焊接时防止变形的方法
如何控制钢板焊接角变形的方法

如何控制钢板焊接角变形的方法
1. 选择合适的焊接工艺:根据钢板的材质、厚度和设计要求,选择适当的焊接工艺,如TIG焊接、MIG焊接、电弧焊接等。
2. 使用预热和后热处理:在焊接前对钢板进行适当的预热可以减少焊接时的热应力,降低变形的概率。
焊接后进行后热处理,逐渐降低钢板温度,使其冷却均匀,有助于减少焊接后的变形。
3. 控制焊接顺序和焊接层数:合理控制焊接的顺序和层数,尽量使焊接残余应力均匀分布,减小钢板的变形。
4. 使用焊接夹具:焊接夹具可以固定和支撑钢板,在焊接过程中稳定工件的形状,减少变形的可能性。
5. 使用预拉力:通过在焊接之前施加适当的预拉力,可以在焊接过程中减小变形的程度。
6. 选择合适的焊接参数:根据钢板的材质和厚度,调整焊接电流、电压、速度等参数,以实现最佳焊接质量和减小变形。
需要注意的是,钢板焊接角的变形是正常的现象,完全消除变形是很困难的。
以上方法可以帮助减小变形的程度,但根据具体情况可能需要综合应用多种方法才能得到满意的效果。
控制焊接变形的设计措施

控制焊接变形的设计措施在焊接行业中,焊接变形一直是一个非常头痛的问题。
焊接过程中由于高温和热应力的作用,焊件会发生变形,这会影响焊接质量和工件的性能。
为了控制焊接变形,需要采取一些设计措施,下面介绍几种常见的方法。
1.合理选择焊接方法不同的焊接方法对焊接变形的影响不同,因此在选择焊接方法时需要考虑变形因素。
例如,TIG焊接和激光焊接都是低热输入的焊接方法,可以减少焊接变形。
而电弧焊接和气焊则会产生较大的热影响区,容易引起焊接变形。
因此,在选择焊接方法时应根据具体情况进行合理选择。
2.控制焊接热输入焊接热输入是焊接变形的主要原因之一,因此需要控制焊接热输入。
可以通过降低焊接电流和增加焊接速度来减少焊接热输入。
此外,选择合适的焊接电极和焊接材料也可以降低焊接热输入。
3.使用预热和后热处理预热可以降低焊接材料的冷却速度,减少焊接变形。
后热处理可以消除焊接残余应力,进一步减少变形。
因此,在一些对焊接变形要求较高的工件上,可以采用预热和后热处理的方法。
4.采用多道焊接多道焊接可以减少每次焊接的热输入量,从而减少焊接变形。
在多道焊接中,可以采用交叉焊接的方式,即先焊接一侧,然后焊接另一侧,以此类推,从而减少残余应力的积累。
5.使用夹具和支撑物在焊接过程中,夹具和支撑物可以起到固定工件的作用,减少焊接变形。
夹具和支撑物的设计应考虑到焊接变形的方向和程度,以便实现更好的固定效果。
控制焊接变形需要综合考虑多种因素。
以上几种设计措施可以帮助我们减少焊接变形,提高焊接质量和工件的性能。
在实际应用中,需要根据具体情况进行合理选择和调整,以达到最佳的效果。
消除焊接变形的方法

焊接变形是焊接过程中常见的问题,它可能对焊接结构的形状、尺寸、精度和稳定性产生不利影响。
为了消除焊接变形,可以采取以下几种方法:
反变形法:在焊接前或焊接过程中,人为地使焊件产生与焊接变形相反的变形,以抵消焊接变形。
这种方法需要在焊接前或焊接过程中精确计算和控制反变形量,才能达到预期的效果。
刚性固定法:将焊件固定在具有足够刚性的夹具或支撑物上,以防止焊接变形。
这种方法适用于小型、简单的焊件,但对于大型、复杂的焊件,由于刚性固定可能会产生较大的应力,因此需要采取其他措施来消除应力。
锤击法:在焊接过程中,使用锤击或振动焊件的方法来消除焊接变形。
这种方法需要在焊接过程中精确控制锤击或振动的力度和频率,以避免对焊件造成过大的损伤。
加热法:在焊接前或焊接过程中,对焊件进行局部或整体加热,以消除焊接变形。
这种方法需要在加热过程中精确控制加热的温度和范围,以避免对焊件造成过大的损伤。
机械校正法:在焊接后,使用机械工具对焊件进行校正,以消除焊接变形。
这种方法需要在机械校正过程中精确控制校正的力度和方向,以避免对焊件造成过大的损伤。
化学校正法:在焊接后,使用化学剂对焊件进行校正,以消除焊接变形。
这种方法需要在化学校正过程中精确控制化学剂的种类、浓度和作用时间,以避免对焊件造成过大的损伤。
以上是消除焊接变形的几种常见方法,可以根据不同的焊接情况选择合适的方法。
无论采用哪种方法,都需要在焊接过程中严格控制工艺参数,以避免产生过大的焊接变形。
预防焊接变形的措施

焊接变形是焊接过程中常见的问题,它会影响焊接件的尺寸精度和外观质量。
以下是一些预防焊接变形的措施:
1. 预留反变形量:在设计焊接结构时,可以根据焊接变形的趋势和大小,预留一定的反变形量。
这样在焊接过程中,即使产生了变形,也可以通过预留的反变形量来抵消,从而达到防止或减少焊接变形的目的。
2. 选择合适的焊接顺序:焊接顺序对焊接变形的影响很大。
一般来说,应先焊短焊缝,后焊长焊缝;先焊薄板,后焊厚板;先焊中心,后焊边缘。
3. 采用合理的焊接方法:不同的焊接方法对焊接变形的影响也不同。
例如,电弧焊的变形较小,而气焊和氩弧焊的变形较大。
因此,在选择焊接方法时,应尽量选择变形小的方法。
4. 控制焊接参数:焊接参数(如电流、电压、焊接速度等)对焊接变形的影响也很大。
一般来说,应选择较小的焊接电流和较快的焊接速度,以减少焊接热输入,从而减小焊接变形。
5. 采用预热和后热处理:预热可以减小焊接热输入,从而减小焊接变形;后热处理可以通过改变焊缝和母材的金相组织,来减小焊接变形。
6. 采用工装夹具:通过使用工装夹具,可以固定焊接件的位置和形状,防止焊接过程中的位移和变形。
7. 采用多点对称焊接:通过在焊接件的多个位置同时进行焊接,可以分散焊接应力,从而减小焊接变形。
以上就是预防焊接变形的一些措施,希望对你有所帮助。
减少焊接接应力和焊接变形的措施
减少焊接接应力和焊接变形的措施1.选择适当的焊接参数:根据材料的种类和厚度选择合适的焊接电流、电压和焊接速度等参数,以降低焊接接应力和变形的风险。
同时,选择低温软化点的金属填充材料,如铜等,可以降低焊接接应力。
2.采用适当的焊接序列:通过改变焊接顺序,可以降低焊接过程中的接应力和变形。
在多次焊接时,从最中心的部位开始焊接,逐渐向两边延伸。
这样可以避免焊接热量集中在一个地方,减少局部热变形。
3.采用预热和后热处理:预热可以提高焊接材料的可塑性,改善焊接接头的焊接性能。
一般情况下,预热温度为焊接材料的临界温度的50%-70%。
预热后的焊接接头,在焊接完成后应进行后热处理,即将焊接接头加热至临界温度以下保温一段时间,然后缓慢冷却,以进一步消除焊接接头内应力。
4.使用焊接夹具:焊接夹具可以固定工件,减少焊接过程中的变形。
夹具应设计合理,以便保证焊接接头位置准确,但对于自由热变形而言,应当尽量减少夹具的使用。
5.控制焊接热输入量:合理控制焊接过程中的热输入量,以确保焊接接头不过热。
可以采用间歇焊接的方法,在焊接过程中适时停止加热,让工件冷却一段时间以减少热输入。
6.采用适当的接头形状:通过改变焊缝的形状,可以减少焊接过程中的接应力。
一般情况下,V型焊缝和锂阳角焊缝对于减少焊接变形效果较好。
7.选择适当的焊接方式:对于大型工件,可以采用多层焊接或间断焊接的方式进行,以减少焊接材料的热量。
对于特殊形状的工件,可以选择其他焊接方法,如电阻焊、激光焊等。
8.控制冷却速度:焊接完成后,要注意控制冷却速度,避免过快的冷却。
可以采用包裹式焊接,焊接完毕后用保温材料将焊接接头包裹起来,使其缓慢冷却,以减少残余应力。
焊接变形原因及控制方法

焊接变形原因及控制方法焊接是一种常见的金属连接方法,但在实际应用中,我们常常会遇到焊接件变形的问题。
本文将探讨焊接变形的原因以及控制方法,帮助读者更好地理解和解决这一问题。
一、焊接变形的原因1. 焊接过程中的温度梯度:焊接时,焊缝区域受到高温的加热,而其它部位则保持较低的温度。
这种温度梯度会导致焊接件产生热应力,从而引起变形。
2. 残余应力的存在:焊接后,冷却过程中会产生残余应力。
这些应力会引起焊接件的变形,尤其是在焊接接头附近。
3. 材料的物理性质:不同材料在焊接过程中会由于热影响区域的不同导致不同的变形情况。
例如,具有较高热膨胀系数的材料在焊接后更容易发生变形。
二、焊接变形的控制方法1. 优化焊接工艺:通过合理安排焊接顺序、增加焊缝长度等方式来减小温度梯度,从而降低焊接变形的发生。
2. 使用预应力技术:在焊接过程中引入预应力,可以通过反向应力来抵消残余应力,从而减小焊接件的变形。
3. 控制焊接变形方向:合理预测焊接变形的方向,并采取相应的措施来控制变形。
例如,在设计中合理选择焊接结构和间隙,减小焊接残余应力对结构的影响。
4. 应用补偿技术:通过在焊接过程中进行额外的加工,例如机械加工或热处理等,来消除或减小焊接变形。
5. 使用支撑和夹具:通过设置支撑物或夹具来限制焊接件的变形,保持其形状和位置。
6. 使用适合的焊接方法:不同的焊接方法具有不同的变形控制效果。
在实际应用中,应根据具体情况选择适当的焊接方法,以减小焊接变形。
三、小结焊接变形是焊接过程中常见的问题,其产生原因主要包括温度梯度、残余应力和材料的物理性质。
为了控制焊接变形,我们可以通过优化焊接工艺、使用预应力技术、控制变形方向、应用补偿技术、使用支撑和夹具以及选择适合的焊接方法等方式进行控制。
只有在理解了焊接变形的原因并采取相应的措施后,我们才能更好地解决这一问题,并获得满意的焊接结果。
通过本文的探讨,相信读者对焊接变形的原因及其控制方法有了更深入的了解,这将有助于在实践中更好地应对焊接变形问题。
防止和减少焊接残余变形与应力的措施
防止和减少焊接残余变形与应力的措施随着现代制造业的发展,焊接在各行各业中扮演着至关重要的角色。
无论是航空航天、汽车制造还是建筑工程,在这些领域中,焊接都是不可或缺的连接工艺。
然而,随之而来的焊接残余变形与应力问题也愈加引起人们的关注。
焊接过程中产生的残余变形与应力,不仅会影响工件的外观质量,还可能引发裂纹和变形等问题,严重影响其使用性能和寿命。
如何有效地预防和减少焊接残余变形与应力,成为了焊接工艺中的重要课题。
1.选材:材料的选择对于焊接残余变形和应力的控制至关重要。
在焊接过程中,通常会选择具有较高熔点和较小线膨胀系数的材料,以减少焊接时热影响区的热变形;还应根据实际情况选择合适的填充材料。
2.焊接方式:合理选择焊接方式是减少焊接残余变形和应力的关键。
一般来说,采用低热输入、低变形的焊接方式,例如脉冲焊、激光焊等,能够有效降低焊接工件的残余变形和应力。
3.焊接顺序:合理规划焊接顺序也是减少残余变形和应力的重要手段。
通常情况下,应该首先焊接边缘,然后逐渐向内焊接,以减少焊接区域的热输入,降低残余变形和应力。
4.预热和后热处理:在一些情况下,通过预热和后热处理也能有效减少焊接残余变形和应力。
预热能够降低材料的硬度,减少焊接残余应力;后热处理则能够通过回火或退火处理,消除残余应力,提高焊接接头的韧性和稳定性。
5.夹具和辅助装置:采用合理的夹具和辅助装置也能有效减少焊接残余变形和应力。
夹具的设计应在尽量避免约束工件的能够保证焊接接头的稳固性;而辅助装置则可以提供额外的支撑,减少工件在焊接过程中的变形。
总结回顾:在焊接工艺中,预防和减少焊接残余变形与应力是至关重要的。
通过合理选材、焊接方式、焊接顺序、预热和后热处理、夹具和辅助装置等措施,可以有效控制焊接过程中的残余变形和应力,保证焊接接头的质量和稳定性。
个人观点:作为焊接工艺的重要环节,防止和减少焊接残余变形与应力对于提高焊接接头的质量和稳定性至关重要。
预防焊接变形的几种方法
预防焊接变形的几种方法几种常见的防止焊接变形的方法。
1. 反变形法:在焊前进行装配时,预置反方向的变形量为抵消(补偿)焊接变形,这种方法叫做反变形法。
为8-12mm厚的钢板V形坡口单面对接焊时,采用反变形法以后,基本消除了角变形。
2.利用装配和焊接顺序来控制变形; 采用合理的装配和焊接程序来减少变形,这在生产实践中是行之有效的好办法,有许多结构截面形状对称,焊缝布置也对称,但焊后却发生弯曲或扭曲的变形,这主要是装配和焊接顺序不合理引起的,也就是各条焊缝引起的变形,未能相互抵消,于是发生变形。
焊接顺序是影响焊接结构变形的主要因素之一,安排焊接顺序时应注意下列原则:(1)尽量采用对称焊接。
对于具有对称焊缝的工作,最好由成对的焊工对称进行焊接。
这样可以使由各焊缝所引起的变形相互抵消一部分。
(2)对某些焊缝布置不对称的结构,应先焊焊缝少的一侧。
(3)依据不同焊接顺序的特点,以焊接程序控制焊接变形量。
常见的焊接顺序有五种,即:a.分段退焊法这种方法适用于各种空间的位置的焊接,除立焊外,钢材较厚、焊缝较长时都可以设挡弧板,多人同时焊接。
其优点是可以减小热影响区,避免变形。
每段长应为0.5-1m。
b.分中分段退焊法这种方法适用于中板或较薄的钢板的焊接,它的优点是中间散热快,缩小焊缝两端的温度差。
焊缝热影响区的温度不至于急剧增高,减少或避免热膨胀变形。
这种方法特别适用于平焊和仰焊,横焊一般不采用,立焊根本不能用。
c.跳焊法这种方法除立焊外,平焊、横焊、仰焊三种方法都适用,多用在6-12mm厚钢板的长焊缝和铸铁、不锈钢、铜的焊接上,可以分散焊缝热量,避免或减小变形。
钢材每段焊缝长度在200-400mm 之间;铸铁焊件按铸铁焊接规范处理;不锈钢和铜由于导热快,每段长不宜超过200mm (薄板应短些)。
d.交替焊法这种焊法和跳焊法基本相同,只是每段焊接距离拉长,特别适用于薄板和长焊缝。
e.分中对称法这种方法适用于焊缝较短的焊件,为了减小变形,由中心分两端一次焊完。
控制变形及减小消除焊接应力的方法
控制变形及减小消除焊接应力的方法一、控制焊接变形的方法1、设计措施(1)选择合理的焊缝尺寸:焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影响区硬度增高,容易产生裂纹等缺陷,因此应在满足结构承载能力和保证焊接质量的前提下,随着板的厚度来选取工艺上可能选用的最小的焊缝尺寸。
(2)尽量减少焊缝数量;适当选择板的厚度,减少肋板数量,从而可减少焊缝和焊接后变形的校正量,如薄板结构件,可用压型结构代替肋板结构,以减少焊缝数量,防止或减少焊后变形。
(3)合理安排焊缝位置:焊缝对称于焊件截面的中性轴或使焊缝接近中性轴均可减少弯曲变形。
(4)预留收缩余量:焊件焊后纵向横向收缩变形可通过对焊缝收缩量的估算,在设计时预先留出收缩余量进行控制。
(5)留出装焊卡具的位置:在结构上留有可装焊夹具的位置,以便在焊接过程中可利用夹具来控制技术变形。
2、反变形法(1)板厚8~12mm钢板单边V型坡口对接焊,装配时反变形1.5°焊接后几乎无角变形。
(2)工字梁焊后因横向收缩引起的角变形,若采用焊前预先把上、下盖板压成反变形(塑性变形),然后装配后进行焊接,即可消除上、下盖板的焊后角变形。
但是上下盖板反变形量的大小主要与该板的厚度和宽度有关,同时还与腹板厚度和热输入有关。
(3)锅炉、集装箱的管接头都集中在上部,焊后引起弯曲变形所以要借用强制反变形夹紧装置,并配以对称均匀加热的痕迹顺序,交替跳焊法这样采用了在外力作用下的弹性反变形再配合以合理的受热的施焊顺序,焊后基本上可消除弯曲变形。
(4)桥式起重机的两根主梁是由左、右腹板和上、下盖板组成的箱型结构的为提高该梁的刚性,梁内设计有大、小肋板,且这些肋板角焊缝大多集中在梁的上部,焊后会引起下桡弯曲变形。
但桥式起重机技术要求规定,主梁焊后应有一定的上拱度,为解决焊后变形与技术要求的矛盾,常采用预制腹板上拱度的方法,即在备料时,预先使两块腹板留出上拱度。
简述焊接时防止金属变形的方法
简述焊接时防止金属变形的方法焊接过程中,由于高温引起的金属热膨胀和冷却后产生的收缩,很容易造成焊接件的变形。
焊接时防止金属变形的方法有以下几种:1.焊接预热:通过在焊接前将焊接部位预先加热到一定温度,可以减缓焊接引起的温度梯度变化,从而减少焊后的变形。
预热可以提高材料变形的动态可塑性,减缓应力集中和收缩速度。
2.焊接时控制冷却速度:焊接完毕后,适当控制焊件的快速冷却速度,可减小焊接残余应力,降低变形的发生。
这一技术被称为焊后热处理,可以通过空冷、水冷或盐浴冷却等方式进行。
3.适当选用正确的焊接序列:在焊接多个零件的情况下,应该选择合适的焊接顺序,以避免焊接引起的变形。
通常情况下,焊接应从内向外、从下向上进行,这样能够保持整体结构的稳定性,减小变形的可能性。
4.使用焊接夹具:焊接夹具能够提供稳定的工作支撑,阻止焊件在焊接过程中的自由变形。
通过使用夹具,可以保持焊件的几何形状,减少热应力的影响。
5.控制焊接速度和电流:焊接速度和电流的选择直接影响着焊接过程中产生的热输入量。
合理控制焊接速度和电流,使其适应材料的热导率和热膨胀系数,可以减小焊接引起的温度梯度变化,降低变形的风险。
6.使用焊接变形补偿技术:有时候,虽然无法完全避免焊接产生的变形,但可以通过采取相应的措施进行补偿。
这些措施包括刻意设置预弯、局部热处理、残余应力复合等,以达到减小、抵消变形的目的。
7.选择合适的焊接工艺:不同的金属材料和焊接工艺对变形的影响程度不同。
因此,在进行焊接之前,应仔细分析和评估待焊接材料的特性和焊接工艺的适用性,选择最合适的焊接工艺,以减小变形的风险。
8.控制焊接参数和热输入量:焊接参数和热输入量的控制可以直接影响焊接过程中的热影响区大小和局部应力状态。
合理选择焊接参数和热输入量,可以减少焊接过程中的温度梯度变化和残余应力,从而减小变形的可能性。
总之,焊接过程中的金属变形是无法完全避免的,但通过合理的预防措施和技术手段,可以最大程度地减小变形的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
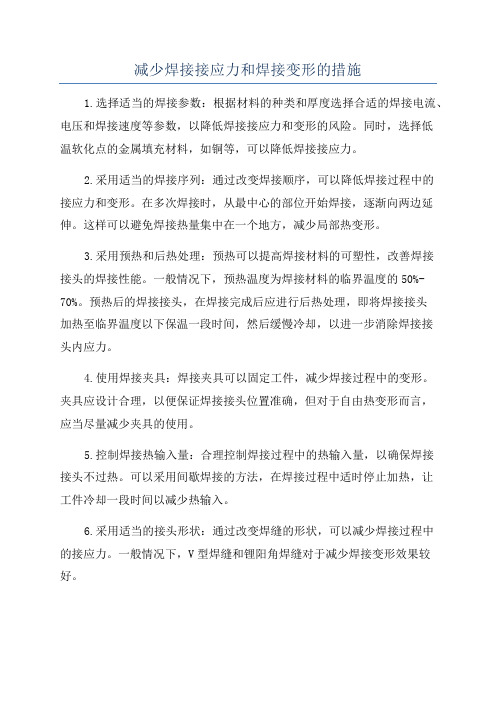
Distortion - Prevention by fabrication techniques制造技术防止变形Distortion caused by welding a plate at the centre of a thin plate before welding into a bridge girder section. Courtesy John Allen 焊接桥梁部分前由在薄板中央焊接钢板时产生的变形. Courtesy John AllenAssembly techniques 组装技术In general, the welder has little influence on the choice of welding procedure but assembly techniques can often be crucial in minimising distortion. The principal assembly techniques are:∙tack welding∙back-to-back assembly∙stiffening 通常,焊工在选择焊接工艺时没有什么影响但关键的是在组装技术上控制最小变形.主要安装技术是:点焊重叠组装加强板Tack welding点焊Tack welds are ideal for setting and maintaining the joint gap but can also be used to resist transverse shrinkage. To be 点焊能很好的定位和保证连接间隙但不能防止横向收缩.为了起到好的效果,应考虑点焊数effective, thought should be given to the number of tack welds, their length and the distance between them. With too few, there is the risk of the joint progressively closing up as welding proceeds. In a long seam, using MMA or MIG, the joint edges may even overlap. It should be noted that when using the submerged arc process, the joint might open up if not adequately tacked. 量,长度以及他们之间的距离.太少,导致焊接时接头缝隙逐渐靠拢.对于长焊缝,使用MMA 或MIG,接头边可能重叠.注意当使用埋狐焊时,如果没有足够的定位接头可能外露.The tack welding sequence is important to maintain a uniform root gap along the length of the joint. Three alternative tack welding sequences are shown in Fig 1:∙tack weld straight through to the end of the joint (Fig 1a). It is necessary to clamp the plates or to usewedges to maintain the joint gap during tacking ∙tack weld one end and then use a back stepping technique for tacking the rest of the joint (Fig 1b) ∙tack weld the centre and complete the tack welding by back stepping (Fig 1c). 为了在接头长度方向保证一致的根部间隙,点焊的顺序很重要.图1中有三个可供选择的点焊顺序.点焊直到接头端部(图1a).必须夹住金属板或在点焊过程中用楔保证接头间隙.点焊一端然后用反手技术点焊接头剩余部分(图1b)点焊中心然后反手完成点焊(图1c)Fig. 1 Alternative procedures used for tack welding to prevent transverse shrinkage图1.可供选择的防止横向收缩的点焊方法a) tack weld straight through to end ofjoint点焊直到接头端部b) tack weld one end and then usea back stepping technique fortacking the rest of the joint点焊一端然后用反手技术点焊接头剩余部分c) tack weld the centreand complete the tackwelding by back stepping点焊中心然后反手完成点焊Directional tacking is a useful technique for controlling the joint gap, for example closing a joint gap which is (or has become) too wide.定向点焊对控制接头间隙是有用的方法,不如密闭很宽的接头间隙.When tack welding, it is important that tacks which are to be fused into the main weld, are produced to an approved procedure using appropriately qualified welders. The 点焊时,熔入主焊缝的焊点很重要,并由资质焊工应用适当的工艺进行.工艺可能要求预热和对主焊道允许的消耗评定.焊点移除时也应小procedure may require preheat and an approvedconsumable as specified for the main weld. Removal of thetacks also needs careful control to avoid causing defects inthe component surface.心控制以免在构件表面造成缺陷. Back-to-back assembly重叠组装By tack welding or clamping two identical components back-to-back, welding of both components can be balanced around the neutral axis of the combined assembly (Fig 2a). It is recommended that the assembly is stress relieved before separating the components. If stress relieving is not done, it may be necessary to insert wedges between the components (Fig 2b) so when the wedges are removed, the parts will move back to the correct shape or alignment. 通过点焊或夹住两个重叠的构件,两构件的焊接可通过连接装配的中心轴线来平衡(图2a).建议在拆除构件之前消除组装应力.若应力未消除,应在两构件间插入楔,以至于当楔移除时,零部件恢复原形.Fig. 2 Back-to-back assembly to control distortion when welding twoidentical components图2.焊接两相同构件重叠组装控制变形a) assemblies tacked together before welding焊接前点焊组装在一起b) use of wedges for components that distort on separation after welding焊后拆分变形构件用楔Stiffening加强板Fig. 3 Longitudinal stiffeners prevent bowing in butt welded thin plate joints图3.对接焊接薄板接头防止突起变形纵向加强板Longitudinal shrinkage in butt welded seams often results in bowing, especially when fabricating thin plate structures. Longitudinal stiffeners in the form of flats or angles, welded along each side of the seam (Fig 3) are effective in preventing longitudinal bowing. Stiffener location is important: they must be placed at a sufficient distance from the joint so they do not 对接焊接焊缝的纵向收缩经常导致突起变形,特别是制造薄板结构.平面或带有角度的纵向加强板,沿着每边的接缝焊接对防止纵向突起变形是有效的.坚强板的位置很重要:他们必须离接头有足够的距离以免影响焊接,除非放在接头反面从一面焊接.interfere with welding, unless located on the reverse side of ajoint welded from one side.Welding procedure 焊接工艺A suitable welding procedure is usually determined by productivity and quality requirements rather than the need to control distortion. Nevertheless, the welding process, technique and sequence do influence the distortion level.一个适当的焊接工艺常常由生产力和质量要求决定而不是控制变形的需要.不过,焊接方法,焊接技术和焊接顺序同样影响变形量.Welding process焊接方法General rules for selecting a welding process to prevent angular distortion are:∙deposit the weld metal as quickly as possible∙use the least number of runs to fill the joint 防止角变形选择焊接方法的一般原则:堆积焊接金属越快越好使用最小速度填充接头Unfortunately, selecting a suitable welding process based on these rules may increase longitudinal shrinkage resulting in bowing and buckling.不好的是,按照这些原则选择的适当的焊接方法可能增加由于纵向收缩导致的突起变形和弯曲.In manual welding, MIG, a high deposition rate process, is preferred to MMA. Weld metal should be deposited using the largest diameter electrode (MMA), or the highest current level (MIG), without causing lack-of-fusion imperfections. As heating is much slower and more diffuse, gas welding normally produces more angular distortion than the arc processes.手工焊, MIG,一个高熔敷率的方法,优于MMA.焊接金属应使用最大直径的电极堆积(MMA),或最大电流(MIG),不导致不理想的未融合.当热量很慢或更慢的扩散,气焊通常比狐焊产生更大的角变形.Mechanised techniques combining high deposition rates and high welding speeds have the greatest potential for preventing distortion. As the distortion is more consistent, simple techniques such as presetting are more effective in controlling angular distortion.机械技术结合高的熔敷率和焊接速度对防止变形有相当大的潜能.若变形依旧,如预调整这样简单的方法会更有效的控制角变形.Welding technique焊接技术General rules for preventing distortion are:∙keep the weld (fillet) to the minimum specified size ∙use balanced welding about the neutral axis∙keep the time between runs to a minimum 防止变形的一般原则:保证焊缝(角)为最小规定尺寸中性轴对称焊保持最小的行进速度Fig. 4 Angular distortion of the joint asdetermined by the number of runs in thefillet weld图4.角焊接焊道数决定的接头角变形In the absence of restraint, angular distortion in both fillet and butt joints will be a function of the joint geometry, weld size and the number of runs for a given cross section. Angular distortion (measured in degrees) as a function of the number of runs for a 10mm leg length fillet weld is shown in Fig 4.忽略条件限制,焊角和对接接头变形成为接头几何学的函数,焊缝尺寸和焊道数提供了横截面.角变形(度量)作为有10㎜焊角长焊道角焊缝的函数,如图4.If possible, balanced welding around the neutral axis should be done, for example on double sided fillet joints, by two people welding simultaneously. In butt joints, the run order may be crucial in that balanced welding can be used to correct angular distortion as it develops.如果可能,中性轴对称焊应使用,如双面角焊接头,由两人同时施焊.对于对接接头,焊道顺序可能是至关重要的,可应用对称焊矫正角变形.Fig. 5 Use of welding direction to control distortionwelding sequence焊接顺序The sequence, or direction, of welding is important and should be towards the free end of the joint. For long welds, the whole of the weld is not completed in one direction. Short runs, for example using the back-step or skip welding technique, are very effective in distortion control (Fig 5).B ack-step welding involves depositing short adjacentweld lengths in the opposite direction to the generalprogression (Fig.5a). 焊接顺序,或焊接方向是很重要的并应指向接头的自由端.对于长焊缝,整个焊缝的完成不应同一方向.短焊道,比如分段退焊或跳焊技术都对变形控制非常有效(图5.)分段退焊包括与一般行进方向相反的短临近焊缝长度熔敷.Skip welding is laying short weld lengths in a predetermined,evenly spaced, sequence along the seam (Fig 5b). Weld lengths and the spaces between them are generally equal to the natural run-out length of one electrode. The direction of deposit for each electrode is the same, but it is not necessary for the welding direction to be opposite to the direction of general progression.跳焊是指预定的短焊缝长度,均匀间隔,沿接缝的顺序(图5b).焊缝长度和他们之间的间隔通常等于电极的固定长度.每个电极的熔敷方向相同,但焊接方向并不需要和一般行进方向相反.Best practice 最佳方法The following fabrication techniques are used to control distortion:∙using tack welds to set up and maintain the joint gap ∙identical components welded back to back so welding can be balanced about the neutral axis∙attachment of longitudinal stiffeners to prevent longitudinal bowing in butt welds of thin platestructures∙where there is choice of welding procedure, process and technique should aim to deposit the weld metal asquickly as possible; MIG in preference to MMA or gaswelding and mechanised rather than manual welding ∙in long runs, the whole weld should not be completed in one direction; back-step or skip welding techniquesshould be used. 应用以下制造技术控制变形:应用点焊调试和保证接头间隙相同的构件重叠焊接使焊接能与中性轴对称.薄板结构对接焊接增加纵向加强板防止纵向突起变形.所选择所焊接工艺,焊接方法和焊接技术应焊接金属快速熔敷;MIG优于MMA或气焊和机械化优于手工焊接对于长焊道,整个焊接的完成不应是同一方向;分段退焊或跳焊技术应采用.。