粉尘爆炸事故预先风险性分析表
粉尘爆炸事故隐患排查表示例

企业排查□车间排查□班组排查□填报人:排查时间:
序号
排查项目
具体要求
存在问题
整改措施
责任人
完成时间
1
除尘系统
干式除尘系统应选用泄爆、隔爆、惰化、抑爆等一种或多种防爆装置。
干式ห้องสมุดไป่ตู้尘系统未采用任一种防爆装置。
干式除尘系统加装泄爆、隔爆装置。
×××
×××
2
防火防爆
在工艺流程的进料处,应设置能除去混入料中杂物的磁铁、气动分离器或筛子等防止杂物进入的设备或设施。
粉碎机入口处未规范设置去除杂物的装置。
粉碎机入口处安装磁铁。
×××
×××
3
安全管理
所有可能沉积粉尘的区域及设备设施的所有部位应进行及时全
面规范清扫。
粉尘清理制度不健全,缺少清理周期、清理位置,作业现场积尘严重。
完善粉尘清理制度,明确清理周期、清理位置,及时清理粉尘并做好记录。
×××
×××
粉尘爆炸危险辨识表

(4)采取回收粉尘的收集、储存、处置的密闭措施,防止二次扬尘。
(5)建立粉尘清扫制度。应及时清扫附着在地面、墙体、设备等表面上的粉尘,避免粉尘堆积,粉尘沉积厚度均不应超过3.2mm。
《木材加工系统粉尘防爆安全规范》(AQ4228)
(4)高压电气线路试验区域应有可靠的封闭联锁装置。
《低压配电设计规范》(GB50054)第7.2/7.6条
粉尘爆炸危险辨识表
泰州市瑞凯木业有限公司
2018.03
(2)除尘系统、金属设备,以及金属管道、支架、构件、部件等防静电措施应符合GB12158的要求。
(3)电气设备的保护接地应符合GB50058的要求,除尘系统的风管不得作为电气设备的接地导体。
(4)电气线路、电气设备、控制装置、监测及监控装置应无积尘。
《粉尘防爆安全规程》(GB15577)第6.3条
7
(6)干式除尘器滤袋应采用阻燃及防静电滤料制作,运行工况应是连续卸灰、连续输灰。
《粉尘防爆安全规程》(GB15577)第6.6、7.3、7.4、7.5条
2
加工设备
设备加工时产生火花、火焰引燃木屑、粉尘,导致火灾、粉尘爆炸。
火灾
其他爆炸
木材加工设备,包括工艺过程中的干纤维仓及木粉仓、破碎设备、铺装机、砂光机、输送设备、热油加热系统及加热设备、干燥系统、人造板机械、切削、成型、刨光及打磨等,应符合AQ4228的要求。
《木材加工系统粉尘防爆安全规范》(AQ4228)
(2)除尘系统各吸风口相互连通,存在伤亡扩大的危险。
其他爆炸
(1)粉尘爆炸危险作业场所除尘系统按工艺分片(分区)相对独立设置,所有产尘点均应装设吸尘罩,各除尘系统管网间禁止互通互连。
4火灾、爆炸事故预先危险性分析评价表

火灾、爆炸事故预先危险性分析评价表
潜在事故
危险因素
触发事件
(1)
发生条件
触发事件
(2)
事故后果
危险等级
防范、静电火花、高热、雷击等
3.通风良好,按规定配备消防器材;
4.工作人员遵纪守法,按工种操作规程作业;
5.采用不产生火花工具;
6.各种安全附件、安全设施完整可靠。定期效验。
1.原料泄露;
2.室内通风不良;
3电气照明等设备不防爆,设备管路静电接地失效;
4.明火作业;
5.安全阀、压力表、防泄漏装置以及喷淋降温设施失效。
1.原料泄露,其蒸气与空气形成爆炸性混合物;
2.电气设备短路或静电火花产生;
3.加热或电焊、切割作业;
4.安全附件失效,产生高温高热。
1.易燃易爆作业区域内使用产生火花的工具;
2.生产设备、安全设施不定期保养,带病运行或失效;
3.工作人员劳动纪律松懈,违章带明火进入工作间;
4.电工违章作业或非电工违章操作;
5.不按规定配备消防器材或失效;
6.雷电(直接雷、感应雷、雷电侵入波)。
人员伤亡、财产损失
10
1.设备设施有良好的接地接零保护系统;
2.电气照明采用防爆设施,管路采用防静电装置;
主要危险、有害因素预先性分析表
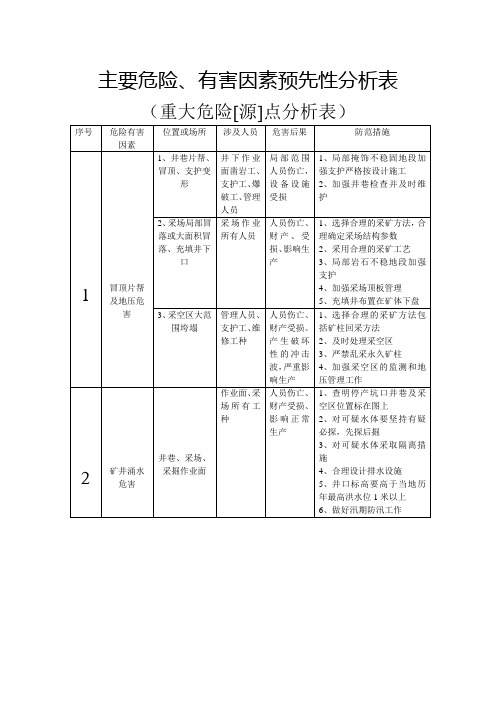
主要危险、有害因素预先性分析表(重大危险[源]点分析表)序号危险有害因素位置或场所涉及人员危害后果防范措施1冒顶片帮及地压危害1、井巷片帮、冒顶、支护变形井下作业面凿岩工、支护工、爆破工、管理人员局部范围人员伤亡,设备设施受损1、局部掩饰不稳固地段加强支护严格按设计施工2、加强井巷检查并及时维护2、采场局部冒落或大面积冒落、充填井下口采场作业所有人员人员伤亡、财产、受损、影响生产1、选择合理的采矿方法,合理确定采场结构参数2、采用合理的采矿工艺3、局部岩石不稳地段加强支护4、加强采场顶板管理5、充填井布置在矿体下盘3、采空区大范围垮塌管理人员、支护工、维修工种人员伤亡、财产受损。
产生破坏性的冲击波,严重影响生产1、选择合理的采矿方法包括矿柱回采方法2、及时处理采空区3、严禁乱采永久矿柱4、加强采空区的监测和地压管理工作2矿井涌水危害井巷、采场、采掘作业面作业面、采场所有工种人员伤亡、财产受损、影响正常生产1、查明停产坑口井巷及采空区位置标在图上2、对可疑水体要坚持有疑必探,先探后掘3、对可疑水体采取隔离措施4、合理设计排水设施5、井口标高要高于当地历年最高洪水位1米以上6、做好汛期防汛工作3 放炮和火药爆炸危害采掘作业面爆破工、爆破物品管理员人员伤亡、财产损失1、购进合格的爆破器材2、严格按爆破规程进行爆破物品的运输、使用3、按规程处理盲炮哑炮。
严禁打残眼4、做好爆破警戒5、相邻作业地点爆破要加强联系和防范4 中毒和窒息危害独头巷道、采场、长期停用且未通风的井巷、硐室及采空区井下作业所有人员人员窒息、中毒或死亡1、加强通风2、按规定时间进入作业面3、采空区及废弃的井巷、硐室及时封闭、合理设置通风构筑物。
使井下风流畅通,风量满足人员需求5 提升运输危害竖井、运输巷道信号工,出渣工,卷扬车司机、人员伤亡,财产损失;中断或严重影响生产1、选择合格的提升设备和钢丝绳2、井口设井门,声光信号齐全3、进行卷扬制动装置。
粉尘爆炸风险评估指南
粉尘爆炸风险评估指南AQ××××——2016****1范围本标准规定了粉尘爆炸风险评估的原则、一般方法和技术要求。
本标准适用于指导粉尘爆炸危险场所危险源辨识、风险评估和控制措施选择等相关工作。
2规范性文件本指南引用了下列文件中的相关条款,凡是不注明日期的引用文件,其最新版本适用于本指南。
AQ8001-2007安全评价通则;GB/T27921-2011 风险管理风险评估技术;GB/T15604-2008 粉尘防爆术语;GB50058-2014 爆炸危险环境电力装置设计规范;GB 15577-2007 粉尘防爆安全规程;GB12476.3-2007可燃性粉尘环境用电气设备;3术语和定义下列术语和定义适用于本指南。
3.1 可燃性粉尘(combustible dust)无论大小和形状,悬浮在空气或它氧化性介质中能产生火灾或爆炸危险性的固体颗粒物。
(借鉴NFPA654-2006,3.3.4)3.2 爆炸性粉尘环境(explosive dust atmosphere)在大气环境条件下,可燃性粉尘与空气形成的混合物被点燃后,能够保持燃烧自行传播的环境。
(GB50058-2014,定义2.0.24)3.3 粉尘爆炸(dust explosion)粉尘颗粒悬浮在空气中快速燃烧导致火焰传播,在相对密闭的空间发生压力上升的现象。
3.4 粉尘爆炸危险源(dust explosions hazards)导致粉尘爆炸事故的不安全因素,涉及到可燃粉尘、设备、工艺、管理等方面。
3.5 粉尘爆炸危险源辨识(dust explosions hazard identification)发现、列举和描述粉尘爆炸危险源的过程。
3.6 粉尘爆炸风险分析 (risk analysis on dust explosions)分析粉尘爆炸事故发生可能性和后果严重度,并进行危险性分级的过程。
3.7 粉尘爆炸风险评价(risk assessment on dust explosions)利用粉尘爆炸风险分析结果和已有的风险准则相比较,以确定风险是否可接受或容忍的过程。
粉尘爆炸危险辨识表

(3)电气设备的保护接地应符合GB 5 0 0 5 8的 要求,除尘系统的风管不得作为电气设备的接地导 体。
(4)电气线路、电气设备、控制装置、监测及监控 装置应无积尘。
条
((?)应气设预防粉尘爆炸在除尘系及之装扩散的选型 和安措施。电气连接尘符合时存在多个(的要求。设有 多个吸除尘系统略个吸风备应分别设截止道、支架、 构件、部件等防静电措施应符合GB12158的要 求。
5//)木材加工 系统粉尘防爆安 全规范《AQ4 22粉尘防爆安全
规程》(GB15
5 7 7)第《3
(4)作业时必须严格遵守安全操作规程,使用的工 具应不产生碰检测火花、
(3)定期清理设备及作业现场、除尘器、废料仓中
粉尘、
5 7 7)第4.5、
8.2、8.3条, 《木材加工系统 粉尘防加工系统Bl防爆安全规2
范》(AQ422
8)
序
号
场所/环
节/部位
较大危险
因素
(2)除尘系
统各吸风口
易发生的事故类型Fra bibliotek电火花等因
素,容易引起 粉尘爆炸。
4
5
木材切及
磨削、砂 光、刨光、 镂铣、开槽 榫除尘系 统
火灾
其他爆炸
其他爆炸
(2)作业场所及设备、设施不得岀现厚度大于3 2m(ml的积除尘系统通行良好屑、粉尘清理。
(3)清理作业时,采用不产生扬尘的清扫方式和不 产生火花的材加工工具。尘设备及管道接地良好,并每半
(6)干式除尘器滤袋应采用阻燃及防静电滤料 制作,运行工况应是连续卸灰、连续输灰。
《粉尘防爆安全 规程》(GE15577)第6.6、7.3、7.4、7.
预先危险性分析表
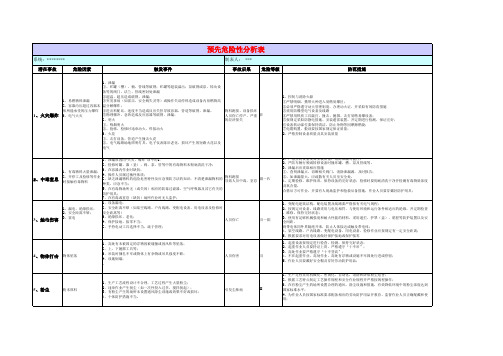
6、车辆伤害ቤተ መጻሕፍቲ ባይዱ
车辆相撞、碰倒堆积物 或建筑物设备、物流、 管线、车辆伤人
机动车辆在装卸区进行装卸作业 1、驾驶员有酒后驾车、注意力不集中等违章行为; 2、车况不佳; 3、道路上乱放设备、器具以及垃圾等。 4、物料摆放不稳
人员伤亡;设备管线 受损造成物料泄漏引 Ⅱ 发二次事故
1、物料摆放合理、稳固; 2、设置限速行驶等交通标志; 3、保持路面状况良好,不乱放设备、器具及垃圾等,管线、设备的布置与道路边缘保持一定 的距离; 4、加强对车辆的维护保养,保证作业车辆状态良好、安全设施齐全有效; 5、加强对驾驶员的教育和管理,杜绝违章驾驶; 6、教育职工自觉遵守交通规则,不与车辆抢行。
2、中毒窒息
3、触电伤害
1、泄漏原因同“火灾、爆炸”项中的1; 2、检修时罐、器(釜)、阀、泵、管等中的有毒物料未彻底清洗干净; 3、在容器内作业时缺氧; 1、有毒物料大量泄漏; 4、操作人员属过敏性体质; 2、开停工及检修等作业 物料跑损 5、缺乏泄漏物料的危险危害特性及应急预防方法的知识;不清楚泄漏物料的 导致人员中毒、窒息 Ⅲ~Ⅳ 时接触有毒物料 种类,应急不当; 6、在有毒物场所无(或失效)相应的防毒过滤器、空气呼吸器及其它有关的 防护用具; 7、在有毒或窒息(缺氧)场所作业时无人监护; 1、设备漏电; 2、安全距离不够(如架空线路、户内线路,变配电设备、用电设备及检修时 1、漏电、绝缘损坏; 安全距离等) 2、安全距离不够; 3、绝缘损坏、老化; 3、雷电 Ⅱ~Ⅲ 人员伤亡 4、保护接地、接零不当; 5、手持电动工具选择不当,疏于管理;
2明火吸烟明火抢修检修时违章动火焊接动火3火花击打设备管道产生撞击火花电气线路场地照明灯具电子仪表陈旧老化损坏产生的短路火花以及电气物料跑损设备损坏人员伤亡停产严重的经济损1控制与消除火源严禁吸烟携带火种进入易燃易爆区
粉尘爆炸危险辨识表

泰州市瑞凯木业有限公司
2018.03
(3)清理作业时,采用不产生扬尘的清扫方式和不产生火花的清扫工具。
(4)作业时必须严格遵守安全操作规程,使用的工具应不产生碰撞火花。
《粉尘防爆安全规程》(GB15577)第4.5、8.2、8.3条,《木材加工系统粉尘防爆安全规范》(AQ4228)第9条
序号
场所/环节/部位
较大危险因素
易发生的事故类型
粉尘爆炸危险辨识表
序号
场所/环节/部位
较大危险
因素
易发生的事故类型
主要防范措施
相关依据
照片
岗位责任人
1
除尘系统
除尘系统未采取预防和控制粉尘爆炸措施,导致粉尘爆炸。
其他爆炸
(1)除尘系统应按照粉尘爆炸特性采取预防和控制粉尘爆炸的措施,设置监控装置,选用降低爆炸危险的一种或多种防爆装置。
(2)除尘器应在负压状态下工作。
《木材加工系统粉尘防爆安全规范》(AQ4228)
(2)除尘系统各吸风口相互连通,存在伤亡扩大的危险。
其他爆炸
(1)粉尘爆炸危险作业场所除尘系统按工艺分片(分区)相对独立设置,所有产尘点均应装设吸尘罩,各除尘系统管网间禁止互通互连。
(2)应采取预防粉尘爆炸在除尘系统之间扩散的隔爆措施。一个除尘系统同时存在多个(粮)料仓设有多个吸风口,则各个吸风口应分别设截止阀。
(6)干式除尘器滤袋应采用阻燃及防静电滤料制作,运行工况应是连续卸灰、连续输灰。
《粉尘防爆安全规程》(GB15577)第6.6、7.3、7.4、7.5条
2
加工设备
设备加工时产生火花、火焰引燃木屑、粉尘,导致火灾、粉尘爆炸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
粉尘爆炸事故预先风险性分析表
项目内容事故类型粉尘爆炸危险危害因素棉尘飞扬。
触发事件1、吸尘设备制造与安装方面存在缺陷。
2、工作场所易燃棉尘大量存在。
3、点火源:(1)违章动火;(2)烟火;(3)金属切割火星;(4)电器火花;(5)外来人员带入火种;(6)机械设备摩擦产生的火花或铁器与地面摩擦产生的火花;(7)电动机、轴承冒烟着火。
(8)敲打设备、管线产生撞击火花;(9)电器线路陈旧老化或受到损坏因短路产生火花、超载绝缘烧坏引起火花;发生条件1、棉尘深度达到爆炸极限;2、存在点火源;事故后果造成停产,厂房设备损坏,人员伤害,财产损失危险危害等级3级防范措施1、严格控制并消除火源(1)生产厂区严禁吸烟、携带火种;(2)防雷接地装置要定期进行检测,保证其完好有效;(3)按动火要求办理动火许可证,并落实有效防范措施;2、加强吸尘设备维护保养,定期检修及更换,并做好日常检查,保持设备完好。
3、如果吸尘设备达不到要求应采取通风措施。
4、生产场所需定期检测粉尘深度。
5、加强管理,杜绝"三违",严格执行安全操作规程。
6、制定并进一步完善事故应急救援预案,使岗位操作人员能掌握并能认真执行,控制事故发生。
7、电气设施应使用防爆或防尘型。