塑料件结构设计中关于出模方向与脱模斜度的探讨汇总
塑件脱模斜度设计要点
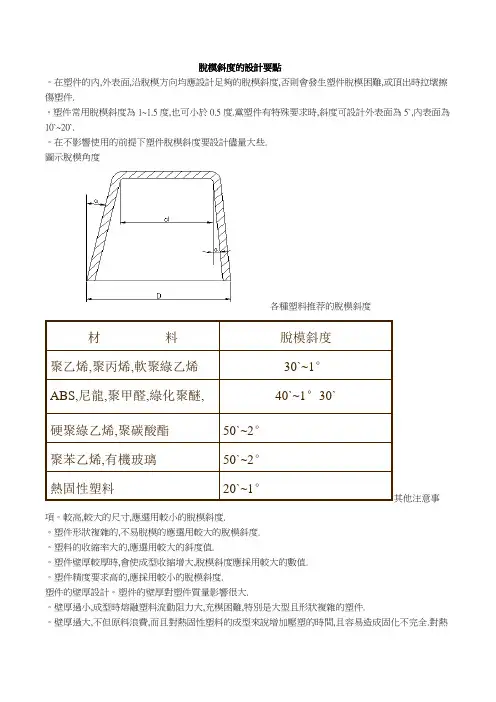
脫模斜度的設計要點。
在塑件的內,外表面,沿脫模方向均應設計足夠的脫模斜度,否則會發生塑件脫模困難,或頂出時拉壞擦傷塑件.。
塑件常用脫模斜度為1~1.5度,也可小於0.5度.黨塑件有特殊要求時,斜度可設計外表面為5`,內表面為10`~20`.。
在不影響使用的前提下塑件脫模斜度要設計儘量大些. 圖示脫模角度各種塑料推荐的脫模斜度其他注意事項。
較高,較大的尺寸,應選用較小的脫模斜度. 。
塑件形狀複雜的,不易脫模的應選用較大的脫模斜度. 。
塑料的收縮率大的,應選用較大的斜度值.。
塑件壁厚較厚時,會使成型收縮增大,脫模斜度應採用較大的數值. 。
塑件精度要求高的,應採用較小的脫模斜度. 塑件的壁厚設計。
塑件的壁厚對塑件質量影響很大.。
壁厚過小,成型時熔融塑料流動阻力大,充模困難,特別是大型且形狀複雜的塑件.。
壁厚過大,不但原料浪費,而且對熱固性塑料的成型來說增加壓塑的時間,且容易造成固化不完全.對熱20`~1°熱固性塑料50`~2° 聚苯乙烯,有機玻璃 50`~2° 硬聚綠乙烯,聚碳酸酯 40`~1°30`ABS,尼龍,聚甲醛,綠化聚醚,30`~1° 聚乙烯,聚丙烯,軟聚綠乙烯 脫模斜度 材 料塑性塑料則增加冷卻時間,更重要的是塑件產生氣泡,縮孔,翹曲變形等缺陷.在Notebook設計中壁厚的注意事項。
一般壁厚要大於0.8mm,如有特殊時也可達到0.6mm.。
Case_lcd_bezel壁厚一般為1.2~1.8mm.。
Case_lcd_cover壁厚一般為1.5~1.8mm.。
Case_top_case壁厚一般為1.7~1.8mm.。
Case_bottom_case壁厚一般為1.6mm.圓角的設計。
為了避免應力集中,提高塑件的熔料流動性及便於脫模,在塑件的各面或內部連接處應採取圓弧過度.r=(1/2~1)hR=r+h兩壁厚度相等圓角半徑計算圖示條件r>=(h1+h2)/2R=r+(h1+h2)/2 兩壁厚不等圓角半徑計算圖示條件。
结构设计时脱模斜度的处理
结构设计时脱模斜度的处理由于塑件成型时冷却过程中产生收缩,使其紧箍在凸模或成型芯上,为了便于脱模,防止因脱模力过大而拉坏塑件或其表面受损,与脱模方向平行的塑件内,外表面都应具有合理的斜度。
脱模斜度的大小与下列因素有关----产品精度、成型的塑胶材料、零件尺寸:1、制件精度要求越高,脱模斜度应越小;2、尺寸大的制件,应采用较小的脱模斜度;3、制件的形状复杂不易脱模的,应选用较小的斜度;4、制件收缩率大,斜度也应加大;5、增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度;6、制件壁厚大,斜度也应加大;7、斜度的方向:内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下,脱模斜度可不受制件公差带的限制,高精度塑料制件脱模斜度则应当在公差带内;根据具体情况来看,斜度越小,对抛光要求就越高。
若小端尺寸不变,脱模斜度越大,大端胶位越厚,太厚的胶位容易引起产品表面缩水。
在允许的范围内,当然是斜度越大越利于脱模,对模具的加工和后期的保养都有好处。
斜度的具体大小简单说可以参照如下:1、光面零件斜度一般不小于0.5度;2、麻纱面,皮纹面,根据表面的粗糙程度和皮纹深浅,斜度一般1.5~3.5度;3、透明件,斜度不小于2度;3、大型零件,比如双桶洗衣机,斜度需要根据零件的允许最厚和最薄尺寸确定。
我们以前设计洗衣机,此情况斜度根据计算,放0.15~0.2度,就是依此为依据;另外,在绝大部分的产品设计中,拔模角就直接决定了分形线的位置。
那些合模线等外观缺陷是不能容忍到产品做出或是模具厂定出分型面后才发现的。
ID设计在某一方面来说是与生产上有些脱节的,中间的过程沟通需要结构工程师多去把握。
有不少结构工程师设计结构时都不放斜度,认为该由模具厂放,这是一个错误的观念,因为只有结构设计工程师最清楚零件的装配关系,而且数据经过转换后,他人去放斜度也增加不少困难。
外观建模以及结构设计时,可以参考以下准则,欢迎同仁朋友补充:1、在项目开发中,当工程师进行外观建模,也就是设计骨架零件时,就应该预先规划好各零件的拆分和各零件的开模方向,并在建模时考虑到脱模斜度的设计,直纹面可以使用拔模实现,曲面必须在构建曲线的时候就预留出角度;2、设计零件结构的时候就必须确定好开模方向和分型面;3、设计零件结构放拔模斜度时需要兼顾配合;4、其他细节,比如与配合无紧密关联的地方,拔模斜度可以由模具厂来定(当然要有个上下限);。
塑胶产品结构设计要点
塑胶产品结构设计要点1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
塑胶设计基础观念_脱模角度
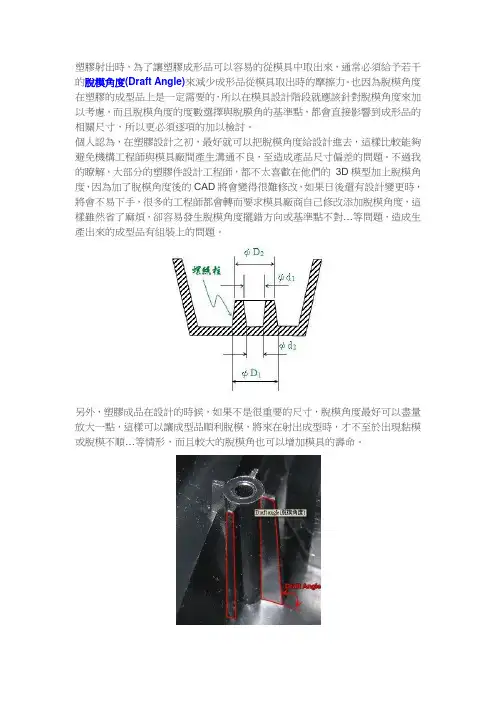
塑膠射出時,為了讓塑膠成形品可以容易的從模具中取出來,通常必頇給予若干的脫模角度(Draft Angle)來減少成形品從模具取出時的摩擦力。
也因為脫模角度在塑膠的成型品上是一定需要的,所以在模具設計階段就應該針對脫模角度來加以考慮,而且脫模角度的度數選擇與脫膜角的基準點,都會直接影響到成形品的相關尺寸,所以更必頇逐項的加以檢討。
個人認為,在塑膠設計之初,最好就可以把脫模角度給設計進去,這樣比較能夠避免機構工程師與模具廠間產生溝通不良,至造成產品尺寸偏差的問題。
不過我的瞭解,大部分的塑膠件設計工程師,都不太喜歡在他們的3D模型加上脫模角度,因為加了脫模角度後的CAD將會變得很難修改,如果日後還有設計變更時,將會不易下手,很多的工程師都會轉而要求模具廠商自己修改添加脫模角度,這樣雖然省了麻煩,卻容易發生脫模角度擺錯方向或基準點不對…等問題,造成生產出來的成型品有組裝上的問題。
另外,塑膠成品在設計的時候,如果不是很重要的尺寸,脫模角度最好可以盡量放大一點,這樣可以讓成型品順利脫模,將來在射出成型時,才不至於出現黏模或脫模不順…等情形,而且較大的脫模角也可以增加模具的壽命。
所謂脫模角度的大小,一般來說是以其斜度(傾斜角度)或是錐拔(TAPER;左右對稱時)來表示。
一般情形下的脫模角度大致可以分類如下:▪標準的脫模角度約是1/30~1/60(約1°~2°)。
▪在某些要求特別高的尺寸精度下,有時也會使用1/100~0.5/100(約1/2°~1/4°)的脫模角度。
▪有些特殊要求的地方也可以要求沒有脫模角度(0°),但不太建議就是了,因為容易發生不脫模或黏模等情形,而且還必頇使用脫模劑。
脫模劑有些時候會造成塑膠產品的龜裂及污漬。
▪通常在母模面的外觀都會有咬花(texture)需求,其加工紋路常常會形成死角部位(undercut),所以脫模角度必頇比一般情形再大一些,其所賦予的脫模角度,最好可以有2°以上,當然對那些咬花程度比較粗糙者,其脫模角度甚至可能要求高達到3°~5°。
脱模斜度的设计原则
脱模斜度的设计原则一、引言在模具设计中,脱模斜度是一个非常重要的设计参数。
它直接影响到产品的成型质量和生产效率。
因此,正确地设计脱模斜度是保证产品质量和提高生产效率的关键之一。
二、脱模斜度的定义脱模斜度是指在模具中加入一定角度的倾斜,以使得模具中的零件能够顺利地从模具中取出而不会卡住或者损坏。
三、脱模斜度的分类1.正常脱模斜度:指产品表面与垂直方向所成的夹角,通常为1-3°。
2.特殊脱模斜度:指需要特别考虑材料流动方向或者加工方式等因素而设置的倾角。
四、脱模斜度的设计原则1.结合产品特点进行设计。
不同形状、尺寸和材质的产品所需的脱模斜度不同,需要根据实际情况进行调整。
2.保证产品表面质量。
设置适当的正常脱模斜度可以减少表面缺陷和气泡等问题。
3.考虑材料流动方向。
对于注塑件等需要充填材料的产品,需要根据材料流动方向设置特殊脱模斜度,以保证材料能够完全充填模具。
4.考虑加工方式。
对于需要进行后续加工的产品,需要考虑后续加工时的方便程度,如钻孔、铣削等。
5.考虑模具结构。
在设计脱模斜度时需要考虑模具结构的复杂程度和制造难度,以保证设计方案的可行性。
五、脱模斜度的实际应用1.注塑件的脱模斜度一般为1-3°,同时还需根据材料流动情况设置特殊脱模斜度。
2.压铸件的脱模斜度一般为1-2°,同时还需考虑铸件表面质量和后续加工要求。
3.拉伸件的脱模斜度一般为2-4°,同时还需考虑拉伸方向和表面质量要求等因素。
六、总结正确地设计脱模斜度是保证产品质量和提高生产效率的关键之一。
在实际应用中需要根据产品特点、材料流动方向、加工方式和模具结构等因素进行综合考虑。
塑胶产品结构设计准则--出模角篇
塑胶产品结构设计准则--出模角篇基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角”出模角〔。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。
此外,当产品需要长而深的肋骨及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表不同材料的设计要点ABS一般应用边0.5°至1°就足够。
有时因为抛光纹路与出模方向相同,出模角可接近至零。
有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。
正确的出模角可向蚀纹供应商取得。
LCP因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
在所有的肋骨、壁边、支柱等凸出膠位以上的地方均要有最小0.2-0.5°的出模角。
若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
塑件脱模斜度
塑件脱模斜度
塑件脱模斜度是指塑件在脱离模具时,其壁面与脱模方向之间所设计的斜度。
这个斜度的设计是为了确保塑件能够顺利地从模具中脱出,避免塑件在脱模过程中受到损坏或者产生变形。
脱模斜度的设计需要考虑多个因素,包括塑件的材质、壁厚、形状、脱模方式等。
一般来说,塑件的脱模斜度应该根据具体情况进行设计,通常在1°~3°之间。
如果塑件的壁厚较厚或者形状较复杂,可能需要适当增大脱模斜度。
在设计脱模斜度时,还需要注意以下几点:
1.脱模斜度的方向应该与塑件的脱模方向一致,以确保塑件能够顺
利脱模。
2.脱模斜度的设计应该考虑到模具的制造精度和磨损情况,以确保
在实际生产过程中塑件能够正常脱模。
3.在设计脱模斜度时,还需要考虑到塑件的外观要求。
如果塑件对
外观要求较高,可能需要采用较小的脱模斜度,以避免塑件表面出现明显的痕迹或变形。
总之,塑件脱模斜度的设计是注塑模具设计中的重要环节之一,需要根据具体情况进行合理设计,以确保塑件能够顺利、完整地从模具中脱出。
塑胶产品厚度和脱模斜度设计要点
塑胶产品厚度和脱模斜度设计要点1.3、厚度设计实例塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。
塑件的壁厚过大,不仅会因用料过多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。
对提高生产效率不利,容易产生汽泡,缩孔,凹陷;塑件壁厚过小,则熔融塑料在模具型腔中的流动阻力就大,尤其是形状复杂或大型塑件,成型困难,同时因为壁厚过薄,塑件强度也差。
塑件在保证壁厚的情况下,还要使壁厚均匀,否则在成型冷却过程中会造成收缩不均,不仅造成出现气泡,凹陷和翘曲现象,同时在塑件内部存在较大的内应力。
设计塑件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。
2 脱模斜度2.1 脱模斜度的要点脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。
脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。
具体选择脱模斜度时应注意以下几点:a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
如下图1-1。
图1-1b. 凡塑件精度要求高的,应选用较小的脱模斜度。
c. 凡较高、较大的尺寸,应选用较小的脱模斜度。
d. 塑件的收缩率大的,应选用较大的斜度值。
e. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
f. 一般情况下,脱模斜度不包括在塑件公差范围内。
g. 透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应大于3°,ABS及PC料脱模斜度应大于2°。
h. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5°的脱模斜度,视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。
塑胶拔模斜度
塑胶拔模斜度塑胶拔模斜度是指在塑胶注塑过程中,为了方便模具中的产品顺利脱模,需要在模具设计中加入一定的斜度。
本文将从塑胶拔模斜度的定义、作用、设计原则以及影响因素等方面进行探讨。
一、塑胶拔模斜度的定义塑胶拔模斜度是指在塑胶注塑模具设计中,为了保证产品顺利脱模而设置的一定角度。
斜度的设置可以减小模具与产品之间的摩擦力,使产品能够顺利脱模,避免模具磨损或产品变形等问题。
1. 降低脱模力:塑胶拔模斜度能够减小产品与模具之间的接触面积,从而降低脱模力,使产品容易脱离模具。
2. 避免产品变形:通过设置合适的拔模斜度,可以避免产品在脱模过程中发生变形,保证产品的质量。
3. 减少模具磨损:拔模斜度可以减小模具与产品之间的摩擦力,降低模具磨损的程度,延长模具使用寿命。
三、塑胶拔模斜度的设计原则1. 斜度大小:拔模斜度的大小应根据具体产品的形状和尺寸来确定,一般来说,较小的产品可以设置较小的斜度,而较大的产品则需要较大的斜度。
2. 斜度方向:一般情况下,拔模斜度应与产品的脱模方向一致,以保证产品能够顺利脱离模具。
3. 斜度均匀:拔模斜度应在整个产品表面上均匀分布,不能出现过大或过小的局部斜度。
4. 模具结构:在模具设计中,应充分考虑拔模斜度的设置,合理设计模具结构,以便更好地实现产品的顺利脱模。
四、影响塑胶拔模斜度的因素1. 产品材料:不同的塑料材料具有不同的流动性,流动性较好的材料可以设置较小的斜度,而流动性较差的材料则需要较大的斜度。
2. 产品结构:产品的形状和结构也会影响拔模斜度的设置,复杂的产品形状通常需要较大的拔模斜度。
3. 模具材料:模具材料的硬度和表面光滑度也会影响拔模斜度的设置,硬度较高且表面光滑的模具可以设置较小的斜度。
塑胶拔模斜度在塑胶注塑过程中起着重要的作用。
合理设置拔模斜度可以降低脱模力,避免产品变形,减少模具磨损,从而提高产品质量和模具的使用寿命。
在模具设计中,需要根据具体产品的形状和尺寸,合理设置拔模斜度,并考虑材料和结构等因素的影响。
塑件的脱模斜度
塑件的脱模斜度
塑料从熔融状态转变为固体状态将产生一定量的尺寸收缩,制品在冷却或固化过程中围绕凸模和型心产生收缩而包紧。
为了便于塑料制品脱模,防止脱模时划伤制品表面,与脱模方向平行的塑件表面一般应具有合理的脱模斜度。
脱模斜度的大小与塑件的收缩率、塑件的形状、塑件的壁厚及部位有关。
一般聚乙烯、聚丙烯为30分到1度;ABS为40分到1度30分;聚碳酸脂为50分到2度。
制品内、外壁面都应有脱模斜度,若只有内壁面脱模斜度,脱模时制品将黏附在凹模表面。
若只有外壁面脱模斜度,脱模时制品将黏附在凸模表面。
模具制品上布置平行于模具启闭方向筋的壁面应有脱模斜度。
在确定脱模斜度过程中,要注意考虑3方面的关系
1)在必须保证塑件尺寸精度和制品有特殊要求时,脱模斜度造成的制品尺寸误差必须限制在该尺寸精度的公差之内和满足特殊要求
2)为避免或减小脱模力过大而损伤注塑件,对于收缩较大,形状复杂,型心包紧面积较大的塑件,应该考虑较大的脱模斜度。
3)为使注塑开模后,塑件留在动模一侧的型心上,可以考虑塑件的内表面取较小的脱模斜度
另外,对有花纹的侧表面需特大的脱模斜度,常见的有4度到5度,每0。
025mm花纹深度要取1度以上脱模斜度。
壳类塑件上有成排网格式孔板时,要取4度到8度以上型孔斜度,孔越多越密,斜度越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分模线在零件中间与分模线在零件下端工艺对比:
塑料零件生产时,模具在数百吨的合模压力下容易产生微小的变形与 位移,特别是在模具寿命达到一定程度时; 分模线在零件中间时模具变形与位移夸张显示如下:
分模面周圈 夹线
外型面产生断差 缺陷
分模线在零件下端时模具变形与位移夸张显示如下:
分模面无明显 夹线
外型面无缺陷
所以,塑料零件结构设计中尽量采用分模线在 零件下端的方式; 分模线在零件中间的方式设计只有在配合零件 斜度冲突不可避免且分模线在产品最终装配的非外 露表面上才可采用;
图例四通过零件出模方向的角度调整,较好的满 足了零件间隙和脱模斜度的工艺要求。虽然摆角度使 结构设计复杂化,但是如果设计阶段不考虑出摸方向 与脱模斜度等工艺因素,而在模具制造阶段增加斜度 将产生较大间隙或者干涉,问题将不可避免,无法保 证产品品质。
塑料件结构设计中关于出模 方向与脱模斜度的探讨
南京开维汽车设计有限公司
王秀成
塑料件与钣金件因模具工艺不同, 因而设计思想也有很大的不同,其中 之一就是塑料件的出模方向与脱模斜 度的问题。
塑料模具可以简化表示如下:模具母模ຫໍສະໝຸດ 零件出模方向零件脱模斜度
模具公模仁
在模具上,零件的主出模方向只有一个:在 模具的Z轴方向上; 在产品上,不同零件的主出模方向在3D空 间上各有不同;
零件的出模方向主要由产品的造型及功能要求决定。这就是说:在产品设计 的美工造型、油泥模型、外形曲面造型、零件分件等阶段就已经要考虑了, 这里仅仅探讨在结构设计中出模方向与脱模斜度的相互关系。
首先举一例:
这是两个简单并列组装的零件,有四种设计可作对比, 简化表示如下:
对比分析:图 例一未设计脱 模斜度,NG 图例二外观间 隙较大,客户 不接受; 图例三右零件 分模线在零件 中间,? 图例四,OK