换热器流程图
自制简易换热器换热面积的计算——化工原理

简易换热器换热面积的计算问题的提出:工艺流程图逆流套管式换热器冷凝器为柱形,总体积为5升,总长400mm,内置直径为14mm的细直管。
物料为二甲苯携水蒸汽进管层(140-210摄氏度),冷却循环水(25摄氏度)进壳层,最终收得2.7公斤的水,采用1.2公斤的二甲苯参与反应,大概持续时间为9个小时。
设备材质为304,无污垢层。
套管冷凝器:内管直径为14mm(最好有壁厚,没有也影响不大)外管直径125mm管长 400mm套管环隙走循环水,水温: 25度管内走二甲苯和水混合蒸汽:140-230度;蒸汽量为:2.7Kg水+1.2公斤二甲苯(6~9个小时)首先我想知道目前这个冷凝器设计的换热面积够不够?新冷凝器如何设计才合适?已知条件:1、二甲苯蒸气流量:1.2Kg/(6*3600)s ;潜热为 360[kj/kg];水蒸气流量为:2.7 Kg/(6*3600)s;(甲苯水蒸气流经时间为6h )2、进口温度230℃,出口蒸汽为100℃(假设水蒸汽已经完全冷却为液态水);3、冷却水进口温度为25℃,水的比热为4.18[KJ/kg ℃];4、二甲苯水蒸汽冷凝给热系数为10000[w/ m 2℃];5、冷却水壳层流速为1m/s ,对流传热系数为1000[w/m 2℃];6、查表得1atm,230℃水蒸气焓值为,2934.05KJ/Kg ,100℃水蒸气焓值为2646KJ/Kg ,100℃水的汽化潜热为2257.6KJ/Kg ;解:求传热面积A剖析冷凝过程:在230℃-140℃,二甲苯为气相,冷凝传热系数50[w/ m 2℃],此过程传热为两个状态下蒸汽的焓值之差。
潜热为360[kj/kg],,Q Cm t C ∆1=其中为二甲苯比热容。
同样水蒸气过程:在230℃-100℃,水为气相,冷凝传热系数100[w/ m 2℃],此过程传热为两个状态下蒸汽的焓值之差。
潜热为2257.6KJ/Kg 100℃气体-100℃液体此过程传热为汽化潜热,潜热为2257.6KJ/Kg 。
列管式换热器课程设计(含有CAD格式流程图和换热器图)

X X X X 大学《材料工程原理B》课程设计设计题目: 5.5×104t/y热水冷却换热器设计专业: -----------------------------班级: -------------学号: ----------- 姓名: ---- 日期: ---------------指导教师: ----------设计成绩:日期:换热器设计任务书目录1.设计方案简介2.工艺流程简介3.工艺计算和主体设备设计4.设计结果概要5.附图6.参考文献1.设计方案简介1.1列管式换热器的类型根据列管式换热器的结构特点,主要分为以下四种。
以下根据本次的设计要求,介绍几种常见的列管式换热器。
(1)固定管板式换热器这类换热器如图1-1所示。
固定管板式换热器的两端和壳体连为一体,管子则固定于管板上,它的结余构简单;在相同的壳体直径内,排管最多,比较紧凑;由于这种结构式壳测清洗困难,所以壳程宜用于不易结垢和清洁的流体。
当管束和壳体之间的温差太大而产生不同的热膨胀时,用使用管子于管板的接口脱开,从而发生介质的泄漏。
(2)U型管换热器U型管换热器结构特点是只有一块管板,换热管为U型,管子的两端固定在同一块管板上,其管程至少为两程。
管束可以自由伸缩,当壳体与U型环热管由温差时,不会产生温差应力。
U型管式换热器的优点是结构简单,只有一块管板,密封面少,运行可靠;管束可以抽出,管间清洗方便。
其缺点是管内清洗困难;哟由于管子需要一定的弯曲半径,故管板的利用率较低;管束最内程管间距大,壳程易短路;内程管子坏了不能更换,因而报废率较高。
此外,其造价比管定管板式高10%左右。
(3)浮头式换热器浮头式换热器的结构如下图1-3所示。
其结构特点是两端管板之一不与外科固定连接,可在壳体内沿轴向自由伸缩,该端称为浮头。
浮头式换热器的优点是党环热管与壳体间有温差存在,壳体或环热管膨胀时,互不约束,不会产生温差应力;管束可以从壳体内抽搐,便与管内管间的清洗。
换热器控制流程图
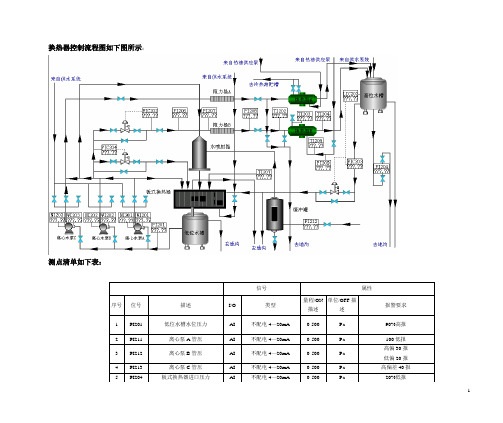
换热器控制流程图如下图所示:测点清单如下表:信号属性序号位号描述I/O 类型量程/ON描述单位/OFF描述报警要求1 PI201 低位水槽水位压力AI 不配电4—20mA 0-500 Pa 90%高报2 PI211 离心泵A管压AI 不配电4—20mA 0-500 Pa 100低报3 PI212 离心泵B管压AI 不配电4—20mA 0-500 Pa 高偏30报低偏20报4 PI213 离心泵C管压AI 不配电4—20mA 0-500 Pa 高偏差40报5 PI204 板式换热器进口压力AI 不配电4—20mA 0-500 Pa 20%低报6 PI206 换热器B管道压力AI 不配电4—20mA 0-300 Pa 10%低低报7 PI207 阻力器B进口压力AI 不配电4—20mA 0-300 Pa 80%高报8 PI208 阻力器B出口压力AI 不配电4—20mA 0-300 Pa 250高报9 PI209 换热器B热油泵压力AI 不配电4—20mA 0-500 Pa 下降速度10%/秒报10 PI210 供水系统压力AI 不配电4—20mA 0-500 Pa 上升速度10%/秒报11 PI214 缓冲罐水压AI 不配电4—20mA 0-300 Pa 10%低报12 PI226 换热器A管道压力AI 不配电4—20mA 0-300 Pa 10%低低报13 PI227 阻力器A进口压力AI 不配电4—20mA 0-300 Pa 80%高报14 PI228 阻力器A出口压力AI 不配电4—20mA 0-300 Pa 250高报15 PI229 换热器A热油泵压力AI 不配电4—20mA 0-500 Pa 下降速度10%/秒报16 LI201 低位水槽液位AI 不配电4—20mA 0-100 % 100%高高报17 LI203 高位水槽液位AI 不配电4—20mA 0-100 % 90%高高报18 FI202 换热器B管道流量AI 不配电4—20mA 0-500 M3/h 90%高报19 FI203 高位水槽供水流量AI 不配电4—20mA 0-500 M3/h 上升速度10%/秒报20 FI204 高位水槽排水流量AI 不配电4—20mA 0-500 M3/h 下降速度10%/秒报21 FI212 缓冲罐进水流量AI 不配电4—20mA 0-500 M3/h 90%高报22 FI222 换热器A管道流量AI 不配电4—20mA 0-500 M3/h 上升速度10/秒报23 WI201 离心泵A功率AI 1-5V 0-1000 W 下降速度10%/秒报24 NI201 离心泵A转速AI 1-5V 0-3000 HZ 下降速度20/秒报25 WI202 离心泵B功率AI 1-5V 0-1000 W 下降速度10%/秒报26 NI202 离心泵B转速AI 1-5V 0-3000 HZ 下降速度20/秒报27 WI203 离心泵C功率AI 1-5V 0-1000 W 下降速度10%/秒报28 NI203 离心泵C转速AI 1-5V 0-3000 HZ 下降速度20/秒报29 TI201 低位水槽水温TC E 0-100 ℃80%高报30 TI202 换热器B进口温度TC K 0-600 ℃高偏30报低偏20报31 TI203 换热器B换热温度TC K 0-600 ℃90%高报32 TI204 换热器B出口温度TC K 0-600 ℃下降速度15%/秒报33 TI205 换热器B热油泵油温TC E 0-600 ℃90%高报34 TI222 换热器A进口温度TC K 0-600 ℃高偏30报低偏20报35 TI223 换热器A换热温度TC K 0-600 ℃90%高报36 TI224 换热器A出口温度TC K 0-600 ℃下降速度15%/秒报37 TI225 换热器A热油泵油温TC E 0-600 ℃90%高报38 TI206 板式换热器循环水温度TC RTD 0-100 ℃95高高报39 TI207 板式换热器进水温度TC RTD 0-100 ℃下降速度15%/秒报40 TI208 板式换热器出水温度TC RTD 0-100 ℃上升速度15%/秒报41 PV204 板式换热器进水压调节AO 正输出42 FV202 换热器B管道流量调节AO 正输出43 LV203 高位水槽液位调节AO 正输出44 FV203 高位水槽供水流量调节AO 正输出45 KI301 泵开关指示DI NC 开关0N报警46 KI302 泵开关指示DI NC 开关变化频率大于3秒报警,延时2秒47 KI303 泵开关指示DI NC 开关48 KI304 泵开关指示DI NO 开关49 KI305 泵开关指示DI NO 开关50 KI306 泵开关指示DI NO 开关51 KO301 泵开关操作DO NC 启动停止52 KO302 泵开关操作DO NC 启动停止53 KO303 泵开关操作DO NC 启动停止54 KO304 泵开关操作DO NO 启动停止55 KO305 泵开关操作DO NO 启动停止56 KO306 泵开关操作DO NO 启动停止。
换热器工艺流程图
折弯、预装
蒸发器
检查翅片外观
充高压空气 注意充气时间
自动焊接
检查 焊接质量
冷 凝 器
焊工艺
检查焊接质 量及尺寸
充氮气
蒸发器
封
口
不合格品
注意冲 气时间Βιβλιοθήκη 冷凝器折弯 检查折弯尺 寸
检查封 口质量
终检 检查整体 外观及质
包装
检查包装质量及数 量
入库
成品抽检
检查整 体外观
关键工序
特殊工序
一般工序
全检
注: 检 生产中途
编制:李际春
审核: 廖中华
核准: 梁鑫
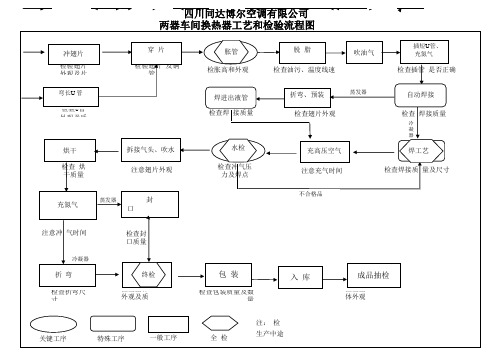
四川同达博尔空调有限公司 两器车间换热器工艺和检验流程图
冲翅片 检验翅片 外观及片
弯长U 管
检验U管 外观及质
烘干 检查 烘 干质量
穿片 检验翅片 及铜
管
拆接气头、吹水 注意翅片外观
胀管 检胀高和外观
焊进出液管 检查焊 接质量
水检 检查冲气压
力及焊点
脱脂 检查油污、温度线速
吹油气
插短U管、 充氮气
检查插管 是否正确
单流程、双流程及多流程板式换热器的选择
传热板片是换热器的核心部件,板片的成型工艺及材质特性对密封和换热效率会产生直接影响。
换热器通常以水作为冷却介质,板片多数采用不锈钢薄板制造,在板片上压制有波纹流梢,相邻两板片之间的空间即为介质流道,冷、热流体在板片两侧流动时,通过板片进行热量交换。
波纹所形成的特殊流道,使流体在极低流速的条件下发生湍流(雷诺系数R。
约200),低雷诺系数下的湍流其有自身除垢效应,有力地破坏隔热边界层,减少界面上液膜热阻。
一般情况下板式换热器的传热系数K值在3 000-6000W/m''℃范围内,同时,两种介质几乎是全逆流流动,热传导效率较高。
在同等换热效率下,板式换热器只需要管壳式换热器面积的1/2-1/4即可达到同样的换热效果。
板式换热器使用1--2年的周期(根据实际使用工况而定)后需要进行必要的拆检、清洗、打压测试等。
对于变形或穿孔等存在问题的板片需要及时更换,在这过程中散热板片的装配必须严格按流程图排列。
流程图是按冷却工艺设计的,采用并联或串联的方式将各板片连接起来,常见的有单流程和双流程(或多流程组合)换热器,单流程换热器的介质接人和流出管口通常都固定压板一侧,热介质和冷介质又分别在固定压板垂直轴线的单侧布置,同一种介质同时在左侧或同时在右侧。
错排板片引起的两介质短路或泄漏单流程板片从密封垫一侧观察,由右边流进的流体总是从右边流出;由左边流进的流体总是从左边流出。
对人字形波纹板片,如果流体从左边流进,而且人字纹指向朝上A型板片,将A板沿垂直于板面的轴线旋转180度就成为B型板片,流体从右边进出。
板式换热器拆检后需要重新按要求夹紧板片,如果为了进一步提高换热能力需要加装板片时.应充分考虑到固定压板和活动压板的变形强度,采用相同等级的实验压力,板片的数量增加同时螺栓的预紧力也需要加大,当两侧压板的弹性变形超出许可的范围,密封件的平面压缩存在径向滑动,形成错位,此时,密封失效,两介质外泄漏或内部相互窜液,无法正常使用。
热交换器温度控制系统课程设计

热交换器温度控制系统一.控制系统组成由换热器出口温度控制系统流程图1可以看出系统包括换热器、热水炉、控制冷流体的多级离心泵,变频器、涡轮流量传感器、温度传感器等设备。
图1换热器出口温度控制系统流程图控制过程特点:换热器温度控制系统是由温度变送器、调节器、执行器和被控对象(出口温度)组成闭合回路。
被调参数(换热器出口温度)经检验元件测量并由温度变送器转换处理获得测量信号c,测量值c与给定值r的差值e送入调节器,调节器对偏差信号e进行运算处理后输出控制作用u。
二、设计控制系统选取方案根据控制系统的复杂程度,可以将其分为简单控制系统和复杂控制系统。
其中在换热器上常用的复杂控制系统又包括串级控制系统和前馈控制系统。
对于控制系统的选取,应当根据具体的控制对象、控制要求,经济指标等诸多因素,选用合适的控制系统。
以下是通过对换热器过程控制系统的分析,确定合适的控制系统。
换热器的温度控制系统工艺流程图如图2所示,冷流体和热流体分别通过换热器的壳程和管程,通过热传导,从而使热流体的出口温度降低。
热流体加热炉加热到某温度,通过循环泵流经换热器的管程,出口温度稳定在设定值附近。
冷流体通过多级离心泵流经换热器的壳程,与热流体交换热后流回蓄电池,循环使用。
在换热器的冷热流体进口处均设置一个调节阀,可以调节冷热流体的大小。
在冷流体出口设置一个电功调节阀,可以根据输入信号自动调节冷流体流量的大小。
多级离心泵的转速由便频器来控制。
换热器过程控制系统执行器的选择考虑到电动调节阀控制具有传递滞后大,反应迟缓等缺点,根具离心泵模型得到通过控制离心泵转速调节流量具有反应灵敏,滞后小等特点,而离心泵转速是通过变频器调节的,因此,本系统中采用变频器作为执行器。
铝制板翅式换热器工艺流程图
内翅片 外翅片
领 用
板料
原材料
型材
隔板 盖板
长封条 短封条
棒料 外 协
板料
槽铝 接头 挡板
换热器制造流程图
配 套
烘装
清干 配
洗
整
形
敲
合 检格
钎
钢 印
芯 体
验
焊
整
形
去 封 头 端 头
焊 接 合 格
配检 焊验
报 废
胀
无工
去 毛 刺
气 密 性 试 验
漏作 点压 是
力
强 度 试 验
10bar
有
否
漏
点
无
气 密 性 试 验
漏 点
配 安 装 孔
好 有 漏 点
焊 接
不
漏
合
点 是报
格
超
废
标
接
头
接
挡
头
丝
焊
表否 面 补 焊
表 面 整 形
喷 漆 前 准 备
喷 漆
接 头 回 丝
不合格
终检
合格 包装入库
侧板 安装块
换热器工艺流程图电子教案
折弯、预装
蒸发器
检查翅片外观
充高压空气 注意充气时间
自动焊接
检查 焊接质量
冷 凝 器
焊工艺
检查焊接质 量及尺寸
充氮气
蒸发器
封
口
不合格品
注意冲 气时间
冷凝器
折弯 检查折弯尺 寸
检查封 口质量
终检 检查整体 外观及质
包装
检查包装质量及数 量
入库
成品抽检
检查整 体外观
关键工序
特殊工序
一般工序
全检
注: 检 生产中途
编制:李际春
审核: 廖中华
核准: 梁鑫
四川同达博尔空调有限公司 两器车间换热器工艺和检验流程图
冲翅片 检验翅片 外观及片
弯长U 管
检验U管 外观及质
烘干 检查 烘 干质量
穿片 检验翅片 及铜
管
拆接气头、吹水 注意翅片外观
胀管 检胀高和外观
焊进出液管 检查焊 接质量
水检 检Байду номын сангаас冲气压
力及焊点
脱脂 检查油污、温度线速
吹油气
插短U管、 充氮气
检查插管 是否正确
列管式换热器课程设计(含有CAD格式流程图和换热器图)
X X X X 大学《材料工程原理B》课程设计设计题目: 5.5×104t/y热水冷却换热器设计专业: -—----———-——---—————-—-—---—-班级:—--——-——-—-—-学号: —--——-----—姓名: -—--日期:——-—-—-———-——--指导教师: —---—-----设计成绩: 日期:换热器设计任务书1.设计方案简介2.工艺流程简介3.工艺计算和主体设备设计4.设计结果概要5.附图6.参考文献1。
设计方案简介1.1列管式换热器的类型根据列管式换热器的结构特点,主要分为以下四种。
以下根据本次的设计要求,介绍几种常见的列管式换热器。
(1)固定管板式换热器这类换热器如图1—1所示。
固定管板式换热器的两端和壳体连为一体,管子则固定于管板上,它的结余构简单;在相同的壳体直径内,排管最多,比较紧凑;由于这种结构式壳测清洗困难,所以壳程宜用于不易结垢和清洁的流体。
当管束和壳体之间的温差太大而产生不同的热膨胀时,用使用管子于管板的接口脱开,从而发生介质的泄漏。
(2)U型管换热器U型管换热器结构特点是只有一块管板,换热管为U型,管子的两端固定在同一块管板上,其管程至少为两程。
管束可以自由伸缩,当壳体与U型环热管由温差时,不会产生温差应力.U型管式换热器的优点是结构简单,只有一块管板,密封面少,运行可靠;管束可以抽出,管间清洗方便。
其缺点是管内清洗困难;哟由于管子需要一定的弯曲半径,故管板的利用率较低;管束最内程管间距大,壳程易短路;内程管子坏了不能更换,因而报废率较高。
此外,其造价比管定管板式高10%左右.(3)浮头式换热器浮头式换热器的结构如下图1-3所示。
其结构特点是两端管板之一不与外科固定连接,可在壳体内沿轴向自由伸缩,该端称为浮头。
浮头式换热器的优点是党环热管与壳体间有温差存在,壳体或环热管膨胀时,互不约束,不会产生温差应力;管束可以从壳体内抽搐,便与管内管间的清洗。
换热器温度控制系统
1.E-0101B混合加热器设计为确保混合加热器(E-0101B)中MN(亚硝酸甲酯),CO(一氧化碳)的出口温度为408K,选用0.68Mpa,408K的加热蒸汽加热入口温度为294K的工艺介质。
为保证生成物的产量,质量,及最终生成物的转化率,且工艺介质较稳定,蒸汽源压力较小,变化不大,因此针对此实际情况,最后确定设计一个换热器的反馈控制方案。
1.1换热器概述换热器工作状态如何,可用几项工作指标加以衡量。
常用的工作指标主要有漏损率、换热效率和温度效率。
它们比较全面的说明了换热器的特点和工作状态,在生产和科学试验中了解这些指标,对于换热器的管理和改进都是必不可少的。
换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。
换热器在化工、石油、动力、食品及其它许多工业生产中占有重要地位,其在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用广泛。
换热器是一种在不同温度的两种或两种以上流体间实现物料之间热量传递的节能设备,是使热量由温度较高的流体传递给温度较低的流体,使流体温度达到流程规定的指标,以满足工艺条件的需要,同时也是提高能源利用率的主要设备之一。
1.2换热器的分类适用于不同介质、不同工况、不同温度、不同压力的换热器,结构型式也不同,换热器的具体分类如下:一按传热原理分类:间壁式换热器,蓄热式换热器,流体连接间接式换热器,直接接触式换热器,复式换热器二按用途分类:加热器,预热器,过热器,蒸发器三、按结构分类:浮头式换热器,固定管板式换热器,U形管板换热器,板式换热器等此设计要求是将进料温度都为297.99K的MN(亚硝酸甲酯)和CO(一氧化碳)加热到出口温度为473K,所以我们经过调查研究,综合比较之后选择了管壳式(又称列管式) 换热器。
管壳式换热器主要有壳体、管束、管板和封头等部分组成,壳体多呈圆形,内部装有平行管束或者螺旋管,管束两端固定于管板上。
在管壳换热器内进行换热的两种流体,一种在管内流动,其行程称为管程;一种在管外流动,其行程称为壳程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下料前检查
检验合格
检验合格
装配管束
下料(锯切)
划接管开孔线 H
划接管开孔线 H
定位、打底焊
弯曲成型
检验合格
检验合格
切割 管头工艺气密性试验 H
切割,修磨坡口
固定管板式
检验合格
组焊接管
组焊接管
组焊分程隔板 焊接 注: 1.H为停止点,在此点需要检验 员现场检验确认。 2.加粗字体为需要时才有这道工 序。
热处理 H U形管式 二次金加工
胀接(贴胀、强度胀)
管头表面检测 H
转清理班组下料制作
管板、折流板确认 生产指令
换热管材料确认 生产指令
壳程筒体、封头、法兰 确认合格,生产指令 壳程筒体、筒体、法兰 环缝组焊
管箱封头、短接、法兰 确认合格,生产指令 管箱封头、短接、法兰 环缝组焊
固定管板式
标记确认
U型管式
放样划线 H
无损检测 H
无损检测 H
固定管板式