1 超高压烧结体
纳米batio3陶瓷的超高压烧结
纳米batio3陶瓷的超高压烧结常规烧结常规烧结是最简单原始的烧结方法,多用于普通陶瓷烧结,一般认为,常规烧结只对易烧结,粉体性能优良,素坯致密度较高且结构均匀性好的材料有效。
否则,通常只能尝试添加烧结助剂的方法以降低烧结温度或以第二相的形式钉扎在晶界上进而降低晶界迁移速率,增加晶界扩散来实现陶瓷的纳米化。
因此,如何获得晶粒尺寸较小、尺寸分布较窄的优异粉体,同时成型时得到致密度较高且结构较好的均匀的素坯,或烧结时选择合适的烧结助剂是今后常规烧结制备纳米陶瓷的研究重点。
两步烧结法一般的无压烧结是采用等速烧结进行的,即控制一定的升温速度,达到预定温度后保温一定时间获得烧结体。
在无压烧结中,由于温度是唯一可以控制的因素,因此如何选择最佳的烧结温度,从而在控制晶粒长大的前提下实现坯体的致密化,是纳米陶瓷制备中最需要研究的问题。
从烧结理论上看,两步烧结法是通过巧妙的控制温度的变化,在抑制晶界迁移的同时,保持晶界扩散处于活跃状态,来实现在晶粒不长大的前提下完成烧结的目的。
清华大学研究人员运用两步烧结法,得到了密度高达99%以上,晶粒尺寸为60nm的Y2O3陶瓷和晶粒尺寸仅为8nm的完全致密的BaTiO3陶瓷。
热压烧结热压烧结是在烧结的同时施加一定的轴向压力,使样品致密化过程在外加压力的协同作用下完成,由于受模具材料的限制,常规热压烧结的压力一般在几十兆帕。
在这种情况下,紧紧靠压力的作用还是很难获得纳米陶瓷,通常还需要第二相辅助或其它因素共同作用。
在不考虑塑性变形和蠕变的情况下,轴向压力越大,素坯致密度越高,热压过程中的致密化速率越大,所以纳米陶瓷的热压烧结往往需要很高的压力。
高压力作用使得纳米陶瓷的烧结温度比微米陶瓷低几百度,这对抑制晶粒粗化有很好的效果,这种烧结方式也被称为是超高压烧结。
超高压烧结的特点是不仅能够迅速达到高密度,而且使晶体结构甚至原子、电子状态发生变化,从而材料具有在通常烧结下不能达到的性能。
刀片材质分类
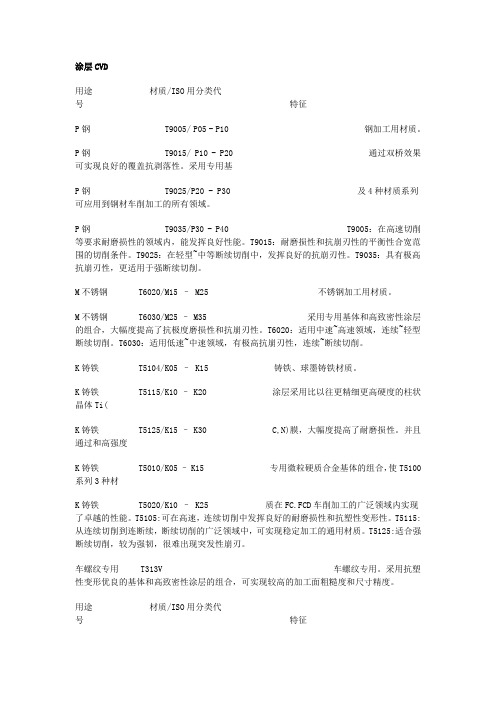
刀片材质分类Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
刀片材质分类
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
Al2O3陶瓷的烧结方法

Al2O3陶瓷的烧结方法正确地选择烧结方法,是使Al2O3陶瓷具有理想的结构及预定性能的关键。
如在通常的大气条件下(无特殊气氛、常压下)烧结,无论怎样选择烧结条件,也很难获得无气孔或高强度制品。
下面简介几种Al2O3陶瓷及其特种陶瓷的烧结工艺方法。
①低温烧结在尽可能低的温度下制备陶瓷是人们早有的愿望,这种方法可以降低能耗,使烧结成本降低。
低温烧结方法主要有以下两种。
(1)引入添加剂这种子选手方法根据添加剂作用机理可分为如下两类:一是添加剂的引入使晶格空位增加,易于扩散,烧结速度加快;二是添加剂的引入使液相在较低的温度下生成,出现液相后晶体能作粘性流动,因而促进了烧结。
当不存在液相时,陶瓷粉料通常是通过传质而烧结的。
实际上,理想晶体是不存在的,晶体总是存在一定数量的空位,颈部的空位浓度高,其它的部分空位浓度低,空位浓度梯度的存在,导致空位浓度高的部分(通常是两颗粒的接界处----颈部)向空位浓度低的部分扩散,而质点(离子)向相反方向扩散,使物料易于烧结,Al2O3添加TiO2、MgO、MnO等添加剂后,就显着地促进了烧结。
(2)使用易于烧结的粉料易于烧结的粉料制备方法大致分为以下两类:a通过粉料制备工艺规程;b特殊粉料制备法。
这里所指的制备工艺过程是粉料的化学组成、制备条件、煅烧条件、粉碎条件等。
由于这些工艺过程的变化,使所得的陶瓷粉料的烧结性能发生微妙的变化。
总之,随着粉末颗粒的微细化,粉体的显微结构和性能将会发生很大的变化,尤其是对微米、纳米级的粉体来说,它在内部压力、表面活性等方面都会有意想不到的性能。
因此在加速粉料在烧结过程中的动力学过程、降低烧结温度和缩短烧结时间;②.热压烧结如果加热粉体同时进行加压,那么烧结主要取决塑性流动,而不是扩散。
对于同种材料而言,压力烧结与常压烧结相比,烧结温度低的多,而且烧结体中气孔率也低。
另外,由于在较低的温度下烧结,就抑制了晶粒成长,所得的烧结体致密,且具有较高的强度(晶粒细小的陶瓷,强度较高)。
高压烧结A1N陶瓷体材料的微观结构分析
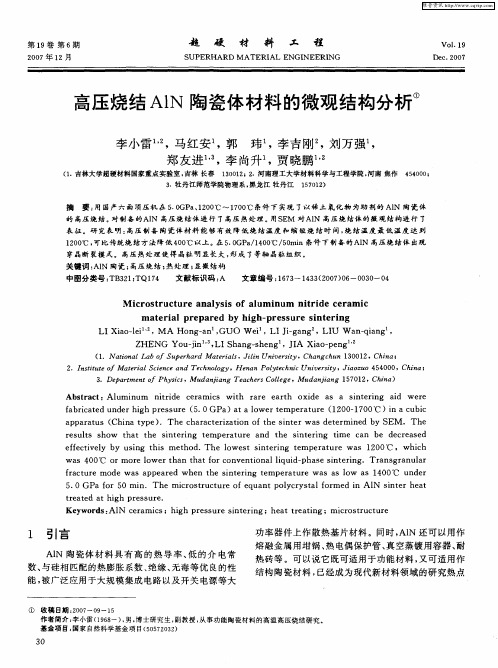
李 小雷 ,马红 安 郭 玮 李 吉 刚 , , ,刘 万 强 ' 郑 友 进 ,李 尚升 。 ,贾 晓鹏
(. 1 吉林大学超硬材料 国家重点 实验室 , 吉林 长春 1 0 1 ; .河南理工大学材料科学与工程学院 , 302 2 河南 焦作
171) 5 0 2
440 ; 5 0 பைடு நூலகம்
中 图分 类 号 : B 2 ; T 3 1TQ1 4 7
文献标识码 : A
文 章 编 号 : 63 1 3 ( 0 7 0 一O 3 —O 1 7 — 4 32 0 )6 O O 4
M i r s r c u e a a y i f a u i m i r d e a i c o t u t r n l s s o l m nu n ti e c r m c m a e i l p e a e y h g — r s u e s nt r n t r a r p r d b i h p e s r i e i g
10 ℃ , 2 0 可比 传 统 烧 结 方 法 降 低 4 0 以上 。 5 O P / 4 0 / 0 i 件 下 制备 的Al 高压 烧 结 体 出现 0℃ 在 .G a 1 0 ℃ 5 r n条 a N 穿 晶 断 裂模 式 。 高压 热 处 理 使 得 晶粒 明 显长 大 , 成 了等轴 晶 粒 组 织 。 形 关键词 : N 陶瓷 ; Al 高压 烧 结 ; 处 理 ; 微 结 构 热 显
Al2O3添加量对超高压烧结SiC的影响
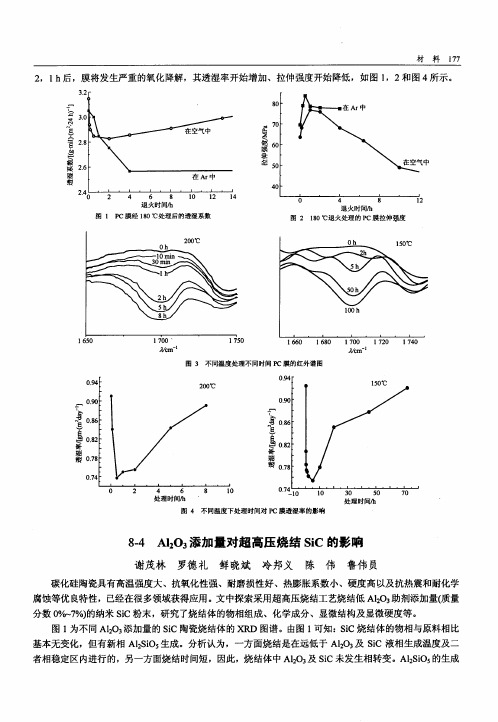
对 烧 结体 XR 图谱 的计算表 明: D 采用 超 高压烧 结获得 的烧 结体 的晶粒尺 寸在 2- 2r 原料初 始 晶粒 12 m( i 尺 寸 2 m) 0n ,晶粒长大 不 明显 ,这 是因 为超 高压烧 结时 间短 ,温 度低 ,有利 于获 得细 晶纳米 陶瓷材料 。同
时采用 Jd5 ae. 0对烧结获得 的陶瓷 的晶格常数进行分析,表明采用超高压技术获得的陶瓷的晶格常数为
85 铪一 — 氘反应动 力学研 究
邴文增 龙兴贵 朱祖 良 彭述 明
金属钛作为高真空环境下的贮氢材料, 具有易氢脆和固氦能力差等 固有缺陷。 金属铪和钛同为 VB族 I
元 素 ,贮 氢体 积密 度相近 ,但铪 的吸 氢体 胀率 (5 远 小于钛 的(4o,因而可 望 在抗氢 脆方面较 钛有 所改 1%) 2 o) / 善 。文 中研 究铪 吸氘 反应动 力学 ,获得 铪氘 反应 的速率 常数和 表观 活化 能 , 而评 价铪 吸氘 的动力 学性 能。 从 实验 在 金属 氢化物 热力 学和动 力学 参数 测试 系统 中进行 。在 系统抽 真 空 、升 温 除气完 成后 ,试样 降温
退火 时 间/ I l
图 2 8 ℃退火处理的P 膜拉伸强度 10 c
l7 0 、 0
; m- Vc
图 3 不 同温度 处理 不 同时 间 P C膜 的红外 谱 图
0
2
4
6
8
l 0
处理 时间/ l l
图 4 不 同温度 下 处理 时间对 P C膜透 湿率 的影 响
至预设温度并保持恒定,快速 向样品室引入一定初压的氘气,试样发生吸氘反应 ,数据采集系统 自动记录
压 强 随时 间的变 化 。
超高压成型制备的烧结NdFeB磁体
jn 引 m o . amo le a l ices o ae oeo mpeb o mo rsu ud g N d( a f1 GP — ud dsmpe n raecmp rdt t s f a l yc m npesemo li . o 8 oh s n
c a g c us n r f . P — ud dsmp e b t h e c r i o 36 a n o B G mo le a l, u a d( n ห้องสมุดไป่ตู้r v d n 丑 ai i oe . x s mp
一
大量 的研 究表 明L , 于常规 的制 备工艺 ,.MP 2 对 】 50 a 模压+ 0 MP 2 0 a冷等 静压 ,可 以得 到较 好 的磁 性能 。
但为 了获得 更 高 的磁 性 能 , 还采 用 了其 他 的压制方 式 ,如橡皮 模等 静压 I 1 6 、一次 模压 【、可变 换极 向 ' 7 8 】
超 高压 成 型 制 备 的烧 结 N F B磁 体 de
唐 杰 , 一 ,张 林 ,魏成 富 。 ,杨梨容 ,赵导文
( .中 国工程 物理研 究院 激 光聚 变研 究 中心 ,四川 绵 阳 6 10 ; 1 2 90
2 绵阳师范学院 化 学系,四川绵阳 6 10 ; . 200 3 绵阳西磁磁电有 限公 司,四川绵阳 6 10 ) . 2 00
.
p e ae s g h g - r s u e mo l i g r p r d u i i h p e s r u d n .Th n l ss o p e a c ,d n i e n g e i r p r e f s mp e n e a ay i f a p a n e e st s a d ma r i n t p o e t s o a ls c i s o d t a i h p e s r u d n c e s s r e e s y o mp e , u s l r c s On t e o h r a d t eB , h we t g r s u emo l i g i r a e e n d n i f a ls b t e u t i ca k . t e n , h r h h n g t s r sn h h
无机材料科学基础《烧结》知识点

(1)常压烧结:又称无压烧结。
属于在大气压条件下坯体自由烧结的过程。
在无外加动力下材料开始烧结,温度一般达到材料的熔点0.5-0.8即可。
在此温度下固相烧结能引起足够原子扩散,液相烧结可促使液相形成或由化学反应产生液相促进扩散和粘滞流动的发生。
常压烧结中准确制定烧成曲线至关重要。
合适的升温制度方能保证制品减少开裂与结构缺陷现象,提高成品率。
(2)热压烧结与热等静压烧结:热压烧结指在烧成过程中施加一定的压力(在10~40MPa),促使材料加速流动、重排与致密化。
采用热压烧结方法一般比常压烧结温度低100ºC左右,主要根据不同制品及有无液相生成而异。
热压烧结采用预成型或将粉料直接装在模内,工艺方法较简单。
该烧结法制品密度高,理论密度可达99%,制品性能优良。
不过此烧结法不易生产形状复杂制品,烧结生产规模较小,成本高。
作为陶瓷烧结手段,利用来自于表面能的表面应力而达到致密化的常压烧结法虽是一般常用的方法,但是,不依赖于表面应力,而在高温下借助于外压的方法,也是可以采用的。
这就是称为热压法的烧结方法。
广义来说,在加压下进行烧结的方法包括所有这类方法,超高压烧结和热等静压(HIP)烧结也属于这类方法。
不过,一般都作为在高温下施加单轴压力进行烧结的方法来理解。
其基本结构示于图1。
首先,制备粉体试料,置于模型中,在规定温度下加热、加压,获得烧结体。
由于下述原因而采用这种方法:(1)烧结温度降低;(2)烧结速度提高;(3)使难烧结物质达到致密化。
因为能够在颗粒成长或重新结晶不大可能进行的温度范围达到致密化,所以,可获得由微小晶粒构成的高强度、高密度烧结体。
图2所示,是热压对陶瓷致密化影响效果之一例。
将热压作为制造制品的手段而加以利用的实例有:氧化铝、铁氧体、碳化硼、氮化硼等工程陶瓷。
连续热压烧结生产效率高,但设备与模具费用较高,又不利于过高过厚制品的烧制。
热等静压烧结可克服上述弊缺,适合形状复杂制品生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
900~1200m/min
1–12
1.8
对需要高品位加工表面的非金属、非铁金属的精密切
削良好,是该系列中组织最细的烧结体,其可研磨性
和刃口保持性好。
10000
非铁金属、非金属材料加工用通用材质。是中粒和微
1.7
粒金刚石的混合体。兼备适度的耐磨损性和可研磨性
能。
11000 12000
重视耐磨损性材质。
1.6
适用于陶瓷、硬质合金的半烧结体、石材、非铁金属
Tungaloy Cutting Tools
1 超高压烧结体
材 质
金刚石系T-DIA
非铁金属
多晶人造金刚石是使用超高压高温技术,将物质中最硬的金刚石微细晶体致密地烧 结固定在硬质合金基体上的刀具材料。(参阅下图) 与单晶金刚石比较,其硬度稍低,但组织均匀,也不存在因结晶的质量、方位不 同,其耐磨性、劈开性就有差异的缺点,所以最适合非铁金属和非金属材料的切削 加工。
建材的切削,是粗粒和微粒金刚石的混合烧结体,其
被研磨性优于DX180。
重视耐磨损性材质。
1.5
适用于陶瓷、硬质合金等车削。用于当DX160耐磨损
性达不到要求时使用。纯度高,属于粗粒金刚石烧结
体,耐磨损性优良。
再研磨方法
材质 使用砂轮 结合剂
粒度 浓度 研磨速度
DX180、DX160、DX140、DX120 金刚石砂轮 陶瓷结合剂
多晶人造金刚石层
耐磨损性(硬度)增大 抗崩刃性(韧性)增大
DX180 DX160 DX140 DX120
用途
材质
DX120
非铁金属
DX140 DX160
DX180
组织
硬质合金基体 T-DIA 的构造
粒度 ( μ m)
4.5
12.5
28
45
硬度 (Hv)
9000
抗弯强度 (GPa)
特征重视精度加工表面用源自质。