型材加热后尺寸变化率试验报告
热处理效果报告

热处理效果报告根据您的要求,本文档将针对热处理的效果进行报告,以分析其对材料性能的影响。
以下是报告的主要内容:1. 热处理方法和参数在本次测试中,我们采用了淬火和回火的热处理方法。
具体的处理参数包括:- 淬火温度:XXX摄氏度- 淬火介质:XXX- 淬火时间:XXX分钟- 回火温度:XXX摄氏度- 回火时间:XXX分钟2. 热处理前的材料性能在进行热处理之前,我们对材料进行了一些基本性能测试。
以下是热处理前的材料性能:- 强度:XXX MPa- 韧性:XXX J- 硬度:XXX HRC- 延伸率:XXX%3. 热处理后的材料性能经过热处理后,我们再次测试了材料的性能。
以下是热处理后的材料性能:- 强度:XXX MPa- 韧性:XXX J- 硬度:XXX HRC- 延伸率:XXX%4. 效果分析根据测试结果分析,热处理对材料性能产生了以下影响:- 强度:热处理后的材料强度有所提高/降低。
这是由于XXX。
- 韧性:热处理后的材料韧性有所提高/降低。
这是由于XXX。
- 硬度:热处理后的材料硬度有所提高/降低。
这是由于XXX。
- 延伸率:热处理后的材料延伸率有所提高/降低。
这是由于XXX。
5. 结论综上所述,热处理对材料性能有着明显的影响。
具体的影响取决于热处理方法和参数的选择。
在今后的工程应用中,可以根据需要来选择适当的热处理方法,以实现所需的材料性能。
如果您对报告中的任何内容有任何疑问或需要进一步的解释,请随时与我们联系。
谢谢!。
型材检验报告

型材检验报告
报告编号:XXXXX
检验日期:XXXX年XX月XX日
一、检验对象
型材名称:XXXXX
规格:XXXXX
批次号:XXXXX
二、检验项目及结果
序号检验项目检验结果
1 外观质量合格
2 尺寸偏差合格
3 机械性能(拉伸)力矩:XXXXXMPa 屈服点:XXXXXMPa
断裂伸长率:XX%
4 化学成分含量符合标准要求
5 硬度XXXXX
三、检验结论
根据我司的检验结果,该型材批次符合相关标准的技术要求。
四、其他说明
本检验报告仅适用于检验所述型材批次的检验,不适用于其他型材。
报告的结果是根据当前检验条件、检测方法和检测工具得出的。
如有任何疑问或不符请与我司联系。
检验人:XXXXX
审核人:XXXXX
以上是本次型材检验报告,请您查收。
PVC-U型材原始记录
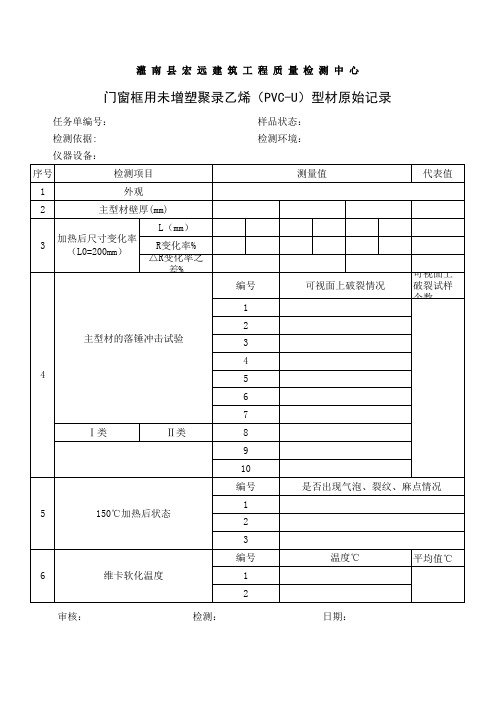
灌 南 县 宏 远 建 筑 工 程 质 量 检 测 中 心
门窗框用未增塑聚录乙烯(PVC-U)型材原始记录
任务单编号: 检测依据: 仪器设备: 序号 1 2 检测项目 外观 主型材壁厚(m化率% △R变化率之差% 编号 1 2 主型材的落锤冲击试验 3 4 4 5 6 7 Ⅰ类 Ⅱ类 8 9 10 编号 5 150℃加热后状态 1 2 3 编号 6 维卡软化温度 1 2 审核: 检测: 日期: 温度℃ 平均值℃ 是否出现气泡、裂纹、麻点情况 可视面上破裂情况 可视面上 破裂试样 个数 测量值 代表值 样品状态: 检测环境:
浅谈PVC-U异型材加热后尺寸变化率的影响因素
{
6005
6004 6003 6OO2 6OO 1 6OOO
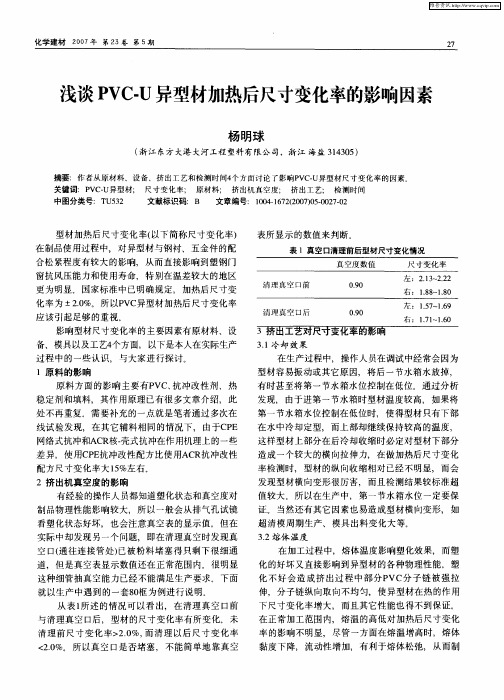
熔体 压力对尺 寸变化 率影响 较大 ,熔压 值大, 大分 子 链堆砌 得更 紧密, 增 强 了熔 体 的密实 性。密
化 率 为 ±2 %。所 以P C异型材 加热后 尺寸 变化 率 , O V 应 该 引起足 够 的重视 。
影响 型材 尺寸变 化率 的主要 因素有原 材料 、设 备、模具 以及工艺4 个方 面, 以下 是本 人在实 际生产
过程 中 的一些 认识 ,与 大家 进行 探讨 。
3挤 出工艺对 尺寸 变 化率 的影 响
型材 加热 后 尺寸变 化 率( 以下 简称 尺寸 变化 率)
表所 显示 的数 值来 判 断。
表 1真空 口清理前后型材尺寸变化情况
在制品使用过程中,对异型材与钢衬、五金件的配 合松 紧程 度有较 大 的影响 ,从 而直 接影 响到 塑钢 门
窗抗 风压 能 力和使 用寿命 ,特 别在 温差 较大 的地 区 更 为明显 。 国家标 准 中已明确 规定 , 加热后 尺寸变
度很 大, 于是 采取 了即抽 即检 的检测 方式 。
6O 1 O 6OO9 6OO8 6OO7 6OO6
热运动更剧烈,分子 自由体积膨胀更大,又会使制
品 加热后 尺寸变 化 有增大 的趋 势, 所 以最 终结 果不 确定 。在 实际生 产 的物理 性能调 试 中, 也证 明 了熔 温 的高 低和尺 寸 变化 率大 小没 有必 然 的联 系。
发 现, 由于 进第 一节 水箱时 型材 温度 较高 ,如 果将
稳定 剂和 填料, 其作 用原 理 已有 很 多文章 介绍 ,此 处 不再 重 复。需 要补 充 的一点 就是笔 者通 过 多次在 线试 验发 现 ,在 其它 辅料 相 同的情 况下 , 由于C E P 网络 式抗冲和AC 核. 式抗冲在作 用机 理上 的一些 R 壳 差 异,使 用C E 冲改性 配 方比使 用AC P抗 R抗 冲改 性
配方因素对PVC型材抗冲击性能和加热尺寸变化率的影响

冷热混料机组、锥形双螺杆挤 出机(65 型,上海 申威达机械有限公司)、推拉 80 框模具、恒温干燥箱、 低温落锤冲击机 (承德市金建检测仪器有限公司)。 PVC (SG- 5 型,宜宾天原股份有限公司)、超细活性 CaCO3、CPE、PE 蜡、硬脂酸钙 CaSt2、ACR。
润滑剂的极差再次之,选第 3 水平 (0.2 份润滑 剂),低温落锤冲击性能有所改善。硬 PVC 在挤出加 工中粘度大,流动性差,增加润滑剂能够调控物料内
部的熔化速度,减低物料与金属表面 或物 料颗粒之 间以及分 子之间的 摩 擦,以免物料过分塑化和分解产生过 多缺陷,从而影响材料的抗冲性能。
CPE 的极差最小,表示 CPE 的 各个水平变化对低温落锤冲击性能的 影 响很 小 ,其中 R1 和 R3(=3) 为 最 小,因而选 1 和 3 水平 (8 和 12 份 CPE)。一般 CPE 含量较低时,随着 CPE 用量的增加,可形成连续网络结 构,包含在网内的是 PVC 初级粒子, 弹 性体网络结 构可吸收 大部份初 级 能,而 PVC 初级粒子的破裂也吸收部 分能量,使共混体系抗冲强度提高。但 在 8~12 份范围内,继续增加 CPE 的 用量,冲击改性效果趋于平缓。
2006 / 11 73
NOVEMBER 试验研究·Expe rimenta l res ea rch
验结果,分别计算正交试验中各水平所对应的指标和 极差,并对结果进行评价。 2 结果和讨论 2.1 型材配方的正交试验因子和因子水平的设计
分别选择配方中的活性超细 CaCO3、CPE、润滑剂 (PE 蜡、硬脂酸钙 Cast2)、ACR 为 4 因子,每个因子各 取三个变化水平,其配方因子水平如表 1 所示。
热处理实验报告

热处理实验报告一、实验目的本次热处理实验的主要目的是研究不同的热处理工艺对金属材料性能的影响,通过对实验过程和结果的观察、分析,深入理解热处理的原理和作用,掌握热处理的基本操作技能,并能够根据材料的性能要求选择合适的热处理工艺。
二、实验材料与设备(一)实验材料本次实验选用的材料为 45 号钢,其化学成分(质量分数)为:C 042% 050%、Si 017% 037%、Mn 050% 080%、Cr ≤ 025%、Ni ≤ 030%、Cu ≤ 025%。
实验前将材料加工成尺寸为 20mm×20mm×10mm 的试样若干。
(二)实验设备1、箱式电阻炉:用于加热试样,型号为_____,最高工作温度为1000℃。
2、硬度计:用于测量试样的硬度,型号为_____,可测量洛氏硬度(HRC)、布氏硬度(HBW)等。
3、金相显微镜:用于观察试样的金相组织,型号为_____,放大倍数为 100× 500×。
4、砂轮机、抛光机:用于试样的预处理。
5、热电偶:用于测量炉内温度。
6、冷却水槽:用于试样的淬火冷却。
三、实验原理(一)热处理的定义热处理是将金属材料在固态下加热、保温和冷却,以改变其组织结构和性能的工艺方法。
通过热处理,可以改善金属材料的力学性能、物理性能和化学性能,提高其使用价值。
(二)热处理的基本过程1、加热:将试样加热到一定温度,使其发生相变或组织转变。
2、保温:在加热温度下保持一定时间,使相变或组织转变充分进行。
3、冷却:以不同的速度冷却,获得不同的组织和性能。
(三)常见的热处理工艺1、退火:将试样加热到适当温度,保温一定时间后缓慢冷却,以降低硬度、改善切削加工性能、消除残余应力等。
2、正火:将试样加热到 Ac3 或 Accm 以上 30℃ 50℃,保温一定时间后在空气中冷却,得到较细的珠光体组织,提高硬度和强度。
3、淬火:将试样加热到 Ac3 或 Ac1 以上 30℃ 50℃,保温一定时间后快速冷却(通常为水淬或油淬),获得马氏体组织,提高硬度和强度。
热处理尺寸变化率-概述说明以及解释

热处理尺寸变化率-概述说明以及解释1.引言1.1 概述热处理是一种重要的金属加工工艺,通过对金属材料进行加热、保温和冷却处理,可以改善材料的力学性能、物理性能和化学性能。
在这个过程中,材料的尺寸也会发生一定的变化,这种变化被称为尺寸变化率。
尺寸变化率的大小和方向对于材料的使用和加工具有重要的影响,因此研究和了解热处理尺寸变化率是非常必要的。
本文将深入探讨热处理对尺寸变化率的影响及其意义,希望为相关领域的研究和实践提供一定的参考和借鉴。
1.2 文章结构文章结构部分的内容:本文共分为三个主要部分来讨论热处理尺寸变化率的问题。
首先,在引言部分,将对热处理以及尺寸变化率进行简要的介绍,以引出文章的主题。
其次,正文部分将详细探讨热处理的定义与作用,尺寸变化率的概念,以及影响尺寸变化率的因素。
最后,在结论部分,总结热处理对尺寸变化率的影响,探讨应用热处理尺寸变化率的意义,以及展望未来热处理技术的发展。
通过这样的结构,读者将能够全面了解热处理尺寸变化率的相关知识,并对其意义和前景有更深入的认识。
1.3 目的本文的目的在于探讨热处理对材料尺寸变化率的影响,以及分析研究尺寸变化率的概念和相关因素。
通过深入了解热处理的定义与作用,以及其对材料尺寸变化率的影响机制,可以为材料加工和制造过程中的尺寸控制提供参考和指导。
此外,进一步探讨研究尺寸变化率的影响因素,可以帮助我们更好地理解材料在热处理过程中的变化规律,为优化热处理工艺提供依据。
通过本文的研究,我们旨在加深对热处理对尺寸变化率的影响机理的认识,从而推动热处理技术的发展和应用。
2.正文2.1 热处理的定义与作用热处理是一种通过控制材料加热和冷却过程来改善材料的性能和特性的工艺。
热处理通常包括加热材料至一定温度,保持一段时间,然后快速冷却,以获得所需的组织结构和性能。
热处理可以改变材料的硬度、强度、韧性、耐腐蚀性等性能,提高材料的使用寿命和性能稳定性。
不同的热处理方法和工艺参数可以使材料具有不同的组织结构,从而影响材料的性能。
PVC异型材加热后尺寸变化率的影响因素
PVC异型材加热后尺寸变化率的影响因素高永萍在GB/T8814-1998《门窗框用硬聚氯乙烯(PVC)》技术标准中,对PVC塑料型材的物理、机械性能作了详细具体的规定。
有洛氏硬度、拉伸强度、断裂伸长率、弯曲弹性模量、低温落锤冲击、维卡软化点、加热后状态、加热后尺寸变化率、氧指数、高低温反复尺寸变化率、简支梁冲击强度和耐候性等12项指标。
其中拉伸强度、断裂伸长率、低温落锤冲击、加热后状态、加热后尺寸变化率五项指标为厂内必检项目。
可见加热后尺寸变化率是一个很重要的指标。
下面谈谈PVC塑料异型材加热后尺寸变化率的影响因素。
抗冲改性剂用于改进硬质PVC冲击性能的改性剂多为弹性材料,如:CPE、ABS、MBS、ACR等,一般型材生产采用CPE或ACR,改性剂的加入可有效阻止裂纹增长并吸收冲击能使冲击性能提高,但是CPE、ACR的加入也会使PVC的加热后尺寸变化率升高。
CPE加入PVC后呈网状结构,ACR加入PVC后呈海岛结构。
由于结构有差异,冲击性能也不同。
同时,对型材的加热后尺寸变化率的影响也不同。
采用ACR抗冲改性剂配方的加热后尺寸变化率比CPE改性配方的加热后尺寸变化率低。
即使同是CPE改性,如果加入量不同,对尺寸变化率的影响也不同。
CPE的加入量越高,型材的尺寸变化率越高。
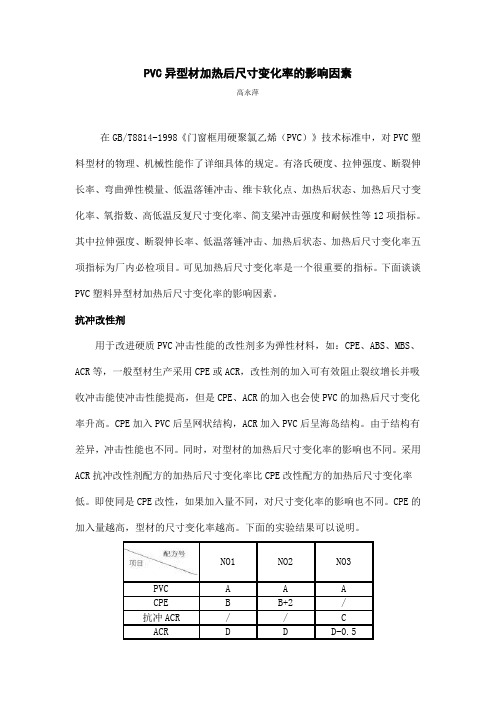
下面的实验结果可以说明。
表中NO3是ACR抗冲改性的配方,NO1和NO2是CPE改性的配方,NO3的加热尺寸变化率均低于NO1和NO2。
NO1和NO2均是CPE改性,但NO2配方与NO1配方相比,其它材料份数都一样,只是CPE增加2份,使NO2的加热尺寸变化率明显高于NO1的加热尺寸变化率。
另外,同是CPE改性体系,在配方及工艺条件不变的情况下,采用不同厂家的CPE,其型材的加热后尺寸变化率也不同。
下面是两个厂家CPE的比较CaCO3一般讲,CaCO3的加入会使硬PVC体系的冲击强度下降,但CaCO3的加入,可限制PVC分子链的旋转和移动能力,因而对那些与分子链运动有关的材料性能均有影响。