凝胶消毒剂工艺流程图
免洗手消毒凝胶生产工艺规程
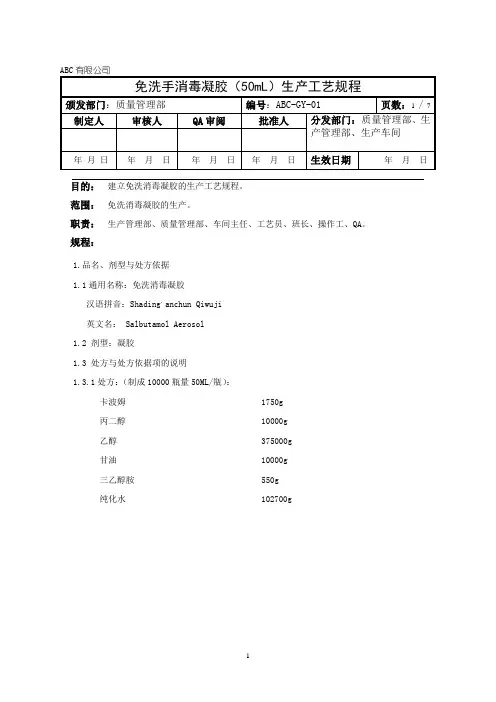
目的:建立免洗消毒凝胶的生产工艺规程。
范围:免洗消毒凝胶的生产。
职责:生产管理部、质量管理部、车间主任、工艺员、班长、操作工、QA。
规程:1.品名、剂型与处方依据1.1通用名称:免洗消毒凝胶汉语拼音:Shading,anchun Qiwuji英文名: Salbutamol Aerosol1.2 剂型:凝胶1.3 处方与处方依据项的说明1.3.1处方:(制成10000瓶量50ML/瓶):卡波姆 1750g丙二醇 10000g乙醇 375000g甘油 10000g三乙醇胺 550g纯化水 102700g2.工艺流程示意图:检验 →↓→→→ →→ ←←↓↓↓ 成品检验3. 生产工艺操作要求、工艺技术参数:3.1配制均质:按“配制岗位标准操作规程”规定,往配料罐中依次投入处方量乙醇的1/3量、卡波、丙二醇,搅拌至完全溶解,然后补加乙醇稀释至全量,搅拌10~15分钟,使之完全均匀即完成配制工序。
3.2中间品检验:检验室按 “中间产品取样操作规程”规定,抽取配制好的原液检验,检验合格后,发放“中间产品合格证”。
3.4 灌装与扎盖:操作工按“灌装岗位标准操作规程”规定,用洁净的PET 塑料瓶进行分装,旋盖(分装压力为:0.5~0.6MPa),并在过程中随时进行装量及扎盖后的外观检查。
3.5 套塑、免洗手消毒凝胶压装:操作工按“消毒液套塑、免洗手消毒凝胶压装岗位标准操作规程”规定,进行套塑工序、随后压入抛射剂免洗手消毒凝胶:(9.5~11.0g/瓶),压力为0.5~0.6MPa,其间随时检查免洗手消毒凝胶的压装量。
3.6 检漏与试爆:操作工按“消毒液检漏、试爆岗位标准操作规程”规定,将压装免洗手消毒凝胶后的玻瓶置于40~42℃的水中试爆检漏2小时,自然冷却,剔除不合格品。
3.7 包装:车间接到生产管理部下达的批包装指令后,将检验合格的中间产品送入包装间,按“包装岗位标准操作规程”进行包装。
包装完毕后,置于待检区,由取样员取样送检验室进行检验,合格后,入库。
药品生产典型工艺流程框图
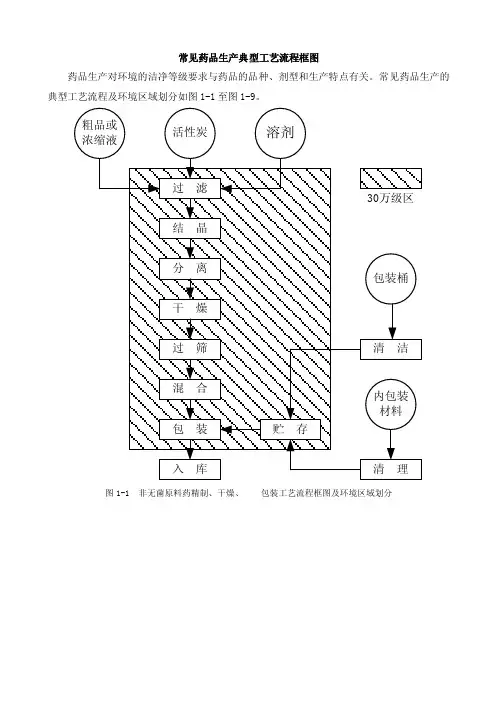
常见药品生产典型工艺流程框图药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-3 片剂生产工艺流程框图及环境区域划分图1-4 硬胶囊剂生产工艺流程框图及环境区域划分图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分下面是赠送的广告宣传方案不需要的朋友可以下载后编辑删除!!!!!广告宣传方案每个人在日常生活中都有意、无意的接受着广告的洗礼,继而有意或无意的购买、使用广告中的产品和服务。
这是每个厂家所希望的,也是他们做广告的初衷。
当今社会的广告媒体大致分为:电视媒体、、电台媒体、报纸报刊媒体、网站媒体、户外广告媒体,以及最新的网吧桌面媒体。
那么,到底哪种媒体的宣传效果性价比最高呢,我们来做个分析;首先我们大概了解下各个媒体的宣传方式:电视媒体:优势:将广告直接插播在电视剧当中,是强迫式使受众接受,受众为了能够完整的看完自己所喜欢的节目,不得不浏览其中插播的广告,其二,由于小孩在懵懂的成长时期,易于接受颜色绚丽,变换节奏快的事物,电视广告更容易被小孩子所接受,这是电视广告的高明之处,也是其客户多,利润大的主要原因。
劣势:随着网络的发展,以及年轻人的生活方式的改变,电视广告的优势在日益削减。
当今月来越多的年轻人开始接受速食文化,篇幅过长的电视连续剧的受众逐渐衰减,由于年轻人的思维快捷,逐渐掌握了电视广告的播出时间,往往在广告播出的时间转换频道,避开广告的冲击。
电台媒体和户外广告就不用多做分析,大家想想你记住了几个电台的广告,记住了几个路边的广告就清楚了。
酒精免洗凝胶实验报告
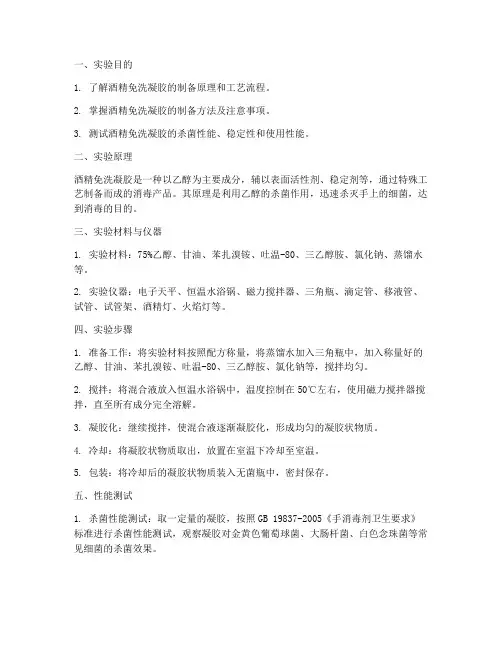
一、实验目的1. 了解酒精免洗凝胶的制备原理和工艺流程。
2. 掌握酒精免洗凝胶的制备方法及注意事项。
3. 测试酒精免洗凝胶的杀菌性能、稳定性和使用性能。
二、实验原理酒精免洗凝胶是一种以乙醇为主要成分,辅以表面活性剂、稳定剂等,通过特殊工艺制备而成的消毒产品。
其原理是利用乙醇的杀菌作用,迅速杀灭手上的细菌,达到消毒的目的。
三、实验材料与仪器1. 实验材料:75%乙醇、甘油、苯扎溴铵、吐温-80、三乙醇胺、氯化钠、蒸馏水等。
2. 实验仪器:电子天平、恒温水浴锅、磁力搅拌器、三角瓶、滴定管、移液管、试管、试管架、酒精灯、火焰灯等。
四、实验步骤1. 准备工作:将实验材料按照配方称量,将蒸馏水加入三角瓶中,加入称量好的乙醇、甘油、苯扎溴铵、吐温-80、三乙醇胺、氯化钠等,搅拌均匀。
2. 搅拌:将混合液放入恒温水浴锅中,温度控制在50℃左右,使用磁力搅拌器搅拌,直至所有成分完全溶解。
3. 凝胶化:继续搅拌,使混合液逐渐凝胶化,形成均匀的凝胶状物质。
4. 冷却:将凝胶状物质取出,放置在室温下冷却至室温。
5. 包装:将冷却后的凝胶状物质装入无菌瓶中,密封保存。
五、性能测试1. 杀菌性能测试:取一定量的凝胶,按照GB 19837-2005《手消毒剂卫生要求》标准进行杀菌性能测试,观察凝胶对金黄色葡萄球菌、大肠杆菌、白色念珠菌等常见细菌的杀菌效果。
2. 稳定性测试:将凝胶放置在室温下,观察其在不同时间内的变化,如颜色、质地、气味等,以评估其稳定性。
3. 使用性能测试:邀请志愿者使用凝胶,观察其在洗手过程中的感受,如质地、流动性、易用性等。
六、实验结果与分析1. 杀菌性能:经过测试,该酒精免洗凝胶对金黄色葡萄球菌、大肠杆菌、白色念珠菌等常见细菌的杀菌率均达到99.9%以上,符合国家标准要求。
2. 稳定性:经过3个月室温放置,凝胶无明显变化,颜色、质地、气味等均稳定。
3. 使用性能:志愿者使用该凝胶后,普遍反映质地细腻、流动性好、易用,洗手过程中无刺激感。
林可霉素利多卡因凝胶工艺规程
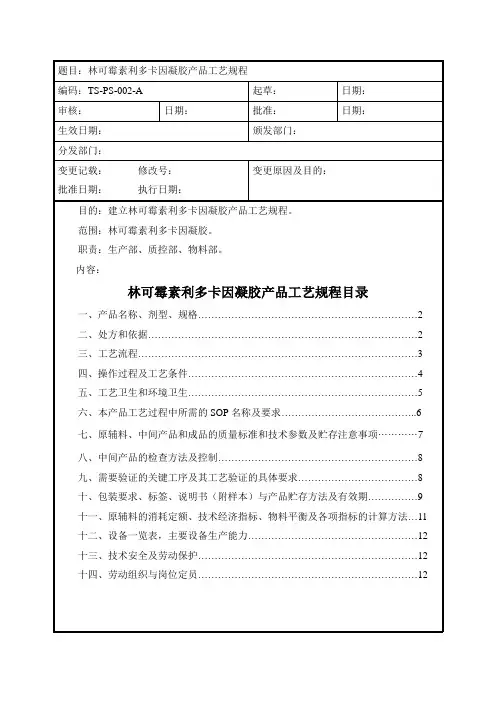
(2) 说明书
OTC
林可霉素利多卡因凝胶说明书
请仔细阅读使用说明书并按说明使用或在药师指导下购买和使用.
【药品名称】通用名称:林可霉素利多卡因凝胶
英文名称: Lincomycin Hydrochloride and Lidocaine Hydrochloride
盐酸林可霉素
中国药典(2005 版)
密封保存
盐酸利多卡因
中国药典(2005 版)
密封保存
乳酸依沙吖啶
中国药典(2005 版)
密封保存
乙醇
中国药典(2005 版)
密封保存
香料 三乙醇胺
亮兰 甘油
《中国食品工业标准汇编》 《化妆品原料规格实用手册》 GB7655.1-1996 中国药典(2005 版)
密封保存 密封保存 密封保存 密封保存
(七)林可霉素利多卡因凝胶标准批量
(1) 标准批量 300 ㎏
处方:
原辅料名称 盐酸林可霉素
净重(㎏) 1.5
盐酸利多卡因
1.2
乳酸依沙吖啶
0.055
乙醇
27.78
香料
27.9ml
三乙醇胺
3.36
亮兰
5.4g
甘油
14
卡波姆
3.4
(2)原料投料折算公式:
主药折纯投料量=理论投料量÷原料含量
(八)中间体的储存期和储存条件
三、工艺流程
盐酸林可霉素 盐酸利多卡因
纯化水
油相锅
乳酸依沙吖啶
酒精
油相锅
纯化水
卡波姆 O 甘油 O
水相锅
为 10 万级洁净区 为一般生产区
过滤
香料
乳膏配制
亮兰
凝胶的种类及消毒凝胶配制

凝胶的种类及消毒凝胶配制凝胶的种类及凝胶配方方法(一)交联葡聚糖凝胶(Sephadex)⑴Sephadex G交联葡聚糖的商品名为Sephndex,不同规格型号的葡聚糖用英文字母G表示,G后面的阿拉伯数为凝胶得水值的10倍。
例如,G-25为每克凝胶膨胀时吸水2.5克,同样G-200克每克千胶吸水20克。
交联葡聚糖凝胶的种类有G-10,G-15,G-25,G-50,G-75,G-100,G-150,和G-200。
因此,“G”反映,凝胶的交联程度,膨胀程度及分部范围。
⑵Sephadex LH-20,是─Sephadex G-25的羧丙基衍生物,能溶于水及亲脂溶剂,用于分离不溶于水的物质。
(二)琼脂糖凝胶:商品名很多,常见的有,Sepharose(瑞典,pharmacia ),Bio-Gel-A(美国Bio-Rad)等。
琼脂糖凝胶是依靠糖链之间的次级链如氢键来维持网状结构,网状结构的疏密依靠琼脂糖的浓度。
一般情况下,它的结构是稳定的,可以在许多条件下使用(如水,pH4-9范围内的盐溶液)。
琼脂糖凝胶在40℃以上开始融化,也不能高压消毒,可用化学灭菌活处理。
(三)聚丙烯酰胺消毒凝胶:是一种人工合成凝胶,是以丙烯酰胺为单位,由甲叉双丙烯酰胺交联成的,经干燥粉碎或加工成形制成粒状,控制交联剂的用量可制成各种型号的凝胶。
交联剂越多,孔隙越小。
聚丙烯酰胺凝胶的商品为生物胶-P (Bio-Gel P),由美国Bio-Rod厂生产,型号很多,从P-2至P-300共10种,P后面的数字再乘1000就相当于该凝胶的排阻限度。
该凝胶多用于配制医疗消毒用的消毒凝胶。
(四)聚苯乙烯凝胶商品为Styrogel ,具有大网孔结构,可用于分离分子量1600到40,000,000的生物大分子,适用于有机多聚物,分子量测定和脂溶性天然物的分级,凝胶机械强度好,洗脱剂可用甲基亚砜。
三、实验技术(一)层析柱层析柱是凝胶层析技术中的主体,一般用玻璃管或有机玻璃管。
全自动凝胶净化作业指导书
全自动凝胶净化—浓缩-固相萃取系统的操作流程1 主要用途用于复杂基质中分子量差别较大的物质的分离、净化,以提高分析的灵敏度与准确性,同时延长色谱柱使用寿命的样品前处理系统。
可进行预浓缩—GPC净化-浓缩在线联机,各部分也可单独使用。
2 操作规程2。
1 准备检查各个部位连接是否正常,凝胶净化柱安装是否正确,样品管支架摆放位置是否正确、平稳。
2.2 开机:将仪器及电脑各部分的电源打开(原则上先开启GPC的电源),待检测器自检通过(大约6分钟)后再打开仪器的工作站,工作站显示联机通讯成功。
(检查工作站中样品瓶的支架位置设置是否与仪器摆放支架统一)。
2.3 排气泡:如发现试剂瓶或连接管路中存在气泡,可将输液泵的放空阀打开后,使用洗耳球将气泡赶出,必要情况下可以运行输液泵,帮助将气泡快速流出。
待气泡排出后,请务必将放空阀拧紧关闭。
2。
4 设定方法:点击工作站左上角的【功能导航】选择【方法管理】后点【go】;2。
4。
1 GPC方法:在左上方【方法配置】项的下方分别设置【方法名称】,然后在【Method Type】中选择【GPC】后点击【确定】按钮,然后点击弹出框中的【是(Yes)】按钮,然后单击左侧弹出的【GPC】图标,依次设置运行时间、检测波长、进样模式、进样体积、清洗体积、清洗次数、输液泵参数中的“Speed”项和收集模式,然后点击左侧中间位置的【保存当前】按钮后,再点击右上方的【保存】按钮。
2.4.2 浓缩方法:在左上方【方法配置】项的下方分别设置【方法名称】,然后在【Method Type】中选择【Concentration】后点击【确定】按钮,然后点击弹出框中的【是(Yes)】按钮,然后单击左侧的【Con.】图标,依次设置相关的浓缩方式、定容方式和浓缩参数等,然后点击左侧中间位置的【保存当前】按钮后,再点击右上方的【保存】按钮. 2。
4。
3 固相萃取方法:在左上方【方法配置】项的下方分别设置【方法名称】和“Method Type”中选择“SPE"然后点击“确定”按钮,然后点击弹出框的“是(Yes)”按钮,然后单击左侧的“SPE”项,然后根据实验需求分别选择左侧中间位置的【润洗“Condition”】、【样品“Sample Loading”】、【淋洗“Flow Path Rinsing"】、【洗脱“Elution"】、【清洗“Washing”】和【氮吹“N2 Purging”】项,选中其中一项后点击右侧的【→】选中后分别设置“收集次数"、“溶剂类型"、“体积”、“流速”和“时间"(其中除氮吹外其他几项可不设置时间).其中【↑】【↓】可对编辑好的项目进行上下移动,【Del】可删除选中的项。
凝胶消毒剂工艺流程图
凝胶消毒剂工艺流程图
1.产品配方
2工艺流程
凝胶消毒剂工艺流程
3. 工艺过程描述
本工艺流程共包括3个工序,各个工序的主要操作叙述如下:
工序1:配制
配制人员核对原辅料的品名,数量,生产厂家,生产批号、合格状态等,然后脱包传递至称量间内,双人复核称
重处方量的原辅料,按照操作规程进行配制,配制完毕后按照半成品的检验操作规程进行检测。
关键工艺参数:
对原辅料进行检查核对,包括品名,数量,生产厂家,生产批号、合格状态等;
称重及复核;
配制完成后对药液进行检查。
工序2:灌装
对内包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;开启灌装机调试装量,调试合格后正式灌装,封口。
关键控制参数:
对内包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;
装量。
中间控制:
装量检测:每30分钟检查一次装量。
每次抽取不同罐针下分装的半成品各两瓶,注意避免损失,将内容物倒入校正的相应体积的干燥标量瓶内,在室温下检视,每瓶装量不得低于标示装量。
旋盖检查:不得有旋盖不端正或旋盖不紧。
工序3:包装
对包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;由双人复核标签印制内容及生产批号打印正确无误后开始进行贴签,装箱,包装完成后入库。
关键工艺参数:
对包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;
标签内容及批号打印的检查复核;
捡漏:装箱后侧放30分钟,无漏液情况后封箱入库;
包装材料物料平衡:标签类物料平衡为100%,其他包装材料物料平衡为98-100%。
喷洒凝胶防灭火工艺流程
喷洒凝胶防灭火工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、准备工作1.1 确定火源:首先要确定火源位置,以便进行精准喷洒。
凝胶剂生产工艺
凝胶剂生产工艺标准化管理部编码-[99968T-6889628-J68568-1689N]
1、凝胶剂的生产工艺流程图
容器的处理
↓
药物配制→混匀→灌装→封口→包装→成品
↑↑
基质的制备质量检查
2、凝胶剂的生产设备
水浴式双向搅拌化胶罐
GF-400L型自动灌装封尾机
3、凝胶剂的制备
1、配胶
2、配胶过程
高分子材料溶胀、溶解
加入其它附加剂
药物的配制
混合均匀
3、灌装
4、凝胶剂的质量控制
1、粒度不得检出大于180um的粒子
2、装量最低装量检查限度
3、微生物限度
4、主药含量测定
硝酸咪康唑凝胶
[处方]
硝酸咪康唑 20g (主药)
卡波姆940 10g (凝胶基质)
三乙醇胺 12g (PH调节剂)
甘油 80g (保湿剂)
乙醇 500ml (药物的溶剂)
平平加0-15 60g (表面活性剂做增溶剂)
亚硫酸氢钠(抗氧剂)
依地酸二钠(金属螯合剂)
月桂氮酮 10ml (透皮促进剂)
蒸馏水加至 1000g (溶剂)
制备方法
1、将亚硫酸氢钠、依地酸二钠溶于水中
2、搅拌下加入卡波姆,溶胀得卡波姆胶液
3、将硝酸咪康唑溶于乙醇中,加入甘油、平平加0-15、月桂氮酮,搅拌均匀得药物溶液
4、将药物溶液加入卡波姆胶液,搅匀,加入三乙醇胺即得硝酸咪康唑凝胶。
溶胶凝胶法的一般工艺流程
溶胶凝胶法的一般工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!按照[构件安装工艺流程]为主题,以实际应用情况写一篇流程,回答要求步骤详细,回答字数不少于1000字。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凝胶消毒剂工艺流程图
1.产品配方
2工艺流程
凝胶消毒剂工艺流程
3. 工艺过程描述
本工艺流程共包括3个工序,各个工序的主要操作叙述如下:
工序1:配制
配制人员核对原辅料的品名,数量,生产厂家,生产批号、合格状态等,然后脱包传递至称量间内,双人复核称
重处方量的原辅料,按照操作规程进行配制,配制完毕后按照半成品的检验操作规程进行检测。
关键工艺参数:
对原辅料进行检查核对,包括品名,数量,生产厂家,生产批号、合格状态等;
称重及复核;
配制完成后对药液进行检查。
工序2:灌装
对内包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;开启灌装机调试装量,调试合格后正式灌装,封口。
关键控制参数:
对内包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;
装量。
中间控制:
装量检测:每30分钟检查一次装量。
每次抽取不同罐针下分装的半成品各两瓶,注意避免损失,将内容物倒入校正的相应体积的干燥标量瓶内,在室温下检视,每瓶装量不得低于标示装量。
旋盖检查:不得有旋盖不端正或旋盖不紧。
工序3:包装
对包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;由双人复核标签印制内容及生产批号打印正确无误后开始进行贴签,装箱,包装完成后入库。
关键工艺参数:
对包装材料进行检查核对,包括品名、批号、数量、生产厂家、合格状态等;
标签内容及批号打印的检查复核;
捡漏:装箱后侧放30分钟,无漏液情况后封箱入库;
包装材料物料平衡:标签类物料平衡为100%,其他包装材料物料平衡为98-100%。