设计一座公称容量为80吨的转炉和氧枪
转炉炼钢5大制度
【本章学习要点】本章学习转炉炼钢的装入制度、供氧制度、造渣制度、温度制度及其操作,终点控制及出钢,脱氧及合金化,转炉吹损与喷溅,顶底复合吹炼,转炉操作事故及处理。
第一节转炉冶炼过程概述氧气顶吹转炉炼钢过程,主要是降碳、升温、脱磷、脱硫以及脱氧和合金化等高温物理化学反应的过程,其工艺操作则是控制装料、供氧、造渣、温度及加入合金材料等,以获得所要求的钢液,并浇成合格钢锭或铸坯。
从装料起到出完钢、倒完渣为止,转炉一炉钢的冶炼过程包括装料、吹炼、脱氧出钢、溅渣护炉、倒渣等几个阶段。
一炉钢的吹氧时间通常为l2~18min ,冶炼周期(相邻两炉之间的间隔时间,即从装料开始到装料开始或者从出钢毕到出钢毕)通常为30~40min。
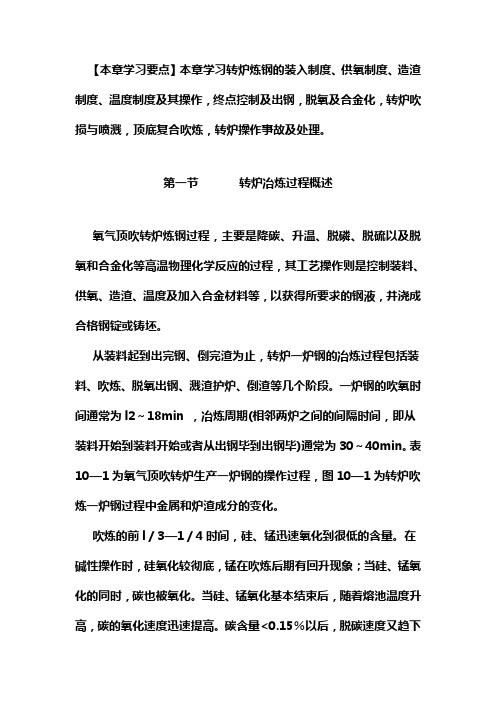
表10—1为氧气顶吹转炉生产一炉钢的操作过程,图10—1为转炉吹炼一炉钢过程中金属和炉渣成分的变化。
吹炼的前l/3—1/4时间,硅、锰迅速氧化到很低的含量。
在碱性操作时,硅氧化较彻底,锰在吹炼后期有回升现象;当硅、锰氧化的同时,碳也被氧化。
当硅、锰氧化基本结束后,随着熔池温度升高,碳的氧化速度迅速提高。
碳含量<0.15%以后,脱碳速度又趋下降。
在开吹后不久,随着硅的降低,磷被大量氧化,但在吹炼中后期磷下降速度趋缓慢,甚至有回升现象。
硫在开吹后下降不明显,吹炼后期去除速度加快。
熔渣成分与钢中元素氧化、成渣情况有关。
渣中CaO含量、碱度随冶炼时间延长逐渐提高,中期提高速度稍慢些;渣中氧化铁含量前后期较高,中期随脱碳速度提高而降低;渣中Si02,Mn0,P205含量取决于钢中Si,Mn,P氧化的数量和熔渣中其他组分含量的变化。
在吹炼过程中金属熔池升温大致分三阶段:第一阶段升温速度很快,第二阶段升温速度趋缓慢,第三阶段升温速度又加快。
熔池中熔渣温度比金属温度约高20-1000C。
根据熔体成分和温度的变化,吹炼可分为三期:硅锰氧化期(吹炼前期)、碳氧化期(吹炼中期)、碳氧化末期(吹炼末期)。
氧气顶吹转炉设计

氧气顶吹转炉设计姓名XXX学号XXXX冶金工程XXXX材料科学与工程学院目录1.原始条件------------------------------32.炉型选择------------------------------33.炉容比的确定------------------------34.熔池直径的计算---------------------45.炉帽尺寸的确定---------------------66.炉身尺寸的确定---------------------67.出钢口尺寸的确定------------------78.炉衬厚度确定------------------------89.炉壳厚度的确定---------------------910.验算高宽比---------------------------9氧气顶吹转炉设计1. 原始条件炉子平均出钢量为50t ,钢水收得率为92%,最大废钢比取20%,采用废钢矿石法冷却;铁水采用P08低磷生铁;氧枪采用五孔拉瓦尔型喷头,设计氧压为1.0MPa 。
2. 炉型选择根据初始条件采用筒球型作为设计炉型。
转炉由炉帽、炉身、炉底三部分组成,转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
有于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球型、锥球型和截锥型三种。
炉型的选择往往与转炉的容量有关。
和相同体积的筒球型相比,锥球型熔池比较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去P ,S 。
我国的中小型转炉普遍采用这种炉型。
3. 炉容比的确定炉容比是指转炉有效容积V t 与公称容量G 的比值V t /G(m 3/t)。
V t 系炉帽、炉身和熔池三个内腔容积之和。
公称容量以转炉炉役期的平均出钢量来表示。
确定炉容比应综合考虑。
通常,铁水比增大,铁水中Si 、S 、P 含量高,用矿石作冷却剂以及供氧强度提高时,为了减少喷溅或溢渣损失,提高金属收得率和操作稳定性,炉容比要适当增大。
80t转炉设计
80t 转炉设计原始条件炉子平均出钢量为80吨 铁水采用P08低磷生铁; 氧枪采用六孔拉瓦尔型喷头炉型选择新制定的技术规定中提出“≤100t 转炉一般采用截锥型活炉底。
”所以,80t 的转炉设计的炉型用截锥型。
该炉型的熔池形状为一倒截锥体,在装入量和熔池深度相同的情况下,其熔池最深,因此适宜于小容量转炉。
炉容比:V/T=0.92熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
它主要取决于金属装入量和吹炼时间。
例如,随着装入量的增加和吹炼时间缩短,单位时间的脱碳量和从熔池排出的CO 气体量增加。
此时,如不相应增大熔池直径,势必会使喷溅和炉衬蚀损加剧。
熔池直径:tGkD = 确定初期金属装入量G .取B=20% 则)(7992.012.02802122t B T G =⋅+⨯=⋅+=金η )(62.118.6793m G V ===金金ρ确定吹氧时间.根据生产实践,吨钢耗氧量,取吨钢耗氧量为50m 3/t ,并取吹氧时间为t =18min.则()[]min /78.218503⋅===t m 吹氧时间吨钢耗氧量供养强度取K=1.8 则)(025.416808.1m t G K D =⋅=⋅= 倒截锥体的底部直径d=0.7D=2.8175(m )熔池深度h :熔池深度系指熔池处于平静状态时从金属液面到炉底最低处的距离。
)(250.1025.4574.062.11574.0574.0222m D V D V h =⨯=⨯==)(金池 氧气射流穿透深度:m nTq H O 908.0678.28036.036.0256.0256.02=⎪⎭⎫⎝⎛⨯⨯=⎪⎪⎭⎫ ⎝⎛=穿穿H <h ,符合条件炉帽尺寸的确定顶吹转炉一般都用正口炉帽,其主要尺寸有炉帽倾角、炉口直径和炉帽高度。
设计时,应考虑到一下因素:确保其稳定性;便于兑铁水和加废钢;减少热损失;避免出钢时钢渣混出或从炉口流渣;减少喷溅。
炉帽倾角θ:倾角过小,炉帽内衬的不稳定性增加,容易倒塌;过大时,出钢时容易钢渣混出和从炉口大量流渣。
转炉吹氧相关计算

转炉吹氧相关计算一、120t转炉熔池深度的计算:(以1#转炉为例)1、熔池体积:V池=G/ρ式中,G-公称容量,取125t;ρ-钢水密度,取7.8t/m3。
V池=G/ρ=125/7.8=16.03 m32、熔池深度h:根据测厚仪测出1#转炉的熔池直径D=6570mm,熔池体积V池和熔池直径D及熔池深度h有如下关系:V池=0.665hD2-0.033D3所以h=V池+0.033D30.665D2=16.03+0.033×6.5730.665×6.572=884mm二、氧枪氧气射流冲击深度L的计算:通常冲击深度L与熔池深度h之比选取L/h≈0.4~0.6为宜。
操作实际证明,当L/h<0.3时,即冲击深度过浅,则脱碳速度和氧的利用率会大大降低,还会导致出现终点成分及温度不均匀的现象;当L/h>0.7时,即冲击深度过深,有可能损害炉底并喷溅严重。
1、枪位不变H0(基本枪位1.6m),选取1#转炉氧气压力0.43Mpa,0.60Mpa,计算冲击深度L。
当氧压p0=0.43Mpa时,氧气流量Q=13868m3/h,根据冲击深度L 的经验公式:L=34×p0×D喉/√H0+3.8式中,D喉—氧枪喷头喉口直径,取35.6mm;P0-氧气喷嘴压力,取0.43Mpa;H0—枪位,取基本枪位160cm;则L=34×0.43×35.6/√160+3.8=44.95cm对于五孔喷头取修正系数0.85,则修正后的冲击深度L=44.95×0.85=38.20cm,冲击深度L与熔池深度h的笔直L修/h=382/884=0.43。
当氧气压力位0.6Mpa时,氧气流量Q=19085 m3/h冲深度L=34×0.6×35.6/√160+3.8=61.21cm,修正后的冲击深度为61.21×0.85=52.03cm,冲击深度L与熔池深度h的比值L修/h=0.59。
氧枪设计

氧枪设计顶底复吹转炉是在氧气射流对熔池的冲击作用下进行的,依靠氧气射流向熔池供氧并搅动熔池,以保证转炉炼钢的高速度。
因此氧气射流的特性及其对熔池作用对转炉炼钢过程产生重大影响,氧枪设计就是要保证提供适合于转炉炼钢过程得氧气射流。
转炉氧枪由喷头、枪身和尾部结构三部分组成,喷头一般由锻造紫铜加工而成,也可用铸造方法制造,枪身由无缝钢管制作得三层套管组成。
尾部结构是保证氧气管路、进水和出水软管便于同氧枪相连接,同时保证三层管之间密封。
需要特别指出的是当外层管受热膨胀时,尾部结构必须保证氧管能随外层管伸缩移动,氧管和外层管之间的中层管时冷却水进出的隔水套管,隔水套管必须保证在喷头冷却水拐弯处有适当间隙,当外层管受热膨胀向下延伸时,为保证这一间隙大小不变,隔水套管也应随外层管向下移动。
(1)喷头设计:喷头是氧枪的核心部分,其基本功能可以说是个能量转换器,将氧管中氧气的高压能转化为动能,并通过氧气射流完成对熔池的作用。
1)设计主要要求为:A 正确设计工况氧压和喷孔的形状、尺寸,并要求氧气射流沿轴线的衰减应尽可能的慢。
B 氧气射流在熔池面上有合适的冲击半径。
C 喷头寿命要长,结构合理简单,氧气射流沿氧枪轴线不出现负压区和强的湍流运动。
2)喷头参数的选择:A 原始条件:类别\成分(%)C Si Mn P S 铁水预处理后设定值 3.60 0.10 0.60 0.004 0.005 冶炼Q235A,终点钢水C=0.10%根据铁水成分和所炼钢种进行的物料平衡计算,取每吨钢铁料耗氧量为50.4m3(物料平衡为吨钢耗氧52m3),吹氧时间为20min 。
转炉炉子参数为:内径6.532m ,熔池深度为1.601m ,炉容比0.92m3/t 。
转炉公称容量270t ,采用阶段定量装入法。
B 计算氧流量每吨钢耗氧量取 52m3,吹氧时间取20min min /70220270523m Q =⨯=C 选用喷孔出口马赫数为2.0、采用5孔喷头(如下图3-3所示),喷头夹角为14°喷孔为拉瓦尔型。
100t顶底复吹转炉炉型设计说明书

目录前言 (1)一、转炉炉型及其选择 (1)二、炉容比的确定 (3)三、熔池尺寸的确定 (3)四、炉帽尺寸的确定 (5)五、炉身尺寸的确定 (6)六、出钢口尺寸的确定 (6)七、炉底喷嘴数量及布置 (7)八、高径比 (9)九、炉衬材质选择 (9)十、炉衬组成及厚度确定 (9)十一、砖型选择 (12)十二、炉壳钢板材质与厚度的确定 (14)十三、校核 (15)参考文献 (16)专业班级学号姓名成绩前言:转炉是转炉炼钢车间的核心设备。
转炉炉型及其主要参数对转炉炼钢的生产率、金属收的率、炉龄等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度和与转炉配套的其他相关设备的选型。
所以,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉车间设计的关键。
设计内容:100吨顶底复吹转炉炉型的选择与计算;耐火材料的选择;相关参数的选择与计算。
一、转炉炉型及其选择转炉有炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球形、锥球型和截锥形等三种。
炉型的选择往往与转炉的容量有关。
(1)筒球形。
熔池由球缺体和圆柱体两部分组成。
炉型形状简单,砌砖方便,炉壳容易制造,被国内外大、中型转炉普遍采用。
(2)锥球型。
熔池由球缺体和倒截锥体两部分组成。
与相同容量的筒球型比较,锥球型熔池较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去磷、硫。
我国中小型转炉普遍采用这种炉型,也用于大型炉。
(3)截锥形。
熔池为一个倒截锥体。
炉型构造较为简单,平的熔池底较球型底容易砌筑。
在装入量和熔池直径相同的情况下,其熔池最深,因此一般不适用于大容量炉,我国30t以下的转炉采用较多。
不过由于炉底是平的,便于安装底吹系统,往往被顶底复吹转炉所采用。
氧气顶吹转炉设计

3.1 转炉炉型设计3.1.1 转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓,即平时所说的转炉的吨位。
它是转炉生产能力的主要标志和炉型设计的重要依据。
目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法:1)以平均金属装入量(t)表示;2)以平均出钢量(t)表示;3)以平均炉产良坯量(t)表示。
在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。
这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。
以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。
以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。
设计的公称容量与实际生产的炉产量基本一致。
所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。
(2)炉型的定义:转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料砌成的炉衬内形。
(3)炉型设计的意义转炉是转炉炼钢车间的核心设备,炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响,炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素,并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。
而且转炉一旦投产使用,炉型尺寸就很难再作改动,因为不论变动直径还是高度都牵涉到耳轴位置,它是与转炉基础联系在一起的,一般不能随意变动。
所以说,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提。
而炉型设计又是整个转炉设计的关键。
转炉设计

180t 顶底复吹转炉设计一、转炉炉型设计原始条件: 炉子平均出钢量180t 。
金属收得率取92%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}1、熔池形状确定转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
截锥型熔池尺寸如图(1)所示:则其体积为: )(12h2112d Dd D V ++=π熔(1) 熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
D=Kt G =1.63×15180=5.646m 式中G ——炉子公称容量,180t ;t ——平均每炉钢纯吹氧时间,取15分钟; K ——比例系数,根据炉子容量取1.63; (2)熔池深度h :根据经验,取D d 7.01== 3.952m其中熔池体积38.268.6180m GV c ===ρ故熔池深度: 20.574c V h D == 2646.5574.08.26⨯=1.465m校核26.0646.5465.1/==D h 符合要求 4、炉帽尺寸的确定(1)炉帽倾角θ:本计算中取θ=65度(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取48%则 d=48%D=0.48×5.646=2.710m(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辽宁科技学院课程实践报告课程实践名称:设计一座公称容量为X吨的转炉和氧枪指导教师:班级:姓名:2011年7 月12 日课程设计(论文)任务书题目:设计一座公称容量为80吨的转炉和氧枪系别:冶金工程系专业:冶金技术班级:学生姓名:学号:指导教师(签字):2011年 6 月 27日一、课程设计的主要任务与内容一、氧气转炉设计1.1氧气顶吹转炉炉型设计1.2氧气转炉炉衬设计1.3转炉炉体金属构件设计二转炉氧枪设计2.1 氧枪喷头尺寸计算2. 2氧枪枪身和氧枪水冷系统设计2.3升降机构与更换装置设计2.4氧气转炉炼钢车间供氧二、设计(论文)的基本要求1、说明书符合规范,要求打印成册。
2、独立按时完成设计任务,遵守纪律。
3、选取参数合理,要有计算过程。
4、制图符合制图规范。
三、推荐参考文献(一般4~6篇,其中外文文献至少1篇)期刊:[序号] 作者.题名[J].期刊名称.出版年月,卷号(期号):起止页码。
书籍:[序号] 著者.书写[M].编者.版次(第一版应省略).出版地:出版者,出版年月:起止页码论文集:[序号] 著者.题名[C].编者. 论文集名,出版地:出版者,出版年月:起止页码学位论文:[序号] 作者.题名[D].保存地:保存单位,年份专利文献:[序号] 专利所有者.专利题名[P].专利国别:专利号,发布日期国际、国家标准:[序号] 标准代号,标准名称[S].出版地:出版者,出版年月电子文献:[序号] 作者.电子文献题名[文献类型/载体类型].电子文献的出版或可获得地址,发表或更新日期/引用日期报纸:[序号]作者.文名[N].报纸名称,出版日期(版次)四、进度要求序号时间要求应完成的内容(任务)提要1 2011年6月27日-2011年6月29日调研、搜集资料2 2011年6月30日-2011年7月2日论证、开题3 2011年7月3日-2011年7月5日中期检查4 2011年7月6日-2011年7月7日提交初稿5 2011年7月8日-2011年7月10日修改6 2011年7月11日-2011年7月12日定稿、打印7 2011年7月13日-2011年7月15日答辩五、专业教研室审核意见教研室主任签字:年月日六、教学系审核意见教学副主任签字:年月日注:1.本任务书由指导教师编制完成,经教研室及所在系审核同意后生效。
2.本任务书一式两份(可复印),原件在毕业设计(论文)手册中,复印件由学生保存。
3.空白部分可根据内容多少自行增删。
课程设计内容及要求:指导教师:(签字)年月日课程设计评语:成绩:(五级分制)指导教师:(签字)年月日摘要本文着重介绍了80t转炉设备先进技术结构在中型转炉上的应用,对80t转炉设备进行了简要设计计算与理论研究。
介绍了氧枪喷头在炼钢过程中的应用和设计氧枪的计算过程和步骤,并对设计结果进行分析画出转炉及氧枪喷头的简图。
关键词:转炉设计;顶底复吹;氧枪AbstractThis paper emphatically introduces the advanced techniques and structures of 80t converter equipm ent allocated in Bao Shah Iron &Steel General Works and their applications to the medlum-sized converter.Brief design calculatl—oils and theoretic research are carried out for the 80t codverter equipment.For the gun must be introduced in the steel process applications and designing oxygen of a computation process, and steps, and to design the analysis of the converter and oxygen of the gun must be simplified.Keywords: Converter design; the combined—blowing system; oxygen gun一、氧气转炉设计 (2)1.1氧气顶吹转炉炉型设计 (2)1.1.1原始条件 (2)1.1.2炉型选择 (2)1.1.3 炉容比 (2)1.1.4熔池尺寸的计算 (2)1.1.5炉帽尺寸的确定 (3)1.1.6炉身尺寸的确定 (4)1.1.7出钢口尺寸的确定 (5)1.1.8底部供气构件设计 (5)1.2氧气转炉炉衬设计 (6)1.2.1炉衬材质的选择 (6)1.2.2炉衬的组成和厚度的确定 (6)1.3转炉炉体金属构件设计 (7)1.3.1炉壳作用 (7)1.3.2炉壳材质 (7)1.3.3炉壳厚度 (7)1.3.4转角半径 (8)1.3.5 支承装置 (8)二转炉氧枪设计 (10)2.1 氧枪喷头尺寸计算 (10)2.1.1转炉氧枪喷头尺寸计算 (10)2. 2转炉氧枪枪身尺寸计算 (12)2.3氧枪水冷系统设计 (14)2.3.1氧枪受热机理分析 (14)2.4 氧枪升降机构与更换装置 (15)结论 (17)参考文献 (18)致谢 (19)设计一座工称容量80吨的氧气转炉及所使用的氧枪一、氧气转炉设计1.1氧气顶吹转炉炉型设计1.1.1原始条件转炉的公称容量为80t1.1.2炉型选择合理的炉型应能适应炉内金属液、炉渣和炉气的循环运动规律,有利于提高供氧强度和减少喷溅,从而加快炉内物理化学反应,降低原材料消耗,考虑到转炉倾动力矩要小,炉壳容易制造,炉衬砖砌筑方便,以改善劳动条件。
结合中国已建成的转炉的设计经验,采用锥球型转炉。
1.1.3 炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅少,因此其炉容比比顶吹转炉小,但比底吹转炉要稍大。
本设计选用的炉容比为0.98m3/t..1.1.4熔池尺寸的计算和转炉的公称容量及其表示方法表1-1 系数K的推荐值转炉容量/t <20 30~50 50~120 250 K 2.0~2.3 1.85~2.10 1.75~1.85 1.5~1.55表1-2 平均每炉钢冶炼时间推荐值转炉容量/t <50 30~100 >100 备注冶炼时间/min 28~32(12~16)32~38(14~18)38~45(16~20)结合供氧强度、铁水成分、所炼钢种等具体条件确定熔池尺寸计算主要是确定熔池直径和熔池深度。
熔池直径和熔池深度不是两个孤立的尺寸,而是两个相互制约的尺寸参数。
在设计时应保证熔池直径与熔池深度之比在一个适合的范围内,已建成转炉的熔池深度直径比值在0.23~0.54范围内波动,一般为0.31~0.33。
(1)熔池直径(D)。
熔池直径(D)是指转炉熔池在平静状态时金属液面的直径。
利用统计方法,找出现有炉子直径和容量之间的关系,作为计算熔池直径的依据。
根据武汉钢铁设计院推荐的公式,得:D = 0.392T +20 式中,T 为转炉公称容量。
∴ D = 0.3928020+ = 3.92m(2)熔池深度(H 0)。
熔池深度是指转炉熔池在平静状态时,从金属液面到炉底的深度。
对于一定容量的转炉,炉型和熔池直径确定之后,便可利用几何公式计算出锥球型转炉熔池深度H 0。
锥球型熔池由倒锥台和球缺体两部分组成,利用截锥体积和球冠体积公式,可进行计算:V 池 = 12π( H 0-H 1)(D 2+DD 1+D 21)+π H 1(R-30H )式中,H 1为缺球体部分的高度:R 为缺球体部分曲率半径; D 为熔池直径; D 1为倒锥台底面直径。
根据统计,取R=1.1D ,H 1=0.09D ,D 1=0.895D 代入上式化简后得: V 池 = 0.70D 2H 0 – 0.0363D 3又根据熔池定义,熔池体积V 池应等于金属液体积V 金,即 V 池=V 金 式中,V金为新炉金属装入量占有的体积,V金=G/金ρ,金ρ为金属液密度,取金ρ=7.0t/m 3。
∴ V 池=V 金=83/7.0=11.9≈12m 3∴ H 0=D D V 2370.0363.00+池=)()(92.370.092.30363.01223⨯⨯+=1.32m 结合上面求得的熔池直径和熔池深度,得熔池深度直径比H 0/D 为:H 0/D=1.3/3.92=0.33,符合设计要求。
(3)熔池其他尺寸的确定:球冠的弓形高度:hl=0.09D=0.09⨯3.92=0.3528m 炉底球冠曲率半径:R=1.1D=1.1⨯3.92=4.312m 1.1.5炉帽尺寸的确定氧气转炉一般采用正口炉帽,主要尺寸有炉口直径、炉帽倾角和炉帽高度。
(1)炉帽倾角θ。
炉帽倾角θ是指炉子处于直立位置时,炉帽与水平线之间的夹角。
它的大小应便于炉气的逐渐收缩逸出,以减少炉气对炉帽衬砖的冲刷侵蚀。
根据已建成投产的转炉的炉帽倾角一般为600~680, 大炉子取下限,小炉子取下限。
故本例取θ=650。
(2)炉口直径d 。
在满足兑铁水、加废钢和辅助材料、出渣修炉等操作要求的前提下,应尽量缩小炉口直径,以便减少喷溅、热量损失和冷空气的吸入量。
一般炉口直径为:d =(0.43~0.53)D大炉子取上限,小炉子取下限。
故取d=0.48D=0.48⨯3.92=1.88m(3)炉帽高度H 帽。
炉帽总高度是截锥体高度(H 高)与炉口直线段高度(H 直)之和。
设置直线段的目的是为了保持炉口形状和保护水冷炉口,其高度H 直一般为300~400mm,取H 直=300mm 。
炉帽高度的计算公式如下:H 帽= H 高+ H 直=21(D-d)tan θ +300=21⨯(3920-1880)tan650+300=2.49m炉帽的有效容积V 帽为: V 帽=V 锥+V 直=12πH 锥(D 2+Dd+d 2)+4πd 2H 直=1214.3⨯( 2.49-0.3)⨯[(3.92)2+3.92⨯1.88+(1.88)2]+414.3⨯(1.88)2⨯0.30=15.9m 3≈16m 31.1.6炉身尺寸的确定 转炉在熔池面以上、炉帽以下的圆柱体部分称为炉身。
一般炉身的直径就是熔池直径。
炉身高度H 身可按下式计算:(1)炉膛直径 D 膛=D=3.92m(2)根据选定的炉容比为tm /90.03,可求出炉子的总容积V 总=0.90⨯80=723mV 身=V 总-V 池-V 帽=72-11.26-15.9=44.843m (3) ∴ H 身=)92.3(14.384.4442⨯⨯=3.72m 则炉型内高H 内=H 0+H 帽+H 身=1.32+2.49+3.72=7.53m 1.1.7出钢口尺寸的确定转炉设置出钢口的目的是为了便于渣钢分离,使炉内钢水以正常的速度和角度流入钢包中,阻止炉渣流入钢包,以利于在钢包内进行脱氧合金化作业和提高钢的质量。