CAK6150D参数表(0 TD)
6150AD主机说明书

6150AD 型剂量率仪
操作手册 适用型号 6150AD1~6150AD6, 6150AD1/H~6150AD6/H 6150AD1/E~6150AD6/E
к⎧㭊䘎、ᢰ有限公司
1
㩰乙㸖㑍㋧ゝ䇱㻿⹌㯟
目录
1. 应用 ........................................................................................................ 4 2.6150AD 型号 ..............................................................................................5 3.结构
8. 固定报警限值 ............................................................................................ 31 8.1 剂量率报警限值..................................................................................31
9.能量响应和角响应 ....................................................................................... 32 9.1 6150AD1,6150AD3.6150AD5 ......................................................... 33 9.2 6150AD1,6150AD3.6150AD5(/H 和/E 型) ..................................34 9.3 6150AD2,6150AD4.6150AD6.......................................................36 9.4 6150AD2,6150AD4.6150AD6(/H 和/E 型) ..................................37
固定资产卡及设备履历表试样
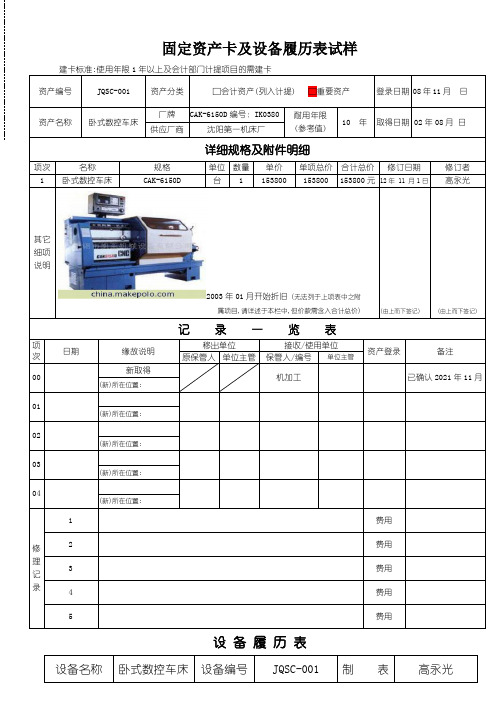
固定资产卡及设备履历表试样建卡标准:使用年限1年以上及会计部门计提项目的需建卡资产编号JQSC-001 资产分类□会计资产(列入计提) □重要资产登录日期 08年11月日资产名称卧式数控车床厂牌CAK-6150D编号:IK0380 耐用年限(参考值)10 年取得日期 02年08月日供应厂商沈阳第一机床厂详细规格及附件明细项次名称规格单位数量单价单项总价合计总价修订日期修订者1 卧式数控车床CAK-6150D 台 1 153800 153800 153800元12年 11 月1日高永光其它细项说明2003年01月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称卧式数控车床设备编号JQSC-001 制表高永光固定资产卡详细规格及附件明细项次名称规格单位数量单价单项总价合计总价修订日期修订者1 卧式数控车床CAK-6180B 台 1 363000 363000 363000元12年 11 月1日高永光其它细项说明2004年01月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得已出售已出售2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称卧式数控车床设备编号JQSC-002 制表高永光投产日期2003 年 09月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年05月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得已出售已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称卧式数控车床设备编号JQSC-003 制表高永光投产日期2004年 04月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-004 制表高永光投产日期2004 年 07月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2006年02月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-005 制表高永光投产日期2006 年 02月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2006年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-006 制表高永光投产日期2006 年 06月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2006年08月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-007 制表高永光投产日期2006 年 07月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2006年08月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-008 制表高永光投产日期2006 年 07月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2020年02月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称数控立式车床设备编号JQSC-009 制表高永光投产日期2020年 01月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2020年09月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称卧式数控车床设备编号JQSC-010 制表高永光投产日期2020 年 09月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2005年04月开始折旧2020年4月购置了四轴分度盘(无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称立式加工中心设备编号JQZX-001 制表高永光投产日期2006 年 02月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2007年03月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称立式加工中心设备编号JQZX-002 制表高永光投产日期2007年 02 治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2020年02月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称立式加工中心设备编号JQZX-003 制表高永光投产日期2020年 03月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2020年03月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称立式加工中心设备编号JQZX-004 制表高永光投产日期2020年 03月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年10月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工(新)所在位置:01 已报废已确认2021年4月(新)所在位置:02 已转移祝宏B 已确认2021年11月(新)所在位置:03(新)所在位置:04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称牛头刨床设备编号JQPL-001 制表高永光投产日期2004年 10月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2005年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称插床设备编号JQPL-002 制表高永光投产日期2005年 06月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2007年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称液压插床设备编号JQPL-003 制表高永光投产日期2007年 07月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年01月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称卧轴平面磨床设备编号JQPM-001 制表高永光投产日期2003年 12月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2002年02月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式钻床设备编号JQTZ-001 制表高永光投产日期2002年 02月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2001年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式钻床设备编号JQTZ-004 制表高永光投产日期2001年 06月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2003年10月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式钻床设备编号JQTZ-008 制表高永光投产日期2003年 09月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2003年10月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得报废留用区已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称强力台式钻床设备编号JQTZ-009 制表高永光投产日期2003年 09月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得报废留用区已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式钻床设备编号JQTZ-010 制表高永光投产日期2004年 07月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式钻床设备编号JQTZ-011 制表高永光投产日期2004年 06月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡其它细项说明2004年07月开始折旧 (无法列于上项表中之附属项目,请详述于本栏中,但价款需含入合计总价) (由上而下签记) (由上而下签记)记录一览表项次日期缘故说明移出单位接收/使用单位资产登录备注原保管人单位主管保管人/编号单位主管00新取得机加工已确认2021年11月(新)所在位置:01(新)所在位置: 02(新)所在位置: 03(新)所在位置: 04(新)所在位置:修理记录1 费用2 费用3 费用4 费用5 费用设备履历表设备名称台式攻丝机设备编号JQTZ-012 制表高永光投产日期2004年 06月治理部门机加工组制表日期2012/11/01维修保养记录序列号时刻维修保养内容维修人备注固定资产卡。
CAK(FTL)50d(61d)-V1.0(沈一车床厂TD)说明书

CAK50d系列数控车床CAK61d系列数控车床FTL50d系列数控车床FTL61d系列数控车床使用说明书(电气部分)系统型号:FANUC 0i (Mate)-TD沈阳机床股份有限公司沈一车床厂CAK50d系列数控车床CAK61d系列数控车床FTL50d系列数控车床FTL61d系列数控车床使用说明书签署单系统型号:FANUC 0i (Mate)-TD编制: 王伟平检查:标审:审核:批准:版本: Ver.1.0电子文档:本《使用说明书》中提到的产品型号作如下说明:CAK50d系列包括:CAK5060di, CAK5085di, CAK50135di, CAK50186di, CAK5085dj, CAK50135dj, CAK50186djCAK61d系列包括:CAK6160di, CAK6185di, CAK61135di, CAK61186di , CAK6185dj, CAK61135dj, CAK61186djFTL50d系列包括:FTL5060di, FTL5085di, FTL50135di, FTL50186di, FTL5085dj, FTL50135dj, FTL50186djFTL61d系列包括:FTL6160di, FTL6185di, FTL61135di, FTL61186di , FTL6185dj, FTL61135dj, FTL61186dj目次1 电气概述 (3)1.1电气设备配置图 (3)1.2数控系统基本性能 (2)1.3电机一览表 (2)1.4机床操作台 (3)1.4.1操作台布置图 (3)1.4.2操作面板键盘布置图 (3)1.4.3操作面板功能表 (4)1.5软开关 (6)1.5.1软开关屏幕 (6)1.5.2软开关操作 (6)1.5.3软开关功能 (6)1.6座标轴和座标系的设定 (7)1.7G指令代码表 (9)1.8M指令代码表 (10)1.9T指令代码 (11)2 机床供电 (12)2.1机床电气主要技术要求 (12)2.2机床供电的基本要求 (12)2.3机床通电前的检查 (13)2.4机床送电 (13)2.5数控系统送电 (13)3机床基本操作 (14)3.1操作方式选择 (14)3.1.1 编辑方式 (14)3.1.2 手动数据输入(MDI)方式 (14)3.1.3 自动操作方式 (14)3.1.4 手动操作方式 (15)3.1.4.1 X轴及Z轴点动 (15)3.1.4.2 快速点动及快速倍率 (16)3.1.4.3 主轴变速 (16)3.1.4.4 主轴正转、反转、停止 (17)3.1.5 手摇脉冲进给方式 (19)3.2循环启动和进给保持 (19)3.3进给倍率调整开关 (19)3.4试运行(空运行)操作 (20)3.5机床锁住操作 (20)3.6程序段任选跳步操作 (20)3.7单程序段操作 (20)3.8机床超程限位和解除 (20)3.9紧急停止操作 (21)3.10机床导轨润滑操作 (21)4 液压系统液压卡盘及液压台尾操作 (22)4.1 液压系统的启动 (22)4.2液压卡盘操作 (22)4.3 液压台尾操作 (22)5 机床操作流程和用户参数 (23)5.1 操作流程 (23)5.2 用户调整参数表 (24)6 机床电气维护和调整 (25)1 电气概述1.1 电气设备配置图床头润滑泵电机X 轴伺服电机 Z 轴伺服电机液压电机刀架转位电机 冷却泵电机 主轴电机液压电磁阀机床操作面板数控系统直流控制盘配电盘伺服驱动单元主轴变速离合器主轴编码器导轨润滑装置 照明装置 变频器主轴刹车离合器 主轴电机(通用)1.2数控系统基本性能1.3电机一览表1.4机床操作台1.4.2操作面板键盘布置图1.4.3操作面板功能表编号符号名称1 编辑方式2 手动数据输入方式3 存储程序自动方式4 手动进给方式5 手摇脉冲进给方式67 进给保持Ⅱ键89 手摇脉冲0.001mm单位G00速度F010 手摇脉冲单位0.01mm G00速度倍率25%11 手摇脉冲单位0.1mm G00速度倍率50%12 G00速度倍率100%1314 门开关15 单程序段16 任选程序段跳过17 空运转18 机床锁住19 X轴负向点动编号符号名称20 X轴正向点动21 Z轴负向点动22 Z轴正向点动23 手动快速2425 手动选刀26 手动冷却液开闭27 手动润滑开闭28 卡盘卡紧松开29 台尾前进后退30 液压起动停止31 手动主轴反转32 手动主轴正转33 手动主轴点动34 手动主轴停35 手动主轴升速36 手动主轴降速37(左)主轴速度档位显示(右)当前刀号显示3850d /61d 系列电气概述编号符号名称编号符号名称41 数控系统上电47 进给倍率开关42 数控系统断电48 急停按钮手摇X轴方式43 循环启动4944 进给保持手摇Z轴方式45 50 手摇脉冲发生器46 511.5 软开关1.5.1 软开关屏幕PROTECT OFF ■ ON程序保护 ■ ■ ■■CHUKINOFF ■ON 卡盘内外卡 ■■软开关屏幕 软开关名称 1.5.2 软开关操作1. 按 键,再按下LCD 屏幕上键选择键,按键,可进入软开关屏幕。
CK6150计算资料
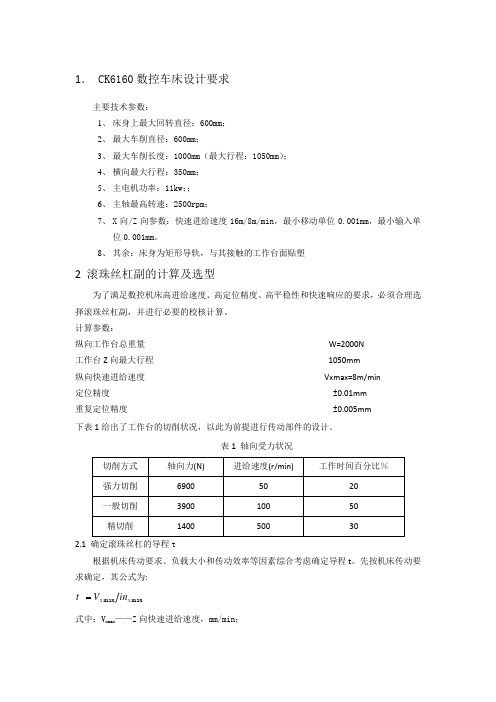
1. CK6160数控车床设计要求主要技术参数:1、 床身上最大回转直径:600mm ;2、 最大车削直径:600mm ;3、 最大车削长度:1000mm (最大行程:1050mm );4、 横向最大行程:350mm ;5、 主电机功率:11kw ;;6、 主轴最高转速:2500rpm ;7、 X 向/Z 向参数:快速进给速度16m/8m/min ,最小移动单位0.001mm ,最小输入单位0.001mm 。
8、 其余:床身为矩形导轨,与其接触的工作台面贴塑2 滚珠丝杠副的计算及选型为了满足数控机床高进给速度、高定位精度、高平稳性和快速响应的要求,必须合理选择滚珠丝杠副,并进行必要的校核计算。
计算参数:纵向工作台总重量 W=2000N 工作台Z 向最大行程 1050mm 纵向快速进给速度 Vxmax=8m/min 定位精度 ±0.01mm 重复定位精度 ±0.005mm 下表1给出了工作台的切削状况,以此为前提进行传动部件的设计。
表1 轴向受力状况切削方式 轴向力(N) 进给速度(r/min)工作时间百分比%强力切削 6900 50 20 一般切削 3900 100 50 精切削1400500302.1 确定滚珠丝杠的导程t根据机床传动要求、负载大小和传动效率等因素综合考虑确定导程t 。
先按机床传动要求确定,其公式为:max max x x in V t式中:V xmax ——Z 向快速进给速度,mm/min ;i ——传动比,因电机与滚珠丝杠副直接联接,i 取1;n xmax ——驱动电机最高转速,r/min 。
由式t=16000/2000=8mm ,取导程t=8mm 。
2.2 滚珠丝杠副的载荷及转速计算 2.2.1 工作载荷F工作载荷F 是指数控机床工作时,实际作用在滚珠丝杠上的轴向作用力,其数值可用下列进给作用力的实验公式计算: 对于滑动导轨机床:F=F zi +F f 式中: F zi ——Z 方向上的切削分力,N ;F f ——导轨摩擦阻力,N 。
简单轴类零件的编程及加工

通过实训项目的学习,了解数控车床对刀与工件坐标系之间的 关系;通过半精加工、精加工掌握如何控制工件尺寸。
精品课件文档,欢迎下载,下 载后可以复制编辑。
更多精品文档,欢迎浏览。
高速电主轴在卧式镗铣床上的应用 越来越 多,除 了主轴 速度和 精度大 幅提高 外,还 简化了 主轴箱 内部结 构,缩 短了制 造周期 ,尤其 是能进 行高速 切削, 电主轴 转速最 高可大10000r/min以 上。不 足之处 在于功 率受到 限制, 其制造 成本较 高,尤 其是不 能进行 深孔加 工。而 镗杆伸 缩式结 构其速 度有限 ,精度 虽不如 电主轴 结构, 但可进 行深孔 加工, 且功率 大,可 进行满 负荷加 工,效 率高, 是电主 轴无法 比拟的 。因此 ,两种 结构并 存,工 艺性能 各异, 却给用 户提供 了更多 的选择 。
加工,进行程序校验及修整。 (4)安装刀具,对刀操作,建立工件坐标系。 (5)启动程序,自动加工。 (6)停车后,按图纸要求检测工件,对工件进行误差与质量分析。
安全操作和注意事项
(1)选刀时,刀尖角一定要控制在40°以下,如果刀尖角过大,凹圆 弧将过切。
(2)装刀时,刀尖同工件中心高对齐,对刀前,先将工件端面车平。 (3)为保证精加工尺寸准确性,可分半精加工、精加工。
4、在执行G00 指令时,由于各轴以各自的速度移动,不能保证各轴同时到达终点,因此
联动直线轴的合成轨迹不一定是直线,操作者必须格外小心,以免刀具与工件发生碰撞。
常见G00运动轨迹如图5-1
所示,从A点到B点常见有以下两种方式:直线AB、折线AEB。
折线的起始角 是固定的(如 = 22.5°或45°),它取决于各坐标的脉冲当量。
6150说明书
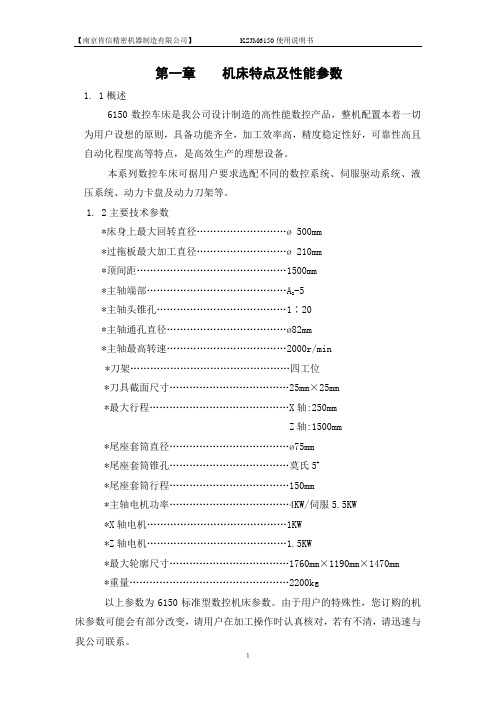
第一章机床特点及性能参数1.1概述6150数控车床是我公司设计制造的高性能数控产品,整机配置本着一切为用户设想的原则,具备功能齐全,加工效率高,精度稳定性好,可靠性高且自动化程度高等特点,是高效生产的理想设备。
本系列数控车床可据用户要求选配不同的数控系统、伺服驱动系统、液压系统、动力卡盘及动力刀架等。
1.2主要技术参数*床身上最大回转直径………………………ø 500mm*过拖板最大加工直径………………………ø 210mm*顶间距………………………………………1500mm-5*主轴端部……………………………………A2*主轴头锥孔…………………………………1∶20*主轴通孔直径………………………………ø82mm*主轴最高转速………………………………2000r/min*刀架…………………………………………四工位*刀具截面尺寸………………………………25mm×25mm*最大行程……………………………………X轴:250mmZ轴:1500mm*尾座套筒直径………………………………ø75mm*尾座套筒锥孔………………………………莫氏5#*尾座套筒行程………………………………150mm*主轴电机功率………………………………4KW/伺服5.5KW*X轴电机……………………………………1KW*Z轴电机……………………………………1.5KW*最大轮廓尺寸………………………………1760mm×1190mm×1470mm*重量…………………………………………2200kg以上参数为6150标准型数控机床参数。
由于用户的特殊性,您订购的机床参数可能会有部分改变,请用户在加工操作时认真核对,若有不清,请迅速与我公司联系。
第二章机床的吊运与安装2.1开箱用户在收到机床后应尽快打开包装箱检查,检查过程中应特别注意以下项目:a.检查整机包装是否完整?b.机床在运输过程中是否受潮?c.检查机床外观及各部件是否在运输过程中受损?d.按《发货清单》进行清查,是否有与《发货清单》不符合的地方。
CAK6150D数控车床实训指导书
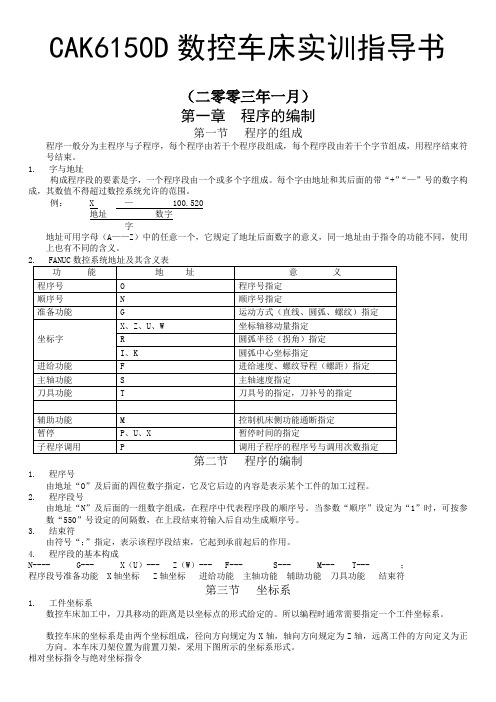
CAK6150D数控车床实训指导书(二零零三年一月)第一章程序的编制第一节程序的组成程序一般分为主程序与子程序,每个程序由若干个程序段组成,每个程序段由若干个字节组成,用程序结束符号结束。
1.字与地址构成程序段的要素是字,一个程序段由一个或多个字组成。
每个字由地址和其后面的带“+”“—”号的数字构成,其数值不得超过数控系统允许的范围。
例: X — 100.520地址数字字地址可用字母(A——Z)中的任意一个,它规定了地址后面数字的意义,同一地址由于指令的功能不同,使用上也有不同的含义。
1.程序号由地址“O”及后面的四位数字指定,它及它后边的内容是表示某个工件的加工过程。
2.程序段号由地址“N”及后面的一组数字组成,在程序中代表程序段的顺序号。
当参数“顺序”设定为“1”时,可按参数“550”号设定的间隔数,在上段结束符输入后自动生成顺序号。
3.结束符由符号“;”指定,表示该程序段结束,它起到承前起后的作用。
4.程序段的基本构成N---- G--- X(U)--- Z(W)--- F--- S--- M--- T--- ;程序段号准备功能 X轴坐标 Z轴坐标进给功能主轴功能辅助功能刀具功能结束符第三节坐标系1.工件坐标系数控车床加工中,刀具移动的距离是以坐标点的形式给定的。
所以编程时通常需要指定一个工件坐标系。
数控车床的坐标系是由两个坐标组成,径向方向规定为X轴,轴向方向规定为Z轴,远离工件的方向定义为正方向。
本车床刀架位置为前置刀架,采用下图所示的坐标系形式。
相对坐标指令与绝对坐标指令各轴移动量的指令方法有绝对值指令和增量值指令两种形式。
在实际编程中可以混合使用。
如图,移动方向由A点到B点,可写作:X 70 Z 40 (绝对值)U 40 W –60 (增量值)a)绝对值指令:以各轴移动的终点坐标值编程,使用X、Z地址。
b)增量值指令:以起点到终点的距离编程,使用U、W地址。
c)直径与半径编程:因车加工工件多为回转体,径向尺寸有直径和半径两种指定方法。
aqa沈阳 CAK系列车床故障处理ssq

沈阳CAK系列车床故障例1 、主轴无力(2007.6.26)一台CAK3675数车,系统:GSK980TD,变频器:沈阳北辰SC1000,主轴电机:5.5KW,主轴转速:200-3000(手动卡盘2000)。
一用户反映才买的4台CAK3675机床,在低速50r/min,吃刀量1mm,F0.1mm出现闷车(即主轴停住),后在相同速度下,手逮住卡盘(注意,此法不可取,十分危险)也能使主轴停下。
此现象明显是转矩太低引起。
由于用户不了解变频调速原理,当变频器带普通电机长期运行时,由于散热效果变差,电机温度升高,所以不能长期低速运行,如果要低速恒转矩长期运行,必须使用专用变频电机。
再加上没有仔细看说明书,以为从0-2000转都能正常使用,按说明书要求最低转速是200转,低于此转速虽然也能转动,但转矩很低,将影响正常加工,应避免安排加工低于200转以下的工件。
北辰变频器是V/F控制方式,这种变频器本身就是在低速时输出转矩较低,要提高低速输出转矩,只能修改参数满足其要求。
主要有以下几个参数:1、转矩提升(补偿):根据现场情况适当增加设定值,加大后要十分注意电机的温度和电流,过大将会损坏电机;2、中间输出频率电压;3、最低输出频率电压。
参数1一般单独使用;参数2、3在不使用1参数时使用,低速输出转矩不足时根据实际情况增大2、3参数设定值,如果出现启动时冲击较大,减小设定值。
本例适当增大设定值后问题解决。
其它变频器也可以参照本例。
强烈建议不要长期在机床规定最低主轴转速下运行。
以上方法,仅供参考。
例2 、Z轴运行不稳(2007.6)机型:CAK50135nj ,系统:GSK980TD故障现象:快移倍率100%的情况下,在自动运行G00时,Z轴出现一冲一冲的现象,快移倍率50%的情况下,则无此现象;快移倍率50%、100%的情况下,手动快移也无一冲一冲的现象。
排除方法:初步分析是Z轴的快移加减速时间参数不合适造成,原Z轴加减速时间参数25#=80,由于不同机床有不同的机械性能,故根据现场情况试把参数减小为60,下电后再上电,故障排除。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*
8163
1636
*
8164
4
8165
4856
8174
4000
8184
4
8185
500
*
8186
1622
*
8198
17920
*
8200
00000010
8203
00001000
8204
00000110
8206
01000100
8210
00000010
8220
8
8222
-111/111
*
111
8223
12500
12500
REF.COUNTER
4000
4000(3000)
注:
1、括号()内的值是为1.5米机床用的。
2、标记*表示该参数值可以现场调整,调整值栏空白时为参数值。
3、标记S是调速主轴的设定参数,没有调速主轴时不检查此参数。
4、标记S*表示该主轴参数可以现场调整。
5、表中未列出的参数均未0.
00000001
0060
00000101
0070
10000000
0074
00000000
0077
00010000
0100
2
0101
2
0108
S*
0109
0
U
0111
0
0112
1
0113
0
0114
0
0120
0
0121
100
0130
1
0131
2
0132
3
0133
4
0250
10
0251
10
0500
20
参数号
48
*
8259
5
8260
7282
8261
120
8262
32637
*
8263
1636
*
8264
4
8265
4858
*
8274
4000
8284
4
8285
1000
8286
1622
*
8298
17920
*
诊断号
D300
50
D303
0
D304
00000011
D305
50
D306
0
D307
11000000
D308
00001000
0013
00001100
0014
00000100
0015
01000100
0019
10100000
0023
00001000
0024
00000100
S
无S全0
0028
00000101
0035
10000000
0038
10000000
0040
00010001
0041
00000000
0045
00000000
0055
数控车床
机床控制参数表
(FANUC-0-TD使用)
出厂编号:
中华人民共和国
沈阳第一机床厂
V97.9
参数号
参数值
标记
调整值
0001
00001010
0002
10000001
0003
00010000
0004
01110111
0005
01110111
0008
01100000
0010
10100101
0012
10000001
01011000
0910
00000100
0916
00000100
8100
00000010
8103
00001000
8104
00000110
8106
01000100
8110
00000010
8120
8
8121
6
8122
111/-111
*
-111
8123
8192
8124
12500
*
8140
1800
*
8141
U
0570
4000
0571
4000(3000)
0593
10(20)
0594
20(40)
0627
100
0628
6
0700
500000
*
100000
0701
850000
*
2400000
0704
-500000
*
-4900000
0706
-850000
*
-10050000
参数号
参数值
标记
调整值
0708
0
0709
D309
0
D310
1200
D315
100
D320
100
D325
100
D330
3000
D335
5000
D340
500
D345
0002
D347
0000
D350
0004
D352
0
D355
0004
D357
0001
D360
0
D362
0
X、Z AXIS SERVOMTOR TUNING
INITIAL SET BITS
00000010
00000010
MOTOR ID NO.
8
8
AMR
00000000
00000000
CMR
2
2
FEEDGEAR N
4(3)
4(3)
(N/M) M
500
1000
DIRECTION SET
-111
111
VELOCITY PULSE NO.
8192
8192
POSITION PULSE NO.
6105
8142
-2641
*
8143
127
8144
-1140
8146
-8235
8147
3329
*
8150
956
参数号
参数值
标记
调整值
8151
510
8152
3844
*
8153
21
8154
1894
*
8155
319
8156
4381
*
8157
1800
*
8158
48
*
8159
5
8160
7282
8161
120
8162
6、标记U表示该参数是用户参数,不检查。
100
0527
4000
*
2000
0528
100
0529
100
0533
1000
0534
100
0535
0-2500
*
0536
0-2500
*
0539
0 ±8198
S
0540
G1
S
0541
G2
S
0542
G3
S
0543
G4
S
0548
20
0550
10
0552
10
0553
10
0556
0-19999
S
0557
0-16383
8192
8224
12500
8240
1800
*
8241
-6105
*
8242
-2641
*
8243
127
8244
-1140
8246
-8235
8247
3329
*
8250
956
8251
510
8252
3844
8253
21
8254
1894
参数号
参数值
标记
调整值
8255
319
8256
4381
*
8257
1800
*
8258
0
0717
100
0718
100
0719
200
0720
200
0721
1
0722
5000
0723
1
0724
0
0725
0
0726
20
0900
00111110
0901
11100000
0902
01100100
0903
10000010
0904
00101111
0905
00101000
0906
00101000
0907
参数值
标记
调整值
050120ຫໍສະໝຸດ 050460000505
4000(8000)
0508
0 ±32767
*
15000
0509
0 ±32767
*
15000
0512
6000
*
0513
4500
*
0516
1000
S
0517
0
0518
4000(3000)
0519