焊点检验标准
SMT焊点检验标准
海翔瑞通科技有限公司企业技术标准Q/DKBA3200.1-2001SMT焊点检验标准2009-12-20发布2010-1-1实施精心整理目次前言 (3)1范围 52规范性引用文件 53术语和定义 53.1冷焊点 53.2浸析 54回流炉后的胶点检查 65焊点外形75.1片式元件——只有底部有焊端7 5.2片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面105.3圆柱形元件焊端165.4无引线芯片载体——城堡形焊端208.3浸析(leaching) 599上下游相关规范6010附录6011参考文献60前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/DKBA3200.2-2001《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
本标准主要起草人:邢华飞、张源、李江、姜平、陈冠方、陈普养、饶秋池、李石茂、肖振芳、韩喜发、黄玉荣本标准审核人:蔡祝平、张记东、辛书照、陈国华、王界平、曹曦、周欣、郭朝阳本标准批准人:吴昆红SMT焊点检验标准1范围本标准规定了PCBA的SMT焊点的质量检验标准,绝大部分属外观检验标准。
本标准适用于华为公司内部工厂及PCBA外协工厂的回流焊后和波峰焊及手工焊后对PCBA上SMT焊点的检验。
本子标准的主体内容分为五章。
前三章直接与工艺相关,分别表达使用贴片胶的SMD的安装、焊接,各种结构的焊点的要求。
后两章是针对不同程度和不同类型的焊接缺陷和元器件损坏的验收标准。
焊接质量检验标准
焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。
(一)焊点的质量要求:对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
1.可靠的电气连接焊接是电子线路从物理上实现电气连接的主要手段。
锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电气连接的目的。
如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的问题,这种焊点在短期内也能通过电流,但随着条件的改变和时间的推移,接触层氧化,脱离出现了,电路产生时通时断或者干脆不工作,而这时观察焊点外表,依然连接良好,这是电子仪器使用中最头疼的问题,也是产品制造中必须十分重视的问题。
2.足够机械强度焊接不仅起到电气连接的作用,同时也是固定元器件,保证机械连接的手段。
为保证被焊件在受振动或冲击时不至脱落、松动,因此,要求焊点有足够的机械强度。
一般可采用把被焊元器件的引线端子打弯后再焊接的方法。
作为焊锡材料的铅锡合金,本身强度是比较低的,常用铅锡焊料抗拉强度约为3-4.7kg/cm2只有普通钢材的10%。
要想增加强度,就要有足够的连接面积。
如果是虚焊点,焊料仅仅堆在焊盘上,那就更谈不上强度了。
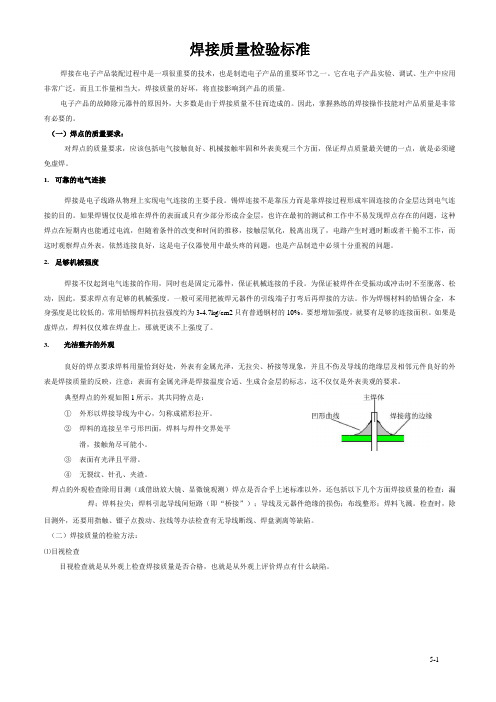
3.光洁整齐的外观良好的焊点要求焊料用量恰到好处,外表有金属光泽,无拉尖、桥接等现象,并且不伤及导线的绝缘层及相邻元件良好的外表是焊接质量的反映,注意:表面有金属光泽是焊接温度合适、生成合金层的标志,这不仅仅是外表美观的要求。
典型焊点的外观如图1所示,其共同特点是:①外形以焊接导线为中心,匀称成裙形拉开。
焊点外观质量检验规范

文件编号WI-QC-QTS-08 版本/版次A/0 第4页,共35页8焊点外观质量检验判定标准8.1 少件--CR8.1.1 漏件8.1.1.1 定义:工艺要求贴装零件的部位SMT工序或DIP工序未进行贴装。
A图B图C图图解:A图与B图对比,B图红色框内漏件,C图上下两幅图对比为D2部位漏件。
B图和C图不允8.1.1.2 影响:影响产品功能。
8.1.1.3 纠正措施:二次补焊。
8.2 撞件8.2.1 定义:原本贴装零件的部位由于取板或放板不规范,撞击后导致零件脱落。
文件编号WI-QC-QTS-08版本/版次 A/0第5页,共35页8.2.2 影响:影响产品功能。
8.2.3 纠正措施:返修。
8.3 错件--CR8.3.1 定义:实际贴装的零件与要求贴装的零件不一致。
8.3.2 影响:影响或潜在影响产品功能。
8.3.3 纠正措施:返修。
图解:A 图与B 图对比,B 图红色框内有贴装过的痕迹,明显为撞击后导致零件脱落。
不允收。
图解:SMT :A 图与B 图对比,B 图红色框内103电阻错贴成101电阻,为错件。
不允收。
DIP :C 图中要求与实际插件不相符,不允收。
要求实际 A 图B 图C 图103103 103101文件编号WI-QC-QTS-08版本/版次 A/0第6页,共35页8.4 极反--CR8.4.1 定义:极性零件未按作业指导书或PCB 板上丝印上的极性要求进行贴装。
8.4.2 影响:烧坏元器件。
8.4.3 纠正措施:返修。
8.5 反背--MA 图解:SMT :A 图与B 图对比,B 图红色框内J106零件极反。
不允收。
C 图实际要求A 图B 图J106+901J+要求实际D 图文件编号WI-QC-QTS-08版本/版次 A/0第7页,共35页8.5.1 定义:贴装时应该向上的面被朝下贴装。
8.5.2 影响:外观或功能不良。
8.5.3 纠正措施:返修。
8.6 立碑--CR8.6.1 定义:应该两个端子均与焊盘连接的零件只有一个端子与焊盘连接,另一个端子呈悬空状态。
判定焊点合格的条件
OK
二、其他检验焊点合格的条件
1、推拉力实验 2、冷热冲击实验 3、震动实验 4、跌落实验
1、推拉力的力度大小, 一般0603以上的贴片料推拉力要在1.5KG以 上。
2、冷热冲击实验
在-40℃和125℃环境之间交替移动。平常我 们使用的3.0银的锡膏冲击600次焊点久会完 全失效。0.3银的锡膏差于3.0的,3.0的差于 4.0的。
判定焊点合格的条件
一、外观判定焊点合格条件
1、焊锡扩散焊盘面积的90%以上 2、焊点锡有明显的爬升 3、焊点锡扩散平滑,无明显锡珠、渣 4、焊点及周边松香无氧化变色
1、焊锡扩散焊盘面积90%以上
NG
OK
2、焊点锡有明显的爬升
NG
OK
3、焊点扩散平滑,无明显锡珠、渣
NG
OK
4、焊点及周边松香无氧化变色
-40℃
125℃
3、震动实验
一般是以50周每秒的频率、2.0㎜的振幅, 震动8小时来检验焊点的焊接牢固程度。
4、跌落实验
一般检验是85CM的距离,跌落6次来检验焊 点的焊接牢固程度。
85CM
跌落
焊缝 标准

焊缝标准
焊接检验标准是:
1、是否有漏焊,即应该焊接的焊点没有焊上。
2、焊点的光泽好不好。
3、焊点的焊料足不足。
4、焊点的周围是否有残留的焊剂。
5、有没有连焊、焊盘有滑脱落。
6、焊点有没有裂纹。
7、焊点是不是凹凸不平,焊点是否有拉尖现象。
焊缝质量分为三个等级:
1、一级焊缝要求对‘每条焊缝长度的100%进行超声波探伤。
2、二级焊缝要求对‘每条焊缝长度的20%进行抽检,且不小于200mm进行超声波探伤。
3、一级、二级焊缝均为全焊透的焊缝,并不允许存在如表面气孔、夹渣、弧坑裂纹、电弧檫伤等缺陷。
4、一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同。
焊点检验标准11

名称 /
规格型号 /
用量 /
治具/工具
元件引脚与 焊点之间有
间隙
残留物太多
数量
序号 标记 ① ② ③
更改履历
更改内容
确认
批准
连焊
焊料 受扰
焊盘 翘起
日期
静电防护
吹孔、针孔 、空洞
包焊不良
锡尖
2
饱满度
。焊接润湿角(焊料与元件之间和焊料与 焊盘之间)不超过90度
焊点表面从起始端到终止端是光滑均匀
3
浸润度
的一条弧线 2 内部100%上锡
3 在光亮下看是否有反光亮点
暴露基底金 属
浸润角>90°
焊料泼溅 反浸润
4
清洁度
1 允许有透明的残留物,不准有发黑的残 留物
物料编码 /
作业指导书
岗位名称
焊点检验标准
序号 上锡品质控制点
检验标准
产品名称
所有产品
产品型号
所有产品
适用范围通用ຫໍສະໝຸດ 参考图示合格状态不合格状态
批准
文件编号 制定日期
页次
现象
会签
审核
PIE
作成
文件版本
A/1
标准工时(S)
/
页码
1
焊接异常现象
图示
现象
图示
●引脚要求短不盲点,长不影响装配●最
1
引脚长度
小电气见隙d≥0.4mm
焊点质量检验规范
• 接触区域无绝缘层。
• 多股线上锡(未图示)。
• 线自身没有重叠。
• 缺少客户条件要求的焊锡或黏胶。
连接器、手柄、
插拔件、闭锁器
• 安装件、印刷电路板和固定件(铆钉、螺钉等) • 已装配的零件上的裂缝大于装配孔至部件边缘距
完好无损伤。
离的50%。
• 已装配的零件上的裂缝不大于装配孔至部件边 • 裂缝从装配孔延伸到零件边缘。
4 定义
4.1 PCB: 印刷电路板,又称印刷线路板,常使用英文缩写 PCB(Printed circuit board), 是重要的电子部件,是电子元件的支撑体,是电子元器件线路连接的提供者。由于它是 采用电子印刷技术制作的,故被称为“印刷”电路板。 4.2 PCBA: PCBA 是英文 Printed Circuit Board +Assembly 的简称,也就是说 PCB 空板 经过 SMT 工艺再经过 DIP 工艺、DIP 工艺或手工焊接工艺等制程完成的作业品,简称 PCBA。
缘距离的50%。
• 连接器引脚上损伤或应力。
连接器插针 – 压接插针
• 插针笔直不扭曲,正确固定。 • 无可辨的损伤。 • 插针稍许弯离其中心线达插针厚度50%或者更 小。 • 插针高度在公差内变化。 注意:插针的标称高度公差遵循插针连接器或总 图上的规格。连接器插针与相配连接器之间须有 良好的电气接触。 • 翘起的程度小于等于孔环宽度(W)的75%。
焊点质量 检验规范
编制/日期
校对/日期
批准/日期
目录
更改记录.................................................................... 3 1 目的...................................................................... 4 2 适用范围.................................................................. 4 3 职责...................................................................... 4 4 定义...................................................................... 4 5 作业流程简图.............................................................. 6 6 焊点检验方法.............................................................. 6 7 焊点允收及拒收图示........................................................ 7 8 检验注意事项............................................................. 22 9 参考文件................................................................. 23 10 附表.................................................................... 23
点焊检测标准

点焊检测标准.pdf范本1:点焊检测标准1. 引言本旨在规范点焊检测的工作流程和要求,确保产品质量和生产效率。
点焊作为重要的焊接工艺之一,对产品的连接质量至关重要。
通过本的指导,希翼能够提高点焊检测的准确性和可靠性,提高产品质量。
2. 术语定义2.1 点焊:将两个金属表面通过施加电流短暂加热至熔点,并施加一定压力使其熔合。
2.2 点焊电流:施加在焊点上的电流的大小。
2.3 点焊时间:施加在焊点上的电流持续的时间。
2.4 点焊电极压力:施加在焊点上的电极的压力。
2.5 焊接接触电阻:焊点所产生的电阻。
3. 点焊检测流程3.1 准备工作3.1.1 验证设备的性能和准确性。
3.1.2 确定检测样本的要求和数量。
3.1.3 准备所需的检测工具和材料。
3.2 点焊检测3.2.1 点焊电流检测3.2.2 点焊时间检测3.2.3 点焊电极压力检测3.2.4 焊接接触电阻检测4. 检测结果判定4.1 根据点焊检测标准进行判定。
4.2 如果检测结果符合标准,认定为合格;如果不符合标准,认定为不合格。
4.3 不合格产品的处理方式。
5. 附件:附件1:点焊检测报告模板附件2:点焊检测记录表6. 法律名词及注释:6.1 点焊:焊接方法的一种,用于将两个金属表面通过施加电流短暂加热至熔点,并施加一定压力使其熔合。
6.2 焊接接触电阻:焊点所产生的电阻。
范本2:点焊质量检验流程一、目的为准确判断点焊接头的质量,制定详细的点焊质量检验流程。
二、适合范围适合于点焊接头的质量检验工作。
三、术语定义3.1 点焊接头:通过点焊工艺连接的两个金属表面。
3.2 点焊电流:施加在焊点上的电流的大小。
3.3 点焊时间:施加在焊点上的电流持续的时间。
3.4 点焊电极压力:施加在焊点上的电极的压力。
3.5 点焊接头外观:点焊接头的外观形态,包括焊缺、焊渣、焊点凸起等。
四、点焊质量检验流程4.1 准备工作4.1.1 验证点焊设备的性能和准确性。
4.1.2 确定检验样本的要求和数量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1页
1.目的:为确保公司PCB焊锡点装配之品质,使PCB具有高度之可靠性,特制本检验标准.
2.范围:本标准适应于PCB作业之品质检验.
3.检验前准备:
①检验条件:正常室内日光灯40度照明.
②检验设备:放大镜与量测数显卡尺.
③检验PCB时必须配带静电环或静电手套.
4.检验标准:
①依客户所提供之检验标准或技术资料.
(因同一线路可导通)
√
2.空焊
指焊点应焊而未焊到者
正常(1.5-1.8MM)
(没吃到锡)
√
3.虚焊
指焊锡点锡少(锡不足)
正常(1.5-1.8MM)
虚焊
(锡量不足)
√
4.冷焊
指焊点表面未形成锡带
(正常焊点属圆锥形且光滑)
正常(1.5-1.8MM)
冷焊
(不光滑不牢固)
√
5.假焊
指焊锡点与元件脚之间没
有真正导通并牢固焊接
②以客户订单标准之AQL允收标准.
③如无特别之要求,则依本标准进行检查.
5.检验对象:DIP立式元件和SMD贴片元件之PCB上焊点.
共3页
第2页
DIP立式元件检验标准内容:
检验项目
说明
不良基准图示
(区域/现象)
缺点
严重
主要
次要
1.短路
指将不直接相连的两条线
路之间直接短接导通者
短路
正常(因不同一线路而导通)
指焊锡点锡少(锡不足)
正常虚焊
SMD
SMD
(吃锡过少)
√
4.冷焊
指焊点表面未形成锡带
正常冷焊
SMD
(没锡带)
√
5.假焊
指焊锡点与元件脚之间没
有真正导通并牢固焊接
正常假焊
SMD
(没有真正焊接)
√
6.包焊
指焊锡超过元件吃锡部分,
无法辨别元件脚与焊盘之
焊接点实属真假
(允许锡多高度≤0.3MM)
正常≤0.3MM包焊
正常(1.5-1.8MM)
假焊
(易导通不良)
√
6.包焊
指焊锡超过元件吃锡部分,
无法辨别元件脚与焊盘之
焊接点实属真假
(允许锡多高度≤0.3MM)
正常 ≤0.3MM
包焊
(无法判真假焊)
√
7.脱焊
指焊锡点与元件脚或焊盘
之间松退脱落
正常(1.5-1.8MM)
脱焊
(焊松退脱落)
√
8.锡尖
指因焊锡点干燥而致使锡
点拉尾巴翘起现象
(允许锡尖高度≤0.5MM)
正常≤0.5MM
锡尖
(锡点拉尾翘起)
√
共3页
第3页
SMD贴片元件检验标准内容:
检验项目
说明
不良基准图示
(区域/现象)
缺点
严重
主要
次要
1.短路
指将不直接相连的两条线
路之间直接短接导通者
短路
正常
√
2.空焊
指焊点应焊而未焊到者
正常空焊
SMD
SMD
(未吃锡)
√
3.虚焊
SMD
(无法辨认真假)
√
7.脱焊
指焊锡点与元件脚或焊盘
之间松退脱落
脱焊
SMD
正常(焊点脱落)
√
8.锡尖
指因焊锡点干燥而致使锡
点拉尾巴翘起现象
(允许锡尖高度≤0.5MM)
正常≤0.5MM锡尖
SMD
(锡点拉尾翘起)
√