自动焊锡机器人操作说明书最新版
自动焊锡机设备操作说明书
第1页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
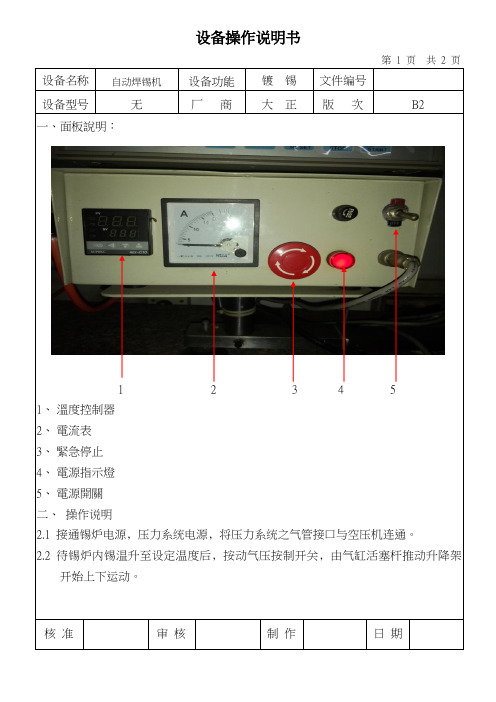
一、面板說明:
1 2 3 4 5
1、溫度控制器
2、電流表
3、緊急停止
4、電源指示燈
5、電源開關
二、操作说明
2.1接通锡炉电源﹐压力系统电源﹐将压力系统之气管接口与空压机连通。
2.2待锡炉内锡温升至设定温度后﹐按动气压按制开关﹐由气缸活塞杆推动升降架开始上下运动。
2.6气压规格0.45Mpa~0.68Mpa
三、注意﹕
3.1锡炉的锡未达到规定温度前﹐禁止触动气压控制开关。
3.2禁止按住气压控制开关不放松。
3.3浸锡时间经调整好后﹐禁止旋动时间控制旋钮。
3.4若有异常﹐按下急停停止作业﹐通知有关人员处理。
核准
审核
制作
日期
核准审核制作ຫໍສະໝຸດ 日期设备操作说明书
第2页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
2.3调整时间控制旋钮﹐设定所需温度。
2.4调整高度定位螺丝﹐选择合适高度﹐使产品端子正好接触锡面。
2.5将产品端子浸触助焊剂后﹐插入自动焊锡机的卡座内﹐按动气压控制开关﹐产品随升降架浸入锡炉﹐停顿规定时间以后﹐自动升起﹐抽回产品﹐完成一个作业过程。
最新自 动 焊 锡 机 操 作 手 册说课讲解

自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告●本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故●本机器应放置在室内使用。
●由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
●高温危险,切勿触及烙铁头与附近的金属部份。
●切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
●焊接时烙铁头冒烟,工场应有良好的通风设施。
●使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
1.规格:发热体工作电压24V烙铁温度200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量0~150mm锡线直径0.5、0.6、0.8、1.0、1.2、1.4、1.6(mm)2.特点:✧烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
✧防静电设计,能避免敏感电子零件因静电而受损坏。
✧全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机简介和使用说明书
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
全自动焊锡机操作规程
全自动焊锡机操作规程
1、安全事项
(1)使用前要先安装设备,电压必须符合安全规定;
(2)检查机器的电源线、连接线、静电棒等是否损坏,有无漏电现象;
(3)使用前,要检查设备外表的有无拆开过的痕迹,以确定设备未经拆动;
(4)调整焊锡机的焊接电压前,首先要检查机器是否有故障,要避免端子引起的火花冲击;
(5)定期检查焊锡机的各种部件,尤其是热料的焊锡和金属的机械结构;
(6)维护时,要检查锡料、金属机械结构等,确保工作的安全性。
2、操作步骤
(1)先检查电源,然后将设备放置在平稳的地面上,连接上电源;
(2)拆开锡料包装,然后放置在装有锡料的盒子中;
(3)将锡料装到焊锡机中;
(4)调节焊锡机参数,包括焊接电压、温度、焊接频率等;
(5)操作前,点击“开始”按钮,焊锡机开始工作;
(6)操作员在安全范围内,使用手动操作手柄,将焊接件布置到右端的焊接台上;
(7)焊锡机中的焊料将定位到所需焊接位置;
(8)焊接时必须采用双方向焊接,以确保焊点的质量;(9)焊接完成后,操作员可以控制焊锡机进入下一次焊接;。
电子自动焊锡机作业指导书

自动焊锡机使用说明书警告本机器包含运动、电气和高温部件,应遵守安全事项,以免发生事故。
本说明书中,指出了预防事故发生的注意事项和产品的使用方法,请仔细阅读本说明书,安全使用本机器。
阅读后,请将此说明书妥善保管!安全事项1、仅支持使用指定规格的电压(见“1.1对使用环境的要求”)。
2、电路必须可靠接地,否则有可能导致损坏机器,危及人员安全。
3、机器人的使用环境为:温度0℃~40℃,相对湿度10%~90%。
4、烙铁头未完全冷却时,请不要试图去接触它。
5、请小心搬动机器!如果机器跌落或遭遇大的振动或冲击,将会导致机器故障。
6、机器如果很长时间不使用,请关闭电源,并拨除电源线。
7、如果机器有故障,请立即关闭电源,并联系您的分销商或制造商。
8、更多安全注意事项,参见“1.2使用中的安全注意事项”)。
免责声明1、由于误操作、意外事故、使用于非许可环境条件下或诸如地震、火灾等不可抗拒的自然灾害而引起的损坏。
2、因进行本说明书未提及过的操作而造成的损坏。
3、由于与其它设备非法联接而造成的损坏。
4、因未经本公司书面许可而擅自进行的更改或修改而导致的损坏。
但客户可以使用必需的工具来调节或更换烙铁头,并可通过焊接控制器进行任何必需的调节。
本说明书所涉及到的全部文字和图片,深圳市欣力通科技有限公司拥有版权,受法律保护。
目录:安全篇1.1、对使用环境的要求 (4)1.2、使用中的安全注意事项 (4)1.3、运输中的安全注意事项 (5)认识篇2.1、机器人结构及参数介绍 (5)2.2、示教控制器介绍 (10)2.3、送锡器介绍 (15)2.4、烙铁组介绍 (16)应用篇3.1、发热芯的安装 (16)3.2、焊锡丝及送锡管的安装 (17)3.3、使用前的注意事项 (20)3.4、系统参数的设置 (20)3.5、示教控制器上部分按键应用说明 (22)3.6、点焊程序的编写 (23)3.7、拉焊程序的编写 (24)3.8、人工输入模式下焊锡程序的编写 (24)3.9、焊锡参数设置步骤 (25)3.10机器在实际应用中的注意事项 (25)3.11、机器日常操作使用流程 (26)维护篇4.1、常见故障的排除方法 (28)4.2、日常维护 (29)公司联系方式 (31)安全篇1.1、对使用环境的要求适宜的工作环境,可提高工作效率,延长焊锡机器人的使用寿命。
机器人电焊机操作方法
机器人电焊机操作方法嘿,朋友们,今儿咱们来聊聊那机器人电焊机的操作大法,保证让你一听就懂,一学就会,跟玩儿似的!首先啊,咱们得给这位“钢铁侠”穿上衣服——那就是焊枪和焊材。
你得确保它们俩是最佳拍档,焊枪得干净利索,焊材得新鲜出炉,这样才能擦出爱的火花嘛!一、开机预热,咱们得慢慢来1.1 轻轻按下那绿色的“启动”键,就像给老朋友一个温暖的拥抱。
别急,机器人电焊机也得有个热身的过程,它得缓缓睁开眼,瞅瞅这世界。
1.2 这时候,屏幕上的小灯开始闪烁,就像夜空中最亮的星,告诉你:“嘿,我醒啦!”这时候,你可以给它调调参数,比如电流大小、焊接速度,让它知道你的需求。
二、编程设定,让机器人懂你心2.1 编程这事儿,听起来高大上,其实就像教小孩画画一样简单。
你只需在触摸屏上点点画画,告诉机器人:“这里要这样焊,那里要那样走。
”它聪明着呢,一学就会。
2.2 举个例子,你想焊个“一”字型的焊缝,就画条直线;想焊个“之”字型的,就画个波浪线。
机器人一看就懂,立马执行得漂漂亮亮。
2.3 别忘了检查一遍程序,确保没有遗漏或错误。
毕竟,咱们可是要追求完美的焊接效果嘛!三、实战操作,见证奇迹的时刻3.1 好了,一切准备就绪,咱们可以开始实战了。
把焊件放到指定位置,就像给机器人摆好餐桌一样。
3.2 按下“开始”键,机器人就像接到了命令的士兵一样,迅速行动起来。
焊枪在焊件上跳跃、旋转,火花四溅,就像在表演一场精彩的舞蹈。
3.3 你只需站在一旁,悠闲地喝着茶,看着机器人忙碌的身影。
不一会儿,一条完美的焊缝就出现在你眼前了。
这时候,你是不是会忍不住感叹:“哇塞,这机器人真是太厉害了!”四、收尾工作,别忘了给它点个赞焊接完成后,别忘了给机器人做个简单的清洁和保养。
就像咱们干完活要洗手一样,机器人也需要保持干净整洁。
这样它才能更长久地为我们服务嘛!最后啊,别忘了给这位“钢铁侠”点个赞。
它可是咱们的好帮手呢!有了它,咱们的焊接工作变得更加轻松、高效、完美。
焊锡机操作手册
瑞安市鼎昆自动化科技有限公司
USB操作
即U盘和PLC数据的交换。画面如下:
将U盘先插入到屏后USB口
U盘到PLC:U盘内事先准备好.csv文件,内容按规定格式。按
搜索出U盘
里的csv文件,选定要交换的文件,点击U盘到PLC;
等待数据交换,交换完
成后选择要存入的文件号,按保存即可
PLC到U盘:先选择要导出 的文件号,点 击调用, 然后输入要保 存的csv文 件 名
点必须设定为结束点;点焊点—完整的焊锡动作点,执行设定的预送锡、 送锡、回锡、上抬动作;空移点—只走坐标,不进行焊接动作,不上抬; 复位点—不走设定坐标,直接复位;清洗点——洛铁头清洗动作,走坐 标,送设定锡量,吹设定时间的气。 3、坐标设定,点击要设定坐标的点号,点击一次整行变成蓝色,再点击一 次变黑色,黑色时系统会将当前坐标实时更新设定坐标,可通过调节实际 位置保存当前位置,当位置确定后再点击下前面点号(点成不选定)即可, 当然也可以通过手动输入坐标的方式确定坐标。 4、参数设定,点击相应点的参数设置/查看,就会弹出相应的参数,根据实 际情况设置即可。 5、需要设置的点坐标和参数都确定后,点击保存进行存储,如当前文件号 被保存过会弹出提示,需覆盖点确定即可。
3 / 16
瑞安市鼎昆自动化科技有限公司
系统简介
感谢您购买我们的自动焊锡机, 本机采用先进的 plc 控 制技术,系统使用灵活:可随意选择某点为起始焊点,运行 中可跳点运行。同时系统具有友好的人机界面触摸屏作操作 显示屏,易操作的学习功能,通过触摸屏操作,实现各个点 的位置定位和参数设置。各点的速度、是否送焊锡、送锡速 度,送锡长度、回锡速度、回锡长度、是否预送锡、预送锡 长度等参数可设置。烙铁头是否清洗、多少点后清洗、清洗 时间可设置; 焊锡点、非焊锡点、暂停点、 结束点可设置。 支持矩阵模式, 试运行模式,支持多种功能教导,修改焊接 点参数:焊点删除、焊点添加、 单(多)焊点复制、单(多) 焊点坐标偏移、单(多)焊点矩阵、单(多)焊点参数同时 或单独修改。送锡丝采用步进电机驱动,出锡精确且可灵活 控制。送锡速度、时间、回锡量均可调节。存储焊点容量大: 最大可支持 100 组程序存储,每组最大可存 100 歩的数据信息。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机安全操作规程(最新版)
自动焊锡机安全操作规程(最新版)The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:YK-AQ-0752自动焊锡机安全操作规程(最新版)自动焊锡机安全操作规程适合以下型号:WD-6202、WD-6203A、ETS-2E、YCH-2A、YCH-2R、QF-360A、QF-360B以及手镀锡锅一:作业前1.作业前操作员工应正确配戴防护口罩;严格按该类设备的点检制度进行点检,并做好记录;2.每日工作前,清理锡锅周围的锡渣和锡炉内壁的杂质。
二:作业中1.接通电源,置焊锡机的电源开关于“开(ON)”的状态;2.设置温度的方法:(1):(按“︽”键设置温度上升,按“︾”键设置温度下降,SV栏显示设置温度,PV栏显示测量温度。
(适用于ETS-2E、ETS-2MT);(2):先按SET键,SV栏显示温度闪烁,用△向上为数字加,▽向下为数字减。
<选择个、十、佰位数字键键。
(适用于WD-6202、WD-6203A、YCH-2A、YCH-2R、QF-360A、QF-360B);3、当锡锅加热焊锡至熔化状态后,打开气阀,检查气压是否大于O.4Mpa,大于O.4Mpa为正常情况,否则及时通知维修工和班组长;4.焊锡机显示温度为锡炉内感温头测量的温度,比实际焊锡温度不同,以使用温度量具测量的温度为准,镀锡温度必须符《一次镀锡工艺规程》中的相应要求。
5.锡锅的锡面必须水平。
锡面不平时必须停止生产并通知维修工;6.程序设置:根据产品浸锡工艺要求,确定程序段数、段数范围;1)按[起始步序]→输入起始数→按[输入],2)按[结束步序]→输入结束段数→[输入],3)按[步序设定]→按[输入],4)设定焊锡机程序的方法:首先复位,用步序设定和输入键来选择预热点、焊锡点、焊锡脱离、预热时间、焊锡时间、预热速度、焊锡速度、角度、拔焊(亮灯有效)、焊杯(亮灯有效)等参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杭州远冲科技有限公司
3.主画面介绍
第4页
2011-8-17
打开电源可看到上面的画面: 1. 文件:a. 点击“文件”图案进入 b. 可“新建”与“调出”文件 2.通讯:a. 点击“通讯”图案进入 b. 可“上传”与“下载”文件 3.示教:a. 点击“示教”图案进入 b. 调试功能 4.系统:a. 点击“系统”图案进入 b. 设置系统参数 5.步骤:显示当前运行步骤 6.0007-0000:显示当前程序号 7.数量:计数 8.归零:按此键将“数量”清零
4.“点焊”设定 a. 设定好步骤 b. 类型设为“0001” c. 操作手柄将烙铁头移到焊点合适的位置 d. 点击“X0,Y0,Z0” -------------后面的数字会跳至当前的值 e. 点击“X1,Y1,Z1” -------------后面的数字会跳至当前的值 f. 再操作手柄将烙铁头提升一点,后退一点 g. 再点击“X0,Y0,Z0”设定“补尝”点 -------------后面的数字会跳 至当前的值 h. 再长按 3 秒键盘回车键保存--------调试完毕 i. 可长按数字键 6 或按“停止”键回原点 j. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点(补尝点) k. 可长按数字键 1 将烙铁移到“X1,Y1,Z1”点(焊点) l. 可长按“单”键实现单步运行(要设了参数后才有效)
(8) 提升:焊完一个点后提升移到下一个点的提升高度,单位 1mm (注:烙铁是从上往下移的,所以数字越小就越高,数字越大就越低) a. 点击拖速度后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“30”---------------数字显示“0030”,表示烙铁提升到 从上往下的 30 mm 处。 d. 点击键盘回车键确认----------------数字背景复原
杭州远冲科技有限公司
第8页
2011-8-17
(4)送锡 3:送锡 2 后的送锡时间,单位 0.1S (注:烙铁开始移动时开始送锡,一边拖焊一边送锡,点焊不用设此项,此 项只用于拖焊) a. 点击送锡 3 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
电源
2.手柄介绍
在示教时使用 ※ 粗:按此键,“粗”灯亮,进入快速移动状态 ※ 细:按此键,“细”灯亮,进入慢速移动状态 ※ X-:按此键,向左边移动 ※ X+:按此键,向右边移动 ※ Y-:按此键,向后移动 ※ Y+:按此键,向前移动 ※ Z-:按此键,向上移动 ※ Z+:按此键,向下移动 ※ U-:按此键,逆时针转动 ※ U+:按此键,顺时针转动
按 回到上一页
杭州远冲科技有限公司
d. 点击键盘回车键确认----------------数字背景复原 2.设定类型
a. 点击“类型”后面的数字 -------------数字背景变白 b. 点击键盘数字“1”---------------数字显示“0001”,表示“点焊” c. 点击键盘回车键确认----------------数字背景复原
复位键
停止键 电源开关
※ 放置锡线装置:用于锡线摆放 ※ 送锡装置:用于驱动锡线 ※ 调烙铁角度与送锡角度装置:用于调此两角度之间的配合 ※ 出锡口:用于出锡到烙铁嘴 ※ 吹锡装置:用于使用风力清洗烙铁嘴 ※ 温度显示:用于可直观温度值 ※ 温度调节:用于可任意选定所需温度 ※ 烙铁开关:用于打开烙铁与关闭烙铁 ※ 触摸屏:用于示教,设置参数,调出文件 ※ 复位键:在任何状态,可按此键复位 ※ 电源开关:用于打开机器与关闭烙铁机器 ※ 停止键:a. 在示教状态:按此键回原点
(注:最多 800 个工程)
(2) 调出文件 点击主画面“文件”图案进入
a. 点击键盘“调” -------------MODULE 与 NUMBER 的数字都是空的 b. 点击 MODULE 后面的数字--------MODULE 后面的数字背景变白 c. 点击键盘数字“10”---------------数字显示“0010”,表示要调出第 10
(2) 预热:补尝后,送锡 2 前的一段预热时间,单位 0.1S a. 点击预热后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
长按数字键 1 将烙铁移到“X1,Y1,Z1”点(起点) h. 再操作手柄将烙铁头提升一点,后退一点 i. 再点击“X0,Y0,Z0”设定“补尝”点 -------------后面的数字会跳至
当前的值 k. 再长按 3 秒键盘回车键保存--------调试完毕 l. 可长按数字键 6 或按“停止”键回原点 m. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点(补尝点) n. 可长按数字键 1 将烙铁移到“X1,Y1,Z1”点(起点) o. 可长按数字键 2 将烙铁移到“X2,Y2,Z2”点(终点) p. 可长按“单”键实现单步运行(要设了参数后才有效) 6.“结束”设定 a. 设定好步骤 b. 类型设为“0006”即可 7.参数设置
b. 在主画面:按此键手动送锡 c. 在运行状态:按此键停止 ※ 通迅接口:用于需要通迅时,用于与另一机器对接 ※ 手柄接口:在示教时,用于与手柄连接
杭州远冲科技有限公司
第3页
※ 开始键:在主画面,按此键开始运行 ※ 夹具放置处:用于放置夹具
2011-8-17
风扇 烧程序接口 出气管 进气管
※ 风扇:用于排风 ※ 烧程序接口:用于烧写时与电脑连接 ※ 出气管:此出气管到吹锡装置 ※ 进气管:用于与气源连接 ※ 电源:用于与交流 220V 连接
按
到下一页
(7) 送锡速度:送锡的速度,单位 0.01mm/S a. 点击送锡速度下面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“5000”---------------数字显示“5000”,表示 50 mm/S d. 点击键盘回车键确认----------------数字背景复原
二.操作与设置 1.系统设置 点击主画面“系统”图案进入
(1) 介绍: a. XY 轴速度:设置 XY 轴运行时的速度,单位:0.1mm/S b. Z 轴速度:设置 Z 轴运行时的速度,单位:0.1mm/S c. U 轴速度:设置 U 轴运行时的速度,单位:0.1mm/S d. 补偿速度:设置运行时的补偿速度,单位:0.1mm/S e. 退锡时间:设置运行时的退锡时间,单位:0.1S f. 吹气时间:设置运行时的吹气时间,单位:0.1S
注:“1”表示“点焊”类型 “2”表示“拖焊”类型 “3”表示“连续拖焊”类型 “4”表示“弧度”类型 “5”表示“清洗”类型 “6”表示“结束”
3.“清洗”设定 a. 设定好步骤 b. 类型设为“0005” c. 操作手柄将烙铁头移到锡兜里合适的位置 d. 点击“X0,Y0,Z0” -------------后面的数字会跳至当前的值 e. 再长按 3 秒键盘回车键保存--------调试完毕 f. 可长按数字键 6 或按“停止”键回原点 g. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点 h. 可长按“单”键实现单步运行
(注:X 轴:左右;Y 轴:前后;Z 轴:上下;U 轴:旋转) (2) 设置方法:
如:设置“退锡时间” a. 点击“退锡时间”后面的数字---------------数字背景变白 b. 点击键盘“C”装数字清零 c. 点击键盘数字“2”-----------------数字显示“0002”,表示 0.2 秒
杭州远冲科技有限公司
第1页
2011-8-17
自动焊锡机器人操作说明书
杭州远冲科技有限公司
2010 年 8 月 17 日
杭州远冲科技有限公司
一. 介绍
1.机身介绍
放置锡线 装烙铁角度 与送锡角度
装置
出锡口
吹锡装置 温度显示 温度调节 烙铁开关
夹具放置处
触摸屏
开始键 手柄接口 通讯接口
(3)送锡 2:补尝后的送锡时间,单位 0.1S a. 点击送锡 2 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
在“示教”画面点击
进入参数设置画面
(1) 送锡 1:补尝前的送锡时间,单位 0.1S a. 点击送锡 1 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
(5)停滞:焊完后停留的时间,单位 0.1S a. 点击停滞后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
(6)拖速度:拖焊时,烙铁跑动的速度,单位 0.1mm/S (注:此项只用于拖焊) a. 点击拖速度后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“30”---------------数字显示“0030”,表示 3mm/ S d. 点击键盘回车键确认----------------数字背景复原
5.“拖焊”设定 a. 设定好步骤 b. 类型设为“0002” c. 操作手柄将烙铁头移到起点合适的位置