年产330万吨转炉炼钢车间设计
年产370万吨连铸坯的转炉炼钢车间工艺设计毕业设计论文
本科毕业设计(论文)任务书题目:年产370万吨连铸坯的转炉炼钢车间工艺设计院(系):专业:学生姓名:学号:指导教师(签名):主管院长(主任)(签名):时间:毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
设计一座年产350万吨良坯的转炉炼钢车间_本科毕业设计论文
江西理工大学本科毕业设计(论文)题目:设计一座年产350万吨良坯的转炉炼钢车间学院:材料与化学工程学院专业:冶金工程江西理工大学毕业设计(论文)任务书冶金工程专业06 级(10届)3 班学生肖山题目:设计一座年产350万吨良坯的转炉炼钢车间原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):本设计是在学生系统学习钢铁冶金专业知识的基础上,以及认真仔细地钢铁厂实地实习考察的基础上进行的。
通过课程学习、实习考察使得学生掌握了大量的设计资料,具有良好的工作基础和设计条件。
近年来,我国钢铁行业得到迅猛发展,急需该方面专业的技术人才。
通过该设计使学生对钢铁厂生产工艺流程、主要技术条件、冶金计算、冶金设备等实际生产情况有比较全面的了解和掌握,使学生成为符合需要的合格专业技术人才。
主要内容和要求:(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):1、厂址与生产能力的选择2、物料平衡与热平衡计算:平衡计算以100Kg铁水为基础进行计算。
3、氧气转炉设计4、氧枪设计5、氧气转炉炼钢车间设计6、车间生产概述7、转炉车间人员编制8、技术经济分析图纸:转炉主体设备图一张;转炉车间平面、剖面示意图各一张。
其中剖面示意图要求用计算机CAD软件绘图。
日程安排:第4周—第6周收集原始资料并进行文献检索,撰写开题报告。
第7周—第10周冶金计算、设备选择计算第11周—第13周图纸绘制及论文编写第14周毕业答辩主要参考文献和书目:1、李传薪主编,《钢铁厂设计原理》,冶金工业出版社,2005.2、戴云阁等,《现代转炉炼钢》东北大学出版社,1998.3、王德全主编,《冶金工厂设计基础》东北大学,1998.4、杜挺等编,《钢铁冶炼新工艺》,北京大学出版社,19945、潘旒淳主编,《炼钢设备》,冶金工业出版社,1992。
6、陈家祥主编,《钢铁冶金学(炼钢部分)》,冶金工业出版社,1990。
7、其它相关科技期刊文章指导教师签字:年月日教研室主任签字:年月日教学院长签字:年月日注:1、本表可自主延伸 2、本表一式两份,一份下达给学生,一份装订在《指导教师日志》中。
年产330万吨热轧板带钢车间工艺设计-_学位论文
年产330万吨热轧板带钢车间工艺设计摘要钢铁业是一个国家基础工业中非常重要的组成部分,也是国家经济发展的重要支柱。
我国钢铁工业发展较快,工艺结构逐步改善,但生产专业化自动化程度低,技术不够先进等等,导致还有很多产品需要从国外进口。
这些年来,随着我国的经济发展,热轧板带钢在国内市场的需求空间越来越大,为弥补我国宽带钢供应不足而设计此热轧带钢车间。
根据设计任务书要求,本车间设计年产量热轧钢卷330万吨;钢种有普碳钢,优质钢和低合金钢;产品规格为1.0~15㎜×750~1650㎜。
设计内容主要包括:产品方案,工艺流程,设备选择及生产能力计算,车间平面布置,环境保护等。
本车间采用常规半连轧工艺。
板坯全部采用连铸坯。
为减少坯料规格,简化轧制程序,采用定宽压力机。
为提高产品质量,精轧机各架全采用CVC轧机。
为提高设计效率和质量;采用VB语言编制了压下规程程序;采用CAD绘制车间平面布置图。
关键词:车间设计,热轧带钢,CVC轧机1 概述1.1 热轧板带钢发展史在工业现代化进程中国,钢铁行业一直处于基础产业的地位,在国民经济中所起的作用很重要,是衡量一个国家的工业、农业、国防和科学技术的四个现代化水平的标志。
热轧带钢是重要的钢材品种,对整个钢铁工业的技术进步和经济效益有着重要影响。
热轧板带钢轧机的发展已有80多年历史,汽车工业、建筑工业、交通运输业等的发展,使得热轧及冷轧薄钢板的需求量不断增加,从而促使热轧板带钢轧机的建设获得了迅速和稳定的发展。
从提高生产率和产品尺寸精度、节能技术、提高成材率和板形质量、节约建设投资、减少轧制线长度实现紧凑化轧机布置到热连轧机和连铸机的直接连接布置,热轧板带钢生产技术经历了不同的发展时期。
热轧带钢产品主要以钢卷状态供给冷轧机作原料,同时也直接向用户和市场销售热轧钢卷和精整加工产品,即平整钢卷、分卷钢卷、纵切窄带钢卷、横切钢板,最近几年又有经过酸洗的热轧钢卷作为成品进入销售市场。
年产330万吨转炉炼钢车间设计

年产330万吨全连铸坯的转炉炼钢车间工艺设计专业:冶金工程姓名:朱江江指导老师:折媛摘要本设计的主要任务是设计一座年产330万吨方坯的转炉炼钢车间。
本设计从基础的物料平衡和热平衡计算开始,主要包括以下几部分:转炉炉型设计、氧枪设计、转炉车间设计、连铸设备的选型及计算、以及炼钢操作制度和工艺制度,其中,转炉炼钢车间设计是本设计的重点与核心。
本设计设有转炉两座,转炉大小均为150t,平均吹氧时间为38min,纯吹氧时间为18min,转炉作业率为80%,转炉的原料主要有铁水、废钢以及其它一些辅助原料。
连铸坯的收得率为98%,另外本车间炉外精炼主要采用了喂丝以及真空脱气手段。
本车间的浇注方式为全连铸。
车间的最终产品为方坯。
此次的设计任务更加巩固了我所学的专业知识,与此同时也更加了解了转炉炼钢车间的各道工艺流程,为以后的工作打下了良好的基础。
关键词:顶底复吹转炉炼钢车间精炼连铸AbstactThe main task of this design is designing a plant wich perduce 3.3 million tons of steel per year. It is become the foundation of the material and thermal calculation, mainly include the following parts: the bof model designing, oxygen lance designing, equipment selection and calculation of continuous caster ,besides,also including operating and process system of steelmaking ,the core of the design is plant layoutingThis design has two 150t converter for steelmaking, the average time of oxygen applying is 38min ,pure oxygen applying time is 18min, the efficient of the bof is 80% , scrap metal and other auxiliary materials. The rate of casting billet is 98%, in addition , refining mainly adopts wire feeding and vacuum deairing, The final product is billet.The design more strengthened my major knowledge, at the same time also understand more about the converter steelmaking of each process , laiding a good foundation for the work of future.Keywords: top and bottom combined blown converter steelmaking refining casting continuous casting目录1 绪论 (7)1.1转炉冶炼原理简介[1] (7)1.2氧气转炉炼钢的特点 (8)1.3设计原则和指导思想 (8)1.4产品方案 (9)2 氧气转炉炼钢车间 (11)2.1初始条件 (11)2.2公称容量选择[2] (11)2.3转炉座数的确定 (11)2.4根据生产规模和产品方案计算出年需钢水量。
设计一个年产300万吨合格连铸坯的转炉炼钢车间 摘要
摘要由于市场对钢材的大量需求,现代化的炼钢设备都在向着大型化的方向发展,本设计主要是模拟建立一个现代化年产300万吨的中型炼钢企业,以满足市场对钢材的需求,促进经济的稳定发展。
设计为氧气顶吹转炉工艺,转炉的公称容量为150吨,冶炼时间需要40分钟。
其中,仅有16.5分钟时间用于实际的吹氧过程。
其余时间(23.5分钟)为炉子装料、取样并检测钢液成分、以及测量钢液温度、出钢、倒渣等各过程所需时间之和。
转炉的吹炼模式采用2吹2。
车间设有1座RH精炼炉和2套板坯连铸机,预计年生产能力为300万吨良坯钢。
本设计对物料平衡和热平衡,炉型的计算,炉外精炼,连铸以及烟气净化系统等做了详细的介绍。
关键词:150吨氧气顶吹转炉;炼钢;连铸。
AbstractBecause of the high demand for steel market, modern steel-making equipment toward the direction of bigness in development, this design is mainly simulation in liupanshui city to build a modern yearly produces 300 tons of medium-sized steelmaking enterprise, to meet the market demand for steel, and promote steady economic development.The design for a representative of oxygen blowing the top of each furnace for the production of 150 tons of liquid steel, and smelting time is 40 minutes. Of these, only 16.5 minutes for the actual oxygen blowing process. The remaining time (23.5 minutes) for the stoves, filling, sampling and testing of liquid ingredients, and measuring the temperature of liquid steel, steel, inverted, and other residue of the process and time required. Design of the scale of production for the three 3 million tons of oxygen BOF, one RH refining and one set of continuous casting equipments, which are expected annual production capacity of 3 million tons of steel billet. The design of the material balance and thermal balance, the furnace shape, refining, continuous casting and the flue gas purification system, a detailed introduction were finished.Keywords: BOF of 150 tons; steelmaking; continuous casting。
年产万吨钢坯电炉炼钢车间初步设计
年产万吨钢坯电炉炼钢车间初步设计1. 背景介绍随着工业化进程的不断加快和钢铁产业的不断发展,需要建设能够满足大规模钢铁生产需求的电炉炼钢车间。
本文档旨在对年产万吨钢坯的电炉炼钢车间进行初步设计,以满足生产效率和质量的要求。
2. 设计目标年产万吨钢坯电炉炼钢车间的设计目标包括以下几点:•实现高效、稳定的钢铁生产,确保产能达到年产万吨的要求。
•优化生产布局,提高生产效率,同时保证安全生产。
•具备灵活性和可扩展性,便于应对市场需求的变化。
3. 车间布局设计3.1 主要区域划分年产万吨钢坯电炉炼钢车间的主要区域划分如下:•炼钢区:包括电炉和炼钢设备,进行铁水冶炼和钢水精炼的工艺过程。
•过程控制区:设有集中控制室,用于监控和控制整个炼钢过程。
•原料处理区:包括原料仓库、原料预处理设备等,用于对原料进行处理和配料。
•辅助设施区:包括办公区、设备维修区、库房等,用于支持炼钢生产和管理运营。
3.2 工艺流程设计年产万吨钢坯电炉炼钢车间的工艺流程如下:1.原料处理:通过原料仓库将原料(铁矿石、废钢等)送入预处理设备进行初步处理和配料。
2.炼钢过程:将预处理后的原料投入电炉,经过加热、冶炼和精炼等工艺过程,得到优质的钢水。
3.出钢:将钢水流入连铸机,通过连铸机成型,形成钢坯。
4.表面处理:对钢坯进行表面除油、喷砂等工艺处理,提高表面质量。
5.检测和质量控制:对钢坯进行物理和化学检测,保证产品质量符合标准要求。
6.包装和出货:对合格的钢坯进行包装,并按订单要求进行出货。
4. 设备选型和布置4.1 电炉选型年产万吨钢坯电炉炼钢车间的主要设备之一是电炉。
根据生产需求和技术要求,选用适当容量和高效率的电炉。
4.2 其他设备选型根据车间的实际情况,选用适当的设备,如炉盖起重机、原料处理设备、连铸机等。
选型时需要考虑设备的性能、稳定性、能耗和维护等因素。
4.3 设备布置根据车间布局和工艺流程,合理布置设备,保证生产流程的顺畅和安全。
转炉炼钢车间布置
转炉炼钢车间布置1、转炉应采用高架式布置。
转炉主操作平台面标高,应按低于转炉耳轴标高的1/2炉口内直径再减去150mm~300mm设计。
转炉耳轴标高应按炉体转动最大半径圆高出出钢钢包最高点200mm~300mm确定。
转炉采用下修方式时,应校核炉底车、修炉车的进出条件,在采用转炉炉内铁水预脱磷处理时,还应适应接受半钢水的转炉兑铁水包的布置高度。
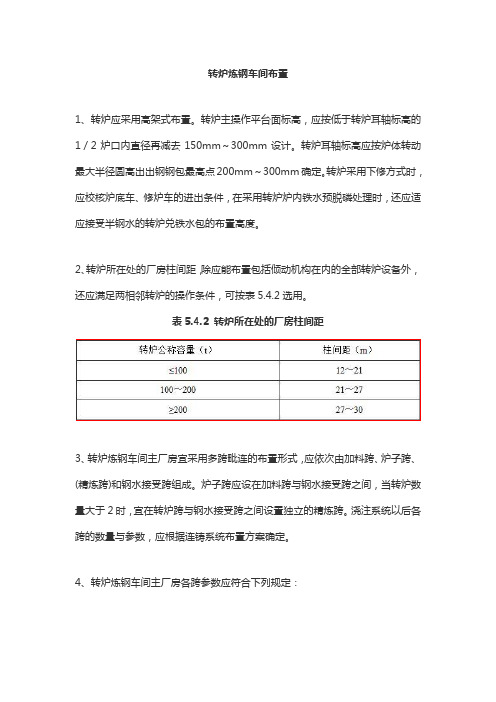
2、转炉所在处的厂房柱间距,除应能布置包括倾动机构在内的全部转炉设备外,还应满足两相邻转炉的操作条件,可按表5.4.2选用。
表5.4.2 转炉所在处的厂房柱间距3、转炉炼钢车间主厂房宜采用多跨毗连的布置形式,应依次由加料跨、炉子跨、(精炼跨)和钢水接受跨组成。
炉子跨应设在加料跨与钢水接受跨之间,当转炉数量大于2时,宜在转炉跨与钢水接受跨之间设置独立的精炼跨。
浇注系统以后各跨的数量与参数,应根据连铸系统布置方案确定。
4、转炉炼钢车间主厂房各跨参数应符合下列规定:(1)加料跨:跨度宜为21m~30m,应根据转炉容量大小和废钢区、铁水区的工艺布置确定。
根据转炉兑铁水的关系确定起重机轨面标高,当轨面标高太高不便于废钢料槽配料作业时,废钢区可设置低轨起重机。
(2)炉子跨:跨度宜为12m~27m,应根据转炉容量大小和该跨内转炉散状料加料系统、修炉系统、烟气净化系统、汽化冷却烟道的汽包等设备的布置要求确定。
该跨的高度应根据汽包、氧枪与副枪升降装置的高度要求确定。
该跨间为多层平台结构时,应设置去各层平台的电梯与楼梯。
(3)精炼跨:跨度应为21m~30m,应根据总体工艺布置情况确定。
起重机轨面标高应按炉外精炼设备高度确定。
(4)钢水接受跨:跨度应为21m~33m,应根据总体工艺布置情况确定。
起重机轨面标高应按炉外精炼设备高度和连铸大包回转台的高度确定,并应保证钢包放入回转台后包括钢包加盖机构的最高点至起重机梁底防护结构下缘之间净空不小于0.5m。
5、转炉炼钢车间主厂房的工艺布置,应根据工艺流程按分区作业的原则确定,做到工艺顺行、物料流向和各工序作业互不干扰。
转炉炼钢的总体工艺设计
转炉炼钢的总体工艺设计1、转炉炼钢车间设计应根据产品大纲,确定转炉公称容量、转炉座数和炉外精炼的配置。
2、转炉炼钢车间内转炉座数宜配置2座或3座,不宜大于4座,不应设置备用炉座。
多于3座转炉的车间,转炉宜分组分开布置。
3、转炉的公称容量应为炉役期的平均出钢量,最大出钢量应为公称容量的1.05倍~1.10倍,转炉生产宜采用分阶段定量法操作。
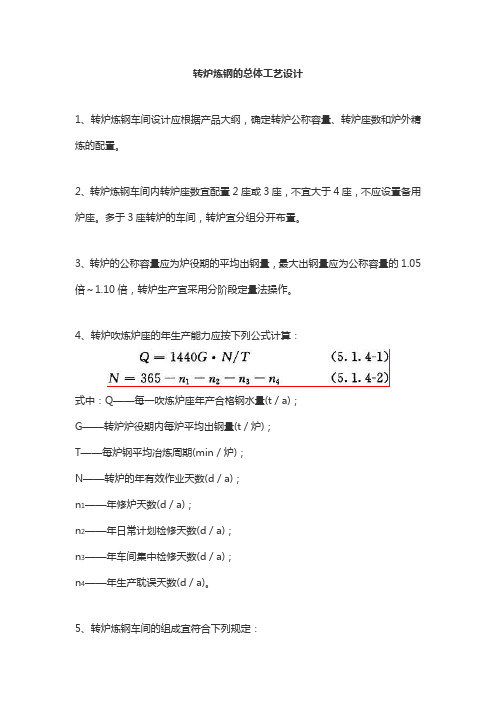
4、转炉吹炼炉座的年生产能力应按下列公式计算:式中:Q——每一吹炼炉座年产合格钢水量(t/a);G——转炉炉役期内每炉平均出钢量(t/炉);T——每炉钢平均冶炼周期(min/炉);N——转炉的年有效作业天数(d/a);n1——年修炉天数(d/a);n2——年日常计划检修天数(d/a);n3——年车间集中检修天数(d/a);n4——年生产耽误天数(d/a)。
5、转炉炼钢车间的组成宜符合下列规定:(1)主要生产系统宜包括主厂房、铁水预处理站、废钢配料间、炉渣间、烟气净化及煤气回收设施、余热蒸汽回收设施;(2)辅助生产系统宜包括铁合金贮运设施、散状原料贮运设施、快速分析室、空压站、车间变配电所、水处理设施、除尘设施、生活福利设施;(3)设计可根据生产规模、原材料供应情况等具体条件确定车间实际组成。
6、铁水中含有可利用的铌、钒、钛等合金元素时,应采用合理的冶炼工艺予以回收。
7、新建转炉的冶炼控制,宜采用以副枪检测系统和(或)炉气成分连续分析系统作为实时信号反馈的动态闭环过程控制。
8、转炉的各种工艺过程和能源介质的工作参数,均应配置检测仪表,所有被检测参数应输入到基础自动化控制系统。
冶炼试样应采用快速分析系统,数据应传输到过程控制计算机系统。
9、转炉炼钢使用的气体介质、燃料、冷却水及其管道,应符合下列规定:(1)氧气、氩气、氮气、蒸汽、压缩空气和燃料的供应能力应按设计规定的工作制度配备,并应按吨钢耗量和转炉车间的小时生产率计算;(2)贮气罐容积应满足车间高峰用量,同时能适应用量的波动和当供应源因事故停供时,贮气罐的贮备量至少应能满足一炉钢冶炼的需要;(3)车间分期建设时,各种介质的主管道宜按最终规模一次建成,而相关公用设施可视具体条件,或在总图上预留发展面积,也可在厂房内预留增建机组的条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年产330万吨全连铸坯的转炉炼钢车间工艺设计专业:冶金工程姓名:朱江江指导老师:折媛摘要本设计的主要任务是设计一座年产330万吨方坯的转炉炼钢车间。
本设计从基础的物料平衡和热平衡计算开始,主要包括以下几部分:转炉炉型设计、氧枪设计、转炉车间设计、连铸设备的选型及计算、以及炼钢操作制度和工艺制度,其中,转炉炼钢车间设计是本设计的重点与核心。
本设计设有转炉两座,转炉大小均为150t,平均吹氧时间为38min,纯吹氧时间为18min,转炉作业率为80%,转炉的原料主要有铁水、废钢以及其它一些辅助原料。
连铸坯的收得率为98%,另外本车间炉外精炼主要采用了喂丝以及真空脱气手段。
本车间的浇注方式为全连铸。
车间的最终产品为方坯。
此次的设计任务更加巩固了我所学的专业知识,与此同时也更加了解了转炉炼钢车间的各道工艺流程,为以后的工作打下了良好的基础。
关键词:顶底复吹转炉炼钢车间精炼连铸AbstactThe main task of this design is designing a plant wich perduce 3.3 million tons of steel per year. It is become the foundation of the material and thermal calculation, mainly include the following parts: the bof model designing, oxygen lance designing, equipment selection and calculation of continuous caster ,besides,also including operating and process system of steelmaking ,the core of the design is ingThis design has two 150t converter for steelmaking, the average time of oxygen applying is 38min ,pure oxygen applying time is 18min, the efficient of the bof is 80% , scrap metal and other auxiliary materials. The rate of casting billet is 98%, in addition , refining mainly adopts wire feeding and vacuum deairing, The final product is billet.The design more strengthened my major knowledge, at the same time also understand more about the converter steelmaking of each process , laiding a good foundation for the work of future. Keywords: converter steelmaking refining casting目录11.1 转炉冶炼原理简介[1]转炉炼钢是把氧气鼓入熔融的生铁里,使杂质硅、锰等氧化。
在氧化的过程中放出大量的热量(含1%的硅可使生铁的温度升高200摄氏度),可使炉内达到足够高的温度。
因此转炉炼钢不需要另外使用燃料。
氧气转炉生产的主要原材料是铁水,大多数情况下铁水由高炉攻击,而高炉的原材料是铁矿石;转炉生产出来的产品是钢坯(或钢锭),他们还不是最终成品,而必须经由轧钢机轧制成各种类型和规格的钢板、型钢和钢管等最终产品,提供给市场。
因此,氧气转炉不可能独立存在,它必须前有炼铁,后有轧钢,共同组成一个钢铁生产的联合体。
我们称这样的生产模式为钢铁联合企业。
从化学成分来看,刚和生铁都是铁碳合金,并还有Si、Mn、S、P等元素,由于C和其他元素的含量不同,所形成的组织不同,因而性能也不一样。
根据Fe——C相图,C含量在0.0218%-2.11%之间的铁碳合金为钢,它的熔点在1450-1500℃。
C含量在2.11%以上的铁碳合金称为生铁,熔点在1100-1200℃。
C含量在0.0218%一下的铁碳合金称为工业纯铁。
在钢中碳元素和铁元素形成Fe3C固熔体,随着碳含量的增加,其强度、硬度增加,而塑性和冲击韧性降低。
钢具有很好的物理、化学性能与力学性能,可进行拉、压、轧、冲、拔等深加工,其用途十分广泛。
若以生铁为原料炼钢,需氧化脱碳:钢种P、S含量过高分别会造成钢的“冷脆”性和“热脆”性,炼钢过程应脱出P、S;钢中氧含量超过限度会加剧钢的“热脆”性,并形成大量氧化物夹杂,因而要脱出氧;钢种含有H、N分别造成钢的氢脆和时效性,应该降低钢中的有害气体含量;夹杂物的存在会破坏钢基体的连续性,从而降低钢的力学性能,也应该去除:炼钢过程应提高温度达到出钢要求,同时还要加入一定种类和数量的合金,使钢的成分达到所炼钢种的规格。
综上所述,炼钢的基本任务包括:脱碳、脱氧、脱硫、脱磷;去除有害气体和夹杂,提高温度;调节成分。
炼钢过程通过供氧、造渣、加合金、搅拌、升温等手段完成炼钢基本任务。
氧气顶吹转炉炼钢过程,主要是降碳、升温、脱硫、脱磷以及脱氧和合金化等高温物理化学反应的过程,其工艺操作原则则是控制供氧、造渣、温度,以及加入合金材料等,以获得所要求的钢液,并浇成合格钢坯或钢锭。
1.2 氧气转炉炼钢的特点与平炉、电炉炼钢法相比,氧气转炉炼钢具有生产率高、刚中气体含量低、钢的质量好等特点。
氧气转炉炉内反应速度快,冶炼时间短,具有很高的生产效率。
随着转炉容量的增大,生产率进一步提高。
氧气转炉钢具有以下特点:(1)钢中气体含量少(2)由于炼钢主要原材料为铁水,废钢用量所占比例不大,因此Ni、Cr、Mo、Cu、Sn等残余元素含量低,由于钢中气体和夹杂少,具有良好的抗时效能力、能加工变形性能和焊接性能,钢材内部缺陷少。
不足之处是强度偏低,淬火性能稍次与平炉和电炉钢。
此外,氧气转炉钢的机械性能及其他方面性能也是良好的。
(3)原材料消耗少,热效率高,成本低。
氧气转炉的金属消耗率一般为1100~1140kg/t,比平炉稍高些。
耐火材料消耗仅为平炉的15~30%,一般为2~5kg/t。
由于氧气转炉是利用炉料本身的化学热和物理热,热效率高,不需外加热源。
因此燃料和动力消耗方面比平炉和电炉均低。
氧气转炉的高效率和低消耗,使钢的成本较低。
(4)原料适应性强。
氧气转炉对原料的适应性强,不仅能吹炼平炉生铁,而且能吹炼P(0.5~1.5%)和高P(>1.5%)生铁,还可以吹炼钒、钛等特殊成分的生铁。
(5)基建投资少,建设速度快。
氧气转炉设备简单,重量轻,所占的厂商面积和所需要的重型设备的数量比平炉车间少,因此投资比相同产量的平炉低30~40%。
而且生产规模越大,基建投资就越省。
氧气转炉车间的建设比平炉车间快得多。
氧气转炉炼钢生产比较均衡,有利于与连铸机配合。
还有利于开展综合利用,如煤气回收及实现生产过程的自动化。
近年来由于氧气转炉炼钢与炉外精炼技术相结合,所炼钢种进一步扩大,目前能生产的钢种近300个。
1.3设计原则和指导思想对设计的总要求是技术先进,工艺上可行;经济上合理。
所以,设计应遵循的原则和指导思想是:1)遵守国家的法律、法规,执行行业设计有关标准、规范和规定,严格把关,精心设计;2)设计中对主要工艺流程进行多方案比较,以确定最佳方案;3)设计中应充分采用各项国内外成熟的新技术,因某种原因暂时不上的新技术要预留充分的可能性。
所采用的新工艺、新设备、新材料必须遵循经过工业性试验或通过技术鉴定的原则; 4)要按照国家有关劳动安全、工业卫生及消防的标准及行业设计规定进行设计;5)在学习、总结国内外有关厂家的生产经验的基础上,移植适用可行的先进技术;6)设计中应充分考虑节约能源、节约用地,实行资源的综合利用,改善劳动条件以及保护生态环境。
1.4 产品方案一、冶炼的钢种、代表钢号及其化学成份本设计冶炼的钢种、代表钢号及其化学成分见表2-1所示。
二、产品方案本设计产品方案见表2-2所示说明:1)年产合格坯总量,是指连铸坯产量;2)表中所有钢种均进行炉外精炼处理,包括吹氮、LF、VOD、RH处理等;3)产品方案中的合金比30.30%、连铸比100%、精炼比100%.4)连铸坯规格:铸坯断面尺寸(mm2),取决于轧材产品类型和轧机的规格,本设计是生产型材(角钢、工字钢、轻轨钢、圆钢等),轧机为1700轧机,采用方形铸坯,其断面应为250mm×250mm,2 氧气转炉炼钢车间2.1 初始条件拟建年产量为330万吨连铸坯的氧气转炉炼钢车间,相关技术参数如下:1)年产量:方坯330万吨;2)产品方案:普碳钢、低碳钢;2.2 公称容量选择[2]1)选取时炉子容量应和国家标准浇注起重机的起重能力相适应。
即吊车的起重能力必须大于转炉最大出钢量和钢包(有衬)的重量之和,并应有一定的富余能力。
参见表2-1所示确定转炉的公称容量为150t。
表2-1与转炉配套的钢包容量和浇注起重机的配合转炉2.3 座数的确定为了减少车间内的设备互相干扰,终有固数目的炉子在吹炼,以发挥生产潜力。
炉于座数不宜太多,但必须保持年间内始本设计是使用顶底复吹转炉冶炼,合考虑当前转炉炼钢车间的生产情况,选用"二吹二"的方案,这样同时也可以提高转炉的利用效率,减少资金的投入。
2.4根据生产规模和产品方案计算出年需钢水量。
根据表2-2选取每炉钢的平均冶炼周期取37min ,平均供氧时间为18min 。
年出钢炉数=1×间炼一炉钢的平均冶炼时=1×间炼一炉钢的平均冶炼时转炉作业率年日历时间144036580%1106638⨯⨯==每天出钢炉数=转炉作业率年日历天数年出钢炉数 =110663836580%=⨯—式中转炉作业率:取η=80%2.5 计算年产钢量在选定转炉公称容量和转炉工作之后,即可计算出车间的年产钢水量: W=Nnq式中 W —车间年产刚水量,t 。
n —车间经常吹炼炉子座数;N —每一座吹炼炉子的年出钢炉数; q —转炉公称容量;再根据浇注方法就可以计算出年产钢量:144036580%2150383319579W nNq t⨯⨯==⨯⨯=3 转炉物料平衡和热平衡计算炼钢过程的物料平衡与热平能量衡计算是建立在物质和能量的基础上的。
其主要目的是比较这个冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度、确定合理的设计参数和提高炼钢经济技术指标提供定量依据。