激光切割不锈钢的常见问题以及工艺参数
激光切割不锈钢的常见问题
激光切割不锈钢的常见问题
1.切割边角存在倒角或毛刺:可能是切割参数设置不当,如过小的切割速度、过大的功率、过宽的激光束等。
2.切割的表面存在烧伤痕迹:可能是激光束的直径不够小或过大,或者是过大的功率等导致的。
3.切割时出现断屑:可能是切割速度过快或功率设置太高,需要适当调整参数。
4.切割过程中出现晃动或偏差:可能是激光器的光束不稳定或者切割速度过快,需要对设备进行调整。
5.切割出现变形或者曲线不合理:可能是材料的厚度和硬度不匹配,需要更换合适的切割头或者调整切割参数。
6.切割深度难以控制:可能是激光束的直径过大或者切割头的质量问题,需要更换优质的设备。
激光切割机切割碳钢时经常出现的3个问题
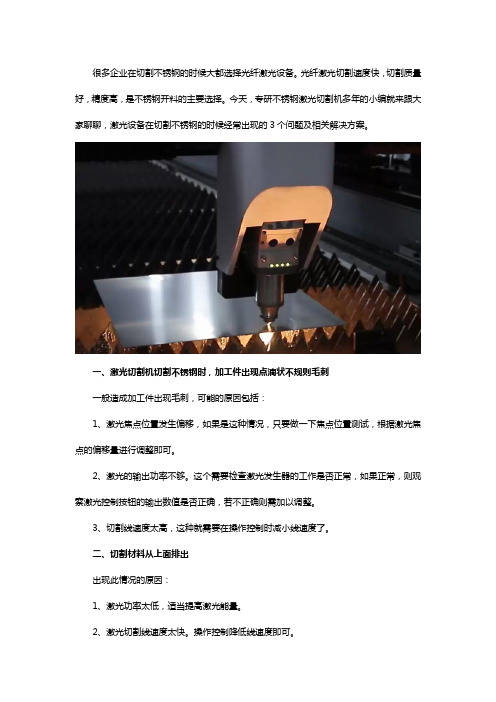
很多企业在切割不锈钢的时候大都选择光纤激光设备。
光纤激光切割速度快,切割质量好,精度高,是不锈钢开料的主要选择。
今天,专研不锈钢激光切割机多年的小编就来跟大家聊聊,激光设备在切割不锈钢的时候经常出现的3个问题及相关解决方案。
一、激光切割机切割不锈钢时,加工件出现点滴状不规则毛刺
一般造成加工件出现毛刺,可能的原因包括:
1、激光焦点位置发生偏移,如果是这种情况,只要做一下焦点位置测试,根据激光焦点的偏移量进行调整即可。
2、激光的输出功率不够。
这个需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,若不正确则需加以调整。
3、切割线速度太高,这种就需要在操作控制时减小线速度了。
二、切割材料从上面排出
出现此情况的原因:
1、激光功率太低,适当提高激光能量。
2、激光切割线速度太快。
操作控制降低线速度即可。
3、切割气压太高,适当减小气压值。
三、切割边缘发黄问题
可能原因:
氮气纯度不够,含有氧气等杂质,更换纯度更高的氮气。
关于激光切割机切割不锈钢时经常出现的问题以及一些原因、解决方法,不锈钢激光切割机厂家宏山激光小编就介绍到这里了。
宏山激光是一家集激光智能装备研发、生产、销售于一体的激光切割机厂家,有着十几年的激光切割机技术研发经验,一直致力于为全球用户提供激光智能装备解决方案,产品广泛应用于精密机械、汽车配件、厨卫五金、电子电气、智能家居等众多行业。
激光切割工艺参数(不锈钢)
不锈钢材料厚度
入射光束直径 切割辅助气体
辅助气体压力 割嘴直径 割嘴与材料位置
割缝宽度 透镜焦距 焦点位置 打孔 激光模式
激光频率 激光功率
mm
1
2
mm
19
19
N2
N2
bar
8
10
mm
1.5
2
mm
1
1
mm
0.1
0.1
inch
5
5
mm
-0.5
-1
SP
SP
Hz
200
200
W
600
对于氧气辅助切割,附加厚度和其它材料参数都与PRC 参数有关。
在最高切割速度状态下,边缘修整质量和切割气体压力 取决于材料的合金成分、切割气体的纯度。
氧气切割完成后,必须净化氧气;否则,氧气与氮气混 合后,会导致切割边缘发蓝或者发褐色。 当切割厚度≥4mm的材料时,切割φ1.5mm孔时应使用 切割小孔时的参数,氧气压力在4Bar(60Psi),或者开始切 割时的速度是正常切割速度的20~30%。 切割小孔是指孔直径≤5mm、板厚≤3mm,或者板厚> 3mm、孔直径不大于板厚尺寸的孔。 切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚> 3mm、孔直径大于板厚尺寸的孔。
800
3
4
5
6
8
19
19
19
19
19
N2
N2
N2
N2
N2
13
15
17
18
20
2
2
2
2
2.5
0.8
0.8
0.8
0.8
0.8
激光切割过程中的常见问题
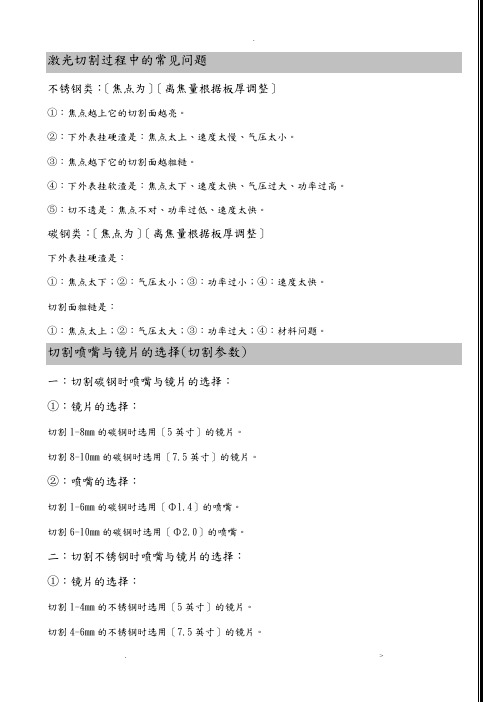
不锈钢类:〔焦点为〕〔离焦量根据板厚调整〕①:焦点越上它的切割面越亮。
②:下外表挂硬渣是:焦点太上、速度太慢、气压太小。
③:焦点越下它的切割面越粗糙。
④:下外表挂软渣是:焦点太下、速度太快、气压过大、功率过高。
⑤:切不透是:焦点不对、功率过低、速度太快。
碳钢类:〔焦点为〕〔离焦量根据板厚调整〕下外表挂硬渣是:①:焦点太下;②:气压太小;③:功率过小;④:速度太快。
切割面粗糙是:①:焦点太上;②:气压太大;③:功率过大;④:材料问题。
切割喷嘴与镜片的选择(切割参数)一:切割碳钢时喷嘴与镜片的选择:①:镜片的选择:切割1-8mm的碳钢时选用〔5英寸〕的镜片。
切割8-10mm的碳钢时选用〔7.5英寸〕的镜片。
②:喷嘴的选择:切割1-6mm的碳钢时选用〔Φ1.4〕的喷嘴。
切割6-10mm的碳钢时选用〔Φ2.0〕的喷嘴。
二:切割不锈钢时喷嘴与镜片的选择:①:镜片的选择:切割1-4mm的不锈钢时选用〔5英寸〕的镜片。
切割4-6mm的不锈钢时选用〔7.5英寸〕的镜片。
②:喷嘴的选择:切割1-3mm的不锈钢时选用〔Φ1.5〕的喷嘴。
切割时〔氮气压力〕10㎏-13㎏切割3-4mm的不锈钢时选用〔Φ2.0〕的喷嘴。
切割时〔氮气压力〕13㎏-15㎏切割5-6mm的不锈钢时选用〔Φ2.5〕的喷嘴。
切割时〔氮气压力〕14㎏-16㎏所用气体的种类和作用:1)空气:①:作为切割气体使用②:作为冷却切割头使用③:作为光路部除尘使用〔保护镜片延长镜片的使用时间〕2)普氧:作为切割碳钢的气体〔助燃性〕纯度99.5%3)纯氮:作为切割不锈钢的气体〔冷却性〕纯度99.9% 〔切割碳钢速度为3/4〕4)高纯氮:作为激光器的使用气体纯度99.999%5)高纯氦:作为激光器的使用气体纯度99.999%6)高纯二氧化碳:作为激光器的使用气体纯度99.999%切割孔的大小〔区分材质与厚度〕1)切割8㎜之的碳钢类板材,孔径不能小于板材的厚度,切割10㎜之的板材,孔径不能小于板材厚度的1.2倍。
激光切割加工中的参数优化与工艺分析
激光切割加工中的参数优化与工艺分析引言激光切割技术作为一种非接触式的加工方式,具有高精度、高效率、无污染等优点,广泛应用于金属加工领域。
而激光切割加工的质量和效率则受到各种参数的影响。
因此,对激光切割加工过程中的参数进行优化与工艺分析,对于提高加工质量和效率具有重要意义。
一、激光切割加工中的常用参数1. 激光功率:激光功率是激光切割中最基本的参数之一。
激光功率的大小直接影响切割速度和切割深度。
一般来说,功率过大容易造成切割过度熔化,功率过小则会导致切割效率低下。
2. 扫描速度:扫描速度是激光束在工件表面移动的速度。
扫描速度的选择直接影响切割速度和切割表面质量。
过高的扫描速度会导致切割不完整,过低则会导致切割速度过慢。
3. 焦点位置:焦点位置是指激光束在工件上的聚焦位置。
不同的焦点位置会对切割质量产生影响。
如果焦点位置过高或过低,将会影响切割线的质量和精度。
4. 气体类型与流量:在激光切割过程中,常用的气体有氮气、氧气和惰性气体等。
不同的气体类型和流量对切割质量起到重要作用。
例如,氮气可以防止切割过程中的氧化反应,而氧气可以提高切割速度。
二、参数优化与工艺分析方法1. 基于试验和经验的方法:通过在实际加工中调整参数并进行试验,观察切割效果和质量,得到合适的参数组合。
在此基础上,结合经验,不断优化参数,提高加工效果和质量。
2. 基于数学模型和仿真的方法:通过建立激光切割加工的数学模型,并借助仿真软件进行模拟,对不同参数组合下的切割效果进行评估。
通过分析仿真结果,优化参数组合,找到最佳的加工工艺。
3. 基于人工智能的方法:利用机器学习、深度学习等人工智能技术,对激光切割加工的数据进行分析和处理。
通过大量的数据训练和优化,实现对参数组合的智能优化,提高切割效率和质量。
三、激光切割加工中的参数优化与工艺分析案例1. 参数优化案例:以不锈钢材料为例,通过试验和经验的方法,确定合适的功率、扫描速度、焦点位置和气体流量等参数。
激光切割2mm不锈钢工艺参数
激光切割2mm不锈钢工艺参数激光切割2mm不锈钢工艺参数一、前言激光切割是一种应用广泛的金属加工方法,其切割精度高,速度快,适用于各种材料的加工。
在不锈钢行业中,2mm不锈钢的切割是一项常见的工艺需求。
本文将详细介绍激光切割2mm不锈钢的工艺参数,希望能为相关从业人员提供指导。
二、激光切割工艺参数的选择1. 激光功率激光功率是激光切割的核心参数之一。
对于2mm不锈钢的切割,一般需要选择适中的激光功率,既能保证切割质量,又能提高生产效率。
通常来说,针对2mm不锈钢,激光功率在800至1000瓦之间是比较适宜的选择。
2. 切割速度切割速度是指激光切割头在切割工件上移动的速度。
对于切割2mm不锈钢,适宜的切割速度应根据具体的设备和材料性能来确定。
过低的切割速度会导致切割缺陷,过高则会影响切割质量。
一般来说,切割速度在400至600毫米/分钟范围内是较为合适的选择。
3. 气体喷嘴直径气体喷嘴直径决定了切割过程中的气体流速。
对于2mm不锈钢的切割,喷嘴直径一般在1.5至2.5毫米之间选择。
较小的喷嘴直径可以提供较高的气体速度,有助于将熔融物质吹离切割区域,提高切割质量。
4. 气体种类在激光切割过程中,常用的气体有氮气和氧气。
在切割2mm不锈钢时,氧气可作为切割气体使用,具有较高的切割速度和质量,但容易产生氧化边。
而氮气可以避免氧化边的产生,但切割速度略低。
切割过程中应根据具体需求选择合适的气体。
5. 焦点位置焦点位置的选择对于切割质量有着重要影响。
针对2mm不锈钢,一般将焦点位置放在工件表面附近,以确保较好的切割效果。
三、激光切割2mm不锈钢的注意事项1. 预热处理对于较薄的不锈钢,预热处理可以缓解材料在切割过程中产生的热应力,减少变形和裂纹的发生。
预热温度一般在200至300℃范围内。
2. 板材质量不锈钢板材的质量直接影响到切割效果和工艺参数的选择。
在进行切割之前,应检查板材的平整度、表面状态等,确保其满足切割要求。
激光切割不锈钢工艺参数

激光切割不锈钢工艺参数激光切割是一种高精度、高效率的切割方式,广泛应用于不锈钢、铝合金、铜等金属材料的加工中。
在不锈钢切割中,激光切割技术具有切割速度快、切割质量高、切割精度高等优点。
本文将介绍激光切割不锈钢的工艺参数。
1. 激光功率激光功率是影响切割速度和切割质量的重要参数。
不锈钢的切割需要较高的激光功率,一般在2000W以上。
激光功率过低会导致切割速度慢、切割质量差,而激光功率过高则会导致切割过热、切割质量下降。
2. 激光束模式激光束模式是指激光束的形状和大小。
在不锈钢切割中,常用的激光束模式有TEM00和TEM01。
TEM00模式的激光束形状为高斯分布,适用于切割较薄的不锈钢板材;TEM01模式的激光束形状为环形,适用于切割较厚的不锈钢板材。
3. 气体类型和流量在激光切割过程中,气体的作用是将熔化的金属吹散,防止切割口处产生氧化物。
常用的气体有氮气、氧气和惰性气体。
不锈钢的切割一般使用氮气或氧气,氮气适用于切割较薄的不锈钢板材,氧气适用于切割较厚的不锈钢板材。
气体流量的大小与切割速度和切割质量有关,需要根据具体情况进行调整。
4. 焦距焦距是指激光束聚焦后的焦点与切割材料表面的距离。
焦距的大小影响激光束的聚焦效果和切割质量。
不锈钢的切割一般使用较短的焦距,一般在3-5mm之间。
5. 切割速度切割速度是指激光束在切割材料上移动的速度。
不锈钢的切割速度一般较慢,一般在1-2m/min之间。
切割速度过快会导致切割质量下降,切割速度过慢则会导致切割时间过长。
6. 辅助气体压力辅助气体压力是指气体喷嘴喷出气体的压力。
辅助气体压力的大小影响切割口处的气流和切割质量。
不锈钢的切割一般使用较高的辅助气体压力,一般在8-12bar之间。
7. 其他参数除了上述参数外,还有一些其他参数也会影响激光切割不锈钢的效果,如激光束直径、扫描速度、扫描间距等。
这些参数需要根据具体情况进行调整。
激光切割不锈钢的工艺参数是多方面的,需要根据具体情况进行调整。
激光切割3mm不锈钢误差
激光切割3mm不锈钢误差摘要:一、激光切割机的基本信息二、切割不锈钢的工艺参数三、影响切割精度的因素四、结论正文:一、激光切割机的基本信息激光切割机是一种高精度的切割设备,它通过激光束的高能量瞬间作用于材料表面,使材料迅速升温至熔化或汽化状态,从而达到切割的目的。
激光切割机具有切割速度快、精度高、加工范围广等优点,被广泛应用于金属加工、制造业等领域。
在本文中,我们以光纤激光切割机为例,讨论如何切割3mm 厚的不锈钢。
切割过程中,我们需要关注的参数包括功率、喷嘴、氮气压力和切割速度等。
二、切割不锈钢的工艺参数1.功率:根据切割材料的厚度和材质,选择合适的激光功率。
对于3mm 厚的不锈钢,推荐使用2000W 的功率。
2.喷嘴:喷嘴的选择会影响到激光束的聚焦效果,进而影响到切割精度。
在本文中,我们选择使用-3 号喷嘴,并将喷嘴与材料表面的距离设置为2.0mm。
3.氮气:在切割过程中,氮气起到冷却和保护的作用。
对于3mm 厚的不锈钢,我们将氮气压力调至10KG,以保证切割效果。
4.切割速度:切割速度是影响切割精度和效率的重要因素。
在初始阶段,我们可以从2 米/分钟开始尝试,然后根据实际情况逐步提高速度。
三、影响切割精度的因素1.激光功率:激光功率过大或过小都会影响切割精度。
功率过大会导致熔池过大,切割边缘不平整;功率过小则可能导致切割不透。
2.喷嘴与材料表面的距离:喷嘴与材料表面的距离会影响到激光束的聚焦效果,距离过远或过近都会导致切割精度降低。
3.氮气压力:氮气压力过大或过小都会影响切割效果。
压力过大可能导致熔池不稳定,切割边缘粗糙;压力过小则可能导致切割不透。
4.切割速度:切割速度过快或过慢都会影响切割精度。
速度过快可能导致切割不透或熔池不稳定;速度过慢则可能导致切割效率低下。
四、结论通过合理选择激光切割机的工艺参数,我们可以在保证切割效率的同时,提高切割精度。
对于3mm 厚的不锈钢,我们可以尝试使用2000W 的功率、-3 号喷嘴、2.0mm 的喷嘴与材料表面距离、10KG 的氮气压力和2 米/分钟的切割速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光切割机切割金属材料的原理是采用激光束照射到钢板表面时释放的能量来使金属熔化并蒸发。
对将不锈钢薄板作为主构件的制造业而言,利用激光切割不锈钢是快速、有效的加工方法。
但是激光切割机在使用过程中总是会遇到些问题,造成切割质量不好,而影响金属切割质量最重要的工艺参量是切割速度、激光功率、气压等,所以解决激光切割不锈钢的常见问题要从工艺角度下手,如果在加工过程中严格控制激光切割机的工艺参数,就能保证工件的加工质量。
1、产生点滴状的细小规则毛刺
可能原因:(1)焦点太低;(2)进给速率太高
解决方法:(1)抬高焦点;(2)减小进给速率
2、两边都产生长的不规则的细丝状毛刺,大板材的表面变色
可能原因:(1)进给速率太低;(2)焦点太高;(3)气压太低;(4)材料太热
解决方法:(1)增加进给速率;(2)降低焦点;(3)加大气压;(4)冷却材料
3、只在切割边缘的一边产生长的不规则的毛刺
可能原因:(1)喷嘴未对中;(2)焦点太高;(3)气压太低;(4)速度太低
解决方法:(1)对中喷嘴;(2)降低焦点;(3)加大气压;(4)提高速度
4、材料从上面排出
可能原因:(1)功率太低;(2)进给速率过大;(3)气压太高
解决方法:出现此情况立即按暂停按钮,以防止熔渣飞溅到聚焦镜上增加功率减小进给速率减小气压.
5、除了以上常见问题,还可能出现切割边缘发黄问题
可能原因:激光切割机使用的辅助氮气里含有氧气杂质
解决方法:使用质量好、纯度高的氮气。