第九章 顶出脱模机构设计
冲裁模推出和顶出机构的结构设计
摘要:分析了模具推出机构及顶出装置的分类,工作原理以及在使用该结构时需要注意的问题。
关键词:推出装置顶出装置结构设计在冲模中设置推出和顶出机构的主要目的是将堵塞在凹模洞口中的推出(凹模在上模)或顶出(凹模在下模)。
下面我们就推出和顶出机构的结构设计展开讨论。
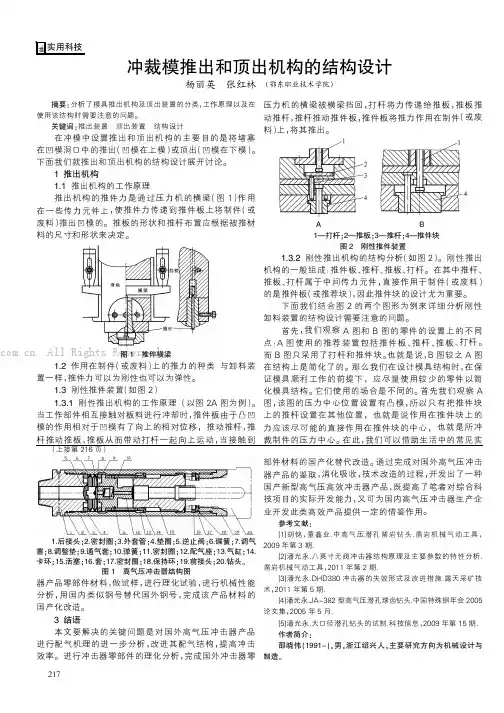
1推出机构1.1推出机构的工作原理推出机构的推件力是通过压力机的横梁(图1)作用在一些传力元件上,使推件力传递到推件板上将制件(或废料)推出凹模的。
推板的形状和推杆布置应根据被推材料的尺寸和形状来决定。
图1推件横梁1.2作用在制件(或废料)上的推力的种类与卸料装置一样,推件力可以为刚性也可以为弹性。
1.3刚性推件装置(如图2)1.3.1刚性推出机构的工作原理(以图2A图为例)。
当工作部件相互接触对板料进行冲却时,推件板由于凸凹模的作用相对于凹模有了向上的相对位移,推动推杆,推杆推动推板,推板从而带动打杆一起向上运动,当接触到压力机的横梁被横梁挡回,打杆将力传递给推板,推板推动推杆,推杆推动推件板,推件板将推力作用在制件(或废料)上,将其推出。
A B1—打杆;2—推板;3—推杆;4—推件块图2刚性推件装置1.3.2刚性推出机构的结构分析(如图2)。
刚性推出机构的一般组成:推件板、推杆、推板、打杆。
在其中推杆、推板、打杆属于中间传力元件,直接作用于制件(或废料)的是推件板(或推荐块),因此推件块的设计尤为重要。
下面我们结合图2的两个图形为例来详细分析刚性卸料装置的结构设计需要注意的问题。
首先,我们观察A图和B图的零件的设置上的不同点:A图使用的推荐装置包括推件板、推杆、推板、打杆。
而B图只采用了打杆和推件块。
也就是说,B图较之A图在结构上是简化了的。
那么我们在设计模具结构时,在保证模具顺利工作的前提下,应尽量使用较少的零件以简化模具结构。
它们使用的场合是不同的。
首先我们观察A 图,该图的压力中心位置设置有凸模,所以只有把推件块上的推杆设置在其他位置,也就是说作用在推件块上的力应该尽可能的直接作用在推件块的中心,也就是所冲裁制件的压力中心。
非常经典的塑模顶出系统设计标准
1顶针、扁顶针顶出
1.2 顶针位的布置原因
合理布置不合理布置
1—镶件2—扁顶针尖、薄钢
碰前模面
1—前模 2—顶针 3—后模
(5)防止尖钢、薄钢,特别是顶针顶面不可碰触前模面。
如上右图
1.3.顶针选用原因
1.4 顶针、扁顶针配合间隙
1.5顶针固定
固定顶针一般是在面针板加工台阶固定,为防止顶针转动,常用方式有两种:一种顶
回针
推板
边钉
垫块
台阶(猪嘴形)柱位
推板型芯
推板型芯
固定板
配合锥面
型芯产生过切
线切割
加工线
型芯锥面采用线切割加工时,注意线切割和型芯顶部应有的间隙,如图
延迟顶出
在一些模具中,某些顶针需要延迟顶出,以到达较理想的顶出效果。
如下列图所示,由于潜水浇口离塑件边很近,假设采用同步顶出,潜水浇口弹出时有可能会弹伤塑件,因此,顶针
用延迟顶出。
在顶出初始阶段,顶针3 并不动,当顶出行程到达
7,再推动顶针3 开场顶出流道,从而防止了浇口弹伤塑件的现象。
图中
程,顶针3 的顶出行程为H-S,其中S 的大小取决于潜水浇口的形状及其和塑件的远近程度等。
注塑成型工艺第九章侧向分型与抽芯机构
材料:T10A、T8A及20钢 渗碳淬火,热处理硬度在 55HRC以上,表面粗糙度Ra 不大于0.8 μm
配合:斜销与其固定板采用H7/m6或H7/n6;与滑 块斜孔采用较松的间隙配合,如H11/d11,或留有0.5~ 1mm间隙,此间隙使滑块运动滞后于开模动作,且使分 型面处打开一缝隙,使塑件在活动型芯未抽出前获得松动, 然后再驱动滑块抽芯。
与β=0(即抽芯方向垂直开模方向)情况相比,斜销倾 角相同时,所需开模行程和斜销工作长度可以减小,而开 模力和斜销所受的弯曲力将增加,其效果相当于斜销倾角 为(α+β)时的情况。
由此可 见斜销的 倾角不能 过大,以 α+β≤15~ 20°为宜, 最大不能 超过25°。
③滑块抽拔方向朝定模方向倾斜β角时[图9—9(b)]
求斜销直径的另一种方法:采用查表法来确定。查 表前,首先要计算出抽芯力Fc,根据Fc和斜销倾角由表 9-l查出最大弯曲力,然后根据最大弯曲力、侧型芯中心 线与斜销固定底面的距离Hw(图9—8,Hw=Lcosα)以及斜 销的倾角由表9—2查得斜销的直径d。
4.斜销的长度
确定了斜销倾角α、有效工作长度L和直径d之后,可
H S cot (9-2)
斜销有效工作长度L与倾角α的关系为
L S
s in
(9-3)
上两式可见:倾角α增大,为完 成抽芯所需的开模行程及斜销有效 工作长度均可减小,有利于减小模 具的尺寸。
α对斜销受力情况的影响:
抽芯时滑块在斜销作用下沿导滑槽运动,忽略摩擦 阻力时,滑块将受到下述三个力的作用[图9—8 (a)],抽 芯阻力Fc、开模阻力Fk(即导滑槽施于滑块的力)以及斜 销作用于滑块的正压力F’。由此可得抽芯时斜销所受的 弯曲力F (与F’大小相等,方向相反)。
模塑制件顶出脱模机构设计
摘 要 :为 简化 设 计 , 留模 方 向 确 定 、 顶 出机 构 、 对 单 多顶 出机 构 、 动 顶 出机 构 进 行 气 分析 , 出 了材 料 的热 收 缩 率 、 件 在 模 具 上 的摩 擦 面积 、 空度 是 影 响 制 品 留模 方 向 提 制 真
的 关键 因素 。在 顶 出机 构 设 计 部 分 , 为模 具 的顶 出机 构 配合 段 结构 形 式 、 配合 段 长 度 、
温才能进行脱 模操 作 , 料与模 具 之 间就会 由 材
28
模 具 技 术 2 1 . . 0 0 No 3
文 章 编 号 :0 14 3 ( 0 0 0 —0 7 0 1 0 — 9 4 2 1 ) 30 2 — 3
2 7
模 塑 制 件 顶 出 脱 模 机 构 设 计
陈蔚 岗, 国腾 张
( 哈尔 滨 玻 璃 钢 研 究 院 ,黑 龙 江 哈 尔 滨 1 0 3 ) 5 0 6
m e ha s wa o r duc rc i nd i pr e t l x b lt he m e hanim n or er t c ni m s t e e f i ton a m ov he f e i iiy of t c s i d o
第九章 注塑模的导向和脱模机构-江南大学
3、锥面导向、定位、锁紧:
4、模具与注塑机的导向:定位圈
二、顶出(脱模)系统: 1、设计要求:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
二、顶出(脱模))系统:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
二、顶出(脱模)系统:
2、顶出装置的分类:顶杆、顶管、推板
二、顶出(脱模)系统:
2、顶出装置的分类:
二、顶出(脱模)系统:
2、顶出装置的分类:
二、顶出(脱模)系统:
2、顶出装置的分类:
二、顶出(脱模)系统:
2、顶出装置的分类:
二、顶出(脱模)系统:
2、顶出装置的分类:
4:定模顶出机构:
二、顶出(脱模)系统:
5:自动脱螺蚊机构: A、电机驱动
二、顶出(脱模)系统:
5:自动脱螺蚊机构: B、螺杆螺母驱动
二、顶出(脱模)系统:
5:留模方式不定的处理:
二、顶出(脱模)系统:
5:留模方式不定的处理:
1、园柱形导柱、导套
(一般精度模具使用)
形状:
1、园柱形导柱、导套
(一般精度模具使用)
装配:
1、园柱形导柱、导套
(一般精度模具使用)
装配:
1、园柱形导柱、导套
(一般精度模具使用)
设计原则:
(1)导柱尽量布置在定模一侧,方便制品脱模、摘取。 (定模部分有斜导柱除外) (2)导柱尽量布置在模具四周,并且距离模具边缘足够的距离。 (3)导柱的长度应该比型芯的高度大6—8mm. (4)导柱的头部应为锥形、或者倒角。 (5)导柱的直径应与模加尺寸协调。 (6)应防止“错型”: 方法:等径,不对称布置 不等径,对称布置
模具顶出设计
出模比较困难的地方,排放顶针时要注意产品的大小,尽量将产品 做大,规格做少,放在筋位旁的顶针要注意距离筋位1~2MM,直径 Ф3以下的顶针需用有托顶针,Ф4及以上顶针一般直接在深孔钻直 接加工到位。
方顶针一般用在产品有深筋位(20MM以上)不利于圆顶针顶出时, 一般加在筋位下部紧贴筋位侧壁,方顶顶出时一般会加防滑槽便于顶出, 在排位方顶时要注意放在筋位同侧,防止顶出时因产品收缩导致产品包 在方顶上造成产品难取。模仁上方顶孔需要先加工穿丝孔后线割加工到 位,订购方顶时要注意方顶托长防止顶出干涉。
司筒针
扁顶针具有深筋位无法下方顶时需在筋位下部下扁顶针,
因扁顶针强度较弱,尽量避免使用,订购扁顶针时托长要尽量 加长以增强其强度,但也要注意避空避免开模后顶出干涉。
当产品顶出只能在产品周边,且无法用推板顶出时用推块顶出, 推块四面拔1°~5°斜度,推块用螺丝与顶杆固定,顶杆材料为SKD61, 直接附螺牙图订购,推块一般用两个顶杆,起到防转作用,当只能用 一个顶杆时则要注意顶杆与推块之间加D型定位。推块订料时订一整 块料,先加工最后线割外形。
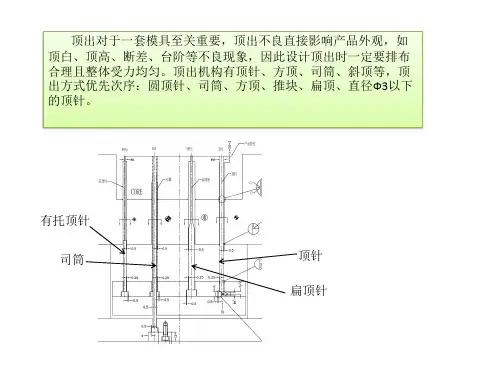
顶出对于一套模具至关重要,顶出不良直接影响产品外观,如
顶白、顶高、断差、台阶等不良现象,因此设计顶出时一定要排布 合理且整体受力均匀。顶出机构有顶针、方顶、司筒、斜顶等,顶 出方式优先次序:圆顶针、司筒、方顶、推块、扁顶、直径Ф3以下 的顶针。
有托顶针 司筒
顶针 顶针
圆顶针顶出是顶出系统最常用的机构,在设计顶出时,要注意
推块
当产品一圈深筋位且只能在内侧下顶出时,由于一圈若下
直顶会导致产品收缩后包在直顶上导致产品难取,此时需把直 顶改为小角度斜顶便于产品脱模,设计此类斜顶时要注意产品 收缩,斜顶行程要足够脱模,直顶基准平台比产品筋位端面要 高5MM左右以便保证筋位端面平整。
顶出脱模机构设计
2011-3-18
22
推管的形状有直通式和阶梯式两种 两种。 推管的形状有直通式和阶梯式两种。 直通式 直通式如上图b),适用于短推管 ),适用于短推管; 直通式如上图 ),适用于短推管; 阶梯式如图a),适用于长推管 ),适用于长推管。 阶梯式如图 ),适用于长推管。
2011-3-18
2011-3-18
10
2011-3-18
11
4.螺纹制品的脱模机构 螺纹制品的脱模机构
(1)活动型芯或型环脱模方式 )活动型芯或 将型芯或型环随制品一道脱出模外, 将型芯或型环随制品一道脱出模外,手 工旋下型芯或型环。 工旋下型芯或型环。 结构简单;生产率低,劳动强度大 结构简单;生产率低, 小批量) (小批量)
2011-3-18 15
图9-2 制品脱模受力分析
上述各项脱模阻力中, ) 上述各项脱模阻力中,1)与2)两项起决定作用, )两项起决定作用, 3)与4)两项可用修正系数的形式包括在脱模 ) ) 力计算公式之中。 力计算公式之中。
F脱=(F4-F3′)cosφ ( ) =(µF1cosφ-F1sinφ)cosφ ( =F1cosφ(µcosφ-sinφ)
动力源——开模力、顶出力或电动机驱动 开模力、顶出力或电动机驱动 动力源 开模力 两种方式: 两种方式:塑料制品移动 型芯或型环移动
2011-3-18
14
§ 9-2 脱模力计算及推出零件尺寸确定 一、计算脱模力
将制品从包紧的型芯上脱出时所需克服的 阻力称为脱模力。 阻力称为脱模力。 计算脱模力时应考虑: 计算脱模力时应考虑: 1)由收缩包紧力造成的制品与型芯的摩擦阻 力, ) 该值可由实验确定。 该值可由实验确定。 2)由大气压力造成的阻力。 )由大气压力造成的阻力。 3)由塑料的粘附力造成的脱模阻力。 )由塑料的粘附力造成的脱模阻力。 4)顶出机构运动摩擦阻力。 )顶出机构运动摩擦阻力。
1.4.7 顶出(脱模)机构设计[共5页]
46与︱缺点:侧向抽拔力较小。
行位回位时,大部分行位需由斜导柱启动,斜导柱受力状况不好。
特别注意:当驱动行位的斜导柱或斜滑板开始工作前,前、后模必须由导柱导向。
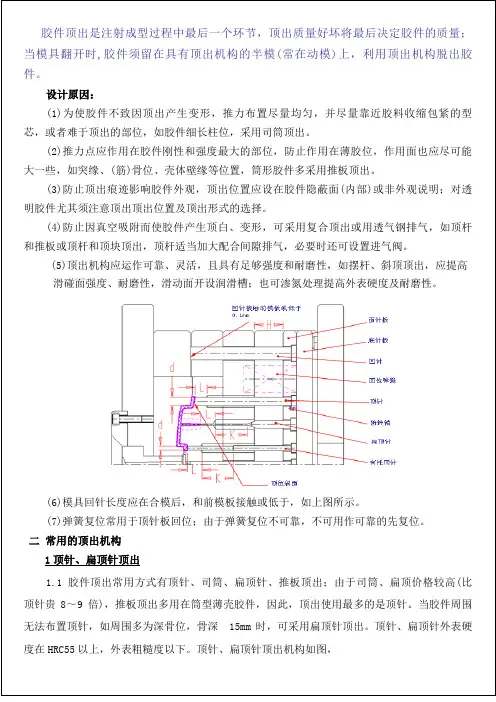
1.4.7 顶出(脱模)机构设计胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将决定最后胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。
脱模设计原则如下。
①为使胶件不致因脱模产生变形,推力布置应尽量均匀,并尽量靠近胶料收缩包紧的型芯,或者难于脱模的部位,如胶件细长柱位采用司筒脱模。
②推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶位,作用面也应尽可能大一些,如突缘、(筋)骨位、壳体壁缘等位置。
筒形胶件多采用推板脱模。
③避免脱模痕迹影响胶件外观,脱模位置应设在胶件隐蔽面(内部)或非外观表面;对透明胶件尤其需注意脱模顶出位置及脱模形式的选择。
④避免因真空吸附而使胶件产生顶白、变形,可采用复合脱模或用透气钢排气,如顶杆与推板或顶杆与顶块脱模,顶杆适当加大配合间隙排气,必要时还可设置进气阀。
⑤脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,如摆杆、斜顶脱模,应提高滑碰面强度、耐磨性,滑动面开设润滑槽;也可采用渗氮处理,提高表面硬度及耐磨性。
⑥模具回针长度应在合模后,与前模板接触或低于0.1mm,如图1-106所示。
图1-106 顶出(脱模)机构⑦弹簧复位常用于顶针板回位;由于弹簧复位不可靠,不可用作可靠的先复位。
1.顶针、扁顶针脱模胶件脱模常用方式有顶针、司筒、扁顶针、推板脱模;由于司筒、扁顶针价格较高(比顶针价格贵8~9倍),推板脱模多用在筒型薄壳胶件中,因此,脱模使用最多的是顶针。
当胶件周围无法布置顶针,如周围多为深骨位,骨深大于或等于15mm时,可采用扁顶针脱模。
顶针、扁顶针表面硬度在HRC55以上,表面粗糙度R a在1.6以下。
顶针、扁顶针脱模机构如图1-107所示,设置要点如下。
①顶针直径d≤φ2.5mm时,选用有托顶针,提高顶针强度。
模具设计—顶出系统
模具设计—顶出系统制品在模具中冷却固化之后,需切实可靠地将其从模具中推顶出来,这一机构称之为顶出系统。
同时必须保证,当模具闭合时,它不会与模具其它零部件发生干涉,并回到初始位置,以便开始下一循环。
4.1.顶出系统设计要点4.1.1.一般要求顶出制品脱离模具5~10mm,但对于大型深腔桶类制品而言,顶出行程为制品深度的2/3即可。
当产品上有骨位、柱位等结构时,一定要使其完全脱出模具。
4.1.2.顶出位置正确的顶出位置,应设在制品脱模困难的地方,制品的骨位、柱位以及对内模有包紧力的地方均应考虑设置顶出机构。
同时还应考卢顶出机构应设置在不影响制品外观的部位,并且不能与其它零件(如撑头螺丝等)发生干涉。
4.1.3.尽量选用大的顶针,大模不用小顶针(尤其是双节顶针)。
当在产品有相互配合的地方设置顶针时,顶针应高出后模面。
4.1.4.设置顶出机构时,应注意顶出产品的均衡性。
4.2.顶出机构的基本方式顶出机构的基本方式有:圆顶针、扁顶针、司筒、直顶、推板等。
4.2.1.圆顶针分为单节顶针和双节顶针两种,其规格见附图。
1).顶针与公模的配合长度一般为2~3倍顶针直径,但不能小于8,常用值为20mm。
车间为了加工方便,通常不做两级,公模全部配合B板避空。
2).当产品弧面上设置顶针时,为防止顶针顶出时滑动,需在顶针端面蚀纹或开“十”形防滑槽,槽深0.5mm。
3).顶针与周连零件的位置关系。
顶针边与骨位、镶件的最小距离为2mm,与产品边、运水最小距离为3mm。
4).顶针的管位当顶针位于圆弧面或者当顶针和司筒受胶位方向限制时,往往要设置管位装置,管位方式有下列几种: a.管位钉b.管位块c.顶针头部加工为直边5).某些产品不允许有顶出痕迹时,常采用垃圾顶出(旁顶) 。
6).有时为了达到制品留后模的目的,将顶针顶端加工成“Z”形头,要保证“Z”形头方向一致。
4.2.2.司筒1).当产品有空心柱子的结构且其高度较高时,要求采用司筒顶出。
塑料模具选修课件:第9章 推出机构设计
第九章推出机构设计§9.1 推出结构的结构组成与分类§9.2 推出力的计算§9.3 简单推出机构§9.4 二次推出机构§9.5 定、动模双向顺序推出机构§9.6 浇注系统凝料的推出机构§9.7 带螺纹塑件的脱模–使塑件及其浇注系统凝料从模具(凸模或凹模)中脱出的机构,又称为脱模机构。
–动作方向与开启模的运动方向一致的,通常由安装在注射机上的顶杆或液压缸来完成。
–推出机构设计的合理性与可靠性直接影响到塑件的质量,因此也是注射模设计的一个重要环节。
1. 推出机构的组成(典型结构)§9.1 推出结构的结构组成与分类–推出部件:Ø推杆、拉料杆、推杆固定板、推出板–推出导向部件:Ø推杆导柱、推杆导套–复位部件:Ø复位杆–其他:Ø支承钉推杆固定板垫板支承钉推出板拉料杆推杆导柱推杆导套推杆复位杆a)合模b)塑件及系统凝料推出2. 推出机构的分类–按驱动方式分:Ø机动推出机构Ø液压推出机构Ø气动推出机构Ø手动推出机构–按推出元件的类别分:Ø推杆推出机构Ø推管推出机构Ø推板推出机构–按模具结构特征分:Ø简单推出机构Ø二级推出机构Ø定模推出机构Ø浇注系统自动切断推出机构Ø带螺纹塑件的推出机构3. 推出机构的设计要求①尽量使塑件留于动模一侧Ø塑件留于动模,推出机构简单,否则要设计定模推出机构。
②保证塑件在推出过程中不变形不损坏③推出位置尽量选在塑件内侧,保证塑件外观良好④合模时应使推出机构正确复位⑤工作可靠、运动灵活、制造和更换容易顶针压下时留下的痕迹(顶白/Visible ejector marks )由于顶出导致的强烈变形(Deformation during demolding)在下部凹陷区由于强行脱模而导致的变形§9.2 推出力(脱模力)的计算–脱模力:将塑件从型芯上脱出时所需克服的阻力–包括:Ø成型收缩的包紧力及脱模时的摩擦力Ø不带通孔的壳体类塑件的大气压力Ø机构运动的摩擦力Ø塑件对模具的粘附力l开始脱模时瞬间所要克服的阻力,称为初始脱模力,以后脱模所需的力称为相继脱模力,后者比前者小l所以计算脱模力的时候,总是计算初始脱模力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、顶杆顶出脱模机构
2、顶杆导向装置
三、顶杆顶出脱模机构
3、顶杆固定
三、顶杆顶出脱模机构
4、顶杆复位
5、顶杆布排
四、其它顶出脱模机构
顶管顶出
四、其它顶出脱模机构
推板顶出
多元组合顶出
ቤተ መጻሕፍቲ ባይዱ
五、按顶出动作分类的脱模机 构
1、一次顶出脱模机构 2、二次顶出脱模机构 单项出底板:
弹簧式 、凸块拉杆式 、斜导柱滑块式 、带U型限制架式
二、脱模力计算
t 1 ) 厚壁件脱模力: ( d 20
2RESL( tg) 圆型截面: F (1 m K1 )k
矩型截面: F
2(a b) ESL( tg) (1 m k1 )k
k1 2R 2 /(t 2 cos2 2tR cos)
矩形: R
ab
三、顶杆顶出脱模机构
1、顶杆的形式 标准圆形截面顶杆:A、B、C 型 结构尺寸确定(基本型A): d:根据零件及脱模力确定。 D:D = d+(4~6) L:结构而定(校核压杆失稳) H:H=3~10 与孔配合: H8/f8 配合长度l=(2~3)d 表面粗糙度:Ra0.63~1.25
双项出底板 :
斜楔拉钩式 、卡爪式 、八字摆杆式
单项出底板
弹簧式
单项出底板
凸块拉杆式
单项出底板
斜导柱滑块式
单项出底板
带U型限制架式
双项出底板
卡爪式
双项出底板
斜楔拉钩式
3、双脱模机构与顺序脱模机构
4、从定模侧顶出制品的脱模机构
5、流注系统凝料的脱模机构
6、带螺纹的脱模机构
二、脱模力计算
主要:制品冷却对凸模产生包裹力; *薄壁件的脱模力(壁厚与型芯直径之比<1/20)
2tESL( tg) 图形截面: F (1 m)k
矩形截面:
8tESLcos( tg) F (1 m)k
二、脱模力计算
F——脱模力,N T——塑件的平均壁厚,cm L——塑件包容凸模长度,cm E——塑件的弹性横量 N/㎝³ eg 高抗冲击ABS:2.9×105 高离聚乙烯:(0.89~0.95)×105 S——塑料平均成型收缩率 α——脱模斜度(度) m——塑料的泊松比(= 横向收缩/纵向收缩) eg HDPE: m=0.38 PA m=0.35 塑料的泊松比依品种及助剂含量而异,大致0.3~0.4之间。 µ——塑料与型芯间的摩擦系数 eg PA:µ=0.2~0.35 PE:µ=0.2 ABS µ=0.21~0.35 要求凸模表面 Ra≯0.1µm k——与α与µ有关的系数(1.0017~1.0347)
第九章 顶出脱模机构设计
一、机构分类和设计原则
1、机构分类
A 按顶出零件分类(掌握顶出零件设计方法) B 按顶出动作分类(掌握顶出机构的设计方法)
2、机构设计原则
制品应尽量在动模一侧。 保证制品不因顶出而变形破损。 机构应尽量简单可靠。 顶出零件应有足够的强度,刚度和硬度。 顶出脱模行程应恰当合理。