超声波高频振动车削工艺
超声波加工技术
二、超声波加工的基本原理
超声换能器利 用磁致伸缩效应, 将高频电振荡变为 高频机械振动,再 借助变幅杆把振幅 放大,驱使工具振 动,从而锤击工件 表面的磨料,通过 磨料加工工件的表 面。
二、超声加工的特点
4)超声加工的面积不够大,而且工具头磨 损较大,故生产率较低。
超声加工设备的功率不同,其结构也有 所不同,但其基本组成相同。一般包括超声 发生器、超声振动系统、磨料悬浮液循环系 统和机床。
1、 超声波发生器 超声波发生器(又叫超声频发生器或超 声波电源)的作用是将工频交流电转换为功 率为20--4000W的超声频振荡,以供给工 具端面往复振动和去除工件材料的能量。
超声波振动系统主要包括换能器、变幅杆、 工具。其作用是将由超声波发生器输出的高频电 信号转变为机械振动能,并通过变幅杆使工具端 面作小振幅的高频振动,以进行超声加工。 A、换能器 换能器的作用是将高频电振荡转换成机械振动。 目前,根据其转换原理的不同,有磁致伸缩式和 压电式两种。
压电效应是指,石 英晶体、钛酸钡以及锆 钛酸铅等物质在受到机 械压缩或拉伸变形时, 在其两端面上产生一定 的电荷而形成一定的电 势。相反,改变两端面 上的电压,也会产生一 定的伸缩变形的现象。 利用上述物质的压电效应,在两面加16000Hz 以上的交变电压,则该物质会产生高频的伸缩变形, 使周围的介质作超声振动。 为了获得最大的超声波强度,应使晶体处于共 振状态,故晶体片厚度应为声波半波长或整倍数。
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
超声振动精密车削加工的试验研究

超声振动精密车削加工的试验研究
李文杰
( 西安航 空职业技 术 学 院 ,陕西西安 7 1 0 0 8 9 )
摘要 :分析超声振动精密车削的加工机制 ,以 4 5钢为例 ,采用 正交试验 方法对影 响超声振 动精 密车削质量 的因素进行 了大量的对 比试验研究 ,确定 了对 4 5钢进行精密加工 的合理 的切削参数 ,分析 了影响表面加工质量的一些因素 ,同时总结 了超 声振动车削在精密加工 方面的优越性 和规律性 。 关键词 :超声振动车削 ;精密加工 ;表面粗糙度
2 0 1 3年 2月
机床 与液压
MACHI NE TOOL & HYDRAUL I CS
F e b . 2 0 1 3
第4 1 卷 第 3期
Vo 1 . 4l No . 3
DO I :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 3 . 0 2 4
中图分类号 :T G 6 6 3 文献标识码 :A 文章编号 :1 0 0 1 — 3 8 8 1( 2 0 1 3 1 3— 0 8 6— 3
Ex pe r i me nt a l Re s e a r c h o n Ul t r a s o ni c Vi br a t i o n Pr e c i s i o n Tur n i n g
良好 的表面加工质量 。
量 ,在很大程度上可 以代替 磨削对 零件进 行精加 工 , 从而为实现精密加工提供了一条新的途 径和方法 。
2 试 验设 备和 工件
2 . 1 试验 设备
1 超声 振 动精密 车削 加工 的机 制分析
( 1 )超声振 动车削 时 ,刀具 在有 规 律 的高频 振 动状态下进行切削 ,切削速度的大小 和方 向在不断变 化 ,是一种高速冲击和切削的联合作用 ,具有振动 冲 击 和变速 、断续切削 的特点 ,大大减小了切削力、摩 擦因数和切削热 ,为实现精密加工提供 了条件 ; ( 2 )超声 振 动切 削加强 了刀 刃 的切 割作 用 和穿
简述超声加工工艺特点及应用
简述超声加工工艺特点及应用超声加工是一种利用超声波在固体材料中产生微小振动,从而实现材料的加工和改性的工艺。
它具有一些独特的特点和广泛的应用领域。
超声加工具有高效、快速的特点。
由于超声波具有高频率和高能量密度,它可以在很短的时间内产生大量的微小振动,从而实现快速的加工。
相比传统的机械加工方法,超声加工可以大幅度缩短加工时间,提高生产效率。
超声加工具有非接触性和无切削性的特点。
超声波通过振动传导的方式作用于材料,不需要直接接触材料表面,因此不会对材料表面造成划痕或损伤。
与传统的机械加工方法相比,超声加工可以实现对脆性材料或高硬度材料的加工,避免了材料表面的破损和变形。
超声加工还具有高精度和高质量的特点。
由于超声波的高频振动可以产生微小的振动幅度,因此可以实现对材料进行精细的加工。
同时,超声加工还可以实现对材料的均匀加工,避免了传统加工方法中可能出现的不均匀加工或局部变形的问题,从而提高了加工质量。
超声加工广泛应用于多个领域。
首先,在金属加工领域,超声加工可以用于金属焊接、金属切割和金属成形等方面。
超声焊接可以实现金属的无损连接,具有焊接速度快、焊接强度高的优点;超声切割可以实现对金属材料的精细切割,避免了传统切割方法中可能出现的毛刺和变形问题;超声成形可以实现对金属材料的精确成型,提高了零件的加工精度。
在陶瓷加工领域,超声加工可以用于陶瓷的切割、打孔和表面处理等方面。
由于陶瓷材料具有脆性和高硬度的特点,传统的加工方法往往难以实现对陶瓷材料的加工。
而超声加工可以通过振动作用将能量集中在局部区域,实现对陶瓷材料的切割和打孔,同时还可以通过超声波的热效应对陶瓷材料进行表面处理,提高陶瓷材料的表面质量。
在生物医学领域,超声加工也得到广泛的应用。
超声加工可以用于生物医学器械的制造和生物医学材料的改性。
超声焊接可以实现生物医学器械的无损连接,避免了传统焊接方法中可能出现的材料变形和焊接强度低的问题;超声改性可以改善生物医学材料的表面性能,使其更适合用于人体内部的应用。
超声加工及振动切削
精密零件的加工
如微小型零件、复杂曲面 零件等需要高精度加工的 零件。
难加工环境的加工
如高温、高压、真空等极 端环境下的加工。
04
超声加工与振动切削的比较
工作原理的比较
超声加工
利用超声波的振动能量对工件进行加工,通过工具的快速振动,使工件表面材 料在工具的作用下产生局部高温、高压,使材料发生变形、破碎或去除。
应用领域的比较
超声加工
广泛应用于玻璃、陶瓷、石英等 硬脆材料的加工;在珠宝、钟表 制造等领域也有广泛应用。
振动切削
广泛应用于各种金属材料的加工 ,如汽车、航空、机械制造等领 域;在难加工材料的加工方面也 有一定应用。
05
超声加工与振动切削的发展趋势和未
来展望
超声加工的发展趋势和未来展望
高效化
随着工业生产对加工效率 的要求不断提高,超声加 工技术将不断优化,实现 更高效、更快速的生产。
振动切削的基本原理是利用振动系统产生的周期性弹性力,使刀具在切削过程中产生快速的 往复运动,从而实现对工件的加工。
振动切削过程中,刀具的振动频率和振幅对加工效果具有重要影响,需要根据不同的加工要 求进行合理选择。
振动切削的主要技术
超声振动切削
利用超声波的振动能量对工件进行加工,具有加工精度高、表面 质量好、适用于各种难加工材料等特点。
智能振动切削
结合人工智能和振动切削技术,实 现智能控制和自适应调整,提高加 工精度和效率。
多轴振动切削
研究多轴振动切削技术,实现复杂 形状和高精度零件的加工。
交叉学科的研究和应用前景
超声加工与振动切削的结合
01
研究超声加工与振动切削的结合技术,发挥各自的优势,提高
加工效率和精度。
超声波振动车削的加工精度误差控制
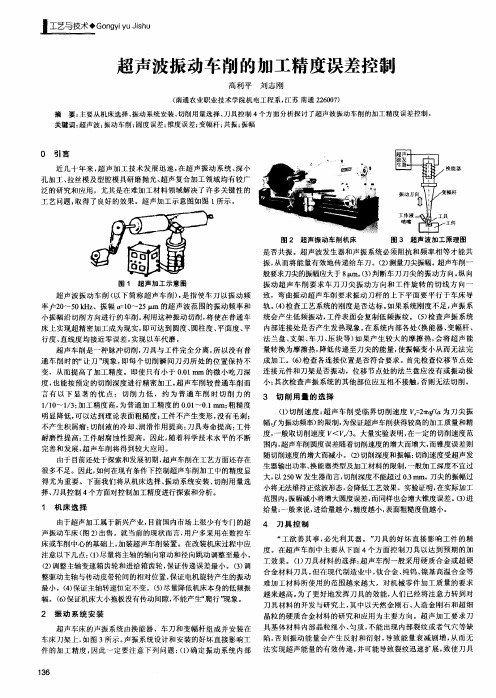
振 动 超 声车 削 要 求 车 刀 刀 尖 振动 方 向和 工 件 旋 转 的切 线 方 向一
超 声 波振 动 车 削 ( 以下 简称 超 声车 削) 是指 使 车 刀 以振 动 频 致 ,弯 曲振动 超 声车 削要 求振 动 刀杆 的上 下平 面 要平 行 于 车床 导 , () 如 声振 系 率f2  ̄ 5 z = 0 0 H 、振 幅 a 1 ̄ 2 m 的超 声 波范 围的振 动 频率 和 轨 。4 检 查工 艺系 统 的刚 度是 否达 标 。 果系 统刚 度 不足 , k :0 5 工 5检 小振 幅沿 切 削方 向进行 的 车削 。 用这 种 振动 切削 , 使在 普通 车 统 会产 生 低频 振动 , 件表 面会 复 制低频 振 纹 。 () 查声 振 系统 利 将 在 换 变幅 杆 、 床 上 实现 超精 密 加工 成为 现实 , 可达 到 圆度 、 即 圆柱度 、 平面 度 、 平 内部连 接 处是 否产 生发 热现 象 。 系 统 内部各 处 ( 能器 、 法兰盘、 架、 支 车刀 、 块 等 ) 果 产生 较 大 的摩 擦 热 , 将 超 声 能 压 如 会 行度 、 线度 均接 近零 误差 , 现 以车代 磨 。 直 实 超 声 车削 是一种 脉冲 切 削 , 刀具 与工 件完 全 分离 , 以没有 普 量 转换 为摩 擦 热 , 所 降低 传递 至刀 尖 的能 量 , 使振幅 变 小从 而 无法 完 6检 通 车 削 时 的“ 刀 ” 象 , 每个 切 削 瞬 间刀 刃所 处的 位 置保 持 不 成 加工 。() 查各 连接 位 置是 否 符合 要求 。首先检 查 位移 节 点处 让 现 即 连 接元件 和 刀架 是 否振 动 ,位 移 节 点处 的法 兰盘 应 没有 或 振动 极 变 ,从 而提 高 了加 工精度 。即使 只有 小 于 O0 l .1nn的微 小 吃刀 深 r 其 否 度 , 能 按预 定 的切削 深度 进行 精 密加 工 。 声车 削较 普通 车削 而 小 ; 次检 查声 振 系统 的其 他部 位应 互相 不接 触 , 则无 法切 削 。 也 超
超声振动切削加工

超声振动切削加工的研究现状及进展摘要:简述了超声振动切削技术的发展、优点及应用领域。
通过将超声振动切削与普通切削比较以及对振动切削过程特点的描述,探讨了超声振动切削的切削机理。
文章还分析了振动切削技术的最新发展, 认为超声振动切削是一项有发展前途的新型技术。
关键词:超声振动切削;难加工材料:切削机理Research of vibration assisted turning cutting technology andIts developmentAbstract:Introduces the history, advantages and application field of the ultrasonic cutting technology(UCT). By compared with ordinary cutting and the characteristics description of the ultrasonic vibration cutting process, explored Ultrasonic vibration cutting of the cutting mechanism. The paper also analyzes an up- to- date vibrating cutting technology and summarizes that the ultrasonic vibration cutting is a promising new technology.Key Words: Ultrasonically vibrating cutting; Difficult - to - machine materials; Cutting Mechanism0 前言超声振动切削技术是把超声波振动的力有规律地加在刀具上,使刀具周期性地切削和离开工件的加工技术, 是结合超声波技术和传统切削工艺的一种新型切削技术。
超声椭圆振动切削技术
超声椭圆振动切削技术超声振动切削从微观上看是一种脉冲切削。
在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。
与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。
利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。
与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。
在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
1.性能指标1.1切削力小,约为普通切削力的1/3-1/10。
1.2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
1.3切削温度低,工件保持室温状态。
1.4不产生积屑瘤,工件变形小,没有毛刺。
1.5切削表面粗糙度低,可接近理论粗糙度值,最高可达Ra0.2以下。
1.6被加工零件的“刚性化”,即与普通切削相比,相当于工件刚性提高。
1.7加工过程稳定,能有效消除颤振。
1.8切削液的冷却、润滑作用提高。
1.9耐用度呈几倍到几十倍提高。
1.10被加工表面呈压应力状态,零件疲劳强度、耐磨性、耐腐蚀性提高。
1.11切削后的工件表面呈彩虹效果。
2.应用范围由于超声振动切削有如此多的优点,所以可广泛应用于航空、航天、军工等领域各种难加工材料的切削加工。
2.1难加工材料切削:如耐热钢、钛合金、恒弹性合金、高温合金、不锈钢、冷硬铸铁、工程陶瓷、复合材料和花岗岩等。
2.2加工淬硬钢零件及超硬零件,能得到很高的加工精度和表面质量:用硬质合金可以很轻松地加工硬度达HRC60以上的淬硬钢零件,如高速钢、轴承钢等;用PCD加工硬质合金,可以大大提高的耐用度。
2.3成型切削:利用成型切削加工各种类型的轮廓曲面及内外球面、过度圆弧、锥面等。
超声波加工的工作原理应用

超声波加工的工作原理应用1. 超声波加工的基本原理超声波加工是一种利用超声波振动的能量来进行加工、处理材料的技术。
其基本原理是通过高频振动的超声波传递到加工头部,将机械能转化为超声波能量,然后将其传递到被处理物体上。
超声波加工可以分为振荡式和冲击式两种方式。
1.1 振荡式超声波加工振荡式超声波加工是通过高频的振动装置将超声波能量传递到加工头上,然后将其传导到物体表面,使物体表面发生微小振动。
这种微小振动会产生摩擦和剪切力,从而实现加工的目的。
振荡式超声波加工可用于金属加工、陶瓷加工、塑料加工等领域。
1.2 冲击式超声波加工冲击式超声波加工是通过冲击装置将超声波能量以冲击力的形式传递到加工物体上,产生冲击效应。
这种冲击效应能够在短时间内对物体进行剧烈振动和变形,从而实现加工的目的。
冲击式超声波加工常用于焊接、清洗、打磨等领域。
2. 超声波加工的应用领域超声波加工在工业领域有着广泛的应用,具有以下几个优点:•高效能:由于超声波的振动频率较高,能够快速实现加工效果,提高生产效率。
•精确性:超声波振动幅度小,可以对微细部件进行精确加工。
•节能环保:使用超声波加工可以减少材料的消耗和废弃物的产生,具有较好的节能环保效果。
超声波加工在以下领域得到了广泛应用:2.1 金属加工领域超声波加工可以用于金属加工领域的各个环节,如焊接、铸造、成型等。
在焊接方面,超声波焊接可以实现金属零件的连接,具有焊接高强度、焊缝无明显裂纹、污染较少等优点。
在铸造和成型方面,超声波振动可以提高金属熔体在模具中的流动性,减少气泡和夹杂物,获得更好的成型效果。
2.2 塑料加工领域超声波加工在塑料加工领域也有着广泛的应用。
超声波振动可以实现塑料的切割、焊接、压合等加工操作。
在塑料焊接方面,超声波焊接可以实现塑料零件的无缝连接,焊接强度高,而且焊缝不易破裂。
此外,超声波振动还可以用于塑料的清洗、表面处理等工艺。
2.3 医疗领域超声波加工在医疗领域也有着重要的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声波高频振动车削工艺
超声振动切削,是使以20-50KHz的频率、沿切削方向高速振动的一种特种切削技术。
1.工作原理
超声振动切削从微观上看是一种脉冲切削。
在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。
与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。
利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。
与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。
在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
2.性能指标
2.1切削力小,约为普通切削力的1/3-1/10。
2.2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
2.3切削温度低,工件保持室温状态。
2.4不产生积屑瘤,工件变形小,没有毛刺。
2.5切削表面粗糙度低,可接近理论粗糙度值,最高可达Ra0.2以下。
2.6被加工零件的“刚性化”,即与普通切削相比,相当于工件刚性提高。
2.7加工过程稳定,能有效消除颤振。
2.8切削液的冷却、润滑作用提高。
2.9耐用度呈几倍到几十倍提高。
2.10被加工表面呈压应力状态,零件疲劳强度、耐磨性、耐腐蚀性提高。
2.11切削后的工件表面呈彩虹效果。
3.应用范围
由于超声振动切削有如此多的优点,所以可广泛应用于航空、航天、军工等领域各种难加工材料的切削加工。
3.1难加工材料切削:如耐热钢、钛合金、恒弹性合金、高温合金、不锈钢、冷硬铸铁、工程陶瓷、复合材料和花岗岩等。
3.2加工淬硬钢零件及超硬零件,能得到很高的加工精度和表面质量:用硬质合金可以很轻松地加工硬度达HRC60以上的淬硬钢零件,如高速钢、轴承钢等;用PCD加工硬质合金,可以大大提高的耐用度。
3.3成型切削:利用成型切削加工各种类型的轮廓曲面及内外球面、过度圆弧、锥面等。
3.4细长杆件及薄壁件车削加工。
3.5超细直径零件车削加工。
3.6超精密加工。
产品相关词组:
超声波振动切削装置,超声波椭圆振动切削,超声切削,超声椭圆振动,超声振动切削加工中心,二维超声振动磨削,旋转超声钻削,振动切削,超声振动加工,椭圆超声振动微雕刻装置,高频椭圆振动切削,超声振动磨削,振动加工,超声椭圆振动切削,椭圆振动切削,振动车削,超声车削。