不锈钢薄板的焊接技术探讨_潘鑫
薄壁不锈钢焊接工艺

薄壁不锈钢焊接工艺薄壁不锈钢焊接,这可是个精细活儿,就像在薄冰上跳舞,得小心翼翼。
薄壁不锈钢,这材料可薄了,就像一张纸似的。
焊接的时候啊,热量稍微多一点,就像大火烤薄饼,一下就给烤糊了,变形那是常有的事儿。
这时候啊,焊接的设备就像厨师手里的厨具,得选对喽。
一般的焊机可不行,得用那种能精确控制热量输出的焊机。
就好比你煎蛋,普通的锅可能把蛋煎得焦糊,而好的不粘锅就能让蛋煎得恰到好处。
焊工的技术也是重中之重。
这就好比绣花,心要细,手要稳。
在薄壁不锈钢上焊接,每一个焊点都像是一颗小珍珠,得把它们串得整整齐齐、漂漂亮亮的。
有的焊工师傅技术好,那焊出来的缝就像一条笔直的线,光滑得很。
咋做到的呢?这焊工师傅啊,就像是武林高手,眼睛就像精确的测量仪,手就像灵活的机械手。
他能准确地把握焊接的速度、角度和焊条的送进量。
速度太快,就像跑步太快摔跟头,焊接不牢固;速度太慢,那热量集中一处,薄壁就变形了,就像在软泥上按得太重,泥就变形了。
焊接前的准备工作也不能马虎。
你看那薄壁不锈钢的表面啊,要是有脏东西,就像人脸上有泥巴,焊接的时候就容易出问题。
这脏东西就像是捣乱的小怪兽,可能会让焊接处产生气孔或者夹渣。
所以得把表面清理得干干净净,就像给脸洗得白白净净一样。
还有啊,焊件之间的装配间隙也很关键。
间隙太大,焊接就像在两座山之间搭桥,难度大不说,还不牢固;间隙太小,焊条都不好伸进去,就像小老鼠钻不进窄缝一样。
在焊接过程中,焊接的电流和电压也得调整好。
这电流和电压就像是音乐的节奏,得配合得恰到好处。
电流太大,就像唱歌扯着嗓子吼,声音是大了,但不好听,薄壁不锈钢就容易被烧穿;电流太小,就像蚊子哼哼,没力量,焊接就不结实。
电压呢,也得和电流匹配,就像跳舞的两个人,步伐得一致。
焊接完了也不是就万事大吉了。
还得检查呢。
这检查就像是给焊接作品打分。
看看焊接处有没有裂缝,就像检查衣服有没有破洞;看看有没有气孔,就像检查面包有没有气泡。
要是发现问题,还得想办法补救,就像衣服破了要补一补一样。
薄不锈钢板的焊接

薄不锈钢板的焊接
薄不锈钢板的焊接可以采用多种方法,如TIG焊、MIG/MAG 焊、手工电弧焊、激光焊等。
其中,TIG焊是最常用的方法之一,具有焊缝美观、焊接强度高、污染少等优点。
具体的焊接方法如下:
1.准备工作:将不锈钢板端部加工成V型槽,并清理表面油污、氧化皮等杂物。
2.调整焊接参数:选择合适的电流、电压、气体流量、焊接速
度等参数。
3.焊接操作:将TIG熔丝枪放置于V型槽处,按下开关开始
焊接。
焊接时要保证焊缝均匀、无气孔、裂纹等缺陷。
4.整理焊缝:将焊接后的焊缝用磨轮打磨平整,去除焊接后的
熔渣。
总的来说,薄不锈钢板的焊接需要仔细的准备工作和技术娴熟的焊接操作,才能保证焊接质量。
解决薄板不锈钢焊接变形、烧穿的几个方法要点

解决薄板不锈钢焊接变形、烧穿的几个方法要点来源 :焊工家园,如有侵权请联系我们!薄不锈钢焊接最棘手的问题就是焊穿、变形不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。
解决不锈钢薄板焊接时烧穿、变形的主要措施有:1、严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度)。
2、通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。
3、用φ1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,最终也使材料的变形也会减少。
4、装配尺寸力求精确‚接口间隙尽量小。
间隙稍大容易烧穿‚或形成较大的焊瘤。
5、必须采用精装夹具‚夹紧力平衡均匀。
焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量‚力求在能完成焊接的前提下尽量减小热量输入‚从而减小热影响区‚避免上述缺陷的出现。
6、选择合理的焊接顺序,对于控制焊接残余变形尤为重要,对于对称焊缝的结构,应尽量采用对称焊接;不对称的结构,则采用先焊焊缝少的一则,后焊焊缝多的一侧。
使后焊的变形足以拟消前一侧的变形,以使总体变形减小。
7、不锈钢薄板最好的是激光焊0.1MM都可以焊接‚激光光点大小任意调节‚能够很好的把控。
变形比本上也是没有的。
薄板不锈钢双点凸焊

薄板不锈钢双点凸焊一、薄板不锈钢材料介绍薄板不锈钢是指厚度在0.5mm-3.0mm之间的不锈钢板材,通常采用冷轧或热轧工艺生产。
不锈钢材料具有优良的耐腐蚀性能、机械性能和加工性能,因此在航空航天、化工、食品加工等领域得到广泛应用。
薄板不锈钢材料通常应用在需要抗腐蚀性能的场合,如化工容器、食品加工设备、医疗器械等。
二、双点凸焊工艺介绍双点凸焊是一种通过在工件上施加高压电流和机械力,使金属在焊点处产生高温和高压,从而实现焊接连接的工艺。
双点凸焊可以实现高速、高效的生产,同时焊接质量稳定,焊接强度高,焊接接头美观。
在汽车制造、家电制造、电子设备制造等领域得到广泛应用。
三、薄板不锈钢双点凸焊工艺特点1. 适用于薄板不锈钢材料:薄板不锈钢在传统焊接工艺中容易产生热变形和氧化,影响焊接质量。
而双点凸焊工艺通过瞬间高温和高压焊接,能够有效避免材料变形和氧化,保证焊接质量。
2. 焊接速度快:双点凸焊工艺操作简便,焊接速度快,能够提高生产效率。
3. 焊接强度高:双点凸焊工艺焊接接头牢固,焊接强度高,能够满足工件的使用要求。
4. 焊接外观美观:双点凸焊工艺焊接接头光滑、无焊花,美观大方。
1. 工件准备:清洁薄板不锈钢表面,去除油污和氧化物,保证焊接质量。
2. 调试设备:对双点凸焊设备进行参数设置和调试,包括电流、压力、焊接时间等。
3. 放置工件:将需要焊接的薄板不锈钢工件放置在焊接台面上,调整焊接位置。
4. 进行焊接:启动双点凸焊设备,施加高压电流和机械力,使工件在焊接点产生高温高压,实现焊接连接。
5. 检验焊接质量:对焊接接头进行外观检验和焊接强度测试,确保焊接质量。
6. 完成焊接:确认焊接质量合格后,即可完成薄板不锈钢双点凸焊工艺。
1. 汽车制造:薄板不锈钢双点凸焊广泛应用于汽车车身、底盘部件的连接焊接。
2. 家电制造:如空调外壳、洗衣机罩体等薄板不锈钢零件的连接焊接。
4. 化工设备:化工容器、管道等薄板不锈钢零件的连接焊接。
不锈钢薄板激光焊接工艺研究

不锈钢薄板激光焊接工艺研究摘要:不锈钢薄板作为一种性能优越的节约型材料,广泛地应用于国民生产中的各个领域,具有良好的发展前景。
基于不锈钢薄板的重要性,研究其焊接工艺对促进不锈钢薄板产业的发展具有重要意义。
激光焊接技术由于具有高效率、质量可控性好、焊接精度高、热输入小、焊接热影响区小、焊接变形小、一次成型等优点,其应用领域逐步拓展到航空航天、汽车制造、微电子、工业生产、生物医疗器械等各个领域,针对不锈钢薄板的激光焊接进行了研究,分析了激光工艺参数对超薄不锈钢板焊接质量的影响。
结果表明,对于不锈钢薄板激光焊接,激光功率和焊接速度对焊缝成形影响很大。
在合适的工艺参数下,不锈钢薄板焊缝成形良好。
关键词:超薄不锈钢板;激光焊接;工艺随着现在电子工业的发展,超薄板的用途越来越广泛,激光具有光束质量好、功率密度高的特点,其光斑直径小和热输入量集中的优点使得焊缝宽度窄、焊接变形小,激光在需要精密焊接的场合得到越来越广泛的应用。
薄板焊接时对热输入很敏感,要防止薄板焊穿和变形;而不锈钢薄板线膨胀系数较大,其薄板焊接更为困难。
一些加热面积大的焊接方法不适合焊接薄板,焊接薄板时最好选用能量密度集中的焊接方法。
激光焊接热输入小,焊接速度快,非常适合薄板焊接。
针对厚度3mm 的不锈钢薄板焊接工艺展开研究,采用连续激光焊工艺焊接不锈钢薄板,研究其工艺过程的规律和特点。
一、不锈钢薄板常用的焊接技术目前,不锈钢压力容器生产企业,普遍采用的主要焊接方法均为成熟的焊接工艺。
1)MIG 焊。
MIG 焊主要用于焊接板厚大于3mm 的不锈钢,并且熔化极电弧焊焊接不锈钢时其保护气体主要用Ar+02,但混合气体配比较为困难。
[1]研究了SUS304 不锈钢MAG焊接头的组织与性能。
2)埋弧自动焊。
采用埋弧自动焊工艺对大直径不锈钢薄板低温容器进行焊接,焊接质量得到了有力的控制,焊接变形也控制在允许范围之内。
但因埋弧自动焊热输入大,熔池高温停留时间长,有促进不锈钢元素偏析和组织过热倾向,容易导致焊接热裂纹,同时焊接变形大。
不锈钢薄板焊接质量影响原因分析浅谈

不锈钢薄板焊接质量影响原因分析浅谈不锈钢薄板焊接质量的影响因素有很多,下面我们就其中几个主要因素进行分析。
首先是焊接工艺。
焊接工艺的选择直接影响着焊接质量。
好的焊接工艺能够确保焊缝的牢固性和密实性,减少焊接变形和裂纹的发生。
在不锈钢薄板焊接中,通常采用TIG焊、MIG焊、电弧焊等工艺,根据具体情况选择合适的工艺是确保焊接质量的重要一环。
其次是焊接材料的选择。
不锈钢薄板焊接中常用的焊接材料有不锈钢焊丝和填充金属。
选择合适的焊接材料可以提高焊接接头的强度和耐腐蚀性,降低气孔和缺陷的产生。
还要注意焊接材料与基材的匹配性,选择合适的焊接材料和工艺参数能够避免产生不均匀的熔深和过热区,提高焊接质量。
第三是环境条件的控制。
焊接过程中的环境条件也会对焊接质量造成一定的影响。
如焊接过程中遇到湿润度较大的环境,会导致焊缝内部出现气孔和夹渣等缺陷。
焊接过程中的湿度、温度和风速等条件也会对焊接质量产生影响,要注意对环境条件进行控制,避免不良的影响。
第四是焊接设备的调试和维护。
焊接设备的性能和状态也会对焊接质量产生影响。
焊接设备的调试要根据不同的焊接材料和焊接工艺进行合适的参数设置,确保焊接过程的稳定性和控制精度。
定期对焊接设备进行维护和保养,保持设备的良好状态,可以提高焊接质量。
最后是焊接人员的操作技能和经验。
焊接人员的技能水平和经验也是影响焊接质量的重要因素。
熟练的焊接操作技能能够保证焊接过程的稳定性和焊缝的一致性。
经验丰富的焊接人员能够及时发现并解决焊接中的问题,提高焊接质量。
不锈钢薄板焊接质量受到焊接工艺、焊接材料、环境条件、焊接设备和焊接人员等多个因素的影响。
合理选择焊接工艺和焊接材料,注意环境条件控制,调试和维护好焊接设备,并培养高水平的焊接人员,都能够提高不锈钢薄板焊接质量。
控制不锈钢薄板焊接变形的技术

控制不锈钢薄板焊接变形的技术发表时间:2018-09-03T09:06:13.470Z 来源:《红地产》2017年9月作者:陈浩于守全[导读] 随着我国工业化的不断发展,各项工业制成技术和制造技术也有着很大的突破。
在一些较为精密的领域和一些制作起来要求较高的部分,常常都会需要使用厚度不同的不锈钢薄板来进行铺设和操作。
一、不锈钢薄板在焊接过程中发生变形的原因。
由于不锈钢薄板在发展过程当中,可以应用到各个领域。
因此,根据他使用途径的不同,可以将不锈钢薄板划分为不同的范围,因此使用范围不同的不锈钢薄板,他们的厚度也是存在不同的。
一般情况下行业内将不锈钢薄板的界定范围划分在 0.2 到 4 毫米的薄板。
因为不锈钢薄板本身的厚度问题所制约,使不锈钢薄板在焊接过程当中极易发生变形,而且它的抗弯曲能力也较低。
1.1 由内部力所产生的影响而造成的焊接过程当中不锈钢薄板变形。
不锈钢薄板在焊接过程当中,主要受到两部分的力所控制,一部分的力是来自于薄板中间的拉力剪切力和压力,这些力对于薄板来说造不成太大的伤害,因为它在薄板中分布是较为均匀的。
另一种力就是与上面这种力相垂直的力,也被称为横向力,它也是造成不锈钢薄板发生变形弯曲的主要因素之一。
1.2 在切割过程当中所造成的薄板焊接件变形。
除了焊接过程当中不锈钢薄板的内力以外,还与切割过程当中的操作有着很大的关系。
在整个操作过程当中,对于不锈钢薄板的焊接,主要有几下几种方式来进行 : 第一种方式就是电焊切割。
电焊切割在切割过程当中效果较为粗糙,也就造成了切割过后的不锈钢薄板形状不规范,不能达到施工的要求。
对于后期的使用有着很大的难度。
因此,这种切割方式很少出现。
第二种方式是使用等离子切割技术切割。
这种切割方式是目前对于不锈钢薄板进行加工过程当中最常用到的一种切割方式,但是这种切割方式通常用于那种有着固定模型和要求标准的产品生产过程当中,因为它的切割速度较快,切割过程当中所产生的产品与产品之间的差异也较小,切割过程当中不容易产生变形。
薄壁不锈钢拼板自动焊接工艺研究(论文)
薄壁不锈钢自动焊接工艺研究报告前言:不锈钢在我国的使用量正逐年增加,薄壁不锈钢板已经应用到国民生产和生活的各个领域,如:食品加工行业;压力容器行业;电力工业;厨房设备、建筑装潢、家用电器和汽车行业等。
在这些行业中,不锈钢的焊接是产品生产的一个重要工序,焊接质量的好坏直接决定产品的质量。
在不锈钢的TIG焊接过程中主要存在板材变形、焊缝表面氧化、焊接速度慢的缺点,基于变形时由于在施焊过程中,焊接热积累严重造成的工件受热不均匀而产生的应力变形,氧化是由于熔池在没完全冷却的情况下被空气侵入所造成的。
特别在焊接速度过快的情况下,有时候只有正面保护气是不够的,要配置辅助保护装置才能保证焊缝的金属光泽。
本文主要在焊接工艺和焊接工装两个方面来阐明薄壁不锈钢板TIG焊接工艺方法。
通过焊接工装提高焊接效率和控制焊接变形,合理的焊接工艺参数的匹配,使两者融为一体,通过气体的三重保护来达到焊缝不被氧化的目的。
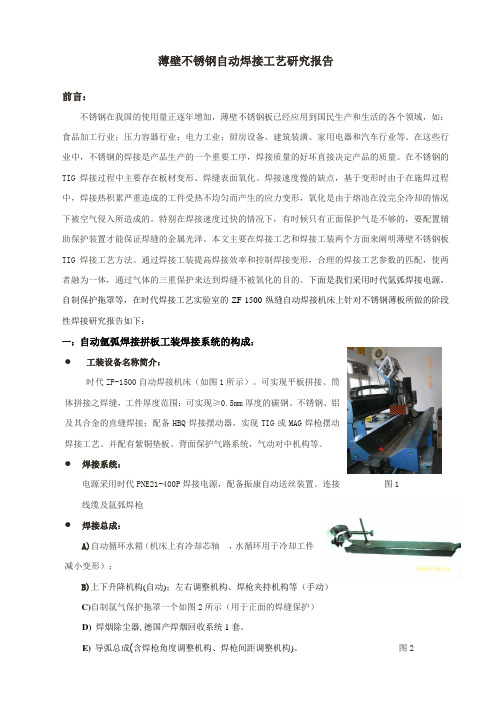
下面是我们采用时代氩弧焊接电源,自制保护拖罩等,在时代焊接工艺实验室的ZF-1500纵缝自动焊接机床上针对不锈钢薄板所做的阶段性焊接研究报告如下:一:自动氩弧焊接拼板工装焊接系统的构成:●工装设备名称简介:时代ZF-1500自动焊接机床(如图1所示)。
可实现平板拼接、筒体拼接之焊缝,工件厚度范围:可实现≥0.5mm厚度的碳钢、不锈钢、铝及其合金的直缝焊接;配备HBQ焊接摆动器,实现TIG或MAG焊枪摆动焊接工艺。
并配有紫铜垫板、背面保护气路系统,气动对中机构等。
●焊接系统:电源采用时代PNE21-400P焊接电源,配备振康自动送丝装置。
连接图1线缆及氩弧焊枪●焊接总成:A)自动循环水箱(机床上有冷却芯轴,水循环用于冷却工件减小变形);B)上下升降机构(自动);左右调整机构、焊枪夹持机构等(手动)C)自制氩气保护拖罩一个如图2所示(用于正面的焊缝保护)D)焊烟除尘器,德国产焊烟回收系统1套。
E)导弧总成(含焊枪角度调整机构、焊枪间距调整机构)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢是 20 世纪世界冶金史上的重大发明, 也是 20 世纪产量和需求持续增长的金属材料之 一。在钢铁产量停滞不前的状况下,近 10 多年,世 界不锈钢的需求仍以 4%~5%的速率增长。目前, 我国食品、酿造行业 90%以上的常压容器全部是用 不锈钢薄板加工制造的[1]。在不锈钢的使用中,以薄 板为主,2000 年薄板的消费量为 91 万吨,薄壁不 锈钢也已经应用到国民生产和生活的各个领域[2]。 在各个领域使用时,不锈钢薄板的焊接时产品生产 的重要工序,焊接质量的好坏直接决定产品的质 量,随着时代的发展, 不锈钢板材在矿山及化工领 域的应用越来越广泛, 因不锈钢具有优良的焊接 性, 几乎所有的熔焊方法都可以焊接, 北矿院自主 设计的磁选机,均采用 3~6mm 的不锈钢薄板。本 文主要阐述了不锈钢薄板的焊接工艺及方法。
3 结论
综上所述,TIG 焊热量集中、热影响区小、变形 小,焊接时如能选用合适的工艺、设备,可得到成形 较好的焊缝。钨极氩弧焊即非熔化极氩弧焊最适合 焊接较薄的不锈钢钢板。
参考文献
[1] 张丽萍. 不锈钢薄板的应用及焊接 [J]. 甘肃冶金,
2006,28(4):62-64. [2] 魏晓彤. 不锈钢薄板焊接方法的探讨 [J]. 广州化工,
)#’)( &#’&(
&$)
%’*
+’,
&)
#$,
&$+
*#’(# )#’)(
&$+
%’*
+’,
&)
&$#
)$#
(#’+# )(’%#
&$+
%’*
+’,
&)
关长江 [11] 等人研究了 0.15mm、0.2 mm、0.3 mm 厚 304 不锈钢薄板的 TIG 焊工艺,获得了抗拉强度 和断后伸长率等性能指标与母材基本持平的焊接接 头 。 但 焊 缝 易 出 现 内 凹 缺 陷 , 组 织 粗 大 。 Ahmet Durgutlu[12]在氩气中加入了氢气,并研究了氢含量对 316 不锈钢 TIG 焊接接头性能的影响,他们发现随
着氢含量的增加,焊缝内组织均匀细化,焊缝深度和 焊缝宽度增加。文献[13]采用 TIG 焊对 443 不锈钢的 薄板(≤2 m m)进行焊接加工,就其焊接工艺和焊接 性及耐蚀性进行了研究分析。结果表明,采用 TIG 焊进行薄板的焊接时,焊接接头具有较高的机械性 能及耐蚀性。为了提高焊接效率,朱学军[14]等人研究
为,不锈钢薄板对接焊缝可以采用不卷边不填丝的
ÁÂ 钢MAG焊接接头的组织和力学性能有较大影响,
当混合气体中 CO2 的含量增加时,焊接飞溅现象严 重,并且焊缝中出现铁素体。由于采用 Ar 或在 Ar 中添加了少量的 02 作为保护气体,因而其电弧稳 定,熔滴细小且过渡稳定,飞溅很小。该焊接方法的 电流密度高、母材熔深深,因而其焊丝的熔化速度和 焊缝的熔敷速度高,焊接生产效率高,尤其适于中等 厚度和大厚度结构的焊接。该焊接设备比较复杂,设 备成本较高。
综合以上分析,TIG 焊热量集中,热影响区小, 变形小,最适宜焊接不锈钢薄板材料,因此,钨极氩 弧焊即非熔化极氩弧焊最适合焊接较薄的不锈钢 钢板[3]。 2.2 钨极氩弧焊焊接不锈钢薄板的研究现状
目前,钨极惰性气体保护焊(简称 TIG)广泛应 用于各行各业,尤其是在不锈钢薄板的焊接中应用 更为广泛。其原理是在惰性气体的保护下,利用钨 电极与工件间产生的电弧热熔化母材和填充焊丝 (如果使用填充焊丝)的一种焊接方法。TIG 焊接不 锈钢薄板工艺参数见表 1[2]。
表 1 焊接不锈钢薄板工艺参数
Table 1 Process parameters of the stainless sheet steel
#$%
&$#
&#’&(
&#’&(
&$)
%’*
! "
+’,
&)
#$+
&$#
作者简介:潘鑫(1979-),江西婺源人,男,副总经理,工程师 .Email: px317@
4期
潘 鑫:不锈钢薄板的焊接技术探讨
·73·
要用 Ar+(1%~5%)02,但混合气体配比较为困难[3]。 丁成刚[4]等人研究了 SUS304 不锈钢 MAG 焊接头的
弧焊或填丝氩弧焊。但对于不锈钢薄壁容器的内表 面要求严格时,采用这两种焊接方法很难达到要
组织与性能。为了减小焊接变形,c.P.chou[5]等人提出
求,因此,采用不填丝手工钨极氩弧焊能成功解决
了一种改进焊接方法,在焊枪两旁安装两个附加焊
上述难题,这样可以节省不锈钢焊丝、开坡口及大
枪头以减小热应力,取得了预期效果,热应力减小了
量的砂轮片,且焊缝表面成形美观[8]。孙守礼等[9]认
20%~30%。MT.Liao[6]发现保护气体成分对 304 不锈
2010,38(5):234-237. [3] 黄钧. 不锈钢薄板焊接成本的分析与对比 [J]. 活力,
2007,8:116. [4] 丁成钢,史春元,杨蔚.SUS304 不锈钢拟 G 焊接头组织
与性能[J].焊接,2009,35(15):19-20. [5] Lin Y C,Chou C P.A new technique for reducing the
Researched on Welding Technology of Stainless Sheet Steel
PAN Xin
Abstract: Welding process and research status of stainless sheet steel was studied in this paper. It is analyzed that TIG is best method to weld stainless sheet steel. Because of heat concentrated it will has small HAZ and little deformation during TIG welding. Keywords: Stainless sheet steel;TIG;Welding defect.
·74·
热喷涂技术
3卷
了不填丝高速钨极氢弧焊接 304 不锈钢薄板的可 焊性,焊接速度分别为 3、4、5、6、7、8、9 和 10m/min。
尽管 TIG 被广泛应用于不锈钢的焊接中,但这 种方法主要存在以下缺点:(l) 焊接接头热影响区 宽,易出现粗晶区,导致焊接力学性能降低,焊接接 头的延伸率以及疲劳性能降低;(2) 钨极氢弧焊电 弧的热功率低,所以焊接速度较慢。因此,焊接接头 冷却过程中在危险温度区停留的时间长,因而其焊 接变形也就大,耐腐蚀性能较差;(3)液体金属的粘 度及表面张力较大,易产生气孔;焊缝金属润湿性 差,焊缝两侧易产生咬边。 2.3 不锈钢薄板焊接过程中的缺陷
residual stress induced by welding in type 304 stainless steel [J].Journal of Materials Processing Technology, 1995,48:693-698. [6] Liao M T,Chen W J. The effect of shielding-gas compositions on the microstructure and mechanical properties of stainless steel weldments [J].Materials Chemistry and Physics,1998,55:145-151. [7] 胡培海.不锈钢薄板大直径低温容器的埋弧自动焊工艺 [J].油气田地面工程,2003,22(5):54. [8] 李定国.不锈钢薄板的 TIG 焊[J]. [9] 孙守礼,吴丰顺,孙智富.不锈钢薄板的焊接质量及 其控制 [J]. 武汉汽车工业大学学报,1996,18(1): 62-65. [10] 马黎阳,丁月成. 不锈钢薄板不填丝简易手工氩弧焊 [J].焊接,1996(1):21-22. [11] 关长江,李伟,罗淑芬,等.不锈钢薄板(≤0.3mm)的焊接 工艺[J].焊接,2008,02:59-62. [12] Ahmet Durgutlu Experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of austenitic stainless stee [J].Materials and Design, 2004,25:19-23. [13] 张心保,孙铭山. 4 4 3 不锈钢薄板的 T I G 焊接[J].太钢 科技,2007,4:9-11. [14] 崔丽,朱学军,栗卓欣.不锈钢薄板高速钨极氢弧焊的研 究[J].热加工艺,2005,04:22-24.
直流钨极氩弧焊方法,只要焊装机构的精度能保证 弧长波动小,焊速调节准确,并使工件正背面都受 到气体保护,完全可以得到表面质量良好的焊缝。 文献[10]中对于 0.7mm 不锈钢薄板的焊接,采用不填 丝简易手工钨极氢弧焊工艺方法,不仅降低了焊接 成本,同时提高了生产效率。使 0.7mm 不锈钢薄板 的焊接接头平整美观。