铝合金焊接接头疲劳性能研究 张禧铭
高速列车6005A铝合金型材焊接接头疲劳性能
0 前
言
出现的一种新兴焊接技术 j 。经过 3 0余年的发展 , 激
光 一电弧复 合 焊 接技 术 已经 逐 渐 成 为 了一 种 高 效 率 、 低 变形 、 高冶金 质量 的新 兴焊 接 技术 , 并 已经 在汽 车 制
造、 石油 化工 、 压力容器 、 造船 、 工程 机 械 、 航 空 航 天 等 领 域得 到 了一 定 的应 用 J 。激光 一电弧 复合 热 源 焊
1 8 2 0 1 3年 第 4期
生产应用 俘 掳
1 . 2 试 验设 备
试 验所 用激 光器 为额 定功 率 6 k W 的光 纤激 光 器 ; 所 用焊 机 为 奥 地 利 F r o n i u s公 司 生 产 的 数 字 化 双 丝 MA G / MI G焊 机 , 焊接过程采 用脉冲焊 , 过渡形式 为 1 滴/ 脉冲; 疲 劳测 试试 验 采 用 P L G一1 0 0型 高 频 疲 劳 试 验机 ; 采用 J S M 一6 3 6 0 L V型 扫 描 电镜 观 察 疲 劳试 样 断
口的微 观形 貌 。
1 . 3 试 验方 法
的指定寿命为 1 × 1 0 次循环下 6 0 0 5 A铝合金双丝 M I G 焊接头的条件疲劳极限升降图 , 图 3中共有 5级应力 水平 , 有效 试 件数 为 1 3个 , 共有 5个 子 样对 , 因此 由升 降法确定的 6 0 0 5 A铝合金双丝 M I G焊接头在指定寿命
俘 搭 生产应用
高速列车 6 0 0 5 A 铝 合 金 型 材 焊 接 接 头 疲 劳 性 能
机 械 科 学研 究 院 哈 尔滨 焊接 研 究所 ( 1 5 0 0 2 8 ) 大 连 交通 大学 材 料科 学与 工程 学院 ( 1 1 6 0 2 8 )
7075-T651铝合金焊接接头疲劳性能研究

现代制造技术与装备
2017 第 11 期 总第 252 期
7075-T651 铝合金焊接接头疲劳性能研究
庞西南 1 陈 辉 2 赵 旭 3
(1. 四川大学 化学工程学院,成都 610065;2. 西南交通大学 材料科学与工程学院,成都 610031; 3. 西南交通大学 牵引动力国家重点实验室,成都 610031)
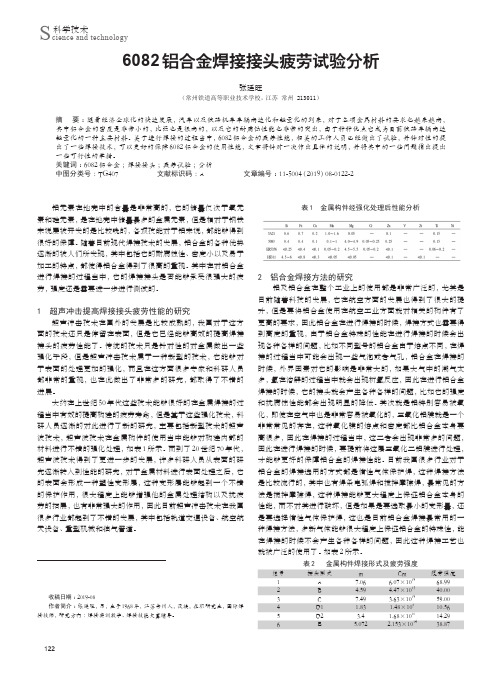
图 4 7075 余高接头调修次数和疲劳极限曲线 图 8 是调修 1 次热影响区的金相组织图,可以观察到清 楚的晶界和晶间析出物主要集中在均匀的热影响区,晶粒分 布均匀。焊缝与热影响区界限清晰,晶粒随着焊缝的远离变 得更加均匀,逐渐变大。图 9 是调修 3 次热影响区的金相组 织图,可以观察到明显的晶界和均匀晶粒,晶间析出物较少。 具体地,靠近焊缝的晶粒较小,中间较大,而后变得更加均 匀规则。图 10 是调修 5 次热影响区的金相组织图,可以观 察到明显的晶界,晶间析出物最少,主要靠近焊缝侧。
在高铁、航空航天、车辆、建筑、桥梁、工兵装备和大型压力 容器等方面 [1]。焊接变形是焊接结构生产制造过程中的普遍 现象 [2]。相对铝合金而言,由于其热导率是钢的 5 倍,线膨 胀系数是钢的 2 倍,所以铝合金的焊接变形比钢更严重 [3]。
试验用材料为国产 7075-T651 铝合金型材,化学成分 如表 1 所示,供货状态 T651(拉伸消除内应力),厚度为 3mm。MIG 焊接试件在 200℃温度下加热 1 次、3 次、5 次,根 据 GB/T 26077-2010 金属材料疲劳试验轴向应力控制方法进
对未断裂试样进行金相取样,经砂纸研磨、机械抛光 和 Keller 试剂(1.0%HF+1.5%HCl+2.5%HNO3+95% 纯净水) 腐蚀后,采用 Axio Observer A1m 金相显微镜观察分析不 同调修次数的焊接接头的焊缝和热影响区的金相组织。 2 试验结果与分析 2.1 不同调修次数疲劳性能
铝合金焊接节点力学性能的试验研究

本组试验目的是研究对接焊缝节点在垂直焊缝轴 线方向的静力强度及变形性能。试件形状及尺寸参见 图 1。试验方法为室温单调静力拉伸。受焊件厚度、 焊丝型号及焊接工艺的影响, 试件破坏分别出现在焊 缝区或焊接热影响区。前者表现为较明显的脆性破坏 特性, 而后者表现为较明显的延性破坏特性。在各种
李 静 斌 等·铝 合 金 焊 接 节 点 力 学 性 能 的 试 验 研 究
·27·
焊接工艺 MIG TIG
焊丝型号 4043
5356 5A06
表 2 试验结果同欧洲、英国铝合金结构规范值的对比 Table 2 Compar ison of test r esults with EC9 and BS8118
2007 年
1 对接焊缝试验
1.1 样坯加工
首先进行了铝合金对接焊缝试验。试件加工前需
预先焊接制作 9 块对接焊缝样坯。样坯加工参数如表
1 所示。
表 1 对接焊缝样坯加工参数表 Table 1 Par ameter s of butt welded specimens
板 材 牌 号 、状 态
6061- T6
本文所完成的铝合金焊接节点试验包括对接焊缝 节点和角焊缝节点。主要试验参数如下:
!1 种合金, 6061-T6; !2 种焊接工艺, MIG 和 TIG; !3 种焊丝, 4043、5356 和 5A06。 此 外 , 试 验 中 最 薄 的 焊 件 6 mm, 最 厚 的 焊 件 16 mm, 基本涵盖了实际工程中的铝结构板厚。下面 详细介绍各项试验研究的具体内容。
焊缝余高对6082铝合金焊接接头疲劳性能的影响
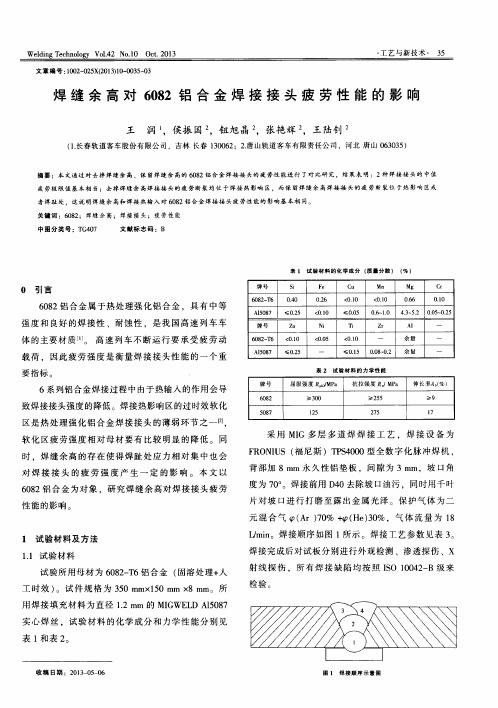
W el di ng T echn ol ogy V01.42N o.10O ct.2013工艺与新技术35文章编号:1002—025X(2013)10-0035—03焊缝余高对6082铝合金焊接接头疲劳性能的影响王润1,侯振国2,钮旭晶2,张艳辉2,王陆钊2(1.长春轨道客车股份有限公司,吉林长春130062;2.唐山轨道客车有限责任公司,河北唐山063035)摘要:本文通过对去掉焊缝余高、保留焊缝余高的6082铝合金焊接接头的疲劳性能进行了对比研究,结果表明:2种焊接接头的中值疲劳极限值基本相当:去掉焊缝余高焊接接头的疲劳断裂均位于焊接热影响区,而保留焊缝余高焊接接头的疲劳断裂位于热影响区或者焊趾处.这说明焊缝余高和焊接热输入对6082铝合金焊接接头疲劳性能的影响基本相同。
关键词:6082;焊缝余高;焊接接头;疲劳性能中图分类号:T G407文献标志码:B0引言6082铝合金属于热处理强化铝合金,具有中等强度和良好的焊接性、耐蚀性,是我国高速列车车体的主要材质…。
高速列车不断运行要承受疲劳动载荷。
因此疲劳强度是衡量焊接接头性能的一个重要指标。
6系列铝合金焊接过程中由于热输入的作用会导致焊接接头强度的降低。
焊接热影响区的过时效软化区是热处理强化铝合金焊接接头的薄弱环节之--[21。
软化区疲劳强度相对母材要有比较明显的降低。
同时,焊缝余高的存在使得焊趾处应力相对集中也会对焊接接头的疲劳强度产生一定的影响。
本文以6082铝合金为对象,研究焊缝余高对焊接接头疲劳性能的影响。
l试验材料及方法1.1试验材料试验所用母材为6082一T6铝合金(固溶处理+人工时效)。
试件规格为350m m xl50m m x8m m。
所用焊接填充材料为直径1.2m m的M I G W E L D A15087实心焊丝,试验材料的化学成分和力学性能分别见表1和表2。
收稿日期:2013—05—06表1试验材料的化学成分(质量分数)(%)牌号Sj Fe C u M n M g C r6082一T60.40O.26(0.10<0.10066O.10 A15087≤0.25<0.10≤O.050.6一1.04.3~5.20.05—0.25牌号Z n N i Ti Zr A l6082一T6<0.10<0.05<0.10余量A15087≤0.25≤0.150.08~0.2余量表2试验材料的力学性能牌号屈服强度R m√M P a抗拉强度R d M Pa伸长率A,(%)6082≥300≥255≥9508712527517采用M I G多层多道焊焊接工艺.焊接设备为FR O N I U S(福尼斯)TPS4000型全数字化脉冲焊机,背部加8m m永久性铝垫板,间隙为3m m,坡口角度为700。
6082铝合金焊接接头疲劳试验分析
3 铝合金焊接接头疲劳性能的研究 如果构建在出现疲劳破坏的时候,要注重去检查它有没有
很明显的破坏现象,因为这种情况往往发生的都比较突然,因 此,疲劳破坏对于整体性的危险系数还是非常高的,因此在后期 进行调节的时候,要主动去观察它的变形区,很多受力物体在弹 性形变的范围之内会产生一些裂纹,这些裂纹虽然变形不是很 明显,但是随着使用的年限,还是会产生一定破坏的,因此疲劳 破坏一定是经历一定时间才能够发生的,它是逐层积累起来的, 这种危险性才是最高的。
近些年来,相关的专家学者在进行铝合金焊接研究的时候, 虽然取得了不错的进展,但是在很大程度上,疲劳性能还是会 受到各种各样的影响,其中铝合金在进行焊接的时候,焊接接头 如果其轴经组织产生了有效的裂纹扩展,就会对疲劳强度产生 一个直接性的影响,焊接的接头会不可避免的出现气孔或者一 些杂物,这些都是会影响疲劳程度的。也有相关的学者提出可以 用其他的结构件连接方式代替焊接,但是焊接也有其不可替代 的优点,比如它的强度比较高,在很大程度上接头的强度也能够 与材料的强度达到一个平等的状态,这在后续的使用当中,也会 省去不少麻烦。如何采用其他的连接方式,就无法保证后续的使 用,出一个安全的状态,可能会使得结构件的承载能力下降,这 反倒成为了一件更麻烦的事情。
S 科学技术 cience and technology 6082 铝合金焊接接头疲劳试验分析
张廷旺
(常州铁道高等职业技术学校,江苏 常州 213011)
摘 要 :随着经济全球化的快速发展,汽车以及铁路机车车辆高速化和轻量化的到来,对于各项金属材料的要求也越来越高,
其中铝合金的密度是非常小的,比强也是很高的,以及它的耐腐蚀性能也非常的突出,由于种种优点它成为目前铁路车辆高速
因此在进行焊接的时候,要提前将这层三氧化二铝膜进行处理,
A5083P-O铝合金MIG焊接接头组织及疲劳性能研究

摘要:A5083铝合金为Al-Mg系防锈型铝合金,不可热处理强化,塑性较好,但强度较低,其耐蚀性和焊接性良好,退火状态时切削加工性较差。
研究4mm厚度A5083P-O MIG焊接接头的组织、硬度及其疲劳强度,发现接头的焊缝组织主要是以细小的枝晶为主,熔合线靠母材侧为垂直于熔合线的细长柱状晶粒。
焊接接头各区域硬度值为70~80HV,热影响区的软化现象不明显。
接头的条件疲劳强度能够达到95MPa。
关键词:A5083P-O铝合金;MIG焊接头;疲劳性能中图分类号:TG444+.74文献标志码:B文章编号:1001-2303(2014)09-0144-04 DOI:10.7512/j.issn.1001-2303.2014.09.35全可靠运行具有重要的意义。
在此对A5083P-O铝合金MIG焊接接头的组织、力学性能及其疲劳性能进行研究,拟为综合评价车体铝合金焊接接头的服役行为提供数据支撑。
1试验材料和方法试验所用材料为4mm厚的A5083P-O铝合金,其化学成分如表1所示。
采用MIG焊接方法,焊丝为ER5356,保护气为99.999%的高纯Ar。
焊接工艺参数:焊接电流135~150A,焊接电压20~22V,焊接速度460~490mm/min,单面焊双面成形。
焊接环境一直保持恒温恒湿条件,温度恒定在23℃~26℃,湿度53%~57%。
试件焊好之后,利用线切割机取样,对接头的微观组织、硬度及其疲劳性能进行试验。
其中金相观察所用设备为Zeiss-A1M数码金相显微镜;硬度试验所用设备为HVS-30维氏硬度计;疲劳试验采用进口的MTS-810低频疲劳试验机,试验温度严格控制在20℃~22℃,试验时频率20Hz,应力比R=0,采用轴向力拉伸(正弦波)循环应力加载方式,疲劳试验件尺寸如图1所示。
试样断口微观形貌采用JSM-6490LV型扫描电子显微镜进行观察。
图1疲劳试样尺寸2试验结果和讨论2.1微观组织A5083P-O对接接头金相组织如图2所示。
法对6061T6铝合金焊接接头疲劳性能的影响
Not broken
60
Broken at we}d
70
Not broken
70
No weId defects 如.8,∞,6 slag inclusion
No weld defects
292113 164589 99668 120060 500000 500000 420169 153381 97011 328252 41828l 92673 83003
Materials
Si
Fe
Cu
Mn
Mg
Zn
Cr
Ti
Al
6061
0.4~O.8 0.7 O.15~0.4
0.15
0.8~1.2 0.25 0.04~0.35
0.15
Bal
5356weIding wire
0.25
0.1
0.05~O.2 4.5~5.5 0.1 0.05~0.2 0.06~0.2 Bal
收稿日期:2004.02—18;修订日期:2004一04—28 作者简介:李敬勇(1963一),男,副教授,博士研究生。
Welding
process MIG
TIG
从图2中两条s—N曲线的变化趋势看,TIG 焊接头和MIG焊接头的疲劳强度均随着循环次 数的增大而降低。而TIG焊接接头疲劳曲线的 斜率小于MIG焊接接头,说明随着循环次数的增 加,TIG焊接接头的疲劳强度降低的程度要小于 MIG焊接接头的疲劳强度降低的程度,两条曲线 有相交的趋势,表明在高应力下,两种焊接方法对 疲劳性能的影响有显著差异,随着应力的降低,两 种焊接方法对疲劳性能的影响的差异逐渐减小。 即在加载应力较低时,MIG焊接头疲劳性能并未 表现为明显好于TIG焊接头,但由于TIG焊接头 静载强度较低,因此在高应力下,MIG焊接头疲 劳性能要好于TIG焊接头。
焊接接头疲劳强度的研究及其技术工艺的改进.
文章编号:1003-0794(2005 03-0070-04焊接接头疲劳强度的研究及其技术工艺的改进张文博, 徐开国, 张汝春(佳木斯煤矿机械有限公司, 黑龙江佳木斯154002摘要:通过对焊接结构件接头疲劳失效原因的研究分析及影响焊接结构疲劳强度因素的分析, 提出改善焊接接头疲劳强度的新技术和新工艺, 提高焊接结构的强度和性能, 降低因疲劳断裂造成的事故和损失。
关键词:焊接接头; 疲劳强度; 研究; 改善; 技术工艺中图号:TG4051 前言焊接作为高效的连接组装工艺之一, 通常对一个产品的质量起着决定性的作用。
研究和实践表明:焊接结构经常不断发生断裂事故, 其中90%为疲劳失效, 焊接接头的疲劳破坏一般起裂于焊接接4 不重磨可转位机夹刀具特点不重磨可转位机夹刀具在液压缸体深孔加工中, 与焊接刀具相比有以下特点:(1 提高刀具耐用度不重磨可转位机夹刀片不经焊接、不需重磨, 完全避免了因焊接或重磨而产生的内应力、裂纹和高温氧化现象, 保持了刀片材料原有的切削性能, 在切削用量相同时, 可提高刀具耐用度5倍。
(2 提高切削加工效率不重磨可转位机夹刀具在切削过程中, 当刀刃损坏或用钝时, 转换一个刀刃或更换一个刀片, 就可以重新投入切削。
刀刃转位或刀片更换方便、迅速、准确, 且能够较好地保证定位精度。
对于粗加工, 转刃、换刀后不需对刀, 对于精加工只需对新刃对刀一次即可, 缩短辅助加工时间近2/3, 大大提高了切削加工效率。
(3 保证切削精度不重磨可转位机夹刀具有合理的结构和几何参数, 不受操作者刃磨经验的限制。
刀片表面有多层涂层材料, 具有良好的综合切削性能, 切削质量稳定、可靠。
保证了缸体内孔加工精度, 粗加工合格品文献标识码:A头的焊趾部位, 如果能改善焊趾处疲劳裂纹的起裂性能, 将有效地提高焊接结构的疲劳强度。
因此提高和改善焊接接头疲劳强度具有极大的潜在经济效益和社会效益。
近年来, 疲劳方面的研究虽已取得了很大的成绩, 但焊接结构疲劳断裂事故仍不断发生, 率接近100%, 精加工合格品率高于99. 5%。
高速列车铝合金焊接接头疲劳性能分析
Research and Exploration | ,究与裸索•维护与修理高速列车铝合金焊接接头疲劳性能分析利建源,林礼筹(广东南奥交通设备有限公司,广东江门529100)摘要:本文对高速列车铝合金焊接接头疲劳性能的影响因素及应对策略进行了探讨,并得出了相应的结论。
对提升焊 接接头的疲劳性能以及未来高速列车的营运有借鉴作用。
关键词:高速列车;铝合金;焊接接头;疲劳性能中图分类号:TG405 文献标识码:A文章编号:1671 -0711 (2016) 08 (上)-0028-021铝合金焊接技术分析铝合金焊接技术是高速列车铝合金焊接接头应用过程中的必要技术之一,为高速列车结构之间的连接提 供了良好的保障。
铝合金的焊接接头是由母材、热影响 区、焊缝等组成的,也是一种非均质的材料。
具体来说,这三种材料具有以下特点:第一,三个部分的材料性能 相似,焊缝的性能与母材和热影响区的性能并不相同;第二,母材、热影响区、焊缝具有不同的材料性能;第 三,母材和焊缝的材料性能相似,热影响区的性能不同。
铝合金焊接技术的应用有效地将不同的结构部分连接起 来,促进结构整体作用的发挥。
2铝合金焊接接头的疲劳性能分析(1)铝合金疲劳性能情况分析。
焊接结构的连接 性能好,其连接方式的可行性较高,能够广泛应用于高 速列车车体的制造中。
例如,高速列车的侧墙板、梁以 及底架连接处通过焊接方式来完成。
在运行过程中,焊 接结构承受这循环往复的动载荷,在较低的应力情况下 很容易产生疲劳破坏。
在焊接结构中,如果产生疲劳,一般在焊接接头的部位会出现严重的应力集中,这使得 接头也成为最容易发生疲劳破坏。
为了尽力避免焊接疲 劳现象的出现,在焊接接头的设计过程中,工作人员进 行了多项努力。
同时,金属材料焊接结构的疲劳性能会 在很大程度上受到母材材料抗拉强度的影响。
母材、填 充焊接及热影响区的疲劳特性各不相同,为了提高焊接 结构的良好性能,设计人员就要选择合适的材料进行搭 配。
基于网格不敏感结构应力的铝合金焊接接头疲劳性能分析
泛 的方法 之一 . 但 名 义应 力 是 从 远 离 焊缝 处 应 力
表征所受载荷 , 而焊接结构 的疲劳破 坏多是发生 在焊趾处等近焊缝 的区域. 虽然名义应力在数学
上有 严格 的定 义 , 但 它不 能 真 实 地 反 应疲 劳破 坏 处, 即焊 缝 处 的应 力 状态 . 设 计过 程 中 , 有 限元 计 算 名 义应力 , 会 由于 网格 敏感 性 存 在 计算 结 果 的 不 一致 性 . 热点 应 力是 在 名 义 应 力 的 基础 上 外 推 实现 的 , 也 同样 存在计 算 结果 的不一 致性 问题 , 对 复杂结 构也 难 以实现 外推 . 本文采 用 网格不 敏感 结构 应力 方法 进行 铝合
速铁路时代 , 装备制造业也会得到空前 的发展. 因 此, 铝合金焊接结构的应用也必将得到进一步的普 及 和推广 . 铝 合 金 焊 接 工艺 较 钢 材 焊 接更 难 以控 制, 更容易产生产生气孔、 热裂纹等缺陷, 相同结构 的铝合金 和 钢 焊 接接 头 相 比 , 其疲 劳强 度 要 明显
疲 劳分 析 和 设 计 方 法 . 在以 3 A 2 1 、 5 A 0 6、 6 0 6 1等 铝合 金焊接 疲 劳 数据 建 立 疲 劳 数据 库 的基 础 上 , 分 析 其疲 劳性 能 , 并 对接 头 形 式 、 厚度 、 应 力 比及 材料 因素对 疲 劳性 能 的影 响进 行分 析 .
第3 4卷 第 6期 2 0 1 3年 1 2月
大 连
交 通
大
学 学
报
Vo 1 . 3 4 No. 6 De c. 2 01 3
J OU RNAL OF DAL I AN J I A0T 0NG UN I VER S I T Y
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金焊接接头疲劳性能研究张禧铭
摘要:测定了6061铝合金焊接件焊接接头的疲劳性能,介绍了铝合金焊接件焊
接接头的疲劳特征,分析了铝合金焊接件焊接接头中缺陷对其疲劳性能的影响。
结果表明铝合金焊接件焊接接口处气孔、夹杂物及未焊透三个焊接缺陷均会零件
的应力集中创造条件,对铝合金焊接件焊接接头疲劳性能有重大影响。
气孔的大小、数量,未焊透的分布位置及形式明显地影响铝合金焊接件焊接接头的疲劳性
能
0.引言
铝合金由于其质量轻、强度高、无磁性、耐腐蚀性好,广泛应用于汽车、铁路、航空航天等领域。
焊接是铝合金零件最常见的连接方式,在铝合金焊接零件
在重复外力作用下会发生疲劳断裂,而疲劳破坏过程又这些问题往往会给用户造
成不可估量的巨大损失[1]。
通过研究发现,铝合金焊件焊接接头发生疲劳破坏是
铝合金焊接断裂的主要原因,因此对铝合金焊接件进行全面分析,找出原因并提
出解决方案,提高铝合金焊接件有着重大意义[2,3]。
近些年过高校和科研院所
对铝合金焊接件焊接接口做了大量研究工作,并取得了重大成果。
周进等人通过
对5A02 铝合金焊接接头的疲劳性能进行分析,得出了补焊可以降低铝合金焊接
件焊接接口的疲劳强度(下降将近20%),可作为一种可靠的补救措施[4]。
王德
俊通过对铝合金焊接接头焊缝几何特征的研究,得出了十字接头焊接方式比对接
接头焊接方式应力集中更严重的结论[5]。
本文以6061铝合金为研究对象,分析
焊接缺陷铝合金焊接件疲劳性能的研究。
1.试验材料及试验方法
本试验需要的材料为铝合金和焊丝,其中铝合金选用6061铝板,焊丝选用5356焊丝,铝板采用对接焊接。
这两种材料的化学成分如表1所示。
试验材料化学成分/%
将铝板通过焊丝分别用MIG焊和TIG焊两种方法进行焊接,不仅仅能够保证
铝合金焊接件内部化学成分的完整性,而且也可以提高铝合金焊接件的焊接质量。
在进行全部焊接之后还需要采用合理的方法对焊接物进行验伤处理,找出其
中存在的问题,并对出现问题的原因进行全面分析。
焊后进行X射线探伤检验,
找出存在的问题并找到原因及时解决,将样品进行铣削加工,去除焊缝余高。
为
获得样品真实状态,将样品铣削加工后再进行X射线探伤检测。
在MTS万能试验机上进行疲劳试验,用JSM-35C显微镜对断口形状进行合理观察。
2.试验结果及分析
2.1疲劳试验
试验结果如表2所示,对试验结果进行整理、对比,可以发现无论6061铝合金焊接件的焊缝有无缺陷,发生疲劳破坏的均为焊接口。
但是整个焊接过程是否
存在缺陷对存在的疲劳现象和相应寿命还有很重要的作用。
但焊缝有无缺陷对其
寿命有明显影响,即有焊缝缺陷的样品其寿命明显低于无焊缝缺陷的样品,并且
随着缺陷尺寸的增大,疲劳寿命下降越多。
6061铝合金焊接接头疲劳性能
2.2疲劳断口特征
按照焊接接头的断裂过程疲劳断口一般分为裂纹源、疲劳裂纹扩展和最后断
裂3个区域。
样品疲劳开裂源自样品表面,通过样品疲劳裂纹源处可发现该焊接样品件存在未焊透、夹杂物表面机械划伤、表面气孔以及显微疏松等缺陷,这些缺陷严重降低了铝合金焊接件焊接接头的疲劳寿命。
所有样品的裂纹扩展区中行成的疲劳辉纹均匀而细密,断口疲劳区凸起部分被磨平或磨亮。
裂纹持续扩展且速度越来越快,当剩余面积不承受施加的载荷时,样品发生瞬间断裂。
2.3焊接缺陷的影响
气孔、夹杂以及未焊透是铝合金焊接件焊接接头中的主要焊接缺陷。
由于铝合金的焊缝余高会产生应力集中,当去除焊缝余高后,焊缝中出现的缺陷成为影响铝合金焊接件焊接接头疲劳性能的主要因素。
2.3.1气孔对疲劳性能的影响
铝合金的焊缝金属在凝固时,部分未来得及溢出的气体形成的球状孔穴即为气孔。
这些孔穴的存在形式不一,通常以单个或密集分布存在,存在于整个焊缝或局部焊缝,为焊缝产生应力集中创造了条件。
通过分析发现,铝合金焊接件焊接接头疲劳性能受焊缝气孔的种类、尺寸和位置等因素的影响。
与无缺陷焊缝相比,当气孔直径小于0.5mm 时,其对焊接接头疲劳寿命影响不大;当气孔处于样品表面时,该因素成为铝合金焊接件焊接接头疲劳破坏的源头。
铝合金焊接件保留焊缝余高时,当其缺陷只有达到一定尺寸时才会有效铝合金焊接件的寿命。
铝合金焊接件去掉焊缝余高时,气孔成为其主要缺陷,当气孔处于焊缝表面且直接大于0.5mm时,在气孔处发生疲劳断裂。
2.3.2 夹杂对疲劳性能的影响
通过分析无缺陷样品与有缺陷样品(含有夹杂样品)的疲劳寿命可以发现,夹杂的存在严重降低铝合金焊接件焊接接头的疲劳性能。
试样中存在的夹杂多为氧化物或金属化合物,铝合金焊缝中的夹杂物多呈疏松状存在。
2.3.3未焊透对疲劳性能的影响
未焊透是指在铝合金焊接件的对接焊缝中,焊缝金属没有到达接头的根部。
铝合金焊接件未焊透分布位置不一(表面或焊缝中间),并且其方向、厚度、长度各不相同。
单面焊的未焊透更容易产生应力集中,造成铝合金焊接件疲劳性能的降低。
由于铝合金焊接件未焊透缺陷严重影响其疲劳寿命,因此有效控制铝合金焊接件焊缝中未焊透的存在及其尺寸,对于提高铝合金焊接件焊接接头的疲劳性能有着重要的影响。
3.结论
(1)气孔的宏观尺寸决定铝合金焊接件焊接接头的疲劳性能。
当焊缝中气孔直径小于0.5mm时,对于铝合金焊接件的疲劳性能没有显著的影响,只有当焊缝中气孔处于焊缝表面且直接大于0.5mm时,才会对铝合金焊接件的疲劳性能有明显影响,并成为铝合金焊接件疲劳裂纹的源头。
(2)铝合金焊接件焊缝夹杂物严重降低其疲劳性能。
(3)铝合金焊接件焊缝未焊透缺陷的大小对其疲劳性能有很重要的影响。
当铝合金焊缝未焊透尺寸较大时,会严重降低其疲劳寿命;而当铝合金焊缝未焊透尺寸较小时,对铝合金焊接件焊接接头疲劳性能的影响较小。
(4)铝合金焊接件焊接接口处气孔、夹杂物及未焊透三个焊接缺陷均会零件的应力集中创造条件。
参考文献:
1.王志海,陈亮,张立民,等.车体结构铝合金焊接接头疲劳性能研究[J].电焊机,2013,43(8):12-17.
2.马建民,李敬勇.焊接缺陷对铝合金焊接接头疲劳性能的影响[J].材料开发与应用,2003,18(6),32-34.
3.张举麟,李波涛,张华松,等.补焊对5A06 铝合金焊接接头力学性能的影响.机械工程材料,2017;41(8):84—86.。