发那科培训PPT课件
合集下载
发那科系统培训课件

设定条件 参数号 设定值
No.11236#1=1时设定值
No.1769 No.11238 No.11248
0/0/0
0/0/0
24/24/24
No.11236#0=0设定值
No.1769 No.11238 No.11248
24/24/24
0/0/0
0/0/0
快移抬刀过切
使用快移插补前加减速功能:
设定条件 参数号 设定值
电机电压可变控制 刚性攻丝时的主轴位置增益
设置范围3000至6000
No.5280
4000 刚性攻丝时的攻丝轴位置增益
与No.4065设定值一致
No.4344 No.4037
9800 70
刚性攻丝时主轴位置前馈系数 刚性攻丝时主轴速度前馈系数
与No.2144设定值一致 设定范围30至100
No.2043 No.2021 No.2335
圈纹 Part1.3
1. 拐角圈纹 2. 过冲刀印 3. 多面体纹
14
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
拐角圈纹
• 使用预读铃型插补前加减速功能No.1772 • 逐步增大参数No.1772 • No.1772设定范围16~64
过冲刀印
• 降低前馈参数No.2069和No.2092 • No.2069降低至50 • No.2092降低至9500 • 增大Z轴G01定位距离 • 考虑Z轴热变形
刻字不清晰
降低拐角加减速,修改参数No.1783=600。
19
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
FANUC机器人培训PPT

FCTN 键:
用该键显示补充菜单
TEACH
Diag/Help 键:
按下该键可以获得 1、关于如何使用当 前屏幕的信息 2、使用 DIAGnostics 键 显示如下信息:报警信 息说明、起因和纠正办 法
TEACH
POSN键:
按下该键显示 要查找的位置 信息
TEACH
MOVE MENU键:
按下该键,会出现 系统宏程序的列表 ,可执行宏程序的 调用
2.运动指令
运动指令-关节运动
运动指令-直线运动
运动指令-圆弧运动
运动指令-定位类型
• FINE定位类型:机器人在目标 位置停止(定位)后,向下一目 标移动。 • CNT定位类型:机器人靠近目标 位置,但不在该位置停止而向下 一个位置移动。(机器人靠近目 标位置到什么程度,由0-100内 的范围值来定义)
机器人的构成
• 机器人主体:伺服电机驱动的机械结构,一般为6轴 • 控制柜:主板,紧急停止单元,电源供给单元,示教器,伺服放 大器 ,操作面板,风扇单元,断路器组成
认识TP(Teach pendant)
• 1.示教器的作用: • 1)点动机器人 • 2)编写机器人的程序 • 3) 试运行程序 • 4) 生产运行 • 5) 查阅机器人的状态(I/O设置,位置, 参数)
3 WAIT 1.00(sec);等待1秒
4 RO[10]=OFF ;抓手张开阀OFF
主 程 序
•1 J P[1] 100% FINE ;移动至待命位置P1 •2 LBL[1] ;标签1 •3 J P[2] 100% CNT50 ;移动至待命位置P2 •4 WAIT RI[12]=ON ;等待抓料位有料 •5 L P[3] 100mm/sec FINE ;移动至抓料位P3 •6 CALL HANDCLOSE;调用抓手闭合程序 •7 L P[2] 100mm/sec FINE ;返回至待命位P2 •8 J P[4] 100% CNT50;移动至趋近位置P4 •9 WAIT RI[13]=ON ;等待允许放置信号 •10 L P[5] 100mm/sec FINE ;移动至放置点P5 •11 CALL HANDOPEN;调用抓手打开程序 •12 L P[4] 100mm/sec FINE ;返回至趋近点P4 •13 J P[1] 100% FINE ;移动至原位P1 •14 JMP LBL[1];跳转至标签1
《FANUC数控系统》PPT课件

项目 FANUC数控系统
二、设置〔或调整〕FANUC数控系统参数< 录像 >
1、系统参数的显示方法
数控系统的参数可以分为许多类型,在本单元我们只介绍系统参数 的显示、MDI设定参数以及伺服参数的初始化.
<1>按MDI面板上的功能 键 选择参数页面
几次或一次后,再按软键[参数],
<2>参数页面有多页组成,通过<a>、<b>两种方法显示需要 的参数页面
PMC程序由第一级程序和第二级程序两部分组成.在PMC 程序执行时,首先执行位于梯形图开头的第一级程序,然后 执行第二级程序. FANUC Oi-MA数控系统的PMC规格有SA1和SA3两种, 而SA3比SA1多了子程序和标记地址的功能.
项目 FANUC数控系统
3、PMC的地址
PMC程序中的地址,也就是代号,用于代表不同的信号,不同的 地址分别有机床侧的输入〔X〕、输出线圈〔Y〕信号、NC系 统部分的输入〔F〕、输出线圈〔G〕信号,内部继电器〔R〕, 信息显示请求信号〔A〕,计数器〔C〕,保持型继电器〔K〕,数 据表〔D〕,定时器〔T〕,标号〔L〕,子程序号〔P〕.
DEC
R
控制条件
指令
译码信 号地址
译码规 格数据
译码结果 输出地址
项目 FANUC数控系统
4、FANUC PMC的编程指令应用举例
主轴定向控制:
项目 FANUC数控系统
单元四 FANUC PMC程序设计〔二〕 软件安装
一、FANUC PMC的编程方法
1、FAPT LADDER III软件界面:
项目 FANUC数控系统
项目 FANUC数控系统
二、FANUC数控系统的系列与特点
发那科加工中心编程PPT培训课件
感谢您的观看
加工中心操作基础
加工中心结构与工作原理
加工中心维护与保养
介绍加工中心的基本组成、工作原理 以及与其他机床的区别。
指导操作人员如何进行日常维护和保 养,延长加工中心的使用寿命。
安全操作规程
强人员的人身安全。
刀具选择与参数设置
刀具基础知识
介绍刀具的种类、材料、切削原 理等,帮助操作人员了解刀具的
总结词:进阶提高
详细描述:针对复杂零件的加工,讲解如何进行工艺分析、刀路规划、高级切削参数设置等操作,以及如何优化加工效率和 减小误差。
案例三:多轴联动加工
总结词:高阶应用
详细描述:介绍多轴联动加工的概念和优势,通过实际案例演示如何进行多轴联动编程和加工,包括 多轴联动刀路的生成、优化和后处理等。
M代码语言
阐述M代码在加工中心编程中的 作用,如M03、M05等常用代码 的含义和使用场合。
编程常用指令
切削指令
介绍G01、G02、G03等切削指令的 使用方法和注意事项,以及如何根据 工件材料和刀具选择合适的切削参数 。
循环指令
阐述钻孔、铣槽等加工过程的循环指 令,如G81、G83等,并说明循环起 点和循环终点的设定。
常见问题二:刀具路径问题
总结词
刀具路径问题通常表现为刀具路径不正确、加工过程出现异常或加工结果不符 合要求。
详细描述
解决刀具路径问题的方法包括检查刀具路径计算是否正确、刀具参数设置是否 合理,以及加工参数是否适合被加工材料。此外,还需要确保工件坐标系设置 正确,以避免加工过程中的位置偏差。
常见问题三:加工精度问题
04 发那科加工中心编程常见 问题与解决方案
常见问题一:程序错误
总结词
程序错误是发那科加工中心编程中常见的问题之一,通常是 由于编程语言语法错误、逻辑错误或输入错误引起的。
加工中心操作基础
加工中心结构与工作原理
加工中心维护与保养
介绍加工中心的基本组成、工作原理 以及与其他机床的区别。
指导操作人员如何进行日常维护和保 养,延长加工中心的使用寿命。
安全操作规程
强人员的人身安全。
刀具选择与参数设置
刀具基础知识
介绍刀具的种类、材料、切削原 理等,帮助操作人员了解刀具的
总结词:进阶提高
详细描述:针对复杂零件的加工,讲解如何进行工艺分析、刀路规划、高级切削参数设置等操作,以及如何优化加工效率和 减小误差。
案例三:多轴联动加工
总结词:高阶应用
详细描述:介绍多轴联动加工的概念和优势,通过实际案例演示如何进行多轴联动编程和加工,包括 多轴联动刀路的生成、优化和后处理等。
M代码语言
阐述M代码在加工中心编程中的 作用,如M03、M05等常用代码 的含义和使用场合。
编程常用指令
切削指令
介绍G01、G02、G03等切削指令的 使用方法和注意事项,以及如何根据 工件材料和刀具选择合适的切削参数 。
循环指令
阐述钻孔、铣槽等加工过程的循环指 令,如G81、G83等,并说明循环起 点和循环终点的设定。
常见问题二:刀具路径问题
总结词
刀具路径问题通常表现为刀具路径不正确、加工过程出现异常或加工结果不符 合要求。
详细描述
解决刀具路径问题的方法包括检查刀具路径计算是否正确、刀具参数设置是否 合理,以及加工参数是否适合被加工材料。此外,还需要确保工件坐标系设置 正确,以避免加工过程中的位置偏差。
常见问题三:加工精度问题
04 发那科加工中心编程常见 问题与解决方案
常见问题一:程序错误
总结词
程序错误是发那科加工中心编程中常见的问题之一,通常是 由于编程语言语法错误、逻辑错误或输入错误引起的。
FANUC机器人培训(基本) PPT课件

Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
三.操作面板(Operator Panel)(见图9)
操作面板是用于显示机器人的状态,面板上面有一个串行的 端口可以接外部设备,还有一个连接存储卡的接口,用来备份 数据。
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
程序结构
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
Vehicle Manufacturing Engineering
回目录 2010.10.28
回目录 2010.10.28
Vehicle Manufacturing Engineering
发那科培训讲义第一章
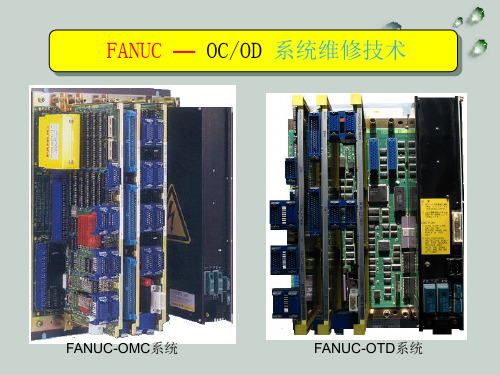
FANUC — OC/OD 系统维修技术
FANUC-OMC系统
FANUC-OTD系统
1.1 FANUC—OC/OD系统及功能连接
1. 全功能、可靠性CNC FANUC—OC系列
CNC单元
显示装置与操作面板
FANUC — OC 系统配置
计算机 显示装置和MDI键盘
α系列主轴模块 α系列进给模块
机床操作面板
M12(手摇脉冲发生器)
手脉接口信号接口 系统功能包参数900#3设定为“1”
CCX5(视频信号)
图形显示板(CCX4)
系统视频信号接口 系统没有图形显示板时与显示器连接;如果有图形显示板将改板的CCX4与显示器 连接,且系统功能包参数909#0设定为“1”
M5/M74接口信号
系统参数I/O通道设定为“0”或“1”(901#6)时启用M5;设定为“2”启用M74(2通道有 效功能包参数是914#4)
(3)伺服电动机内装编码器+5V短路故障 通过从系统轴板分别拔出电动机编码器插头(M184/M187/M194/M197),观察 电源报警指示灯的亮灭情况进行故障具体部分的判别。
(4)系统轴板内部短路故障(+/-15V) 通过拔掉系统轴板再上电进行故障的判别
(5)系统主板短路 更换系统主板
(3) 轴板(AXE)的功能及连接
2.伺服RAM奇偶检验报警(ALM 912 Low/913 High)#914 #915/#916PMC程序奇偶故障
故障产生的原因及处理方法: (1)由于外界的干扰引起的数据报警
系统断电再重新上电后,该故障消失
(2)系统伺服参数据文件不良
系统伺服软件初始化,该故障消失 注意:伺服软件初始化前,应该对系统参数进行备份
FANUC-OMC系统
FANUC-OTD系统
1.1 FANUC—OC/OD系统及功能连接
1. 全功能、可靠性CNC FANUC—OC系列
CNC单元
显示装置与操作面板
FANUC — OC 系统配置
计算机 显示装置和MDI键盘
α系列主轴模块 α系列进给模块
机床操作面板
M12(手摇脉冲发生器)
手脉接口信号接口 系统功能包参数900#3设定为“1”
CCX5(视频信号)
图形显示板(CCX4)
系统视频信号接口 系统没有图形显示板时与显示器连接;如果有图形显示板将改板的CCX4与显示器 连接,且系统功能包参数909#0设定为“1”
M5/M74接口信号
系统参数I/O通道设定为“0”或“1”(901#6)时启用M5;设定为“2”启用M74(2通道有 效功能包参数是914#4)
(3)伺服电动机内装编码器+5V短路故障 通过从系统轴板分别拔出电动机编码器插头(M184/M187/M194/M197),观察 电源报警指示灯的亮灭情况进行故障具体部分的判别。
(4)系统轴板内部短路故障(+/-15V) 通过拔掉系统轴板再上电进行故障的判别
(5)系统主板短路 更换系统主板
(3) 轴板(AXE)的功能及连接
2.伺服RAM奇偶检验报警(ALM 912 Low/913 High)#914 #915/#916PMC程序奇偶故障
故障产生的原因及处理方法: (1)由于外界的干扰引起的数据报警
系统断电再重新上电后,该故障消失
(2)系统伺服参数据文件不良
系统伺服软件初始化,该故障消失 注意:伺服软件初始化前,应该对系统参数进行备份
FANUC机器人培训教程(完成版)(PPT134页)

机器人培训 铝加工科
老款的TP 没有彩色
新款款的TP
18
第二章 机器人单元
四、示教盒介绍
1、单色TP介绍
液晶屏 LED指示灯
此按键被按下,机器 人立即停止
紧急停止按钮
ON/OFF开关
ON:TP有效; OFF:TP无效 当TP无效时,示教、 编程、手动运行不能 被使用
机器人培训 铝加工科
DEAD MAN 开关
DEAD MAN 开关
当TP有效时,只有 【DEADMAN】开关 被按下,机器人才能 运动,一旦松开。机 器人立即停止运动, 并报警
TP操作键
TP LED指示灯
绍
3)TP操作键介绍
编辑键
辅助菜单 键
单步
暂停
FWD/BW D顺/反向 执行程序
切换示教 坐标系
当TP有效时,只有 【DEADMAN】开关 被按下,机器人才能 运动,一旦松开。机 器人立即停止运动, 并报警
TP操作键
TP LED指示灯
19
第二章 机器人单元
机器人培训 铝加工科
四、示教盒介绍
2、彩色TP介绍
液晶屏
此按键被按下,机器 人立即停止
紧急停止按钮
ON/OFF开关
ON:TP有效; OFF:TP无效 当TP无效时,示教、 编程、手动运行不能 被使用
❖ 3.FANUC机器人和其他设备有很大的不同,不同点在于机器人可以以很高的速度移动很大 的距离
❖ 二,以下场合不可使用机器人
❖ 1.燃烧的环境 ❖ 2.无线电干扰的环境 ❖ 3.水中或其他液体中(需要特殊的机器人) ❖ 4.运送人或动物 ❖ 5.不可攀扶 ❖ 6.有爆炸可能的环境 ❖ 7.其他
3
FANUC机器人培训教材(PPT 36页)

FANUC机器人培训
车身生产部-周春晖 2010年9月16日
1
安全操作规程
1.示教和手动机器人 1)请不要带者手套操作示教盘和操作盘。 2)在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。 3)在按下示教盘上的点动键之前要考虑到机器人的运动趋势。 4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。 5)机器人周围区域必须清洁、无油,水及杂质等。
2.生产运行 1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。 2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。 3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧
急情况下按这些按钮。 4)永远不要认为机器人没有移动其程序就已经完成。因为这时机器人很有可能
17
3.1 如何选择机器人程序
1.通过程序目录画 面创建程序,按 SELECT键显示 程序目录画面。
2.选中目标程序后, 按ENTER键确
认。
18
3.2 删除程序文件
1.按SELECT键进 入程序目录画面 后,移动光标选 中要删除的程序 (画面1)。
2.按F4 YES或F5 NO,确认或取 消删除操作。
2.选择F2 CREATE 3.移动光标到程序
名,按ENTER 键,使用功能键 和光标键起好程 序名。 -Word 默认程序名 -Upper Case 大写 -Lower Case 小写 -Options 符号 4.起好程序名后, 按ENTER键确 认,按F3 EDIT 结束登记。
21
3.5 .查看和修改程序信息
26
3.8 手动执行程序
2、为TP上执行灯灭(画面4)。
2.按住SHIFT键的同时,按 一下FWD键开始执行程序。 程序开始执行后,可以松 开FWD键。程序运行完, 机器人停止运动。
车身生产部-周春晖 2010年9月16日
1
安全操作规程
1.示教和手动机器人 1)请不要带者手套操作示教盘和操作盘。 2)在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。 3)在按下示教盘上的点动键之前要考虑到机器人的运动趋势。 4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。 5)机器人周围区域必须清洁、无油,水及杂质等。
2.生产运行 1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。 2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。 3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧
急情况下按这些按钮。 4)永远不要认为机器人没有移动其程序就已经完成。因为这时机器人很有可能
17
3.1 如何选择机器人程序
1.通过程序目录画 面创建程序,按 SELECT键显示 程序目录画面。
2.选中目标程序后, 按ENTER键确
认。
18
3.2 删除程序文件
1.按SELECT键进 入程序目录画面 后,移动光标选 中要删除的程序 (画面1)。
2.按F4 YES或F5 NO,确认或取 消删除操作。
2.选择F2 CREATE 3.移动光标到程序
名,按ENTER 键,使用功能键 和光标键起好程 序名。 -Word 默认程序名 -Upper Case 大写 -Lower Case 小写 -Options 符号 4.起好程序名后, 按ENTER键确 认,按F3 EDIT 结束登记。
21
3.5 .查看和修改程序信息
26
3.8 手动执行程序
2、为TP上执行灯灭(画面4)。
2.按住SHIFT键的同时,按 一下FWD键开始执行程序。 程序开始执行后,可以松 开FWD键。程序运行完, 机器人停止运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 了解读、写的区
别
• 要求:熟悉理解
SELECT、YES、 NO、UP、DOWN 的含义,防止误
操作
写在最后
成功的基础在于好的学习习惯
The foundation of success lies in good habits
36
谢谢大家
荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
开机后利用各个界面做备份
1、CNC参数
2、PMC程序
• 1、按下system • 2、按拓展键找到梯形图 • 3、按下操作 • 4、按执行
3、PMC参数
• 1、按下system • 2、按拓展键找到梯形图参数 • 3、按下操作 • 4、按执行
4、螺距补偿
5、宏变量 6、刀具补偿
7、加工程序
利用BOOT界面做备份
2、编码器为6V[APC] 一个电池单元可以使六个绝对脉冲编码器的当前位置值保持一年。当电池 电压降低时,在LCD 显示器上就会出现APC 报警3n6~3n8(n:轴号)。 当出现APC 报警3n7 时,请尽快更换电池。通常应该在出现该报警1 到2 周内更换,这取决于使用脉冲编码器的数量。
M、S、T译码过程
• F7.0、F7.2、
F7.3发出信号
• G5.0、G5.2、
G5.3置零执行 结束
• M、S、T
IOlink分配
• 理解• @了解C、T的编号及数值具
体是多少 P235
PS:另一种做法:在启动界 面利用ROM内做,文件名不 能更改
梯形图的编辑(P265)
fanuc0ID培训讲义
1、硬件连接 2、系统工作通道 3、I/Olink分配 4、数据备份 5、PMC程序应用
1、硬件连接
硬件主要组成部分 1、CNC 2、电源模块(364) 3、伺服放大器 4、伺服电机 5、IOlink板路
一体式(βI系列)
分体式(αI系列)
αI与βI伺服驱动器与电机的区别及配置注意事项
翻阅PMC程序时候必须了解 信号是来源于哪里,具体F、 G信号可查阅手册,F、G信 号的功能是固定的,X、Y信 号是可变的,功能需查阅机 床厂家的图纸。
存储概念
• ROM • RAM
数据备份
• 1、CNC参数 • 2、PMC程序 • 3、PMC参数 • 4、螺距补偿 • 5、用户宏程序的变量值 • 6、刀具补偿 • 7、加工程序
讲师:XXXXXX XX年XX月XX日
急停回路
CNC单元接口
电 池
1、CNC为3V[BAT] 零件的程序,偏置量和系统参数存储在控制单元的 CMOS 存储器中。 其后备电池是安装在控制单元前面板上的锂电池。上述数据在主电源 切断时不会丢失。后备电池在出厂前就已经安装在控制单元中,用后 备电池可以使存储器中的内容保存一年。当电池电压降低时,在 CRT 上就 会出现“BAT” 字样的系统报警,并且电池报警信号输出给PMC。当这一报 警信息出现时,请尽快更换电池。通常,电池应该在2-3 周内更换完成。