注塑成型工艺点检表
注塑成型工艺点检表

模号客户名称产品名称
机台型号
成品重量
模穴数量
成型周期
材料名称是否自料成品重量水口重量射嘴一段二段
三段四段
五段六段
七段12345678910111213141516
前模后模滑块内抽热流道L 热流道R 热流道嘴储料流程储料压力
储料速度
储料行程
注塑流程压力
速度
位置
注塑时间储料一段注塑一段储料二段注塑二段储料三段注塑三段注塑四段
注塑保压压力速度时间托模压力速度停留位置
保压一段托模前1保压二段托模前2关模流程位置压力速度
托模退1一段托模退2二段开模流程位置压力速度
三段一段四段二段五段三段锁模力四段冷却时间
五段
材料名称是否自料成品重量水口重量射嘴一段二段
三段四段
五段六段
七段12345678910111213141516储料流程一段
二段
三段
注塑流程压力
速度
位置
注塑时间
储料压力注塑一段储料速度注塑二段储料行程注塑三段注塑保压压力速度时间
注塑四段
保压一段保压终端
注塑成型工艺点检表
文件编号:QF7.5-08-05 版号: B/03 No.主炮台注塑工艺
副炮台注塑工艺
注塑工艺是否在规定范围内:□是 □否注塑工艺超过范围的原因和产品质量情况
点检人: 日期:
注:注塑成型条件不在范围内的参数,请用笔将参数圈出,并标明实际的参数
炮筒温度(℃)热流道板温度(℃)
模具温度炮筒温度(℃)热流道板温度(℃)。
MM0011-02A 注塑成型工艺点检表
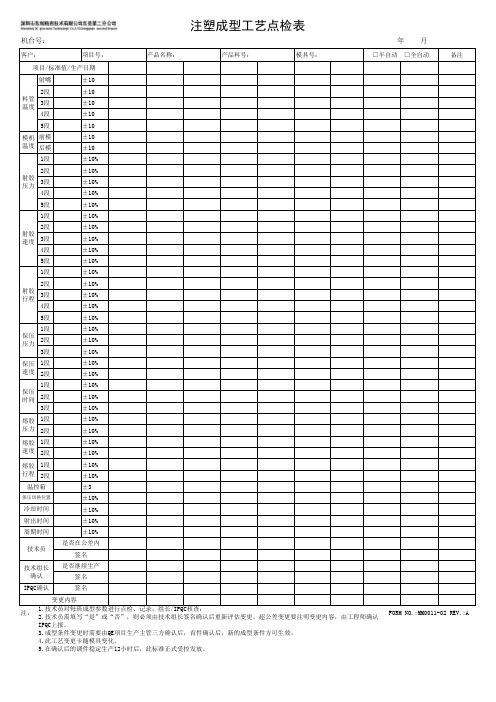
备注射嘴±102段±103段±104段±105段±10前模±10后模±101段±10%2段±10%3段±10%4段±10%5段±10%1段±10%2段±10%3段±10%4段±10%5段±10%1段±10%2段±10%3段±10%4段±10%5段±10%1段±10%2段±10%3段±10%1段±10%2段±10%1段±10%2段±10%3段±10%1段±10%2段±10%1段±10%2段±10%1段±10%2段±10%±3±10%±10%±10%±10%注:注塑成型工艺点检表机台号:年 月客户:项目号:产品名称:产品料号:模具号:FORM NO.:MM0011-02 REV.:A 料管温度项目/标准值/生产日期射胶压力模机温度射胶速度射胶行程保压压力保压速度熔胶压力保压时间熔胶速度熔胶行程保压切换位置温控箱射出时间冷却时间技术员是否在公差内签名周期时间签名是否继续生产技术组长确认变更内容2.技术员需填写“是”或“否”,则必须由技术组长签名确认后重新评估变更。
超公差变更要注明变更内容,由工程师确认IPQC上报。
3.成型条件变更时需要由QE项目生产主管三方确认后,首件确认后,新的成型条件方可生效。
4.此工艺变更卡随模具变化。
5.在确认后的调件稳定生产12小时后,此标准正式受控发放。
□半自动 □全自动IPQC确认签名。
注塑工艺制程检查表

注塑产品连续生产中会遇到设备故障维修,员工中午吃饭等,应策划停机多久需要重
新进行作业准备验证,首件检验,是否中午员工吃饭接机等,因为停机后模温会降
低,如PP材料,停机半小时以内回复生产后产品不会产生太大影响,但ABS材料停机10
分钟以上可能会导致注塑机内材料讲解风险,产品变形风险,外观缺料等风险
注塑产品常见的不良有油污、缺料、裂纹、发白、削缺、收缩变形、明显的熔接痕
注塑调机工序影响产品尺寸,针对产品尺寸(关键装配尺寸)识别为特殊特性的,对
应调机过程应识别为特殊过程,并策划到对应的文件中,如过程特殊特性清单、PFMFA
、控制计划、作业指导书或工艺卡中
注塑机热流道温度、射出位置、射出压力、射出速度、保压压力、保压速度、保压时
间、储料位置、储料压力、储料速度、储料背压、冷却时间、成型周期等影响注塑成
型关键参数需进行工艺策划,形成作业指导文件
注塑调机为特殊过程,针对影响产品关键装配吃好吃的调机参数,如热流道温度、射
出位置、射出压力、射出速度、保压压力、保压速度、保压时间、储料位置、储料压
力、储料速度、储料背压扥需进行工艺验证,并保留验证记录
注塑工艺原则上严禁使用回料,回料二次加工会产生材料讲解风险,导致物料断裂
物料的存储环境原则上需遵循厂家物料说明书要求执行,如有特殊温湿度等环境要求 的,需按要求环境存放;如物料说明书无特殊要求,物料的存储需按照工厂工艺文件 物料有效期管理原则上需遵循物料有效期标识进行管理,并建立物料保质期台账,对 于过期物料需粘贴不合格品标识并隔离,原则上报废处理,如需使用需经过试验、验 证及评审;对于物料无特殊保质期要求的,需策划定期进行产品复检(建议呆滞没6个 生产现场所使用的物料是否经过进货检验并合格,以保证物料的性能符合要求,如: 燃料特性、密度、拉伸强度、弯曲模具、冲击强度、热变形温度等。 以PP+GF20料为例要求如下: 1.燃料特性:应满足GB88410《100mm/min或UL94 HB级; 2.密度:1.05±0.02g/cm³ 3.拉伸强度:》55MPa 4.弯曲模量:》3600MPa 5.冲击强度:》60J/M 热变形温度:》110℃ 来料检验应策划注塑原材料、蒙皮等有颜色要求的外观检验项目,如对色板样件的管 控,需客户签字封样(适用时),并对样件建立有效期台账,每月对样件进行盘点, 避免样件过期或出现色差、划伤等异常 成品应建立标准样件,进行签样封存并注明有效期,同时对样件建立有效期台账,每 月对样件进行盘点,避免样件过期或产生划伤等异常 样件按照类型分开存放,同类型的已外观件或结构件进行区分存放 生产现场使用的物料需进行产品信息标识和物料装配标识,产品信息标识需包含物料 规格、型号、批次及厂家等信息,并符合作业指导书策划要求 生产现场注塑原材料加料过程中,需对原材料粒子进行防护避免落入灰尘和混入杂 物,如鼓风机在容器内吸料,需对容器加盖子进行防护 生产现场的物料是否进行有效的防护,包装无破损,原材料无裸露,不同物料不同状 态是否进行隔离区分并标识 针对有环境要求的注塑料是否有进行策划并实施管控,如温湿度 生产现场是否使用回料,回料是否进行标识注明回料,回料的使用配比,需要严格根 据作业文件执行并保留使用记录 工厂是否明确物料紧急放行权限,对物料未检验紧急放行的是否通知到顾客,必要时 需得到顾客同意,一旦发现产品不合格货存在缺陷是否通知顾客召回;紧急放行物料 需做标识并建立批次追溯信息,控制放行数量 注塑产品加料和烘烤作业需要形成作业指导书,对于料筒加料数量应考虑产品重量 (毛重)和烘烤时间,策划加料警戒线,持续保持物料烘烤时间满足要求 注塑加料工序涉及2个(含)以上物料同时加料的,需对加料比例和配方进行文件策 划,并对加料配比进行记录监控 注塑料回料的使用(配比),需进行作业文件策划员工操作 注塑涉及外观要求的产品需策划注塑料烘烤时间和温度要求,以通过烘烤作业减少水 分、避免产品外观料花、气痕,降低产品不合格率;注塑原材料加料应建立质量记录 对烘烤时间和开机时间进行监控 原料烘烤工艺要求: 1.烘料温度是否在策划的控制范围内(60-140)℃,如PP料温度控制在70-95℃,PA6 料温度控制在110-130℃; 2.原材料烘烤时间是否满足文件策划要求,如PP料烘烤时间》2H,PA6料烘烤时间》 4H; 3.原材料烘烤时间和温度的策划需进行充分地验证,如烘烤的目的是为减少水分,避 加料作业需按照作业指导书执行,核对加料物料名称、规格型号、供应商、批次等信 息,对涉及配比(配方)的需按文件执行,填写加料记录表;连续生产物料(一次烘 烤不续加除外)物料加料数量严格按照物料加料警戒线执行,物料高度不得低于警戒 加料烘烤工序作业人员需了解烘烤料筒物料警戒线控制方法,烘烤工序对产品实物质 注塑料烘烤设备温度管理影响产品外观质量,应对烘烤设备上的温度计识别为B类量具 烘烤作业需按照作业指导书执行,确认烘烤温度,确认温度计在校准有效期内,对烘 烤开始时间,开机生产时间进行记录 家里烘烤温度,应策划到首件检验规范中进行确认和记录
注塑设备日常点检表【范本模板】

13
料斗磁力架
料斗磁力架是否去除铁销
14
模具
模具是否有异常和松动
说明
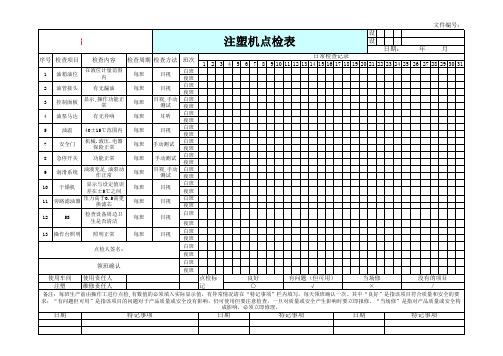
1、操作本机台的员工须有操作上岗证;
2、每天开机前按要求对机器进行检查和保养,检查完后再相对处打“√”,如有异常在相应处打“×”如未使用则用“o"表示,检查完后签名;此项由主管监督审核;
3、如检查中发现有异常必须向主管汇报,待异常排除后方可生产。
油泵
油泵是否有异常噪音
5
紧急按钮
按下紧急按钮是否能够切断油泵电源
6
安全门
安全门行程开关是否正常
7
溶胶筒
停机换料时是否清理溶胶筒
8
冷却环
冷却换出入水温是否正常,出入量是否一致
9
安全挡板
机械安全挡板工作是否正常
10
润滑部位
机铰哥林柱及射移导轨等润滑部位是否正常润滑
11
发热圈
发热圈是否有烧毁、漏电
12
油温油位计
保养人
审核
注塑设备日常点检表
序号
检查项目
检查内容
月份
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机台环境
机台尤其是导杆,导柱量
使用润滑油是否正常
3
润滑油泵
润滑邮箱内的润滑油是否够清洁(无水、无杂物、无变质)
4
注塑机点检表
注塑机点检表
序号 检查项目
1 2 3 4 5 7 8 9 10 11 12 13 油箱油位 油管接头 控制面板 油泵马达 油温 安全门 急停开关 润滑系统 干燥机
设备编号: 设备型号: 日期:
年
月
检查内容
在液位计量范围 内 有无漏油 显示,操作功能正 常 有无异响 40±15℃范围内 机械.液压.电器 保险正常 功能正常 油液充足,油泵动 作正常
日常检查记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
显示与设定值误 差在±5℃之间 压力高于0.5需更 旁路滤油器 换滤芯 5S 操作台照明 检查设备周边卫 生是否清洁 照明正常 点检人签名:
领班确认 使用车间 注塑 使用责任人 维修责任人
点检标记
良好 ○
有问题(但可用) √
当场修 ×
没有的项目 /
备注:每班生产前由操作工进行点检,有数值的必须填入实际显示值,有异常情况请在“特记事项”栏内填写,每天领班确认一次。其中“良好”是指该项目符合质量和安全的要 求;“有问题但可用”是指该项目的问题对于产品质量或安全没有影响,仍可使用但要注意检查,一旦对质量或安全产生影响时要立即报修。“当场修”是指对产品质量或安全构 成影响,必须立即修理。检查周期 检查方法 班次
每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 目视 目视 目视,手动 测试 耳听 目视 手动测试 手动测试 目视,手动 测试 目视 目视 目视 目视 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
注塑机点检表

故障无大小,责任重如山。
注塑机点检表
设备型号: 设备编号: 记录符号正常 (√ ) 异常( × ) 已修复 (○ ) 检查 项目 检查内容 月 1.机台区域,工作现场整洁 清洁 2.模具表面,导柱是否清洁 1.警急按钮是否有效 2安全门行程开关是否正常 安全 3.机械安全挡板是否正常 1.机台油泵运转声音是否正常 2.模具开合模声音是否正常 3.模具水路、压板螺丝是否正常 4.加热温度是否正常 5.电路部分是否有短路、异味 状态 6.机台模具是否漏水、滴油 7.液压油位是否正常 8.各主要技术性能能否满足生产工艺要求 9.设备操作系统或操作机构是否操作灵活可靠 10.各种指示仪表、计量器具能否准确显示 1.机铰、导轨、模具导柱是否润滑 润滑 2.检查油标及各润滑点加油 班长每周确认: 操 作 人 建议增减项: 技术部每月确认: 厂部审核:
注塑机点检表
每月 十五 檢查導柱、軸承是否潤滑、加油 號 記錄人: 檢查方法:看、 試、聽 記錄符 號: 正常 異常 V X
已修好
△
重大問題處理意 見:
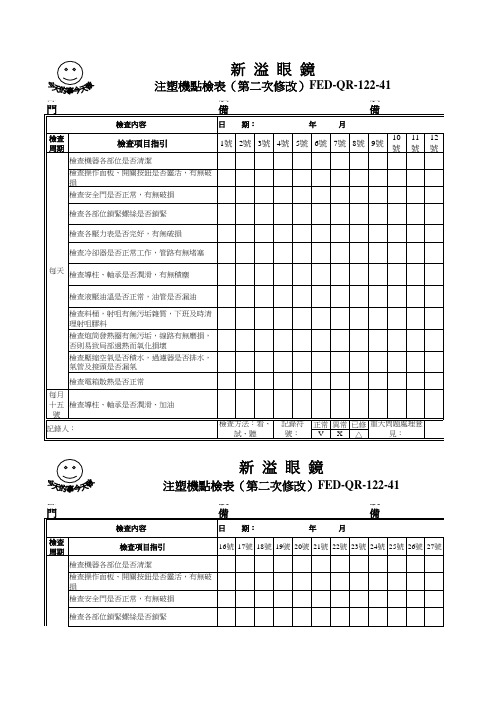
新 溢 眼 鏡
注塑機點檢表(第二次修改)FED-QR-122-41
部 門:
檢查內容 檢查 周期 檢查項目指引 檢查機器各部位是否清潔 檢查操作面板、開關按鈕是否靈活,有無破 損 檢查安全門是否正常,有無破損 檢查各部位鎖緊螺絲是否鎖緊 檢查各壓力表是否完好,有無破損
設備名稱:
日 期: 年 月
設備編號:
16號 17號 18號 19號 20號 21號 22號 23號 24號 25號 26號
每天
檢查冷卻器是否正常工作,管路有無堵塞 每天 檢查導柱、軸承是否潤滑,有無積塵 檢查液壓油溫是否正常,油管是否漏油 檢查料桶,射咀有無污垢雜質,下班及時清 理射咀膠料 檢查炮筒發熱圈有無污垢,線路有無磨損, 否則易致局部過熱而氧化損壞 檢查壓縮空氣是否積水,過濾器是否排水, 氣管及接頭是否漏氣 檢查電箱散熱是否正常 每月 十五 檢查導柱、軸承是否潤滑、加油 號 記錄人:
新 溢 眼 鏡
注塑機點檢表(第二次修改)FED-QR-122-41
部 門:
檢查內容 檢查 周期
設備名稱:
日 期: 年 月
設備編號:
檢查作面板、開關按鈕是否靈活,有無破 損 檢查安全門是否正常,有無破損 檢查各部位鎖緊螺絲是否鎖緊 檢查各壓力表是否完好,有無破損 檢查冷卻器是否正常工作,管路有無堵塞
檢查方法:看、 試、聽
記錄符 號:
正常 異常 V X
已修好
△
重大問題處理意 見:
41
12號 13號 14號 15號
2-41
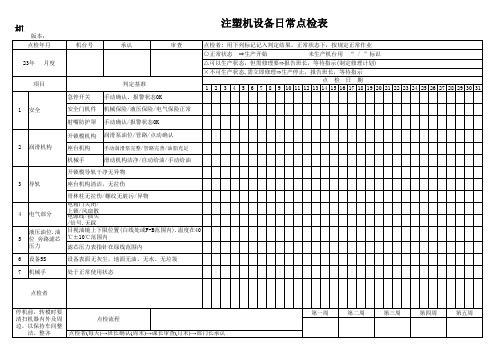
注塑机设备日常点检表
开锁模机构 润滑泵油位/管路/点动确认
2 润滑机构
座台机构 手动润滑泵完整/管路完善/油脂充足
机械手
滑动机构洁净/自动给油/手动给油
机 版本: 点检年月 23年 月度 项目
1 安全
机台号
承认
审查
判定基准 急停开关 手动确认、报警状态OK 安全门机件 机械保险/液压保险/电气保险正常 射嘴防护罩 手动确认/报警状态OK
注塑机设备日常点检表
点检者: 用下列标记记入判定结果。正常状态下,按规定正常作业 ○正常状态 ⇒生产开始 未生产机台用 “ / ”标识 △可以生产状态,但需修理要⇒报告班长,等待指示(制定修理计划) ×不可生产状态,需立即修理⇒生产停止,报告班长,等待指示
开锁模导轨干净无异物
3 导轨
座台机构清洁,无拉伤
哥林柱无拉伤/螺纹无脏污/异物
电箱门关闭/
4 电气部分
上锁/风扇散 电源线/插头
/信号,无踩
液压油位.油 目视油镜上下限位置(白线处或F-B范围内).温度在40 5 位 旁路滤芯 ℃±10℃范围内
压力
滤芯压力表指针在绿线范围内
6 设备5S
设备表面无灰尘,地面无油、无水、无垃圾
7 机ห้องสมุดไป่ตู้手
处于正常使用状态
点检者
停机前,转模时要 清扫机器内外及周 边,以保持车间整
洁、整齐
点检流程 点检者(每天)→班长确认(周末)→课长审查(月末)→部门长承认
第一周
第二周
第三周
第四周
第五周
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(%)
背压1/2/3
(%)
冷却时间(TR3) (sec)
中间循环(TR4) (sec)
周期
(sec)
射出终点
(mm)
中 中子压力 进/退 (%) 中子速度 进/退 (%)
子 中子时间 进/退 (sec) 中子位置 进/退 (mm)
变更原因
技术员
领班确认
注:①温度±10% ②压力、位置、速度、时间±20%
生效日期:2016.12.13
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
储料速度
1/2 3/4
(%)1 (%)3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
储1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
射退位置
(mm)
射退压力
(%)
射退速度
填写说明: 1 初次使用空白点检表时,将《注塑成型工艺表》中的参数抄录至“标准值”栏内; 2 当部分信息不涉及时,用“/”表示,不允许留有空白; 3 每天技术员填写完此表后,领班及时作确认; 4 如发现有超出参数范围时,立即向上级反馈,按《异常处理流程》执行。
表单编号:YPIR-130-073
版本:4
设
3/P4/PH3(%)
定 保压速度
1/2 3/4
(%)1 (%)3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
保压时间
1/2 3/4
(sec)1 (sec)3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
1 3
2 4
储料位置
1/2 3/4
(mm)1 (mm)3
2 4
1 3
注塑成型工艺点检表
机台号 码: 机器品牌/T: 客 户:
原 料: 模 出 数: 模 号:
品 名: 原料编码: 品名编码:
项目
设定日期
标准值
喷嘴 HT1 ℃
料筒 前 HT2 ℃
料筒 中 HT3 ℃
温 料筒 后 HT4 ℃
度
HT5 ℃ HT6 ℃
设
12℃ 1
2
1
2
1
2
1
2
1
2
1
2
定 热流道
3 5
4 6
℃ ℃
1/V1 (%)
2/V2 (%)
射出速度
3/V3 4/V4
(%) (%)
5/V5 (%)
6
(%)
1/2
(%)1
2
1
2
1
2
1
2
1
2
1
2
射出压力 3/4
(%)3
4
3
4
3
4
3
4
3
4
3
4
5/6
(%)5
6
5
6
5
6
5
6
5
6
5
6
射 射出时间(TR1) (sec)
胶 1/P2/PH1(%) 保压压力 2/P3/PH2(%)
3 5
4 6
3 5
4 6
3 5
4 6
3 5
4 6
3 5
4 6
3 5
4 6
78℃ 7
8
7
8
7
8
7
8
7
8
7
8
模具温度
℃
烘料温度/时间
℃/h
1/S1/LS5(mm)
2/S2/LS4A(mm)
射出位置
3/S3/LS4B(mm) 4/S4/LS4C(mm)
5/S5/LS4(mm)
6
(mm)
保压 切换 位置 (mm)