铝-钛异种金属焊接技术资料
异种金属焊接
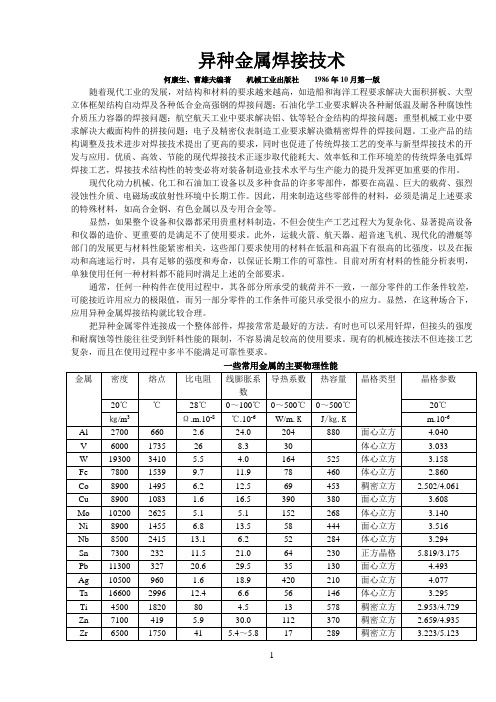
异种金属焊接技术何康生、曹雄夫编著机械工业出版社1986年10月第一版随着现代工业的发展,对结构和材料的要求越来越高,如造船和海洋工程要求解决大面积拼板、大型立体框架结构自动焊及各种低合金高强钢的焊接问题;石油化学工业要求解决各种耐低温及耐各种腐蚀性介质压力容器的焊接问题;航空航天工业中要求解决铝、钛等轻合金结构的焊接问题;重型机械工业中要求解决大截面构件的拼接问题;电子及精密仪表制造工业要求解决微精密焊件的焊接问题。
工业产品的结构调整及技术进步对焊接技术提出了更高的要求,同时也促进了传统焊接工艺的变革与新型焊接技术的开发与应用。
优质、高效、节能的现代焊接技术正逐步取代能耗大、效率低和工作环境差的传统焊条电弧焊焊接工艺,焊接技术结构性的转变必将对装备制造业技术水平与生产能力的提升发挥更加重要的作用。
现代化动力机械、化工和石油加工设备以及多种食品的许多零部件,都要在高温、巨大的载荷、强烈浸蚀性介质、电磁场或放射性环境中长期工作。
因此,用来制造这些零部件的材料,必须是满足上述要求的特殊材料,如高合金钢、有色金属以及专用合金等。
显然,如果整个设备和仪器都采用贵重材料制造,不但会使生产工艺过程大为复杂化、显著提高设备和仪器的造价、更重要的是满足不了使用要求。
此外,运载火箭、航天器、超音速飞机、现代化的潜艇等部门的发展更与材料性能紧密相关,这些部门要求使用的材料在低温和高温下有很高的比强度,以及在振动和高速运行时,具有足够的强度和寿命,以保证长期工作的可靠性。
目前对所有材料的性能分析表明,单独使用任何一种材料都不能同时满足上述的全部要求。
通常,任何一种构件在使用过程中,其各部分所承受的载荷并不一致,一部分零件的工作条件较差,可能接近许用应力的极限值,而另一部分零件的工作条件可能只承受很小的应力。
显然,在这种场合下,应用异种金属焊接结构就比较合理。
把异种金属零件连接成一个整体部件,焊接常常是最好的方法。
有时也可以采用钎焊,但接头的强度和耐腐蚀等性能往往受到钎料性能的限制,不容易满足较高的使用要求。
有色金属焊接方法

有色金属焊接方法有色金属焊接是指对铜、铝、镍、钛等非铁基金属的焊接过程。
由于这些金属的熔点低、导热性能好、导电性能好以及韧性强等特点,使得它们成为各种工业领域中广泛应用的材料。
下面将详细介绍一些常见的有色金属焊接方法。
1. 焊锡焊接:焊锡焊接主要适用于铜及铜合金的焊接。
该方法通过在焊缝上焊锡来完成焊接过程。
焊锡具有低的熔点,使得在加热的过程中只需受热区域达到焊锡的熔点即可保证焊接质量。
这种方法适用于很多领域,如电子器件、仪器仪表、管道等。
2. 氩弧焊接:氩弧焊接适用于铝及其合金的焊接。
氩气在该焊接方法中起到保护焊缝的作用,以防止氧化。
在焊接过程中,电弧通过铝焊丝,并在氩气的保护下使焊丝熔化,然后与基材达到焊接温度,形成焊缝。
这种方法适用于飞机、汽车、船舶等航空航天工业和交通工具制造业。
3. 电阻焊接:电阻焊接适用于铜、铝等金属的焊接。
该方法利用电流通过工件引起局部加热,使两个工件达到熔点而完成焊接过程。
这种方法能够在短时间内实现快速焊接,适用于各种金属材料的焊接,如汽车制造、管道安装等。
4. 慢速电弧焊接:慢速电弧焊接适用于钛及其合金的焊接。
由于钛的反应性较强,容易氧化,所以在焊接过程中需要使用惰性气体来保护焊缝。
电弧的温度可达到5000摄氏度,因此在焊接过程中需要较高的焊接能量。
这种方法适用于航空航天工业和化工工业中的钛材料焊接。
5. 气体焊接:气体焊接适用于铜、铝、镍等金属的焊接。
气体焊接主要包括氩气焊接、氢气焊接和二氧化碳焊接等。
其中,氩气焊接适用于非铁基金属及其合金的焊接,氢气焊接适用于高温合金的焊接,二氧化碳焊接适用于低碳钢等的焊接。
这种方法适用于船舶、汽车制造、建筑等各个领域。
总结起来,有色金属焊接方法有很多种,每种方法都有其适用的金属与焊接需求。
在选择合适的焊接方法时,需要根据具体的材料和焊接要求进行综合考虑。
同时,焊接操作和焊接设备的选择也是影响焊接质量的重要因素,需要严格遵循相关的操作规程和标准,确保焊接质量。
铁铝铜钛合金的焊接方法
铁铝铜钛合金的焊接方法低碳钢含碳量少,塑性好,可以制备成各种形式的接头和构件。
在焊接过程中,不容易产生淬硬组织,产生裂纹的倾向也很小,同时又不容易产生气孔,它是最好焊的材料。
采用气焊、手工电弧焊、埋弧自动焊、气体保护焊等方法焊接低碳钢,都能获得良好的焊接接头。
采用气焊时不要长时间加热,否则热影响区的晶粒容易变大。
在接头刚度很大,周围气温较低时,应把工件预热到100~150℃,以免产生裂纹。
如何焊接中碳钢?由于中碳钢含碳量较高,焊缝及其热影响区容易产生淬硬组织而造成裂纹,所以焊前应预热到300℃左右,并且焊后需要缓冷。
它可以采用气焊、手弧焊及气体保护焊等方法施焊。
焊接材料应选用结506、结507等抗裂纹性能比较好的焊条。
如何焊接铝及铝合金?铝及铝合金在焊接中特别容易产生比重大、熔点高的氧化膜,这种氧化膜还能吸附大量的水分,因此在焊接中容易产生夹渣,熔合不好和气孔等缺陷,此外铝合金还容易产生热裂纹。
焊接铝及铝合金可以采用气焊或手弧焊。
但气焊热量不集中,铝传热很快,所以生产效率低,工件变形大,除薄板外很少采用。
目前大量采用交流氩弧焊的方法来焊接铝及铝合金,因为它热量集中,焊缝美观,变形小,有氩气保护,能防止夹渣和气孔。
如采用手工电弧焊焊铝,适合4mm以上的厚板。
所用焊条牌号为铝109、铝209、铝309。
它们都属盐基型焊条,稳弧性能不好,要求用直流反接电源。
如何焊接钛及钛合金?钛是非常活泼的元素,在液态和高于600℃的固态下,极易和氧、氮、氢等气体作用,生成有害的杂质,使钛发生脆化。
因此,钛及钛合金不能采用氧-乙炔气焊、手工电弧焊或其它气体保护焊,而只能采用氩弧焊,真空电子束焊和接触焊等方法。
采用氩弧焊焊3mm以下的薄板,电源用直流正接、氩气纯度不低于99.98%,喷嘴要尽量靠近工件,焊接电流要小,焊接速度要快,焊后一般要进行低温退火处理,以改善结晶组织和消除焊接应力。
如何焊接铜及铜合金?铜及铜合金的焊接有许多困难,因为它们的导热性特别好,所以容易造成焊不透和熔合不好等缺陷。
浅谈异种金属的焊接
浅谈异种金属的焊接随着人们对于金属材料需求的不断推进,金属材料的种类也变得多种多样,除了常见的铁、铝、铜等金属之外,异种金属的出现也逐渐增多,比如说钛合金、镍基合金、钨合金等。
然而,由于异种金属在性质上有着明显的差异,对于金属的连接也提出了挑战。
本文将就异种金属焊接这一话题进行讨论,让大家更好地了解异种金属的焊接技术以及影响焊接质量的参数。
一、异种金属焊接的难点一般情况下,在焊接过程中,想要较好地实现异种金属的连接,需要快速冷却过程中所产生的热应力精确掌握。
然而,异种金属的导热系数不同,这就导致了焊接中的材料温度差异过大,使得焊接材料在快速冷却的过程中产生了内应力,从而使焊接后的材料产生了部分或者全部的塑性损失。
此外,由于采用的焊接材料和基材不同,若没有采取合适的操作方法,则会出现焊缝溢铜、堆积、熔池不稳定等缺陷,从而导致焊接质量不达标。
二、异种金属焊接的方法1.钎焊法钎焊法是一种常用的异种金属焊接方法。
钎焊是通过钎料与金属接触,由于钎料的熔点较低,因此采用加热方法使钎料熔化,并在加热的同时,使得钎料与基材间有一定的接触。
在钎焊的过程中,钎料中液相沿着毛细作用向着焊缝两侧扩散,从而实现了金属的连接。
由于钎焊有着低热输入、宽焊缝等优点,因此也被广泛应用于异种金属的连接。
2.电弧焊法电弧焊法是一种通过电弧来完成金属连接的方法。
这种焊接方法通常适用于连接相对较厚的金属板材。
在焊接时,通过高压交流电形成一定的电弧,在钨极上集中高温点,然后将其焊接材料加热熔化,并实现异种金属的连接。
这种方法的优点是可焊接厚度大、连接牢固,而缺点则是加热温度高、变形容易,需要一定的技术经验和操作技巧才能操作。
3.激光焊法激光焊法是一种高能、高质量的焊接方法。
它通过聚焦激光束,实现异种金属的加热和熔化,从而完成焊接过程。
相比于其他一些焊接方法,激光焊法有着加热温度高、作业速度快、精度高的优点,因此在异种金属的焊接中,也有着广泛的应用。
铝/钛异种合金激光熔钎焊接头界面特性

Abtat Wi 一i uet l r r, /i i i lr l y ee on d y h sr ligbaig rcs,n e src: t A1 tc c l e A1 s mi l s r ie el e dn—rz oesa dh h Se i f e wi i T d s aao w j b t a we np t
维普资讯
第1 8卷第 6 期
、 1 8 No 6 r . . 0 1
中 国有 色金 属 学 报
Th i e eJ u n l f n e r u e a s e Ch n s o r a o No f r o s M t l
20 0 8年 6月
Jn2 ・6 92 0 )60 9 ・6 40 0 (0 80 ・9 0 0 ・ ・ 1 ・
铝 / 异 种 合 金 激 光 熔钎 焊 接 头 界 面特 性 钛
陈树海, 李俐群, 陈彦 宾
f 尔滨 工业 大 学 现 代 焊 接 生 产 技 术 国 家 重 点 实 验 室 ,哈尔 滨 10 0 ) 哈 50 1
间化合物较厚 ,主要呈锯齿状 ;焊 缝下部界 面金 属问化合物厚度不足 1 m,呈薄层状。界面金属问化合物 的主要 g
成 分 为 TA1 以 T(i l r 结 构 的 置 换 固 溶 体 形 式存 在 。底 部 界面 容 易成 为裂 纹 产 生 的源 头 ,裂 纹 多沿 界 面 附 i , i 卜) S 3 近 焊 缝 中 的共 晶组 织 扩 展 , 接 头 的平 均 抗 拉强 度 为铝 母 材 的 8 %左 右 。 5 关 键 词 :钛 合 金 ; 铝 合 金 ; 激光 熔 钎 焊 ; 金属 间化 合 物 中 图分 类 号 :T 5 . G 4 67 文 献 标 识 码 :A
搅钛合金铝合金异种金属搅拌摩擦焊工艺研究

搅钛合金/铝合金异种金属搅拌摩擦焊工艺研究采用搅拌摩擦焊对TC1钛合金和LF6铝合金异种材料进行了连接,研究了工艺参数对焊缝表面成形、焊接接头横截面形貌和接头的抗拉强度的影响规律。
结果表明,钛合金/铝合金异种材料焊接难度较大,容易产生裂纹、沟槽等缺陷,当搅拌头旋转速度n为750r/min和950r/min,且焊接速度v为118mm/min和150mm/min时均能获得较好的焊缝表面成形,但n 为750r/min时焊接接头横截面钛/铝的界面结合不好,导致接头强度很低。
当n 为950r/min、v 为1118mm/min 时钛合金/铝合金异种材料搅拌摩擦焊接头的强度最高,为131.1MPa。
0 引言铝合金、钛合金是航空航天、能源等高新技术领域中广泛应用的金属材料,其中钛合金有许多独特的优点,如质轻、比强度高、抗冲击等,成为航空航天重点发展的新材料之一[1]。
减轻重量、提高推重比、增加有效载荷等一直是航空发动机和飞机结构设计追求的目标,国内外统计数据表明,二、三、四代军用战斗机各类金属结构材料的用量中钛合金用量大幅度上升至达到整机结构重量的38.8%[2]。
钛合金研究与推广应用的关键之一是钛与异种金属的焊接问题。
针对航空材料特殊性能的要求,将钛合金与铝合金连接形成复合结构可以发挥两种金属不同的性能优势,能大大提高航空航天领域对结构件性能的要求,具有重要的理论意义和实际应用价值,在未来航空结构等领域有广阔的应用前景。
然而,钛合金与铝合金都是活性、极易氧化的金属,两者熔点、热导率、热膨胀系数以及晶体结构等物理性能差异很大,采用常规的焊接方法难以获得满足使用性能要求的焊接接头。
目前,国内外采用电弧熔钎焊[3]、激光熔钎焊[4]、固态扩散焊[5]、液相扩散焊[6]等方法对钛和铝异种材料的焊接进行了研究。
搅拌摩擦焊是一种固态扩散焊接方法,基本不受材料的物理化学性能、机械性能、晶体结构等的影响,对克服不同材料性能差异带来的焊接困难具有极大的优势,比较适合于异种材料的连接。
异种金属的焊接
异种金属的焊接本文分析了异种金属焊接的研究现状、应用和发展趋势,旨在为异种金属焊接研究提供帮助。
焊接是现代工业生产中的重要金属加工工艺方法,广泛应用于造船、航空、航天、汽车工业和机械制造等领域。
随着科学技术的发展,异种金属的焊接技术发展越来越快,质量要求也越来越高。
因此,研究异种金属的焊接工艺技术已成为焊接领域的一种发展趋势。
1.异种金属的焊接研究现状1.1 铝钢异种金属焊接研究现状近年来,汽车工业为了节约燃料、保护环境、不断努力减轻汽车重量,对汽车材料提出了更高的要求。
增加铝材的使用量是其中的重要措施之一。
因此,在汽车工业生产中,采用“钢+铝”双金属焊接结构成为汽车轻量化的首选方案,这必然涉及到铝和钢两种材料之间的连接。
目前,应用于铝和钢连接的焊接方法主要有压焊、钎焊、熔焊、扩散焊、电弧焊、激光焊和磁脉冲焊等。
铝钢之间的焊接一直是焊接领域的难点和热点问题,其中脆性金属间化合物的生成是影响接头性能的主要因素。
压力焊和钎焊由于基体可以在焊接过程中保持固态,同时焊接热输入容易控制,因此接头的性能一般不受限于金属间化合物的厚度,比较适于铝钢之间的焊接。
但是这种焊接方法效率较低,对工件的尺寸和形状有特殊的要求,不适于大批量生产。
熔焊方法比较灵活,效率较高,但是金属间化合物又成为不可避免的附加产物。
虽然采用熔钎结合的方法已经获得了很好的效果,但是对于金属间化合物的生长动力学以及如何促进铝合金熔体润湿钢板表面等方面还没有系统研究,因此,解决上述问题对于促进高效的焊接方法在铝钢焊接中的应用具有重要的意义。
1.2 铜钢异种金属焊接研究现状采用钢和铜复合零部件因在性能与经济上优势互补,具有广阔的应用前景。
世界各国的研究者对铜和钢的焊接进行了实验和理论分析,目前常用的焊接方法有熔焊、压焊、钎焊和熔焊-钎焊等。
不需要删除明显有问题的段落。
每种焊接方法都有其独特的特点和适用范围。
其中,冷金属过渡焊接是一种相对较新的焊接方法,具有广阔的应用前景。
Ti的交流TIG焊接工艺

Ti/Al的交流TIG焊接工艺作者:胡经洪南京宝色钛业有限公司(211100)摘要:根据Ti金属与Al金属具有一定的互溶性原理,采用交流TIG焊接方法进行Ti/Al材料的焊接,焊接接头强度高、性能稳定,在工业生产中具有较高的应用价值。
关键词:交流TiG Ti/Al金属焊接工艺ALTERNATING CURRENT TIG WELDING P ROCEDURE O F Ti/AlNanjing Baose Titanium Ind ustry Co.,Ltd Hu JinghongAbstra ct On the basis o f the interso lub ility o f titanium and a luminum meta l, the weld ing between tita nium and a luminum me ta l has been a chie ved by a lterna ting current TIG weld ing p ro cess. The tens ile s trength o f the welded jo int is highe r a nd the p rope rties of the jo intweld a re s tab le. The pro ced ure can be used in p ra ctice.Ke y words: a lterna ting current TIG weld ing, Ti/Al meta l, weld ing pro cedure0 前言Ti金属与Al金属复合构件作为一种新型材料结构在航天航空领域及化工电解工业得到日益广泛的应用,寻求Ti金属与Al金属既简单又高质量接头的焊接方法及工艺,具有非常重要的意义。
Ti金属与Al金属的熔点、导热系数、线膨胀系数等性能相差悬殊(表1),若两种金属间的焊接方法及工艺选择不当时,是不能获得满意的焊接接头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝-钛异种金属焊接技
术
铝/ 钛异种金属焊接技术
异种材料复合构件能够最大限度利用材料各自的优点,起到“物尽其用”的效果,获得更好的经济效益和社会效益[1]。
铝/钛异种金属复合结构同时兼有铝合金密度低、经济性好和钛合金强度高、耐腐蚀性好等优点,能够减轻结构重量、节约能源,在航空航天、武器装备、交通运输等领域拥有广阔的应用前景,飞机机舱散热片、机翼蜂窝夹层、座位导轨和高速列车车厢等结构均可采用铝/钛复合结构[2]。
特别是近年来,随着航空发动机和飞机结构设计对“减轻重量、提高推重比、增加有效载荷”的要求越来越高,将铝合金与钛合金焊接形成复合结构的需求越来越迫切。
但是,由于铝、钛都是活性金属、极易氧化,且两者之间的物理、机械性能存在较大差别,如两者的熔点相差约800℃,两者的晶格类型、晶格参数等结晶化学性能差异很大,铝的热导率和线膨胀系数分别是钛的16倍和3倍。
因此铝/钛异种金属的焊接性很差,接头的强度不能满足要求,铝/ 钛异种金属的焊接既是热点也是难点,目前还没有一种成熟的工艺可以用于实际生产[3]。
铝/ 钛异种金属焊接技术现状
目前,国内外主要对铝/钛异种金属的钎焊、扩散焊、熔- 钎焊、爆炸焊等连接方法进行了探索。
康慧等[4] 以Al-11.5Si合金为基, 通过添加不同含量的Sn和Ga元素配置成9种钎料对LF21铝合金和TC4钛合金进行了真空钎焊,结果表明:在结合界面上生成层状脆而硬的脆性相是铝/钛钎焊时所存在的主要问题;在钎料中加入Sn和Ga元素可有效抑制脆性相的形成、改善接头性能;
当Sn和Ga元素含量分别为10% 和0.2% 时接头的剪切强度达到67MPa。
曲文卿等[5] 采用高频感应钎焊进行了钛合金管与铝合金管的连接,由于加热时间短、脆性相来不及产生,因而获得了力学性能和密封性能较好的接头。
吕世雄等[6] 采用交流钨极氩弧焊电弧微熔钎焊方法也实现了TC4钛合金/LF6铝合金的连接。
采用扩散焊方法能够在一定程度上克服铝/钛焊接时熔点相差较大的问题,因此国内外学者进行了较多的研究。
Yao等[7] 研究了铝/钛扩散焊接头形成机理和焊接工艺对LF6 铝合金/TA2 纯钛异种材料扩散焊接头强度的影响规律,接头最高剪切强度为83MPa。
Sohn 等[8] 采用Al-10Si-1Mg 箔片作为中间层,对纯钛和纯铝进行了液相扩散连接,其界面结构和元素分布如图1 所示,研究结果发现接头中存在Ti7Al5Si12 连续金属间化合物反应层和不连续的
Al12Si3Ti5 金属间化合物,并认为Si元素可抑制界面反应、减少金属间化合物,接头剪切强度最高为80MPa。
Lee等采用Al-10Si-Mg箔片作为夹层在580~640℃范围内对铝/钛异种金属进行液相扩散连接时发现:接近钛合金一侧的界面反应层为Ti7Al5Si12,接近铝合金一侧为Ti9(AlSi)23,随着温度的升高Ti7Al5Si12的厚度减小。
Ren 等[通过对钛合金表面渗铝的方法实现了铝/钛的扩散连接,接头强度可达
180MPa,图2(a)和(b)分别为扫描电镜下观察到的Ti/Al 扩散焊接头界面附近的显微组织,可见Ti/Al 扩散焊接头区由钛侧过渡区、渗铝层、铝侧过渡区组成,钛侧过渡区在扩散焊后形成了一层白亮合金层(厚度约3~10μm),经判定被认为是TiAl3 和TiAl金属间化合物。
由于铝/钛异种金属焊接的难度较大,研究者尝试了“熔- 钎焊”这种新技术。
Nesterow 等[11] 进行了铝合金管与钛合金管对接的电弧熔- 钎焊技术研究,解决了热裂纹缺陷的问题。
德国不莱梅应用射线研究所采用激光熔- 钎焊技术使搭接接头下方的铝合金熔化后与钛合金形成钎焊接头,实现了0.8mm厚Ti-6Al-4V 与1mm 厚AlMg0.4Si1.2 铝合金的搭接连接[12]。
哈尔滨工业大学陈彦宾课题组选用Al-12Si焊丝作为填充材料对铝/钛异种金属的激光熔- 钎焊进行了深入研究,实现了厚度为1.5mm Ti-6Al-4V 钛合金和5056 铝合金板材
的连接,获得了焊接成形良好的接头(如图3所示),其抗拉强度可达铝合金母材的80%。
北京工业大学的肖荣诗等对铝/钛激光深熔钎焊工艺及接头力学性能进行了研究,可以实现铝/ 钛异种合金的焊接,但在焊接过程中热输入量的控制较难,易造成焊缝上、下部分的中间钛合金层熔化,与液态的铝合金发生剧烈反应,生成金属间化合物,对接头的力学性能造成一定的负面影响。
日本大阪大学Fuji 等对铝/ 钛的惯性摩擦焊率先开展了深入研究,认为脆性相的厚度决定了接头的力学性能,脆性相的最大临界厚度为5μm。
西北工
业大学傅莉等采用电磁场作用下的摩擦焊实现了铝/钛的连接。
此外,研究者还采用激光焊、电阻焊等方法对铝/钛的焊接进行了探索。
搅拌摩擦焊技术在铝/ 钛异种金属连接中的应用
搅拌摩擦焊是一种新型的固态连接方法,基本不受被焊材料的物理化学性能、机械性能、晶体结构等的影响,对于克服材料性能差异导致的焊接困难具有极大的优势,从2009年开始,国外有些学者开始采用搅拌摩擦焊来连接铝/钛异种金属。
Chen 等[20] 采用搅拌摩擦焊技术实现了纯钛和Al-Si 合金的搭接连接,观察了接头的微观组织、相结构,测试了接头的性能,结果表明,焊接接头的强度达到Al-Si 合金母材的62%,焊接接头界面区形成了TiAl3 相。
Dressler等[21] 采用搅拌摩擦焊技术实现了Ti-6Al-4V钛合金和2024-T3 铝合金的对接焊,如图4所示,焊接接头的抗拉强度达到铝合金母材的73%。
本文作者对LF6铝合金/TC1 钛合金异种材料搅拌摩擦焊搭接和对接接头的微观组织结构和性能进行了研究[22-23]。
采用搅拌摩擦焊对TC1钛合金和LF6铝合金异种金属进行了搭接连接,当搅拌头旋转速度为1500r/min、焊接速度为60mm/min 时,能获得焊缝成形良好、无孔洞和裂纹等缺陷的搭接接头(如图5和6所示),搭接处铝合金和钛合金充分混合,形成焊核区。
焊核两侧进
入铝合金中的钛合金在搅拌针的挤压下发生了弯曲,使得钛/铝紧密结合。
搭接接头中心部位的搭接界面区呈层状组织(见图7),可分为3层:靠近焊核和靠近钛合金母材一侧的均为黑白相间的条带状组织,含有焊接过程中生成的
Ti-Al金属间化合物;夹在中间的为黑色片状组织和灰色基体上分布黑色颗粒的条带状组织,分别是被搅入界面区的钛合金母材和钛合金母材与铝合金母材的机械混合物。
对于TC1钛合金/LF6铝合金异种金属搅拌摩擦焊的对接焊,当搅拌头的旋转速度为750r/min、焊接速度为118mm/min、搅拌头倾角为2°时能够获得较好的焊缝成形(图8)。
搅拌摩擦焊接头中钛合金母材与焊核的界面凸凹不平、边界线处存在白亮的颗粒,而铝合金母材与焊核的界面光滑、平整,结合良好;焊核区组织为铝合金基体上分布着大小不等的颗粒(图9)。
在扫描电镜下观察,焊核区铝合金基体上分布的颗粒有两种类型,一种颗粒的尺寸较小、呈细长条状;另一种颗粒尺寸较大,整体呈暗灰色、边缘有少量发亮的条
带。
能谱分析结果表明两种颗粒中均有Ti-Al金属间化合物存在。
钛合金/铝合金异种材料焊接时搅拌头的磨损很严重,在焊核和铝合金母材的边界存在搅拌头磨损后脱落的颗粒。
上述研究表明,由于铝、钛的活性均较强,铝/钛搅拌摩擦焊和钎焊、扩散焊类似,在接头中也会形成多种Ti-Al金属间化合物,使得焊缝变脆、强度降低。
当工艺参数不恰当时,在焊接过程中会出现开裂。
焊接接头中脆性相的硬度较高,一方面对搅拌头造成严重的磨损、影响焊接质量的稳定性和搅拌头寿命;另一方面,焊缝中的缺陷也往往是由于脆性相粘着在搅拌头上、对焊缝塑性金属的流动造成不利影响而产生的。
因此,对于铝/钛异种金属的搅拌摩擦焊,目前接头强度还无法实现与铝合金母材等强。
但试验中同时发现,搅拌摩擦焊不同于钎焊、扩散焊,脆性相不是处于材料的连接界面上,而是在搅拌针作用下随塑性金属的流动而分布在焊缝的不同位置。
结束语
铝/钛异种金属的焊接性较差,其焊接既是热点也是难点,目前还没有一种成熟的工艺可以用于铝/ 钛异种金属的焊接,搅拌摩擦焊作为一种新型的固态连接方法在铝/钛异种金属连接方面具有很好的前景,但焊接过程中也会不可避免地形成脆性相,造成接头性能不高,同时对搅拌头造成严重的磨损、影响焊接质量的稳定性和搅拌头寿命。
因此,有必要研究铝/钛异种金属搅拌摩擦焊接头中脆性相的形成机理、分布规律及其与接头性能的相关性,并采取相应的措施控制脆性相的形成与分布,为提高接头的强度和质量稳定性奠定基础。