会议签到表8.4 QG5.6-08-04 Q图。