采购五金成本核价表
五金模具成本分析表
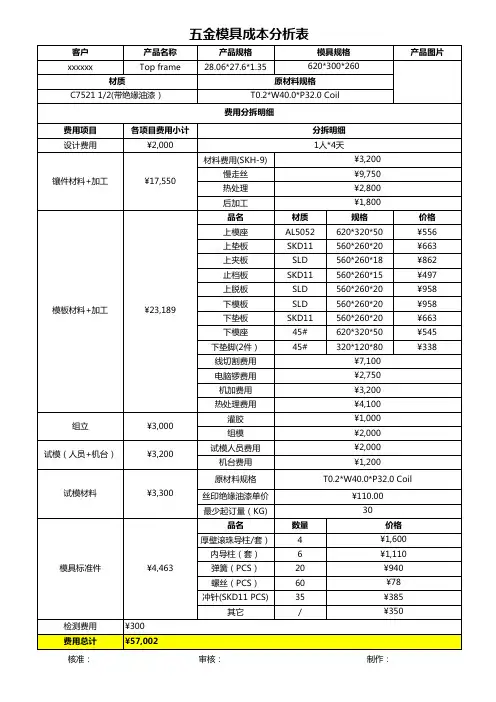
客户
产品名称
xxxxxx
Top frame
材质
C7521 1/2(带绝缘油漆)
产品规格
模具规格
28.06*27.6*1.35
620*300*260
原材料规格
T0.2*W40.0*P32.0 Coil
产品图片
费用分拆明细
费用项目 设计费用 镶件材料+加工
模板材料+加工
组立 试模(人员+机台)
1人*4天
¥3,200
¥9,750
¥2,800
¥1,800
材质
规格
AL5052
620*320*50
SKD11
560*260*20
SLD
560*260*18
SKD11
560*260*15
SLD
560*260*20
SLD
560*260*20
SKD11
560*260*20
45#
620*320*50
45#
320*120*80
¥7,100
¥2,750
¥3,200
¥4,100
¥1,000
¥2,000
¥2,000
¥1,200
价格 ¥556 ¥663 ¥862 ¥497 ¥958 ¥958 ¥663 ¥545 ¥338
试模材料
¥3,300
模具标准件
¥4,463
检测费用 费用总计
¥300 ¥57,002
原材料格
丝印绝缘油漆单价 最少起订量(KG)
品名 厚壁滚珠导柱/套)
内导柱(套) 弹簧(PCS) 螺丝(PCS) 冲针(SKD11 PCS)
其它
五金产品报价参考资料
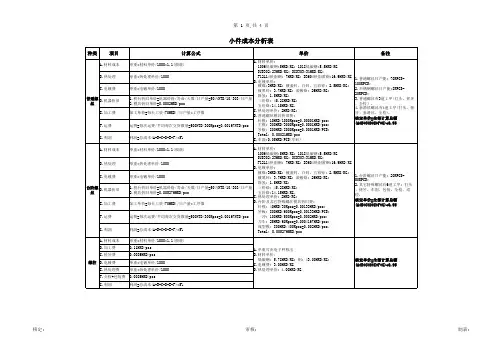
核定单价= 核定单价=全部计算总额 (A+B+C+D+E+F+G)*0.95
F.全检+包装费 0.0089HKD/pcs G.利润 A.材料成本 B.加工费 C.搓牙费 花齿螺 D.电镀费 母 E.热处理费 利润=总成本(A+B+C+D+E+F)*5% 单重*材料单价/1000*1.1(损耗) 0.08HKD/pcs 0.0002HKD/pcs 单重*电镀单价/1000 单重*热处理单价/1000 A.单重可由电子秤称出 B.材料单价: 低碳钢: 5.78HKD/KG; 不锈钢: 26.00HKD/KG; C.电镀费: 3.00HKD/KG D.热处理单价: 4.00HKD/KG
计算公式
单重*材料单价/1000*1.1(损耗)
单价
备注
A.材料单价: 1006低碳钢:5HKD/KG; 1018低碳钢:5.5HKD/KG SUS302:23HKD/KG; SUS303:31HKD/KG; F12L14快削钢: 7HKD/KG; B3604快削黄铜:16.9HKD/KG 单重*热处理单价/1000 B.电镀单价: 镀镍:3HKD/KG; 镀蓝锌、白锌、五彩锌: 2.5HKD/KG; 单重*电镀单价/1000 镀黑锌: 3.7HKD/KG; 滚镀铬: 29HKD/KG; 除氢: 1.5HKD/KG; 1.机台折旧单价=机器价格/寿命/天数/日产量=50万NTD/10/303/日产量 三价铬: 45.28HKD/KG; 2.模具折旧单价=0.0002HKD/pcs 五价铬:14.15HKD/KG. C.热处理单价: 2HKD/KG; 加工单价=每天工资(70HKD)/日产量*工序数 D.普通螺丝模具折旧费: 针模: 10HKD/1000Kpcs=0.00001HKD/pcs; 运费=每次运费/平均每次交货数量=500NTD/300Kpcs=0.00167NTD/pcs 主模: 300HKD/3000Kpcs=0.0001HKD/pcs; 牙板: 800HKD/8000Kpcs=0.0001HKD/PCS; Total: 0.00021HKD/pcs 利润=总成本(A+B+C+D+E+F)*5% E.车面:0.05HKD/PCS(华虹) A.材料单价: 1006低碳钢:5HKD/KG; 1018低碳钢:5.5HKD/KG SUS302:23HKD/KG; SUS303:31HKD/KG; F12L14快削钢: 7HKD/KG; B3604快削黄铜:16.9HKD/KG 单重*热处理单价/1000 B.电镀单价: 镀镍:3HKD/KG; 镀蓝锌、白锌、五彩锌: 2.5HKD/KG; 单重*电镀单价/1000 镀黑锌: 3.7HKD/KG; 滚镀铬: 29HKD/KG; 除氢: 1.5HKD/KG; 1.机台折旧单价=机器价格/寿命/天数/日产量=50万NTD/10/303/日产量 三价铬: 45.28HKD/KG; 五价铬:14.15HKD/KG. 2.模具折旧单价=0.005276HKD/pcs C.热处理单价: 2HKD/KG; D.台阶及其它特殊螺丝模具折旧费: 加工单价=每天工资(70HKD)/日产量*工序数 针模: 40HKD/30Kpcs=0.00133HKD/pcs; 牙板: 800HKD/600Kpcs=0.00133HKD/PCS; 运费=每次运费/平均每次交货数量=500NTD/300Kpcs=0.00167NTD/pcs 一冲: 100HKD/500Kpcs=0.0002HKD/pcs; 刀车: 25HKD/60Kpcs=0.0004167HKD/pcs; 成型模: 800HKD/400Kpcs=0.002HKD/pcs. 利润=总成本(A+B+C+D+E+F)*5% Total: 0.005276HKD/pcs 单重*材料单价/1000*1.1(损耗) 单重*材料单价/1000*1.1(损耗) 0.11HKD/pcs 0.0089HKD/pcs 单重*电镀单价/1000 单重*热处理单价/1000 A.单重可由电子秤称出 B.材料单价: 低碳钢: 5.78HKD/KG; 铝: 43.00HKD/KG; C.电镀费: 3.00HKD/KG D.热处理单价: 4.00HKD/KG
五金价格报价表参考
3
79
1寸外牙直通
个
7
80
生料带
个
3
81
安全网
张
48
82
41绝缘鞋
对
170
83
绝缘手套
对
45
84
4*2.5电缆
捆
950
85
1寸三叉
个
4.5
86
1பைடு நூலகம்管
条
28
87
1寸管卡
个
15
88
砂布
张
1
89
铁线
斤
110
90
彩条布
6米、8米薄
捆
185
195
91
彩条布
6米、8米厚
捆
350
330
92
安全网
张
65
93
1寸直通
49
电工锤
500
把
25
50
内六角扳手
把
65
51
铁锤
6P
把
35
52
大电工胶布
卷
3
53
电线
4*2.5
捆
950
54
电线
3*2.5
捆
680
55
蓝管
1寸
条
25
56
弯头
1寸
个
4
57
直通
1寸
个
3
58
三叉
1寸
个
4.5
59
直通
1寸*6分
个
3
60
球阀
1寸
个
15
61
大胶水
支
五金产品成本分析表
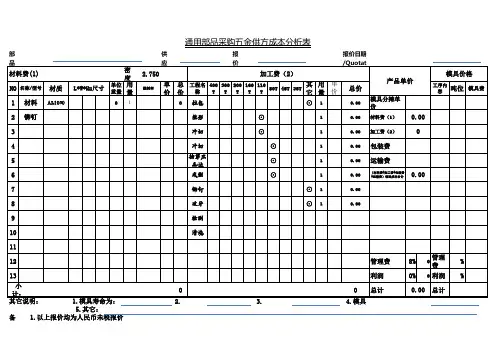
部品名称/料号: 供应商: 报价人员: 报价日期/Quotation Date:
材料费(1) NO 1 2 3 4 5 6 7 8 9 10 11 12 13 小计: 1.模具寿命为: 5.其它: 备注: 1.以上报价均为人民币未税报价 其它说明:
名称/型号
密度 2.750 材质
拉包 整形 冲切 冲切
抽芽压毛边
⊙ ⊙ ⊙ ⊙ ⊙ ⊙ ⊙ ⊙
1 1 1 1 1 1 1 1
模具分摊单 价
材料费(1) 加工费(2)
0.00 0
包装费 运输费
(材料费+加工费+包装费 +运输费)制造成本合计
成型 铆钉 攻牙 检测 清洗
0.00
管理费 利润 0 2.开模周期: 3.产品产能每天总价 工程名称
0
400T 300T 200T 160T 110T 80T 45T 35T 其它 用量
模具价格
单价
L*W*H=尺寸
单位 重量 0
用量
1
损耗率
总价
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
工序内容
吨位 模具费
材料 铆钉
8% 0% 0.00
0 管理费 0
% %
利润 总计
4.模具及产品付款条件:
五金成本核算标准模板
五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形:nr八2*密度*10八-6②冲压片板材:长*宽*厚*密度*10八-6⑵冲压件留边料尺寸:冲压件厚度(T)单边留料T40.5mm1.2mm0.5mmvT41.5mm1.5mmT>1.5mm2.0mm⑶常见材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常见材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T)冲制费(元/次)16T¥0.00625T¥0.00835T¥0.01045T¥0.01260T¥0.01580T¥0.020110T¥0.025160T¥0.030200T¥0.0502001(双轴)¥0.0602501(双轴)¥0.090连续模,以上的吨位的冲制费要少,例如2501(双轴)-¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等)¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立)¥100长1米,宽0.9米(90公分),厚度0.05米(5公分)解:先计算体积:V=0.9x1x0.05=0.045(立方米)再计算重量因为钢的密度一般就用铁的密度进行计算(误差能够忽略不讦)而铁的比重是7.8吨/立方米(7.8克/立方厘米)因此钢板的重量是0.045x7.8=0.351(吨)=351(千克)因此,90公分宽,5公分厚,1米长的钢板大约重量是351公斤钢板重量计算公式:钢管重量(公斤)=0.00617、直径、直径、长度方钢重量(公斤)=0.00785x边宽x边宽x长度六角钢重量(公斤)=0.0068x对边宽x对边宽x长度八角钢重量(公斤)=0.0065x对边宽x对边宽x长度螺纹钢重量(公斤)=0.00617x计算直径、计算直径、长度角钢重量(公斤)=0.00785x(边宽+边宽-边厚)x边厚x长度扁钢重量(公斤)=0.00785x厚度x边宽x长度钢管重量(公斤)=0.02466x壁厚x(外径-壁厚)x长度钢板重量(公斤)=7.85x厚度、面积园紫铜棒重量(公斤)=0.00698、直径、直径、长度园黄铜棒重量(公斤)=0.00668、直径、直径、长度园铝棒重量(公斤)=0.0022、直径、直径、长度方紫铜棒重量(公斤)=0.0089x边宽x边宽x长度方黄铜棒重量(公斤)=0.0085x边宽x边宽x长度方铝棒重量(公斤)=0.0028x边宽1x边宽x长度六角紫铜棒重量(公斤)=0.0077x对边宽x对边宽x长度六角黄铜棒重量(公斤)=0.00736x边宽x对边宽x长度六角铝棒重量(公斤)=0.00242x对边宽x对边宽x长度紫铜板重量(公斤)=0.0089x厚x宽x长度黄铜板重量(公斤)=0.0085x厚x宽x长度铝板重量(公斤)=0.00171x厚x宽x长度园紫铜管重量(公斤)=0.028x壁厚x(外径-壁厚)x长度园黄铜管重量(公斤)=0.0267x壁厚x(外径-壁厚)x长度园铝管重量(公斤)=0.00879x壁厚x(外径-壁厚)x长度注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=0.00617、直径、直径、长度。
五金零件成本分析表
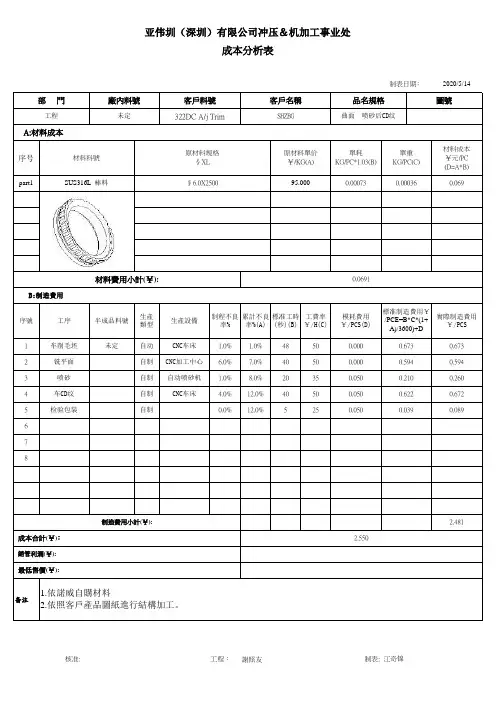
序号part1序號生產類型制程不良率%累計不良率%(A)標准工時(秒)(B)工費率¥/H(C)1自动 1.0% 1.0%48502自制 6.0%7.0%40503自制 1.0%8.0%20354自制 4.0%12.0%40505自制0.0%12.0%525678备注核准:工程:謝照友制表:江奇锦最低售價(¥):1.依諾威自購材料2.依照客戶產品圖紙進行結構加工。
制造費用小計(¥): 2.481成本合計(¥)﹕2.550銷管利潤(¥):0.0500.0390.089车CD纹CNC车床0.0500.6220.672检验包装0.5940.594喷砂自动喷砂机0.050车削毛坯未定CNC车床0.0000.2100.260铣平面C NC加工中心0.0000.6730.673材料費用小計(¥):0.0691B:制造費用工序半成品料號生產設備模耗費用¥/PCS(D)標准制造費用¥/PCE=B*C*(1+A)/3600)+D實際制造費用¥/PCS材料成本¥元/PC (D=A*B)SUS316L 棒料∮6.0X250095.0000.00073322DC A/j TrimSHZBG0.000360.069A:材料成本材料料號原材料規格∮X L 原材料單价¥/KG(A)單耗KG/PC*1.03(B)單重KG/PC(C)曲面 喷砂后CD纹部 門廠內料號客戶料號客戶名稱品名規格圖號工程未定亚伟圳(深圳)有限公司冲压&机加工事业处成本分析表制表日期﹕2013-4-42004 年10 月4日。
五金件加工-价格分析核算-自动计算表
焊接
冲
(焊缝 数量)
单价
点焊 次数
单价
压 次
英寸
数
单 价
折弯 次数
单价
攻牙
单价
打磨
抛光 (平方 米)
单 价
电镀拉 丝(平 单价 方米)
0.32
0.15 10 0.2
0.2
0.2
60
145
0.32 8 0.15 3 0.2
0.2 4 0.2 0.5
60
145
0.32 10 0.15 10 0.2
0.2
0.190 22 0.2
24 10 ¥117.75 ¥471.00
0.173 22 0.2
24 10 ¥30.20 ¥60.41
0.180 22 0.2
24 10 ¥44.54
¥0.00
0.061 22 0.2
24 10 ¥10.68
¥0.00
0.200 22 0.2
24 10 ¥24.98
¥0.00
计费标准 料号
五金加工价格核算(价格分
焊接25.4mm为一英寸,焊缝5寸以上的每寸0.28元/寸,5寸以下的0.32元/寸(不足一寸按一寸算) 1.5倍每米,喷粉:24元/平米
名称
规格
数量
材料费 (元)
下料
2566899 矮款茶几底部铁片
5
17.62 6
3
6.35 0.2
4
72.5 6
2
11.81
18.79 6
60
145
60
145
60
145
60
145
60
145
60
145
60
五金产品报价核算表-模具
五金产品报价核算表-模具一、产品描述:产品名称:五金产品产品类型:模具产品规格:(请详细描述产品的尺寸、材质、工艺要求等)二、核算成本:1.材料成本:(1)主材料成本:根据产品的尺寸、材质和工艺要求,计算所需的主材料的成本。
(2)辅材料成本:根据产品的工艺要求,计算所需的辅材料的成本。
2.加工成本:(1)人工成本:根据产品的复杂程度和加工工艺,计算所需的人工成本。
(2)设备成本:根据产品的加工方式和设备的消耗程度,计算所需的设备成本。
(3)能源成本:根据产品加工时所需的能源量,计算所需的能源成本。
3.设计成本:(1)设计人工成本:根据产品的复杂程度和设计人员的工作量,计算所需的设计人工成本。
(2)设计软件费用:根据所使用的设计软件的授权费用,计算所需的设计软件费用。
4.管理成本:(1)管理人工成本:计算所需的管理人工成本。
(2)办公费用:计算所需的办公费用,包括租金、水电等费用。
5.风险成本:考虑产品开发和生产过程中的各种风险,计算所需的风险成本。
6.损耗成本:考虑到产品开发和生产过程中的损耗情况,计算所需的损耗成本。
7.利润:根据市场竞争、产品质量等因素,确定合理的利润率,并计算所需的利润。
三、报价计算:根据上述成本核算,按照以下公式计算报价:报价=材料成本+加工成本+设计成本+管理成本+风险成本+损耗成本+利润四、优化措施:为了降低成本、提高效益,可以考虑以下优化措施:1.优化设计:通过优化产品设计和工艺流程,减少材料和加工成本。
2.提高设备利用率:合理安排生产计划,提高设备利用率,降低设备成本。
3.精细管理:加强生产管理,减少损耗,降低管理成本。
4.风险控制:加强风险管理,防范潜在风险,降低风险成本。
五、报价总结:在核算成本的基础上,结合市场需求和竞争环境,制定合理的报价,以保证产品的质量和竞争力。
以上是五金产品报价核算表中的模具部分,包括产品描述、核算成本、报价计算、优化措施和报价总结等内容。
五金产品报价及模具评估
五金产品报价及模具评估一、有关五金材料的常用密度如下(单位:kg∕dm3)1.铜(8.9)2、铁(7.85)3、钢(7.93)4、铝(2.75)5.、双金属片(8.50)二.常用五金材料的代号1.铜料:CU2、铁料:FE3、铝料:AL4、不锈钢料:SUS301(304)5、单光铁料:SPCe(热扎板)6、电解板:SECC(冷才饭)7、镀锌铁板:SGCC8、黄铜:BRASS9、青铜:BRONZE三、有关五金产品重量计算方法如下产品重量G=VXP其中V=TXWXP或V=SXh(圆形)四.常用表面处理工艺价格如下1.电铜银:10元∕kg2、电彩锌:3.5元∕kg3、电银:10元∕kg4、电锡:18元∕kg5、电金(滚电):650元/kg或0.7元∕PCS(最低消费)6、渗碳:16元∕kg7、热处理最低消费:6.7kgQ2元/kg)8、葡囱雕字最低消费:120元或10元/字9、电火花最低消费:150元五、常用五金材料价格如下(仅供参考)1.青铜:42元∕kg2、不锈钢:30元∕kg3、磷铜:55元∕kg4、单光铁:6元∕kg5、双金属片:280元∕kg6、铝:25元∕kg六.五金轧啤加工报价表设备名称规格加工费工模维修费维修连加工单发80吨$0.120$0.010$0.07/0.130单发63吨$0.100$0.010$0.05/0.110单发40吨$0.080$0.008$0.045/0.088单发25吨$0.080$0.006$0.04/0.086单发10吨$0.050$0.004$0.03/0.054单发 6.3吨$0.050$0.004$0.02/0.054连发16~25吨$0.015$0.004$0.02/0.019连发 6.3~10吨$0.010$0.002$0.015/0.012连发25吨$0.015$0.004$0.019/0.019连发40吨$0.020$0.006$0.025/0.026高速自动啤20吨$0.012$0.010$0.01/0.022手啤60磅~15磅$0.040$0.002$0.03/0.042液压100吨$0..250$0.050$0.0300七、五金产品报价举例如下(连续模一出一)材料单价:0.0194kgX6.5元∕kg=0.126元/PCS加工费:0.03元/PCS电镀(银):0.18元/个运输包装等:0.003元/个合计:0.34元/个其中技工费按180元/天〃I小时,设计费按40元/天/八小时。
五金件核价单(模板)
根据批量生产损耗定 0.0000 工人小时 人工费 设备折旧 加工费 人数(个) 工资 (元/个) (元/个) (元/个) #DIV/0! 总价占比 (%) 备注
加工费(不含税)
根据批量生产损耗定 0.0000 金额 核算项目 金额 金额(元) #DIV/0! 总价占比 (%)
1、管理费=财务费 用+管理人员工 根据实际核算 根据实际核算
材料费(含税)
序号 1 2 3 4 材料名称 不锈钢 辅料成本 包装材料 材料损耗 合计 型号规格 开料方式 开料尺寸 毛重(克) 净重(克)
加工费(不含税)
序号 1 2 3 4 5 6 7 8 9 10 工序名称 落料 拉深一 拉深二 拉深三 拉深四 设备名称及吨位 功率 小时产能 电费单价 (个) (元/kw) 电费(元/ 个)
Hale Waihona Puke 包装 加工损耗 合计其它费用
序号 1 2 3 4 5 费用名称 管理费 厂房折旧 运输费 利润 税金 核算项目 金额 核算项目 金额 核算项目
合计
价格总计
总价格 0.0000
材料费 0.0000
材料费(含税)
原材料单 边角料单价 材料成本 价(克/ (克/元) (元) 元) 用量 金额 (元) 总价占比 (%) 说明
#DIV/0! #DIV/0!
加工费 0.0000
其他费用 0.0000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机台 160T 180T 250T 280T 350T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.2-2.5 2.5.0-3.0 3.0--3.5 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导 重应在射料量范围内;产品表面积应在铸造面积范围内)
压 注 160T 280T 400T 500T 630T 哥林柱内 460*460 560*560 620*620 760*760 750*750 径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 铸造面积(c72.5-175 ㎡) 170-335 275-490 405-680 395-655 附注1 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要 附注2 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材 常用设备 名称 数控铣床 数显铣床 数控车床 普通车床 加工费用 (元/小 时) 40 30 40 30
附3
0.000 0.000 0.000 0.000 0.000 0.000 包装运费 0 0 0 0
附4
(M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个, (M3---M8)以外另订,管螺纹0.5元/个。 附5 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及 海虹老人漆底漆70元/平方+中层漆50元/平方+面漆110元/平方
0.000
年 数量:
月 日. 供应商:
定额成本参考
一、 机加产品: 1、 单价公式:单价=(开料重量*材料单价+加工费用+表面处理+包装运输费用) 2、 计价标准: 2.1常用设备的加工工序费用: 单价/小时 加工设备 单价/小时 加工设备 单价/小时 加工设备 普通车床 ¥20.00 普通铣床 ¥20.00 台钻 ¥15.00 自动车床 ¥35.00 CNC铣床 ¥80.00 摇臂钻床 ¥20.00 CNC车床 ¥60.00 普通磨床 ¥20.00 刨床 ¥15.00 大型CNC ¥100.00 无心磨床 ¥35.00 膛床 ¥20.00 备注:铜材料产品切削下来的废屑价需折进单价里。不锈钢材料加工费用要高于以 上值。 含热处理费(约8.00元/公斤)
五金件成本结构表
年 物料编码: 原材料及辅料
主材料型号 辅助材料型号
月
日.
物料名称: 品牌型号 单位用(重)量
型号规格: 原材料单价 损耗率%
材料成本
机台
成型机 整型 裁切 抛磨光 机加成本 砧孔 功牙 CNC 线割 其它
A).直接材料成本总计:(RMB) 机台功率型号 单位折旧费用 单位水量(费) 单位电量(费)
材料成本 备 注 可折扣废 0 料费用 0 0 0 0 0 0 0 0 机加成本 0.000 0 0 0 0 0 0 0 0 0.000 表面处理成本 0.000 0.000 0.000 0.000 0.000
线切割费为0.005~0.006元/MM2。 冲压费2T~16T:0.08元,20T~35T:0.12元,40T~63T:0.15元,80T~125T:0.30 元,200T~300T:0.50元。
人工及管理 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 确认价:
制表
处理+包装运输费用)
材料加工费用要高于以
5元,80T~125T:0.30
400T 500T 630T 800T 3.5--4.5 5.0--6.5 6.5--7 10.0-15 动模板、静模板之间起导向支撑作用的四个柱子);产品 800T
910*910 7.2kg-11.2kg 600-940 构复杂程度,表面质量要求等) ,使用的抛光设备,抛光材料耗用)
元/个、钻孔0.1元/个,装夹孔0.2元/个;5)
B).直接加工成本总计:(RMB) 工艺方式
阳极氧化 拉丝 电镀 喷油
规格型号
单位用量
单价
单位成本 0 0 0 0 0 0 0 0 0 0
表面处理
喷粉 喷沙 印刷 雕刻 背胶 其它
包装用料 包装运输 成本
C).附加加工成本总计:(RMB) 规格名称 包装料成本 运输工具
1.纸箱+纸板 2. 3.
运输成本
D).包装运输成本总计:(RMB)
人工管理 费用 税金
日产能
0 税种
标准工资
0 增值税
直接人工费
#DIV/0! 税率
管理费用比率
管理费
E).人工及管理费总计:(RMB)
税额:
F).附加税金总计:(RMB) 总计成本(A-F):(RMB)
比率 金额:
销售利润
G).利润总计:(RMB) 销售报价
审核: