高速走丝线切割机床锥度切割的参数设定方法
线切割编程及加工课件

线切割加工过程:
对零件工艺分析后可用软件自动编程或手工编程,程序输
入数控装置后通过功放自动控制步进电机,带动机床工作台和
工件相对电极丝沿X、Y方向移动,完成平面形状的加工。数
控装置自动控制工件和电极丝之间的相对运动轨迹的同时,检
测到的放电间隙大小和放电状态信息经变频后反馈给数装置来
控制进给速度,使进给速度与工件材料的蚀除速度相平衡,维
直线 坐标原点为线段起点,X、Y分别取线段在对应方 向上的增量,即该线段在相对坐标系中的终点坐标的绝对 值。X、Y允许取比值,若X或Y为零时,X、Y值均可不写,
但分隔符号保留。例如 B2000B0B2000GxL1 可写为BBB2000GxL1。
圆弧 坐标原点为圆心,X、Y取圆弧起点坐标的绝对值, 但不允许 取比值。
27
3.计数方向G Gx —取X方向进给总长度计数 GY——取Y方向进给总长度计数
直线: 用线段的终点坐标的绝对值进行比较,哪个方向 数值大,就取该方向作为计数方向。即:
|Y|> |X|时,取GY; |Y|< |X|时,取Gx; |Y|=|X|时,取Gx或GY,有些机床对此专门规定。
28
3.计数方向G Gx —取X方向进给总长度计数 GY——取Y方向进给总长度计数
(1)偏差判别 判别加工点对规定图形的偏离位置,以决 定工作台的走向。
(2)工作台进给 根据判断的结果,控制工作台在X或Y方 向进给一步,以使加工点向规定图形靠拢。
(3)偏差计算 在加工过程中,工作台每进给一步,都由 机床的数控装置根据数控程序计算出新的加工点与规定图形之 间的偏差,作为下一步判断的依据。
14
2、坐标工作台
坐标工作台安置在床面上,包括上层工作台面、中层中拖 板、下层底座,还有减速齿轮和丝杠螺母等构件。两个步进 电动机经过齿轮减速, 带动丝杠螺母,从而 驱动工作台在XY平面 上移动。控制器每发出 一个进给脉冲信号,工 作台就移动lμm,则称 该机床的脉冲当量为 1μm/脉冲。
锥度加工
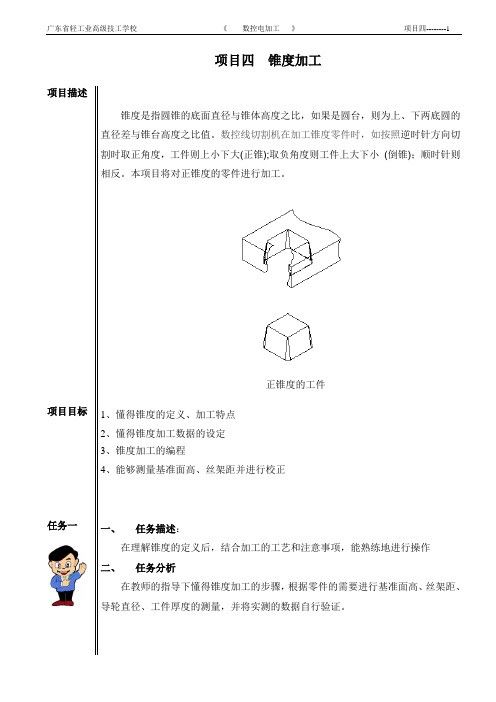
项目四 锥度加工项目描述锥度是指圆锥的底面直径与锥体高度之比,如果是圆台,则为上、下两底圆的直径差与锥台高度之比值。
数控线切割机在加工锥度零件时,如按照逆时针方向切割时取正角度,工件则上小下大(正锥);取负角度则工件上大下小 (倒锥);顺时针则相反。
本项目将对正锥度的零件进行加工。
正锥度的工件项目目标1、懂得锥度的定义、加工特点2、懂得锥度加工数据的设定3、锥度加工的编程4、能够测量基准面高、丝架距并进行校正任务一一、 任务描述:在理解锥度的定义后,结合加工的工艺和注意事项,能熟练地进行操作 二、 任务分析在教师的指导下懂得锥度加工的步骤,根据零件的需要进行基准面高、丝架距、导轮直径、工件厚度的测量,并将实测的数据自行验证。
三、任务准备 (一) 相关知识准备(二) 1 锥度加工的实现机理要在线切割加工中实现锥度切割,就应想办法让电极丝能相对于工件面产生倾斜,而不再是传统的垂直穿越。
当然,丝与工件面间的倾斜不能是保持某一固定的倾斜方向状态,因为这样的话,最多只能是在某一方向面上割出锥度,而当改变加工方向面后则可能得不到锥度,或所得到得锥度不是所期望的。
真正的锥度切割应是能自动地根据所加工的方向面随时改变其倾斜方向,以保证所加工出的锥度工件在锥度范围内的每一个横截面的形状都应是按一定比例缩放得到的。
就如图中圆锥台零件和棱锥台零件所示的一样,在不同的方位上丝产生相对应的倾斜,但丝和垂直面的倾斜角度基本上是保持恒定的。
零件锥度切割的概念实现锥度的切割加工可通过控制上下丝架导向器按一定程序轨迹移动来实现。
根据机床的结构布局安排,可有如图所示的三种实现方式。
方式1:上丝架可动,下丝架不动,如图(a)所示。
方式2:下丝架可动,上丝架不动,如图(b)所示。
方式3:上、下丝架都可动,如图(c)所示。
图 锥度切割的三种实现方式上丝架移动范围丝倾斜下导向点下丝架移动范围丝倾斜上导向点上丝架移动范围丝倾斜下丝架移动范围(a )(b )(c )其中,方式3的结构很复杂,很少采用,只有在需要特别大的加工锥度的情况下,才按方式3设计制造。
线切割锥度参数设置

线切割锥度参数设置
在实际操作中,线切割锥度参数的设置需要考虑多个因素,包括工件材料、电解液、电极形状和切割需求等。
一般来说,以下是一些常用的线切割锥度参数设置建议:
1. 切割速度:根据材料硬度和电解液性质,合理调整切割速度。
速度过快容易导致电极磨损加快,速度过慢又会导致切割效率低下。
2. 脉冲电流和工作电流:根据材料的导电性和切割要求,适当调整脉冲电流和工作电流。
一般情况下,脉冲电流可以设定为工作电流的1.5倍左右。
3. 段数和脉宽:根据工件材料的硬度和形状,合理设定线切割的段数和脉宽。
段数越多,切割质量越好,但速度会相应下降。
4. 切割温度:根据材料的熔点和工作电流,控制切割温度。
温度过高容易使电极磨损加剧,温度过低又会导致切割效率低下。
5. 切割角度:根据切割需求和材料性质,设定合适的切割角度。
一般情况下,切割角度可以设定在1°-3°之间。
需要注意的是,以上参数设置仅供参考,实际设置需根据具体情况进行调整和优化。
在操作过程中,也可以通过试切等方式逐步优化参数,以达到最佳的切割效
果和工艺要求。
数控线切割机床的操作与编程

在图6-2所示结构中,在储丝筒旋转的同时,通过二级齿轮减速传动带动 丝杆转动,由于丝杆螺母副的作用而使得储丝筒所在的滑动走丝拖板相对于 机床座体(丝架所在)产生轴向位移。如果二级齿轮传动中,每一级减速比为1 : 4,丝杆的螺距为2.75 mm,则当储丝筒转过一圈时,其轴向位移为 1/16×2.75= 0.172 mm,就算用直径为( 0.15 mm的钼丝都不会产生叠丝。为 了保证收丝方与放丝方不叠丝,可在丝架的上面和下面各放一块硬质合金挡 丝块,并特地偏开一定的距离(约1.5 mm)。
2.慢走丝线切割机床的走丝机构
如图6-3所示。走丝系统 自上而下,丝由送丝轮经张力 轮到上导向轮、工件孔、下导 向轮,再到速度轮、排丝轮, 最后到达收丝轮。和快走丝系 统明显不同的就是该系统采用 的电极丝是一次性的,走丝速 度慢而连续可调(0.5~8 m / min)。走丝速度由速度轮后面 的DC电机控制,调节机床面板 上的“丝速调节”旋钮即可。 顺时针转动为加速,逆时针转 动为降速。
• 数控线切割机床,又称数控电火花线切割机床, 其加工过程是利用一根移动着的金属丝(钼丝、钨 丝或铜丝等)作工具电极,在金属丝与工件间通以 脉冲电流,使之产生脉冲放电而进行切割加工的 。
如图6-1所示,电极丝穿过工件上预先钻好的小孔(
穿丝孔),经导轮由走丝机构带动进行轴向走丝运动。
工件通过绝缘板安装在工作台上,由数控装置按加工程
3. 加工零件 在试制新产品时,用线切割在坯料上直接割出零件
,由于不需另行制造模具,可大大缩短制造周期、降低 成本。另外修改设计、变更加工程序比较方便。在零件 制造方面,可用于加工品种多、数量少的零件,特殊难 加工材料的零件、材料试验样件、各种型孔、特殊齿轮 凸轮、样板、成型刀具。同时还可进行微细加工,异形 槽和人工标准缺陷的窄缝加工等。
数控快走丝线切割的编程
数控快走丝线切割的编程对于简单平面二维轮廓零件:一般采用手工编程;对于上下异型直纹曲面的加工:简单零件可以手工编程,复杂零件可以采用图形辅助编程和计算机辅助编程。
1.数控快走丝线切割中的基本工艺问题(1)工件坐标系和工件原点的设置1)在机床工作台的不同位置上,可同时安装几个工件,需要建立几个工件坐标系。
2)机床一般提供6个工件坐标系,用G54~G59进行指定。
3)工件原点要选择便于测量或碰丝的位置,同时要便于编程计算。
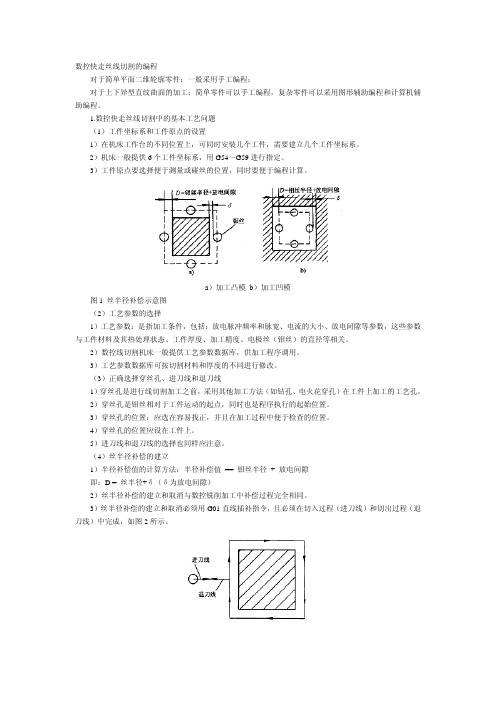
a)加工凸模b)加工凹模图1 丝半径补偿示意图(2)工艺参数的选择1)工艺参数:是指加工条件,包括:放电脉冲频率和脉宽、电流的大小、放电间隙等参数,这些参数与工件材料及其热处理状态、工件厚度、加工精度、电极丝(钼丝)的直径等相关。
2)数控线切割机床一般提供工艺参数数据库,供加工程序调用。
3)工艺参数数据库可按切割材料和厚度的不同进行修改。
(3)正确选择穿丝孔、进刀线和退刀线1)穿丝孔是进行线切割加工之前,采用其他加工方法(如钻孔、电火花穿孔)在工件上加工的工艺孔。
2)穿丝孔是钼丝相对于工件运动的起点,同时也是程序执行的起始位置。
3)穿丝孔的位置:应选在容易找正,并且在加工过程中便于检查的位置。
4)穿丝孔的位置应设在工件上。
5)进刀线和退刀线的选择也同样应注意。
(4)丝半径补偿的建立1)半径补偿值的计算方法:半径补偿值 == 钼丝半径 + 放电间隙即:D = 丝半径+δ(δ为放电间隙)2)丝半径补偿的建立和取消与数控铣削加工中补偿过程完全相同。
3)丝半径补偿的建立和取消必须用G01直线插补指令,且必须在切入过程(进刀线)和切出过程(退刀线)中完成,如图2所示。
图2 丝半径补偿(G41)的建立和取消(5)锥度加工条件1)首先必须输入下列参数:①上导轮中心到工作台面的距离S。
②工作台面到下导轮中心的距离W。
③工件厚度H。
如图3所示。
图3 锥度加工条件参数2)锥度加工的建立和退出图4 锥度切割加工范围和加工误差分析例题①锥度加工的建立和退出过程如图4所示:建立锥度加工(G51或G52),退出锥度加工(G50)②程序段必须是G01直线插补程序段,分别在进刀线和退刀线中完成。
YH线切割系统说明书
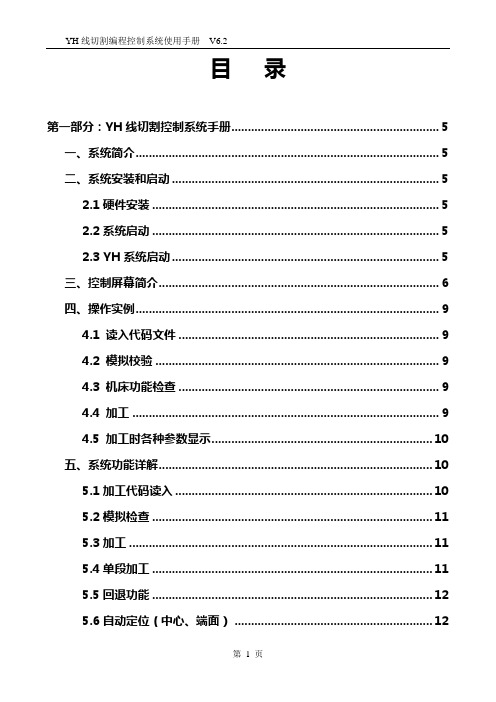
目录第一部分:YH线切割控制系统手册 (5)一、系统简介 (5)二、系统安装和启动 (5)2.1硬件安装 (5)2.2系统启动 (5)2.3 YH系统启动 (5)三、控制屏幕简介 (6)四、操作实例 (9)4.1 读入代码文件 (9)4.2 模拟校验 (9)4.3 机床功能检查 (9)4.4 加工 (9)4.5 加工时各种参数显示 (10)五、系统功能详解 (10)5.1加工代码读入 (10)5.2模拟检查 (11)5.3加工 (11)5.4单段加工 (11)5.5回退功能 (12)5.6自动定位(中心、端面) (12)5.8机床拖板点动控制 (12)5.9图形显示的缩放及移动 (13)5.10代码的显示、编辑、存盘和倒置 (13)5.11功能设置 (13)5.12机床参数设置 (14)5.13计时牌的使用 (15)5.14反向切割处理 (15)5.15断丝处理 (15)5.16清角处理 (15)5.17大锥度补偿 (15)5.18返回DOS (15)5.19 3B代码的直接输入 (15)5.20 3B代码的输出 (16)5.21图形的旋转、平移与对称 (16)5.22工件轮廓三维造型 (16)六、编程切换 (17)七、手工编程 (17)第二部分:YH编程系统使用手册 (19)一、YH系统功能简介 (19)二、YH系统的基本操作方法举例 (21)三、YH系统图标命令及菜单功能详解 (25)3.1点输入: (25)3.3圆输入: (27)3.4切线、切圆输入: (27)3.5非圆曲线的输入 (29)3.6退格 (32)3.7菜单命令 (32)3.7.1文件按钮 (32)3.7.1.1新图 (32)3.7.1.2读盘 (32)3.7.1.3存盘 (33)3.7.1.4打印 (33)3.7.1.5挂起 (33)3.7.1.6拼接 (33)3.7.1.7删除 (34)3.7.1.8退出 (34)3.7.2编辑按钮 (34)3.7.2.1镜像 (34)3.7.2.2旋转 (34)3.7.2.3等分 (34)3.7.2.4平移 (35)3.7.3编程按钮 (35)3.7.3.1切割编程 (35)3.7.3.2四轴合成 (38)3.7.4杂项按钮 (39)3.7.4.1有效区 (39)3.7.4.2交点标记/消隐 (39)3.7.4.3交点数据 (39)3.7.4.4点号显示 (39)3.7.4.5大圆弧设定 (39)3.7.4.6打印机选择 (39)3.8英制尺寸图形的编程 (40)四、编程实例 (40)第一部分:YH线切割控制系统手册一、系统简介YH线切割控制系统是采用先进的计算机图形和数控技术,集控制、编程为一体的快走丝线切割高级编程控制系统。
超大锥度数控快走丝线切割机床的应用研究

Ke r s Cf  ̄ d ; p rwokn eeto ew r ;p l ain rsac y wo d : W? O NC wem t e rig;lcrd e a pi t e rh a i c o e
a i v me t a a t r d p o e s gme h d o p r r pe e po e sa dt e m t r e d n t n in e t c u ei r v s x smo e n r mee sa r c s i t o f a k ic r s n t sn e i g at t .T b d s u t r mp o e p n n t e wo c h a e e o r a h n rc s n a tb l y; o t u l l e g a wi u v re e t t a n t ui sb c ls o e s t m c ie p e i o d sa i t Ad p o b e s c e , t o t e es x icin g p isi t n a k a h c mp n a in, ih t n — i n i d i r h r n o t o o h g a s r
mi ina c rc a erai d a e ra tn d p nq efu o n cigtc n lg oa he ebga e ut g a rpo s o c uayc n b e z .T p rt ed s da o tu iu o rc n et eh oo yt c iv itp rc t n .T p r- s l e h a n i e c sigf cu t nk e —f e iesn ho iain,g aa te em c iiga c rc n ii n dc le e t eyp ee th ae esn u tai e po d vc y c rnzt l o o u rne st hnn c ua ya df s h a n h,a a f ci l rvn etp r l v t
高速走丝电火花线切割加工模具操作技巧
高 速走 丝 线 切割 机 由于受 到 电 极 丝损 耗 、 械 机 部 分的结 构 与精度 、 给系统 的开 环控 制 、 作 液导 进 工 电率 的变 化 、 工环 境 的温 度 变 化 及机 床 本 身 加 工 加
所谓 二 次切 割工 艺 即先用 较 大 的脉宽 和增 加功 放管 只数 , 大的 加 工 电流 ( 1 0 1 5A) 以较 较 约 . ~ . ,
本 单 位本 机床 的加 工 工 艺特 性 数据 和经验 。
70 一
维普资讯
经验 交 流
表 1 工 艺 试 验 记 录 卡
《 I1 电』:与馍. 1 0 增刊 I二 肆、06 1 2
4 采 用 二 次 切 割 工 艺 提 高 模 具 加 工 质 量 和
技巧。若能正确运用这些技巧, 可以降低劳动强度
和模具 成本 , 高 生产 效率 和 模 具 质 量 。 以下介 绍 提
4种 线切 割加 工模 具时 的操作 技 巧 。
1 加 固法 消 除接 刀痕
用 线 切 割 机 加 工 凸
穿丝
模时 , 断后 会 在 接 刀 处 切
产生 如 图 1所 示 的 接 刀 痕迹 , 增加 线 切 割 加 工 后
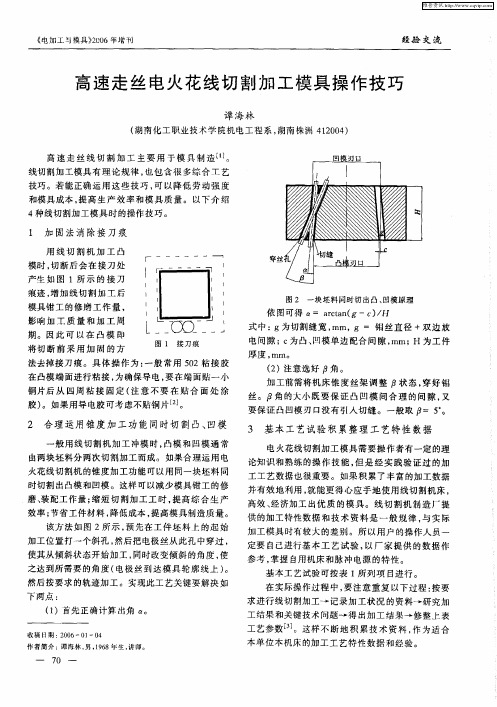
()注 意选好 口角 。 2 加 工前需 将机 床 锥 度 丝架 调 整 J状 态 , 好 钼 9 穿 丝 。卢角 的大小 既 要 保 证 凸 凹模 间合 理 的 间 隙 , 又 要保 证 凸 凹模 刃 口没有 引入 切缝 。一般 取 』= 5。 9
2 合 理 运 用 锥 度 加 工 功 能 同时 切 割 凸、 凹模
之达 到所 需 要 的角度 ( 电极 丝 到达 模 具 轮 廓线 上 ) 。 然后按 要求 的轨 迹加 工 。实 现此 工艺关 键 要解决 如
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
周运动 , 把倾斜运动和平动运动叠加 , 就能获得这个 倒圆锥体 。在 UV 平面上有半径为 R + L + l的圆周运
动 , 这里 L 是用以抵消作锥度倾斜运动而在 h基面高 度上产生的偏移量 , 因而方向与这个偏移量相反 。用 户只要设定 H、 h、α三个量 , 正确的切割编程 , 由 计算机实现联动切割 , 就可完成锥度切割加工 。 2 丝架上下支点跨距及基面测定
Keywords: W EDM machine; Taper cutting; Parameters setting
0 引言 目前 , 国内外开发了各种锥度结构和锥度控制模
型 [1 ] , 不少用户也拥有带锥度切割加工机构的高速走 丝电火花线切割机床 , 但往往放弃锥度切割功能 , 其 原因往往是认为加工复杂零件难以掌握 , 切割加工出 的带锥度的零件的尺寸达不到要求 。其实只要正确设 定上下丝架电极丝二支承点间的跨距 H 和下丝架中 心到平台基面即工件下平面的高度 h, 加上确定的半 锥角 α, 就能正确地加工出带锥度的工件 。为此 , 本 文对高速走丝电火花线切割机床锥度切割的原理以及 相关参数的设定进行了详细的叙述 , 并编制了相应的 程序模块 , 便于用户掌握 。 1 锥度切割基本原理
(2)
本例中 , δ是标准值 20mm 与实际测量值距 H的计算
由 l = H′3 tan1°= H3 tanα, 可得
H = ( H′3 tan1°) / tanα
(3)
式中 , H′3 tan1°为锥度切割小拖板 A′倾斜半径 , 根 据这个偏出量产生的 tanα量推算 H值 。
为了确保锥度切割精
度 , 必须对丝架上下支点 间的 跨 距 及 基 面 尺 寸 作 正
确测定 。通常由于受测试
工具 局 限 无 法 精 确 测 定 此
二参数 , 故而采用下述间 接测试法 , 用以满足基面 及丝架跨距的测定 。
图 2 锥度切割加工 参数计算模型
试割一个基面标准尺寸为 20mm ×20mm、半锥角
锥度 切 割 加 工 是 基 于
XY平面和 UV 平面联动来 完成的 。XY平面是指大拖 板带动 工件 作平动 运动 , UV 平面是上线架端点 A 围 绕下线架端点 A′作倾斜运 动 , 如图 1 所示 , 电极丝 AA′作以下导轮中心点 A 为 原点 、A ′为动点 、半径为 l 的倾斜旋转运动 , 可以得 到一个尖倒圆锥体 , 它在 h 图 1 锥度切割示意图 高度平面 (即下导轮中心到支承平台 ) 产生一个半 径 L 的圆周轨迹 , 与此同时 , 电极丝作以 L 为半径 , 方向与 l相反的圆周运动 (平动 ) 。
为 1°的锥体 , 锥体为上小下大 (或上大下小 ) , 基面
形腔尺寸为 X1 和 Y1 , 工件厚度为 D , 如图 3 所示 , 用投影仪或分厘卡仔细测定 X1、X2 (或 Y1、 Y2 ) 值 备用 。
H′为上下丝架跨距的估算值 , h′为下丝架支点到
《机床与液压 》20061No13
平台基面的估算值 , 此二值可在锥度切割前估算测 定 , 仅作为锥度加工产生 l′、L ′的依据 。通过对切割 件 X1 , X2 , D 值的测量并经计算就可获得实际切割 的 α、H和 h值 。
图 4 电火花线切割锥度加工程序界面
(下转第 117页 )
《机床与液压 》20061No13
·117·
量与输入电流呈线性比例特性 , 流量增益与电液伺服 阀的结构参数及供油压力 ps 有关 。 3 试验结果及分析
图 3是通过试验测出的双喷嘴挡板电液伺服阀空 载流量特 性 曲 线 。流 量 特 性 曲 线 与 流 量 特 性 方 程 ( 5) 基本吻合 。
图 3 试割工件模型
( 1) 中间量 tanα和 δ的计算
tanα = ( X2 - X1 ) / ( 23 D )
(1)
tanα是以锥度切割的三要素 H′、 h′和 1°为依据 ,
经切割获得的实际的正切值 , 上大下小 : X2 - X1; 上
小下大 : X1 - X2。
δ= ( 20 - X1 ) /2
( 3) 基面高度 h的计算
在基面 (形腔面 ) 上切割的标准尺寸应符合名
义尺寸的要求 , 由于 H′、 h′为 H 和 h 的估算值 , 切
割将使形腔基面的标准尺寸与真实尺寸产生一个误差
值 δ。
h′3 tan1°= h3 tanα +δ
(4)
式中 , h′3 tan1°是预设值 , h 3 tanα为实际值 , δ为
误差值 。
假如 h′= h, 则有
δ= ( tan1°- tanα) / h
(5)
所以当测出 δ值经计算满足上式时 , 则可求得 :
h = h′。 当 α≠1°且 δ≠ ( tan1°- tanα) / h 时 , 可知 : h′≠h,
则有
上小下大 : h = ( h′3 tan1°+δ) / tanα
图 3 电液伺服阀空载流量特性曲线 理论分析和试验结果还表明 : (1) 在额定电流的范围内 , 阀的输出流量和输 入电流呈线性比例特性 , 并且滞回很小 。 ( 2) 流量增益较大 , 此阀可达 512L / (m in·A ) 。 并且灵敏度也较高 , 最小可控流量在 0102L /m in 以 下。 (3) 当系统供油压力增大时 , 可提高负载流量 的输出 。 (4) 控制电流超过额定电流时 , 阀的输出流量 将出现饱和趋势 。
p roportional control of tw in - cylinder hydraulic elevators
[ J ] 1Control Engineering Practice Volume, 2001 ( 4 ) : 367 - 3731 【2】向春梅 , 张家琛 , 马芬梅 , 等 1电液伺服阀动态特性 的研究 [ J ] 1热力发电 , 1996 (6) : 5 - 121 【3】H1Kuwano, T1M atsushita1Observers for direct drive ser2 vovalves [ J ] 1Journal of Hydraulics & Pneumatucs, 1984 (4) : 15 - 191 【4】路甬祥 1液压气动技术手册 [M ] 1北京 : 机械工业 出版社 , 200211: 458 - 4691 【5】王春行 1液压控制系统 [M ] 1北京 : 机械工业出版 社 , 2000110: 81 - 1001 作者 简 介 : 陈 召 国 ( 1961—) , 男 , 副 教 授 , 硕 士 , 浙江大学流体传动及控制国家重点实验室访问学者 。主要 从事液压传动与控制的教学和研究工作 。 E - mail: czg1961 @ 1631com。
·69·
(1) 按照通常切割编程的方法处理 。 (2) 当进入 “加工开关设定窗 ”, 须正确点击加 工方向键 , 必须使人工选择路径的方向与电脑显示的 方法一致 。 (3) 点击 锥度 设 定 ON , 弹 出 锥度 、标 度和 基 面 , 正确填写当前的标度 (上下丝架二支点间跨距 H) 和基面 (下导轮中心到刃口距离 h ) , 这里基面 的概念已引伸为下丝架支点到平台加上平台到刃口面 的距离 。 编程时 , “锥度 ”的数值应根据切割单面锥度角 而定 , 正负号作如下规定 : 要得到上大下小锥度使符 号为正 , 上小下大锥体符号为负 [2 ] 。一般锥度切割 时 , 建议采用上小下大顺锥切割 , 这样无需将图纸形 腔正反颠倒作图 , 使用方便 、直观 , 且切割完毕时 , 工件落下不会将钼丝夹住造成短丝 。 (4) 以后的编程步骤按一般的切割编程的方法 处理即可 。进行锥度切割加工时 , 一旦掌握 H, h 的 测量方法 , 再注意锥度三要素的正确使用 , 就能准确 切割出带锥度的工件 。 312 有关注意事项 (1) 切割锥度前 , 要保证机械精度符合规定要 求。 (2) 电极丝的放电间隙 , 应保证有合理的间隙 补偿量 , 不干扰切割锥度的精度 。 (3) 仔细参阅锥度切割编程说明 , 切割走向与 计算机设定走向一致 , 在此前提下 , 如果要切割上大 下小尺寸在基面 , 锥度角应为 +α; 反之上小下大尺 寸在刃口面上斜度角为 - α。 ( 4) X1、X2 (或 Y1、 Y2 ) 、D 的测量精度将直接 影响到 H、 h的实测精度 , 最好采用投影仪 、分厘卡 进行测量 。 4 锥度切割参数计算测定程序
L IM ingqi1 , L IM inghui1 , HONG Yifu2 (11Plasticity Working Engineering Department, Shanghai J iaotong University, Shanghai 200030, China;
21Shanghai Troop Electronics Equipm ent CO1, LTD1, Shanghai 200233, China)
Abstract: The technical p rincip le of taper cutting of HS - W EDM was introduced1The parameters setting method and the p rogram p rocessing of taper cutting based on W EDM machine were analyzed1
收稿时间 : 2004 - 11 - 16
(5) 负载压力增大 , 将使输出流量减小 。 4 结论
双喷嘴挡板电液伺服阀的静态流量特性是可以预 测的 , 并且是十分可靠的 。
(1) 空载时 , 伺服阀的输出流量与输入电流呈 线性比例特性关系 。