软膏剂工艺流程及设备
软膏剂的车间工艺设计
软膏剂(Ointments)指药物与适宜基质均匀混合制成的具有一定稠度的半 固体外用制剂。常用基质分为油脂性、水溶性和乳剂型基质,其中用乳剂基 质制成的易于涂布的软膏剂称乳膏剂。 因药物在基质中分散状态不同,用溶液型和混悬型之分。溶液型为药物溶 解或共熔于基质或基质组分中制成的,混悬型为药物细粉均匀分散与基质中 制成的。 乳膏剂系指药物溶解或分散于乳状液型基质中形成的均匀的半固体外用制 剂。根据定义,软膏剂中的药物可以溶解于基质中,也可以分散于基质中。 但是,若选择合适的基质,使药物溶解于其中一相中,从而使药物以分子形 式存在,当两相混合时,药物在基质中就分布均匀。这样不仅保证了药物剂 量与药效,而且避免由于药物颗粒的存在使软膏局部浓度过高,引起对皮肤 的刺激性。因此,乳膏剂中药物的加入方法对保证药物的疗效、降低毒副作 用显得尤为重要。但是在我们的审评工作中,经常会遇到有的研发者将药物 粉末或颗粒直接加于基质中,或将对热不稳的药物加于温度较高的基质中等 各种不合适情况。
3.5 包装
• 按本品包装规格要求包装,并放入1张说明书,盖上盒盖,贴封口签。 按包装指令规定的包装规格进行装箱, 装满后,放入待验区。
3.6检验、入库
• 经抽检合格后,发放填写合格证(品名、批号、规格、检查人、 检查日期及包装人),放入一张合格证,用胶带封箱。再用打包机打包, 成品包装应坚挺,美观整。入库。
• 3.3.1生产前准备
• ① 检查操作间、工具、容器、设备等是否有清场合格标志,并核对是 否在有效期内。否则按清场标准程序进行清场并经QA人员检查合格后, 填写清场合格证,方可进入下一步操作; • ② 根据要求选择适宜软膏剂配制设备,设备要有“合格”标牌,“已 清洁”标牌,并对设备状况进行检查,确证设备正常,方可使用; • ③ 检查水、电供应正常,开启纯化水阀放水10分钟; • ④ 检查配制容器、用具是否清洁干燥,必要时用75%乙醇溶液对乳化 罐、油相罐、配制容器、用具进行消毒; • ⑤ 根据生产指令填写领料单,从备料称量间领取原、辅料,并核对品 名、批号、规格、数量、质量无误后,进行下一步操作; • ⑥ 操作前检查加热、搅拌、真空是否正常,关闭油相罐、乳化罐底部 阀门,打开真空泵冷却水阀门; • ⑦ 挂本次运行状态标志,进入配制操作。
其他制剂生产设备 软膏剂生产设备
设备的清洁
软膏自动灌封机的清洁
清洁对象 软膏自动灌封机
清洁频次
生产操作前、生产结束后清洁消毒1次。更换品种时必须彻底清洁消毒。设备维修后 必须彻底清洁消毒。
清洁时间 生产结束后15分钟内进行清洁
清洁地点 就地清洁
清洁工具 洁净布、橡胶手套、毛刷、清洁盆等
清洁剂 75%乙醇、饮用水、洗洁精
清洁方法
生产操作前用毛刷、洁净布及75%乙醇对设备表面等接触药品部位进行清洁消毒。 生产结束后用先将废铝管清除,用干洁净布擦去设备外灰尘及油污。 将可拆卸的部分送至清洗间先用热水加洗洁精浸泡五分钟,刷洗干净,用自来水冲洗 两遍,洁净抹布擦拭,再用纯化水冲洗两遍,用白绸缎布擦试干净。 灌封机表面及控制柜用毛巾从上往下仔细擦洗,注意转盘及各个“夹子”以及底板上 的清洁,有机玻璃用纯化水和毛巾擦净。 清洗后的设备及器具如超过三天时使用,须重新清洗。 清洁后操作者填写设备清洁记录,班组长、QA检查合格后签字,并贴挂“已清洁”状态标示。
(5)吹气泵 ➢吹气泵的活塞杆可随泵阀回转而向上推动,当灌装结束,开始回吸,泵 阀的转动齿上拨,推进吹气泵的杆上滚轮,吹气泵和喷嘴连通,吹气泵中 压缩空气吹向喷嘴,将余料吹净
(6)料斗 ➢料斗贮存配制合格的膏体,安放在活塞泵上方; ➢膏体粘度大时,料斗外壁装有电加热、恒温控制装置
光电对位装置 1. 设备结构 ➢步进电机+光电管 2. 工作原理 光电感受器识别色标
工作原理
灌封转盘
设备结构与工作原理
出管机构
1. 设备结构 ➢出管顶杆+斜槽+输出输送带
2. 工作原理 ➢ 封尾后的软管由凸轮带动出管顶杆从管座中心顶出并
翻落到斜槽,向下滑入输出输送带,送到包装工序 ➢ 出管顶杆的中心位置必须与管座的中心基本一致才能
软膏剂工艺流程及设备
软膏剂工艺流程及设备
明确
一、软膏剂的基本特性
软膏剂是以有机化合物(如山梨醇硬脂酸酯)在极高温下,经融化、干燥,搅拌混合而成的多成份均质混合物,外观为蜡状,柔软有延展性,可以通过一级压缩机轻松挤出,能够适应不同均质混合,有利于把药物作为混合物平稳地分散在挤出膏条中,因此,软膏剂具有良好的药物分散性和混合性。
二、软膏剂工艺流程
1、配料:先将所需药物添加剂放入药料料筒中,然后将适量冰醋酸甲酯、对苯二酚等添加剂加入,再添加山梨醇硬脂酸酯,将混合物混合均匀,由夹钳式胶料料料料筒将混合物放入融化料料料筒中,融化后放入弹簧型的融化料料料料筒中。
2、混合:将融化的混合物料放入搅拌器内搅拌,使得混合物中各成分均匀混合,此时的混合物温度大约为90℃。
3、干燥:将搅拌均匀的混合物放入喷雾干燥器内,喷雾干燥器的工作原理是:先将热空气加热到80-90℃,然后将空气带进喷雾干燥器内,将混合物以喷雾形式均匀地喷入,使混合物得到快速的干燥,干燥后的混合物温度为50℃左右。
软膏剂工艺流程及设备
软膏剂工艺流程及设备软膏剂是一种药物制剂形式,具有透皮给药方式,广泛应用于外用治疗。
软膏剂工艺流程包括原料准备、制备软膏基和添加药物成分、充填分装和灭菌等步骤,需要使用一系列设备完成。
一、原料准备1.动植物油:如橄榄油、杏仁油等,具有润滑、保湿和渗透作用。
2.乳化剂:如白蜡、棕榈蜡等,能够促进油相和水相的均匀混合。
3.稠化剂:如白凡士林、羊毛脂等,能使软膏增稠并提高附着性。
4.软化剂:如苯酯类、丙二醇等,可增加软膏的柔软度和润滑性。
5.药物成分:根据药物的特性,选择具有合适溶解度的药物成分。
6.辅助剂:如防腐剂、抗氧化剂等。
二、制备软膏基和添加药物成分1.将适量的动植物油、乳化剂、稠化剂和软化剂加入制备罐中,加热并搅拌均匀。
2.在均匀的油相中,逐渐加入药物成分,继续搅拌至溶解。
3.加入辅助剂,继续搅拌均匀。
4.快速冷却软膏基,促使其凝胶化。
三、充填分装1.使用软管、罐装等容器,将凝胶化的软膏基充填进容器中。
2.控制充填量,并确保充填的软膏均匀平整。
四、灭菌1.采用高温高压灭菌或微波灭菌等方法,杀灭软膏中存在的微生物。
2.将灭菌的软膏密封,确保软膏的无菌状态。
常用的设备有:1.制备罐:用于将原料加热并搅拌均匀。
2.充填机:用于将软膏基充填进容器中,可根据需要选择手动或自动充填机。
3.搅拌机:用于混合原料,使其溶解和均匀。
4.灭菌器:用于软膏的灭菌处理,通常采用高温高压灭菌或微波灭菌等方法。
5.打码机:用于对容器进行打码,以标示产品的信息。
总结:软膏剂工艺流程包括原料准备、制备软膏基和添加药物成分、充填分装和灭菌等步骤,需要使用一系列设备完成。
软膏剂工艺的关键是确保各种原料的充分溶解和均匀混合,以及对软膏的灭菌处理,以保证药物的稳定性和无菌状态。
水杨酸硫磺软膏制备生产操作规程
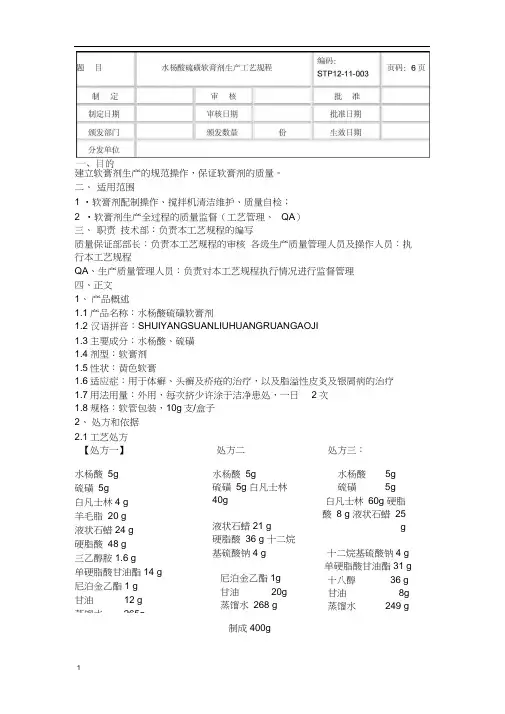
建立软膏剂生产的规范操作,保证软膏剂的质量。
二、 适用范围1 •软膏剂配制操作、搅拌机清洁维护、质量自检;2 •软膏剂生产全过程的质量监督(工艺管理、 QA ) 三、 职责 技术部:负责本工艺规程的编写质量保证部部长:负责本工艺规程的审核 各级生产质量管理人员及操作人员:执行本工艺规程QA 、生产质量管理人员:负责对本工艺规程执行情况进行监督管理 四、正文 1、 产品概述1.1产品名称:水杨酸硫磺软膏剂1.2 汉语拼音:SHUIYANGSUANLIUHUANGRUANGAOJI1.3主要成分:水杨酸、硫磺 1.4剂型:软膏剂 1.5性状:黄色软膏1.6适应症:用于体癣、头癣及疥疮的治疗,以及脂溢性皮炎及银屑病的治疗 1.7用法用量:外用,每次挤少许涂于洁净患处,一日 2次 1.8规格:软管包装,10g 支/盒子 2、 处方和依据2.1工艺处方 【处方一】 处方二 处方三:制成400g水杨酸 5g 硫磺 5g白凡士林4 g 羊毛脂 20 g 液状石蜡24 g 硬脂酸 48 g 三乙醇胺1.6 g单硬脂酸甘油酯14 g 尼泊金乙酯1 g 甘油 12 g 蒸馏水 265g水杨酸 5g硫磺 5g 白凡士林40g液状石蜡21 g硬脂酸 36 g 十二烷基硫酸钠4 g 尼泊金乙酯1g 甘油 20g 蒸馏水 268 g 水杨酸 5g 硫磺 5g 白凡士林 60g 硬脂酸 8 g 液状石蜡 25g 十二烷基硫酸钠4 g 单硬脂酸甘油酯31 g 十八醇 36 g 甘油 8g 蒸馏水 249 g【处方四】 水杨酸 5g 硫磺 5g单硬脂酸甘油酯1.75g 硬脂酸6g三乙醇胺0.2g 白凡士林2.5g 液状石蜡0.2g 甘油 2.5g蒸馏水 加至50g (约26g )【处方五】水杨酸 5g 硫磺 5g白凡士林6.5g 硬脂酸8.5 g单硬脂酸甘油酯5.25g 月桂醇硫酸钠 0.75g 甘油 5g蒸馏水加至50g (约23g )2.2处方依据执行标准:注册 待申报8号资料《关于生产处方工艺研究资料》注:虚线框内代表10万级洁净生产区域3、生产工艺流程图物料:- 工序: 检验:V.-.■入库:4、生产操作过程4.1 生产前准备4.1.1 检查操作间、工具、容器、设备等是否有清场合格标志,并核对是否在有效期内。
软膏剂的工艺流程
软膏剂的工艺流程
软膏剂的工艺流程包括以下几个主要步骤:
1. 材料准备:准备所需要的原料,包括基础油、固化剂、乳化剂、防腐剂、活性成分等。
2. 混合:将基础油、乳化剂、防腐剂等材料加入混合锅中,加热至一定温度后,加入固化剂,搅拌均匀。
3. 滤清:将混合后的软膏剂通过滤器进行过滤,去除杂质。
4. 调配:根据药方,将滤清后的软膏剂分装到容器中,加入指定的活性成分,并进行搅拌。
5. 检验:对已调制的软膏剂进行质量检验,包括外观、颜色、气味、pH值等。
6. 包装:将已检验合格的软膏剂进行包装,并标注药品名称、规格、生产日期、批号等信息。
7. 成品贮存:将包装好的软膏剂放入干燥通风的库房中储存,确保成品质量不受影响。
软膏剂的制备
软膏剂的制备一、实验目的1. 掌握不同类型基质软膏剂的制备方法。
2. 掌握软膏中药物释放的测定方法,比较不同基质对药物释放的影响。
3. 熟悉皮肤给药制剂的体外透皮实验4. 了解应用插入式稠度计测定软膏稠度的方法。
二、实验指导皮肤用半固体制剂包括软膏剂、乳膏剂和糊剂。
软膏剂(ointments)系指药物与油脂性或水溶性基质混合制成的均匀半固体外用制剂。
因药物在基质中分散状态不同,分为溶液型和混悬型。
乳膏剂(creams)药物溶解或分散于乳状液型基质制备的均匀半固体外用制剂。
乳膏剂根据基质的不同,分为O/W型和W/O型乳膏剂。
糊剂(pastes)是指大量的固体粉末(一般25%以上)均匀分散在适宜的基质中所组成的半固体外用制剂,可分为单相含水凝胶性糊剂和脂肪糊剂。
皮肤用半固体制剂具有润滑皮肤、保护创面和局部治疗作用,广泛应用于皮肤科和外科一些疾病的治疗。
某些药物能通过皮肤吸收进入体循环,产生全身治疗作用。
皮肤用半固体制剂由药物、附加剂和基质组成。
基质是软膏剂的赋形剂和药物的载体,对软膏剂的质量、药物的释放与疗效有影响。
常用的基质分三类:油脂性基质、乳状型基质和水溶性基质。
理想的基质应该是:①性质稳定,与主药和附加剂不发生配伍变化,长期贮存不变质;②无刺激性和过敏性,无生理活性,不妨碍皮肤的正常生理;③稠度适宜,润滑, 易于涂布;④具有吸水性,能吸收伤口分泌物;⑤易洗除,不污染衣服;⑥具有良好的释药性能。
各种基质都有各自的优缺点,很难有一种基质完全符合以上要求。
在实际工作中应根据治疗目的与药物性质,混合使用各种基质,调制成理想的软膏基质。
皮肤用半固体制剂的制备方法有熔和法、研和法和乳化法三种,需根据其类型、制备量与设备条件选择制备方法。
它们的工艺流程为熔和法固体基质熔化物 液化基质 可溶性药物混合 不溶性药物搅拌至冷 挥发性药物成品研和法不溶性药物 糊状物 加少量基质(等量递加)逐渐加基质至足量 成品 乳化法均质机匀化物 乳状物 搅拌 乳膏灌装 溶解成品搅拌过筛,加液研磨冷至60℃以下加入加热 加液体(半固体)基质过筛,加液研磨搅拌皮肤用半固体制剂中药物的释放性能影响药物的疗效。
软膏剂的制备工艺流程
软膏剂的制备工艺流程软膏剂是一种常见的外用药剂形式,具有易于涂抹、吸收迅速等特点,广泛应用于皮肤病、疼痛、炎症等疾病的治疗。
软膏剂的制备工艺流程对于保证药物质量、稳定性和疗效具有重要意义。
下面将介绍软膏剂的制备工艺流程。
1. 药物准备。
首先,需要准备所需的药物原料,包括活性成分、辅料等。
活性成分是软膏剂的主要药物成分,而辅料则包括基础油、乳化剂、防腐剂等。
在准备药物原料时,需要确保其质量符合药典规定,并进行严格的质量控制。
2. 软膏基质的选择。
软膏剂的基质是指软膏的主体,一般选择具有良好润滑性和吸收性的基质。
常见的软膏基质包括白软石蜡、凡士林、羊毛脂等。
在选择软膏基质时,需要考虑药物的性质和使用要求,确保软膏剂的质地和使用效果符合要求。
3. 制备工艺。
软膏剂的制备工艺一般包括以下步骤:(1)称量,按照配方要求,精确称量所需的活性成分和辅料。
(2)混合,将活性成分和辅料进行混合,确保各组分充分均匀混合。
(3)加热,将混合后的药物原料进行加热,使其融化并达到所需的温度。
(4)搅拌,在加热的过程中,需要进行搅拌,以确保药物原料均匀混合,并防止结块。
(5)冷却,在搅拌均匀后,将药物原料进行冷却,直至软膏剂凝固成型。
4. 包装。
软膏剂制备完成后,需要进行包装。
包装的选择应符合药典规定,保证软膏剂的质量和稳定性。
常见的软膏剂包装材料包括铝管、塑料管等。
在包装过程中,需要注意卫生和密封性,避免污染和氧化。
5. 质量控制。
软膏剂的制备工艺流程中,质量控制是至关重要的环节。
需要对药物原料、制备过程、成品进行严格的质量控制,确保软膏剂的质量稳定、疗效可靠。
总结。
软膏剂的制备工艺流程包括药物准备、软膏基质的选择、制备工艺、包装和质量控制等环节。
通过严格控制每个环节,可以保证软膏剂的质量和疗效。
希望本文对软膏剂的制备工艺流程有所帮助,谢谢阅读!。
克罗米通乳膏生产工艺规程
克罗米通乳膏生产工艺规程一、目的建立克罗米通乳膏生产工艺规程,确保该产品质量符合法定标准,保障患者用药安全。
二、适用范围本规程适用于克罗米通乳膏生产全过程。
三、职责技术部:负责本工艺规程的编写。
质量保证部部长:负责本工艺规程的审核。
总工程师:负责对本工艺规程批准。
各级生产质量管理人员及操作人员:执行本工艺规程。
QA、生产质量管理人员:负责对本工艺规程执行情况进行监督管理。
四、正文1、产品概述1.1 产品名称:克罗米通乳膏。
1.2 汉语拼音:Keluomitong Rugao1.3 英文名称:Crotamiton Cream1.4 主要成份:克罗米通化学名称:N-乙基-N-(2-甲基苯基)-2-丁烯酰胺结构式:分子式:C13H17NO分子量:203.281.5 剂型:软膏剂1.6 性状:本品为白色乳膏。
1.7 适应症:用于治疗疥疮及皮肤瘙痒。
1.8 用法用量1.8.1 用于疥疮时,治疗前洗澡、擦干,将本品从颈以下涂搽全身皮肤、特别是皱折处、手足、指趾间,腋下和腹股沟;24小时后涂第2次,再隔48小时后洗澡将药物洗去,穿上干净衣服更换床单;配偶及家中患者应同时治疗。
1周后可重复1次。
1.8.2 用于止痒时,局部涂于患处,每日3次。
1.9 规格:10g:1g、30g:3g1.10 贮藏:密闭,在阴凉处保存。
1.11 包装:铝塑管包装,10g/支/盒、30g/支/盒。
1.12 有效期:2年。
2、处方和依据2.1 工艺处方原辅料名称规格1000克用量(克)克罗米通药用100十二醇药用30十八醇药用200液体石蜡药用60白凡士林药用130尼泊金乙酯药用 1甘油药用40纯化水药用439合计10002.2 处方依据执行标准:中国药典2000版二部2732.3 批准文号:国药准字H210245433、生产工艺流程图4、操作过程及工艺条件4.1 备料4.1.1 领料:班组长根椐领料单,按品名、数量、到仓库领取原辅料。
软膏剂制备工艺操作
软膏剂制备工艺操作软膏剂是一种半固体制剂,具有粘稠度高、可塑性好的特点,常用于局部涂抹或外用治疗。
下面就是软膏剂制备的基本工艺操作流程。
1.原料准备(1)药物成分:根据配方需求,准备好所需的活性成分、辅料和辅助成分。
(2)基质:根据所采用的基质类型,如油膏、水膏或乳膏,准备好相应的基质材料。
2.材料称量准备好所需材料后,按照配方中各成分的比例,准确称量每种材料。
3.活性成分预处理部分活性成分可能需要进行预处理,如粉碎、过筛或溶解等。
这样可以提高药物的均匀性和溶解度。
4.基质的制备(1)油膏:加热适量的油相基质(如液体石蜡或白凡士林)至60℃左右,然后加入辅料并充分搅拌,使之均匀混合。
(2)水膏:将适量的乳化剂(如辛醇酸甘油酯)和水相基质(如甘油或聚乙二醇)加热至60℃左右,然后慢慢加入活性成分和辅料,充分搅拌乳化。
(3)乳膏:将油相基质和乳化剂分别加热至60℃左右,然后将活性成分和辅料先加入油相基质中,再慢慢加入乳化剂,充分搅拌乳化。
5.加热混合将基质材料或乳化剂固化点以上的成分加热至60℃左右,并充分搅拌,使之完全溶解和均匀混合。
6.加入活性成分和辅料将预处理好的活性成分和辅料慢慢加入基质中,并充分搅拌均匀。
注意加入的顺序和速度,以避免成分之间的反应或分解。
7.冷却搅拌继续以适当的搅拌速度将混合物冷却至室温,使之固化成软膏状。
搅拌是为了保证混合物均匀,避免沉淀和分层。
8.灭菌可使用辐射灭菌、高温短时灭菌或过滤器灭菌等方法对制备好的软膏剂进行消毒处理,确保产品无菌。
9.包装以上便是软膏剂的制备工艺操作流程。
在整个制备过程中,需要严格控制温度、搅拌速度和加料方式,以确保制备出质量稳定的软膏剂。
同时,对于含有活性成分的软膏剂,还要注意粉碎、过筛和溶解等预处理操作,以保证药物的均匀性和溶解度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软膏剂制备工艺操作
软膏剂指药物与油脂性、水溶性或乳剂型基质混合制成均匀的半固体外用制剂。
其中乳剂型基质的软膏称为乳膏剂,乳膏剂基质可分为水包油型与油包水型。
软膏剂基质中油脂性基质常用的有凡士林、石蜡、液状石蜡、硅油、蜂蜡、硬脂酸、羊毛脂等,水溶性基质主要有聚乙二醇,乳膏剂常用的乳化剂可分为水包油型乳化剂(钠皂、三乙醇胺皂类、十二烷基硫酸钠和聚山梨酯类等)和油包水型乳化剂(钙皂、羊毛脂、单甘油酯、脂肪醇等)。
软膏剂基质应均匀、细腻,涂于皮肤或粘膜上应无刺激性,应具有适当的粘稠度,应易涂布于皮肤或粘膜上,不融化,粘稠度随季节变化应很小。
除另有规定外,软膏剂应遮光密闭贮存,乳膏剂应密封,置25℃以下贮存,不得冷冻。
软膏剂的制备流程如下图:
图1 软膏剂制备工艺流程图
注:虚线框内代表30万级或以上洁净生产区域
物料:工序:入库:
软膏剂配制:
(1)生产前准备
①检查操作间、工具、容器、设备等是否有清场合格标志,并核对是否在有效期内。
否则按清场标准程序进行清场并经QA人员检查合格后,填写清场合格证,方可进入下一步操作;
②根据要求选择适宜软膏剂配制设备,设备要有“合格”标牌,“已清洁”标牌,并对设备状况进行检查,确证设备正常,方可使用;
③检查水、电供应正常,开启纯化水阀放水10分钟;
④检查配制容器、用具是否清洁干燥,必要时用75%乙醇溶液对乳化罐、油相罐、配制容器、用具进行消毒;
⑤根据生产指令填写领料单,从备料称量间领取原、辅料,并核对品名、批号、规格、数量、质量无误后,进行下一步操作;
⑥操作前检查加热、搅拌、真空是否正常,关闭油相罐、乳化罐底部阀门,打开真空泵冷却水阀门;
⑦挂本次运行状态标志,进入配制操作。
(2)配制操作
①配制油相加入油相基质,控制温度在70℃。
待油相开始熔化时,开动搅拌至完全熔化;
②配制水相将水相基质投入处方量的纯化水中,加热搅拌,使溶解完全;
③根据药物的性质,在配制水相、油相时或乳化操作中加入药物;
④乳化保持上述油相、水相的温度,将油相、水相通过带过滤网的管路压入乳化锅中,启动搅拌器、真空泵、加热装置。
乳化完全后,降温,停止搅拌,真空静置;
⑤静置将乳膏静置24小时后,称重,送至灌封工序。
软膏剂灌封:
(1)生产前准备
①检查操作间、工具、容器、设备等是否有清场合格标志,并核对是否在有效期内。
否则按清场标准程序进行清场并经QA人员检查合格后,填写清场合格证,方可进入下一步操作;
②根据要求选择适宜软膏剂灌封设备,设备要有“合格”标牌,“已清洁”标牌,并对设备状况进行检查,确证设备正常,方可使用;
③检查水、电、气供应正常;
④检查储油箱的液位不超过视镜的2/3,润滑油涂抹阀杆和导轴;
⑤用75%乙醇溶液对贮料罐、喷头、活塞、连接管等进行消毒后按从下到上的顺序安装,安装计量泵时方向要准确、扭紧,紧固螺母时用力要适宜;
⑥检查抛管机械手是否安装到位;
⑦手动调试二至三圈,保证安装、调试到位;
⑧检查铝管,表面应平滑光洁,内容清晰完整,光标位置正确,铝管内无异物,管帽与管嘴配合;检查合格后装机;
⑨装上批号板,点动灌封机,观察灌封机运转是否正常;检查密封性、光标位置和批号;
⑩按生产指令称取物料,复核各物料的品名、规格、数量;
⑾挂本次运行状态标志,进入操作。
(2)灌封操作
①操作人员戴好口罩和一次性手套;
②加料将料液加满贮料罐,盖上盖子,生产中当贮料罐内料液不足贮料灌总容积的1/3时,必须进行加料;
③灌封操作开启灌封机总电源开关;设定每小时产量、是否注药等参数,按“送管”开始进空管,通过点动设定装量合格并确认设备无异常后,正常开机;每隔10分钟检查一次密封口、批号、装量。
软膏剂包装:
按本品包装规格要求包装,并放入1张说明书,盖上盒盖,贴封口签。
按包装指令规定的包装规格进行装箱,装满后,放入待验区。
检验、入库:
经抽检合格后,发放填写合格证(品名、批号、规格、检查人、检查日期及包装人),放入一张合格证,用胶带封箱。
再用打包机打包,成品包装应坚挺,美观整洁。
入库。
质量控制点
主要设备清单。