设备综合利用率统计表(5个XLS)
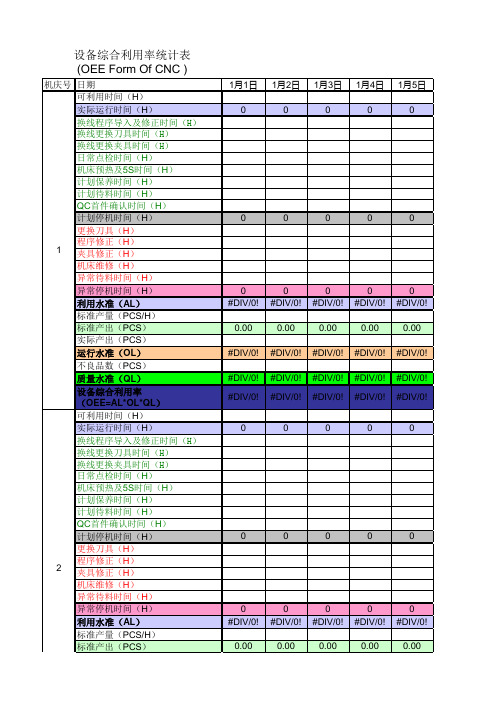
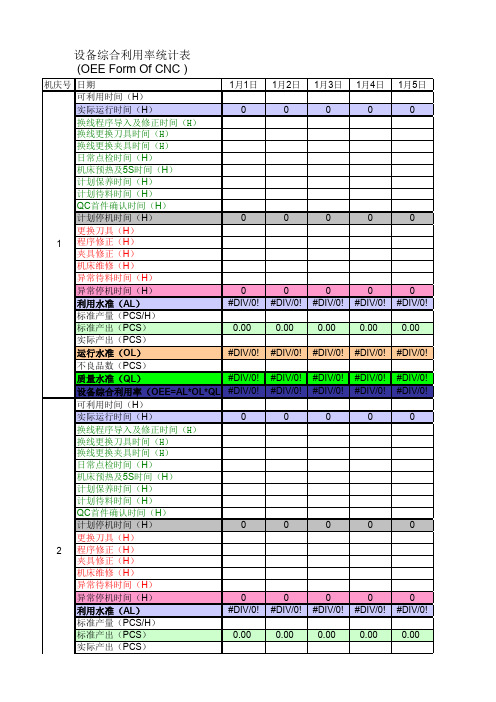
设备综合利用率统计表
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00
0 #DIV/0! 0.00
0 #DIV/0! 0.00
0 #DIV/0! 0.00
11
12
#DIV/0! 运行水准(OL) 不良品数(PCS) #DIV/0! 质量水准(QL) #DIV/0! 设备综合利用率(OEE=AL*OL*QL) 可利用时间(H) 0 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 0 计划停机时间(H) 更换刀具(H) 程序修正(H) 夹具修正(H) 机床维修(H) 异常待料时间(H) 0 异常停机时间(H) #DIV/0! 利用水准(AL) 标准产量(PCS/H) 0.00 标准产出(PCS) 实际产出(PCS) #DIV/0! 运行水准(OL) 不良品数(PCS) #DIV/0! 质量水准(QL) #DIV/0! 设备综合利用率(OEE=AL*OL*QL) 可利用时间(H) 0 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 0 计划停机时间(H) 更换刀具(H) 程序修正(H) 夹具修正(H) 机床维修(H) 异常待料时间(H) 0 异常停机时间(H) #DIV/0! 利用水准(AL) 标准产量(PCS/H) 0.00 标准产出(PCS) 实际产出(PCS)
设备完好率、利用率统计表
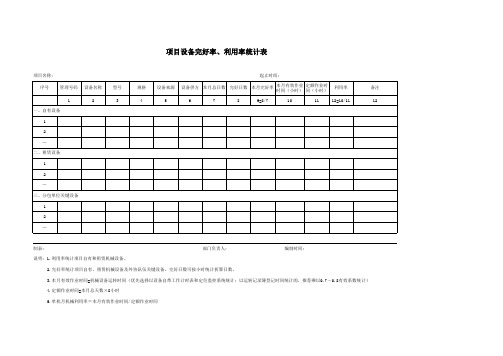
项目设备完好率、利用率统计表
项目名称: 起止时间:
制表: 部门负责人: 编制时间:
说明:1.利用率统计项目自有和租赁机械设备。
2.完好率统计项目自有、租赁机械设备及外协队伍关键设备。
完好日数可按小时统计折算日数。
3.本月有效作业时间=机械设备运转时间(优先选择以设备自带工作计时表和定位监控系统统计;以运转记录簿登记时间统计的,推荐乘以0.7~0.8有效系数统计)
4.定额作业时间=本月总天数×8小时
5.单机月机械利用率=本月有效作业时间/定额作业时间。
机械设备“利用率”、“完好率”统计表

100%Βιβλιοθήκη 20 100%20
100%
20 100%
20
100%
20 100%
20 100%
20 100%
20 100%
填表时间: 2016年 8月1日
142
——
20
15
17 113.33% 136
136 ——
20
15
17.75 118.33% 142
142
——
20
15
17 113.33% 136
136 ——
20
15
17.88 119.2% 143
143 ——
20
15
0.25 1.67%
2
2
——
20
15
0.25 1.67%
2
2
——
20
20
100%
20
m³
10
1
混凝土搅拌运输
车
m³
10
1
混凝土搅拌运输 车
m³
10
1
移动式柴油发电 机组
KW
300
1
柴油发电机组 KW
300
1
审核:
15
11.75 78.33% 94
94
——
20
15
17.75 118.33% 142
142
——
20
15
17 113.33% 136
136 ——
20
15
17.75 118.33% 142
117 ——
20
20 100%
门式起重机
t
50
1
15
20.63 137.53% 165
设备综合利用率统计表
可利用时间(H)
实际运行时间(H)
0
0
0
0
0
换线程序导入及修正时间(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
11 程序修正(H) 夹具修正(H)
机床维修(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
6 程序修正(H) 夹具修正(H)
机床维修(H)
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
标准产量(PCS/H)
标准产出(PCS)
0.00
0.00
0.00
0.00
0.00
实际产出(PCS)
运行水准(OL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
换线更换刀具时间(H)
设备利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号
1 2 3 4 5 6 7 8 说明:施工 设 备
填报日期:
年
月
日
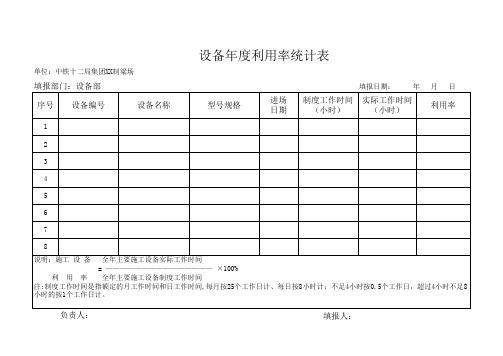
设备编号
设备名称
型号规格
进场 日期
制度工作时间 (小时)
实际工作时间 (小时)
利用率
全年主要施工设备实际工作时间 = ——————————————— ×100% 利 用 率 全年主要施工设备制度工作时间 注:制度工作时间是指额定的月工作时间和日工作时间,每月按25个工作日计、每日按8小时计;不足4小时按0.5个工作日,超过4小时不足8 小时的按1个工作日计。
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
ห้องสมุดไป่ตู้
日
实际工作时间 (小时)
利用率
负责人:
填报人:
设备年度利用率统计表
单位:中铁十二局集团XX制梁场
填报部门:设备部 序号 设备编号 设备名称 型号规格 进场 日期 制度工作时间 (小时)
填报日期:
年
月
日
实际工作时间 (小时)
利用率
设备年度利用率统计表
设备综合效率统计表
设备综合效率统计表过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:填写方法:在相应的起止时间段作记号“×”并每天汇总各项目时间。
设备综合效率OEE统计表
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
中 班
16:00 17:00 18:00 19:00 20:00
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
10
15
20
25
30
35
40
45
50
55
60
10
设备利用率统计分析图表(年度)
130 81.25% 160
130 81.25% 160
130 81.25% 1860
1500
93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150 93.75% 1900
1780
93.75% 160
设备名称
计划开 机时间
1月份
实际运 行时间
当月利 用率
计划开 机时间
2月份
实际运 行时间
当月利 用率
计划开 机时间
3月份
实际运 行时间
当月利 用率
计划开 机时间
4月份
实际运 行时间
当月利 用率
计划开 机时间
5月份
实际运 行时间
当月利 用率
计划开 机时间
6月份
实际运 行时间
设备A
160
150 93.75% 140
100 83.33% 160
140 87.50% 160
140 87.50% 160
140 87.50% 10 93.75% 140
130 92.86% 160
150 93.75% 160
150 93.75% 160
150 93.75% 160
150
7
设备G
8
设备H
设备总体利用率合计
生产管理工具——生产设备管理
设备利用率统计分析图表(年度)
说明:本表格主要用于统计和分析各类设备全年各月的设备利用率,可以帮助管理者有效掌握机器设备全年度的运行情况(包括各类设备利用率比较分析、整体设备 月度利用率趋势分析),并及时采取改进措施。该表中设备利用率计算方式是依据设备运行时间利用率来计算的。(表格中含自动计算公式,分析图将根据数据变化 自动生成和变化,数据为模拟数据。)左图为各类设备年度利用率比较分析图,右图为整体设备全年每月的利用率分析及趋势图。差距值若为负数,自动显示红色予 以警示。
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
OEE设备综合效率统计表
26 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
28
29
30
31
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
16 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
17 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
9 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 4 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H)
1 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 2 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS)
设备综合利用率统计表
(OEE Form Of CNC )
机庆号 日期 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 6 夹具修正(H)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
Hale Waihona Puke 0000
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
1月1日 1月2日 1月3日 1月4日 1月5日
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
4
利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 5 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 3 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)