UASB+CASS组合工艺处理啤酒废水工程实例
UASB+CASS组合工艺处理啤酒废水工程实例

UASB+CASS组合工艺处理啤酒废水工程实例UASB(上升式厌氧污泥床)是一种高效、低成本的生物处理技术,它通过在密闭反应器中利用厌氧微生物将有机废物转化为甲烷、二氧化碳等产物。
UASB工艺具有废水容积负荷大、占地少、操作简易等优点,但对废水中的悬浮物质和氧气敏感。
CASS(循环活性污泥系统)是一种好氧生物处理技术,通过活性污泥的曝气搅拌和沉淀来去除废水中的有机物和氮磷等营养物质。
CASS工艺具有去除率高、稳定性好等特点。
本工程实例是一家啤酒厂的废水处理工程,该厂年产啤酒10万吨,废水排放量达到10,000立方米/天。
在以往的处理工艺中,该厂接受了传统的曝气生物处理工艺,但存在废水处理效果不抱负、处理成本高等问题。
为解决这些问题,该厂引进了UASB+CASS组合工艺。
该工程的处理工艺流程如下:起首,将原始的啤酒废水经过一道格栅进行初步固液分离,去除大部分的悬浮物质。
然后,将固液分离后的废水通过UASB反应器进行厌氧处理。
在反应器中,通过调整温度、pH值等条件,利用厌氧微生物将有机物质分解为甲烷、二氧化碳等可利用的产物。
由于啤酒废水中含有大量可生物降解的有机物质,厌氧处理能够有效去除废水中的COD(化学需氧量)、BOD(生化需氧量)等指标。
接下来,将UASB处理后的废水转入CASS系统进行好氧处理。
在CASS系统中,通过曝气搅拌和沉淀,利用好氧微生物进一步降解废水中的有机物质和氮磷等营养物质。
CASS工艺对于去除废水中的COD、BOD、氨氮等指标有很好的去除效果。
最后,经过UASB+CASS组合工艺处理后的废水通过二次沉淀和消毒等环节,达到国家相关排放标准,可安全地排放至环境中。
该工程实例的运行结果表明,UASB+CASS组合工艺能够高效处理啤酒废水,处理效果显著。
在该啤酒厂的废水处理过程中,该工艺不仅达到了国家的相关排放标准,而且大大降低了处理成本和能耗,实现了经济效益和环保效益的良好结合。
综上所述,UASB+CASS组合工艺是一种分外适合处理啤酒废水的技术。
UASB_CASS组合工艺处理啤酒废水

进水渠底标高为 -1.0 m,栅隙为 10 mm,倾角为 60°,
收稿日期:2009-02-18 作者简介:时鹏辉(1980-),男,硕士研究生,讲师,研究方向为水污染控制方面;联系电话:15836971123;E-mail:sphylx@
时鹏辉等,UASB+CASS 组合工艺处理啤酒废水
2 废水处理工艺流程
高浓度废水经格栅、格网拦截大的杂质后进入调 节池,在调节池均质均量后,由污水泵提升进入 UASB 反应器,UASB 反应器出水自流至中低浓度废 水调节池,完全混合后用泵提升进入 CASS 反应器进 行好氧处理,出水达标排放。
UASB 反应器产生的污泥自流进入污泥浓缩池, CASS 反应器产生的生化污泥部分回流至预反应区, 剩余污泥进入污泥浓缩池,浓缩后的污泥排入污泥干 化场处理,上清液回流至调节池与原水一并处理。处 理工艺流程如图 1 所示。
1.2 进水水质
该厂废水主要来源于麦芽生产过程、糖化过程、发酵
过程、罐装过程、冷却水和成品车间洗涤水以及来自办公
楼、食堂和浴室的生活污水。其中高浓度废水主要的污染
图 1 工艺流程
因子为 COD 为 4 000 mg·L-1、BOD5 为 2 000 mg·L-1、 SS 质量浓度 400 mg·L-1、pH 为 6~9;中、低浓度废
6 技术经济分析
工程总投资估算为 200 万元。包括构筑物、设备 等直接投资 150 万以及设计费、调试费、运输费等间 接投资 50 万元。运行成本主要包括电费、人工费以 及折旧费等。运行费用总计 700 元·d-1,直接运行费 为 320.0 元·d-1,折合水成本为 0.32 元·m-3 水。
7结论
1 废水水量、水质及处理标准
1.1 废水水量 该污水处理站处理规模按照最高流量设计为 1
UASB+SBR
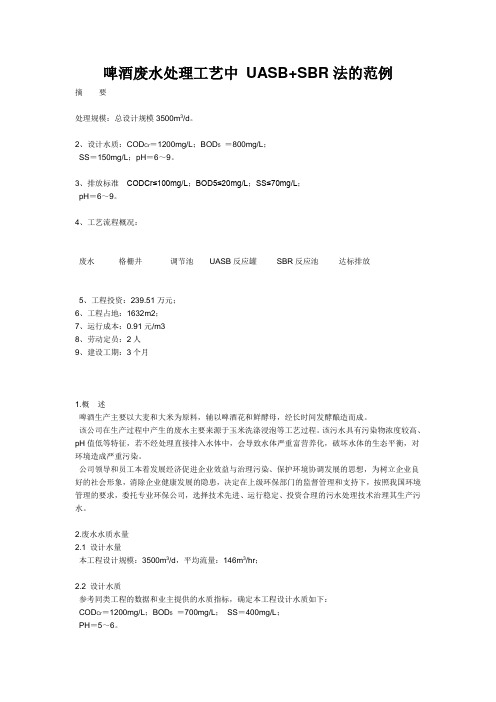
啤酒废水处理工艺中UASB+SBR法的范例摘要处理规模:总设计规模3500m3/d。
2、设计水质:COD Cr=1200mg/L;BOD5=800mg/L;SS=150mg/L;pH=6~9。
3、排放标准CODCr≤100mg/L;BOD5≤20mg/L;SS≤70mg/L;pH=6~9。
4、工艺流程概况:废水格栅井调节池UASB反应罐SBR反应池达标排放5、工程投资:239.51万元;6、工程占地:1632m2;7、运行成本:0.91元/m38、劳动定员:2人9、建设工期:3个月1.概述啤酒生产主要以大麦和大米为原料,辅以啤酒花和鲜酵母,经长时间发酵酿造而成。
该公司在生产过程中产生的废水主要来源于玉米洗涤浸泡等工艺过程。
该污水具有污染物浓度较高、pH值低等特征,若不经处理直接排入水体中,会导致水体严重富营养化,破坏水体的生态平衡,对环境造成严重污染。
公司领导和员工本着发展经济促进企业效益与治理污染、保护环境协调发展的思想,为树立企业良好的社会形象,消除企业健康发展的隐患,决定在上级环保部门的监督管理和支持下,按照我国环境管理的要求,委托专业环保公司,选择技术先进、运行稳定、投资合理的污水处理技术治理其生产污水。
2.废水水质水量2.1 设计水量本工程设计规模:3500m3/d,平均流量:146m3/hr;2.2 设计水质参考同类工程的数据和业主提供的水质指标,确定本工程设计水质如下:COD Cr=1200mg/L;BOD5=700mg/L;SS=400mg/L;PH=5~6。
3.排放标准根据当地环保部门要求,处理后的水质要求达到《污染物综合排放标准》(GB8978-1996)一级排放标准。
即:CODCr≤100mg/L;BOD5≤20mg/L;SS≤70mg/L,PH=6~9。
4.编制依据业主提供的相关资料和要求《污染物综合排放标准》(GB8978-1996)《室外排水设计规范》(2000年版)《给水排水设计手册》《混凝土结构设计规范》GB50010-20025.工艺方案选择与论述5.1废水水质分析啤酒生产以大麦和大米为原料,辅以啤酒花和鲜酵母,经较长时间发酵酿造而成,废水主要来源于麦芽制造、糖化、发酵、洗瓶及灌装等工序。
某啤酒厂污水处理站工艺设计(终版)
某啤酒厂污水处理站工艺设计(终版)某啤酒厂污水处理站工艺设计实施方案摘要啤酒废水中有机物含量较高,如直接排放,既污染环境又降低啤酒工业的原料利用率。
为此,许多学者和厂家对啤酒废水的处理和利用技术进行研究。
本文根据前人的研究成果综述了啤酒废水的处理和利用现状,结合啤酒废水自身的特性,根据进水水质和排放标准,通过对几种处理工艺的比较,确定污水处理采用UASB+CASS的工艺。
对格栅、调节池、UASB池、CASS池、污泥浓缩池等进行了正确的设计和计算。
并参考经验设计参数进行UASB+CASS的处理工艺设计,采用UASB+CASS工艺处理高浓度有机废水,不但使处理流程简洁,节省了运行管理费用,同时还可以回收在处理过程中所产沼气作为能源的利用,以便我为进一步探讨效益资源型处理技术提供借鉴。
关键字啤酒工业;废水处理;UASB;CASSThe control system design of 200,000t/year breweryproduction wastewaterAbstractBeing high levels of organic pollutants, brewery wastewater may not only lead to environmental pollution, but also decrease the utilization ratio of raw material used in beer production.Therefore, many scholars and breweries have paid much attention to developing new techniques for treating and making use of brewery wastewater.This paper makes a comparison among various newtechniques on the basis of analyzing the sources and characteristics of brewery wastewater. Through several treatments studying, I make the best way to treatment the wastewater from brewery—UASB+CASS. From this literary you can achieve a lot of ways about UASB+CASS.The treatment of calculation, for example, grid accommodator; regulation tank;UASB tank;CASS tank;concentrate mud pool and make a detailed explanation for the main building. Used UASB treating wastewater of the brewery is maintain the anaerobic granular sludge .With this way, not only make the process flow simple,but also save operating costs, while reducing wastewater concentration, methane can be recycled in the process of the production as energy use, so that I can provide a reference to further investigate the effectiveness of resource-based processing technology.Keywords brewery industry;wastewater treatment;UASB;CASS目录第一部分设计说明书 (1)1. 概述 (1)1.1 工程概况 (1)1.2 设计依据 (1)1.3 任务书的主要内容和要求 (2)1.3.1 主要内容 (2)1.3.2 设计要求 (2)2. 原水的水质和水量及处理要求 (3)2.1 原水水量与水质 (3)2.1.1 建设规模 (3)2.1.2 设计原水水质指标 (3)2.2 处理要求 (3)3. 工艺选定 (4)3.1 水质分析 (4)3.2 啤酒废水处理的流行工艺 (4)3.2.1 好氧处理工艺 (4)3.2.2 水解—好氧处理工艺 (4)3.2.3 厌氧—好氧联合处理技术 (4)3.3 适用于啤酒废水处理的工艺比较 (5)4. 工艺比较 (5)4.1 比较工艺的选择及叙述 (5)4.2 方案比较 (6)4.2.1 两个方案的主要构筑物比较表 (6) 4.2.2 两个方案的主要优缺点 (7)4.3 处理方案的确定 (7)4.3.1 污水处理流程 (7)4.3.2 污泥处理流程 (7)5. 选定工艺的设计 (8)5.1 粗格栅 (8)5.1.1 构筑物 (8)5.1.2 主要设备 (8)5.2 调节池 (8)5.2.1 构筑物 (8)5.2.2 主要设备 (8)5.3 UASB反应池 (9)5.3.1 构筑物 (9)5.3.2 主要设备 (9)5.4 CASS反应池 (9)5.4.1 构筑物 (9)5.4.2 主要设备 (10)5.4 混凝沉淀池 (10)5.5 污泥浓缩池 (10)6. 厂区的相关布置 (11)6.1 平面布置 (11)6.1.1各处理单元构筑物的平面布置 (11) 6.1.2 辅助建筑物 (11)6.1.3 平面布置原则 (11)6.2 高程布置 (12)7. 工程投资概算 (12)7.1 估算范围及依据 (12)7.2 第一部分费用 (13)7.2.1 土建费用概算 (13)7.2.2 设备费用概算 (13)7.3 第二部分费用 (14)7.4 第三部分费用 (14)7.5 工程总投资 (15)7.6 成本核算 (15)7.6.1 能源消耗费E1 (15)7.6.2 工资福利费E2 (15)7.6.3 折旧费E3 (15)7.6.4 大修维护费E4 (15)7.6.5 日常检修维护费E5 (15)7.6.6 管理费、销售费和其他费用E6 (15)7.6.7 处理成本 (16)8. 技术经济指标 (16)8.1 设计污染物去除率和处理效果 (16)8.2 作业制度和劳动定员 (17)9. 调试、操作说明 (17)9.1 调试 (17)9.2 操作 (17)第二部分设计计算书 (17)1. 主要构筑物计算 (17)1.1 格栅 (17)1.1.1格栅的作用 (17)1.1.2 设计参数 (18)1.1.3设计计算 (18)1.2 调节池 (21)1.2.1调节池作用 (21)1.2.2设计参数 (21)1.2.3设计计算 (21)1.2.4 调节池的搅拌器 (22)1.3 UASB反应器 (22)1.3.1 UASB反应器作用 (22)1.3.2 设计参数 (22)1.3.3 设计计算 (23)1.4 CASS反应池 (30)1.4.1 CASS反应器作用 (30)1.4.2 设计参数 (30)1.4.3 设计计算 (30)1.5 混凝沉淀池 (37)1.5.1混凝沉淀池作用 (37)1.5.2 平流式沉淀池的设计 (38)1.6 污泥浓缩池 (42)1.6.1 污泥来源 (42)1.6.2 设计参数 (42)1.6.3 设计计算 (42)2. 高程计算 (45)2.1 高程布置原则 (45)2.1 水头损失计算 (45)2.1.1 污水流经各处理构筑物水头损失 (45) 2.1.2 污水管渠水头损失计算表 (46)2.1.3 高程确定 (47)3.1 污泥高程计算 (47)结论 (48)致谢 (49)参考文献 (50)第一部分设计说明书1. 概述1.1 工程概况某啤酒厂位于华东某市,地处太湖之滨。
UASB-CASS工艺在啤酒厂污水处理装置改造中的应用

效果不好。再经过氧化沟处理后,污水中的氨氮、 总磷 很 难 达 达 标 排 放 标 准,且 出 水 水 质 很 不 稳 定[2]。原污水处理工艺的运行效果见表 2。
表 2 污水处理工艺的运行结果 Tab2 Operatingresultsofwastewatertreatmentprocess
COD/(mg/L) BODcr/(mg/L) SS/(mg/L)
2016年 4月 云南化工 Apr.2016 第 43卷第 2期 YunnanChemicalTechnology Vol.43,No.2
doi:10.3969/j.issn.1004275X.2016.02.017
进水
出水
去除率 /%
进水
出水 去除率 /%
进水
出水 去除率 /%
1675
70
957
1485
195
985
405
50
876
收稿:20151120 作者简介:程永伟(1981-),男,硕士,讲师,主要从事市政工程技术。
2016年第 2期 程永伟等:UASB-CASS工艺在啤酒厂污水处理装置改造中的应用
特点,公 司 对 原 废 水 处 理 装 置 进 行 改 造,采 用 UASB-CASS组合工艺对啤酒废水进行处理。
1 啤酒厂的原有情况
11 水质指标 根据常年的分析资料,大理啤酒厂污水的主要
污染因子为 COD、BODcr、SS、氨氮以及总磷等,详见 表 1。
COD/(mg/L) 1500~2500
2)对 原 有 氧 化 沟 进 行 改 建。 将 原 有 氧 化 沟 加高改造成两组 CASS池:一组曝气,一组沉淀、 排水,交 替 运 行。同 时,CASS池 曝 气 系 统 采 用 “罗茨鼓风机 +球冠形可变微孔曝气器”,可以提 高氧的利用率,提高处理效率,减少电耗。
UASB-生物接触氧化工艺处理啤酒废水工程实例

!工业给排水!!"#$!生物接触氧化工艺处理啤酒废水工程实例史立河吕卫利谢浩胡纪萃孙召强提要结合工程实例,说明!"#$!生物接触氧化工艺处理啤酒废水在高寒地区应用的可行性,分析总结了设计、调试和工程实际运行情况,介绍了在冬季不利的气候条件下!"#$的启动过程和工艺系统的运行费用。
关键词啤酒废水!"#$!生物接触氧化运行费用黑龙江新三星集团公司啤酒厂位于黑龙江省尚志市一面坡镇,距哈尔滨市东南%&’(),年平均气温*+,-。
最冷月是%月份,平均气温.*/+,-。
最热月份是0月,平均气温*%+1-。
年平均冻土深度为%+02)。
!工程规模及处理程度该啤酒厂目前生产能力为%&万3/4,排放废水量1///),/5,考虑到将来产量还会提高,因此设计排放废水量为6///),/5,设计进出水水质见表%。
表!设计进出水水质项目789/):/;$89/):/;##/):/;<=温度/-进水%&//6//0//1"2%6"*6出水"%//"*/"0/1"2"废水处理工艺流程(见图!)万方数据%&给水排水’()*+&,(*-+..+万方数据给水排水!"#$%&’"$(%))%*+动,!"月初出水达到设计要求,经哈尔滨市环境监测站现场化验分析结果见表"。
表!全系统进出水各项指标的测定结果监测日期项目!"月#日!"月$日!"月%日&’进水()*$#)""+)%#出水$),-$),*#)%"./0进水/12/3"!,,*!+,!*-,出水/12/3+")(+*)$+#)-总去除率/4%$),%$)-%-)(5/0进水/12/3出水/12/3-)!$),#)$66进水/12/3(--$!,+""出水/12/3!!)(!*)*!!),总去除率/4%$),%$)+%#)+注:表中数据为每天+个不同时间采样分析结果的平均值。
啤酒废水的UASB+CASS组合处理工艺技术
啤酒废水的UASB+CASS组合处理工艺技术啤酒废水的UASB+CASS组合处理工艺技术引言随着现代工业的发展,啤酒产业也得到了迅速的发展。
然而,伴随着啤酒生产过程中大量产生的废水排放,环境问题也愈加突出。
啤酒废水的高浓度有机物、酸度偏低、高温度等特点使得其处理成为一项极具挑战性的任务。
本文将介绍一种用于处理啤酒废水的UASB+CASS组合处理工艺技术,该技术能够高效地去除废水中的有机物、氨氮等污染物,达到国家排放标准,同时具有投资成本低、操作简便等优点。
工艺流程UASB(Upflow Anaerobic Sludge Blanket)技术是一种利用厌氧微生物将有机物转化为沼气的处理方法。
UASB反应器主要由进水区、厌氧污泥颗粒床、气体收集系统和沉淀池等组成。
啤酒废水首先通过进水区进入UASB反应器,通过厌氧污泥颗粒床中的微生物降解有机物,产生沼气,然后经过气体收集系统收集沼气。
在沉淀池中,沉淀的污泥被回流到底部,净化的水从上部流出。
CASS(Complete Anoxic-Aerobic Sequencing Batch Reactor)技术是一种利用好氧微生物将有机物和氨氮转化为无机物的处理方法。
CASS反应器主要由进水区、好氧区、缺氧区和沉淀池等组成。
经过UASB反应器处理后的啤酒废水进一步进入CASS反应器。
在CASS反应器中,有机物和氨氮均被好氧微生物和厌氧微生物以及硝化和反硝化微生物降解,生成无机物。
然后,净化后的水从上部流出,沉淀的污泥被回流到底部。
工艺效果通过UASB+CASS组合处理工艺技术处理啤酒废水,可以获得较好的处理效果。
首先,UASB反应器能够高效去除啤酒废水中的有机物,将其转化为沼气,实现废物转化资源的目的。
其次,CASS反应器中的好氧微生物和硝化、反硝化微生物能够将有机物和氨氮转化为无机物,达到国家排放标准。
此外,由于UASB+CASS组合处理工艺技术具有操作简便、稳定性好以及投资成本低等优点,因此在啤酒废水处理领域具有广阔的应用前景。
啤酒废水处理工程实例
啤酒废水处理工程实例【摘要】采用UASB+接触氧化的工艺处理某酿酒厂的啤酒废水,设计规模为2500t/d。
进水水质CODcr、BOD5、SS分别为2500mg/L、1500 mg/L、400 mg/L;出水水质达到国家污水综合排放二级标准(GB8978-1996)。
运行结果表明,该工艺运行稳定,处理效果好。
【关键词】啤酒废水UASB 接触氧化安徽某酿酒厂年产啤酒30000吨。
夏季主要生产啤酒,冬季生产少量酒精。
工厂曾在90年代初建造了二座发酵罐,后未运行。
为了实现废水处理稳定达标排放,新建了一套污水处理设施,采用UASB+接触氧化的工艺,处理效果显著,操作简单,出水各项指标均达到设计要求。
1水质水量1.1废水水质特点啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
综合水质的变幅范围一般为:pH=5.5~7.0(显微酸性),水温为20~25℃,CODcr=1200~2300mg/L,BOD5=700~1400mg/L,SS=300~600mg/L,TN=30~70mg/L。
酒精废水蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。
CODcr可达45000mg/L,BOD5可达25000mg/L。
1.2处理水量与出水水质设计啤酒废水处理水量为2500t/d。
目前工厂内主要废水源为发酵车间产生的酵母废水和灌装车间的废水。
酵母废水pH为酸性,CODcr一般在4000~6000mg/L之间;而灌装车间的废水pH往往在9~12,呈碱性,CODcr为1000mg/L 左右。
综合废水进水水质CODcr、BOD5、SS分别为2500mg/L、1500 mg/L、400 mg/L;冬季处理酒精废水水量约为100t/d,CODcr约38000mg/L。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UASB+CASS组合工艺处理啤酒废水工程实例UASB+CASS组合工艺处理啤酒废水工程实例一、引言啤酒工业是我国规模较大的饮品生产行业之一,其废水排放问题一度成为环境保护的难题。
为了解决啤酒废水处理难题,许多工程实例采用了UASB(上升式厌氧污泥床)+CASS(循环顺流式废水曝气系统)组合工艺进行废水处理。
本文将以某啤酒厂的工程实例为例,介绍UASB+CASS组合工艺处理啤酒废水的工程实施及效果。
二、工程概况某啤酒厂位于中国某地,年产啤酒100万吨。
由于生产规模较大,该厂废水排放量大、COD(化学需氧量)、BOD(生化需氧量)等水质指标超标严重,对环境造成了一定的污染。
为了满足环境保护要求,该厂决定引进先进的UASB+CASS组合工艺进行废水处理。
三、工艺流程1. 原水预处理:啤酒废水中含有悬浮物、油脂和颗粒污物等。
为了保护后续处理装置的正常运行,必须进行预处理。
该厂采用了格栅除污系统,将颗粒物与沉降物分离,并通过除污机械将固体杂质捞取、去除。
2. UASB处理系统:经过预处理后的废水进入UASB反应器,废水中的机械颗粒物被彻底去除。
UASB反应器内,废水与厌氧菌共同作用,将有机物通过厌氧消化转化为沼气与污泥。
该系统具有污泥生成量较少、占地面积小等特点。
3. CASS处理系统:UASB处理后的沼气在CASS系统中被利用,为废水提供氧气,促进废水进一步的生化处理。
CASS系统采用循环顺流式废水曝气系统,通过增氧器将空气吹入废水中,提供充足的氧气供给。
同时,废水经过曝气作用,进一步降解有机物,减少COD和BOD等污染物浓度。
4. 深度处理:经过UASB+CASS组合工艺处理后,废水中的污染物浓度已大幅下降,但仍需进一步深度处理。
该厂选择了生物接触氧化池作为深度处理工艺,通过生物菌膜对废水进行进一步处理,确保出水水质达到相应的标准。
四、运行效果经过UASB+CASS组合工艺处理后,该啤酒厂的废水处理效果明显改善。
以下是主要的运行效果:1. 水质指标达标:经过处理后的废水COD、BOD等水质指标均达到了国家相关标准,出水水质稳定。
废水排放符合环境保护要求,不对周围环境造成污染。
2. 沼气利用:UASB处理过程中产生的沼气通过CASS系统得以充分利用,提供了可再生的能源,降低了能源消耗,在一定程度上减少了厂区的能源成本。
3. 设备稳定运行:UASB+CASS组合工艺采用简单的生物处理工艺,操作便捷、运行稳定,减少了设备故障和维修成本。
五、总结与展望UASB+CASS组合工艺处理啤酒废水取得了良好的效果,对于啤酒行业以及其他高浓度废水的处理具有一定的借鉴意义。
然而,UASB+CASS组合工艺在实际工程应用中仍面临一些问题,如废水中难降解的有机物处理、投资成本较高等。
因此,未来需要通过进一步研究和技术创新,提高废水处理效果、降低成本、推广应用,以进一步促进我国啤酒废水的治理与环境保护工作六、存在的问题及解决方案尽管UASB+CASS组合工艺在啤酒废水处理中取得了良好的效果,但在实际工程应用中仍然存在一些问题。
首先,废水中难降解的有机物是一个挑战。
啤酒生产过程中产生的废水中含有大量的有机物,其中部分有机物的降解难度较大。
当前的UASB+CASS工艺虽然可以有效去除废水中的COD和BOD等指标,但对于一些难降解的有机物,处理效果可能不理想。
因此,需要进一步研究和创新技术,以提高废水处理效果,确保废水中的有机物完全降解。
其次,UASB+CASS组合工艺的投资成本较高。
UASB处理设备和CASS系统都需要一定的投资和运营成本。
尤其是对于中小型啤酒厂来说,投资成本可能会成为一个制约因素。
因此,需要通过技术改进和经济效益分析,降低工艺的投资成本,并提供经济合理的解决方案,以促进工艺在实际应用中的推广。
七、展望与未来发展方向尽管UASB+CASS组合工艺在啤酒废水处理中取得了一定的成果,但仍有很大的发展空间和优化的可能性。
首先,未来的研究方向之一是进一步提高废水处理效果。
如何有效去除废水中的难降解有机物,如苯酚、酚类化合物等,是一个重要的研究方向。
可以考虑引入其他预处理工艺来增强有机物的降解能力,如氧化、过滤等。
此外,还可以探索在UASB+CASS工艺中引入其他辅助材料,如特定微生物、催化剂等,进一步提高废水处理效果。
其次,未来还可以探索更加节能环保的工艺优化方法。
UASB+CASS组合工艺在沼气利用方面取得了一定的成果,但沼气的产量和利用率仍有进一步提升的空间。
可以考虑引入其他沼气利用技术,如沼气发电、沼气制氢等,进一步提高能源利用效率。
此外,未来还应加强对UASB+CASS组合工艺的实际应用和推广。
可以从工艺的操作性、稳定性、运行成本等方面进行深入研究,以提供更加可行和可持续的解决方案。
同时,还可以加强与行业和政府的合作,推动相关政策和标准的制定,促进啤酒废水治理与环境保护工作的发展。
综上所述,UASB+CASS组合工艺在啤酒废水处理中具有显著的优势和潜力,能够有效改善废水水质,实现废水的资源化利用。
然而,目前仍存在一些问题需要解决,包括难降解有机物的处理和投资成本的降低等。
未来,需要通过技术研究和创新,进一步提高废水处理效果和能源利用效率,推动UASB+CASS组合工艺在啤酒行业和其他高浓度废水处理中的应用和推广,以进一步促进我国啤酒废水的治理与环境保护工作综合分析UASB+CASS组合工艺在啤酒废水处理中的优势和潜力,可以得出结论:UASB+CASS组合工艺是一种高效、经济、可行的废水处理技术,能够有效改善废水水质,实现废水的资源化利用。
然而,在实际应用和推广过程中还存在一些问题需要解决,包括难降解有机物的处理和投资成本的降低等。
未来,通过技术研究和创新,可以进一步提高废水处理效果和能源利用效率,推动UASB+CASS组合工艺在啤酒行业和其他高浓度废水处理中的应用和推广,以进一步促进我国啤酒废水的治理与环境保护工作。
凭借其高效、经济、可行的特点,UASB+CASS组合工艺在啤酒废水处理中显示出了显著的优势。
通过UASB反应器和CASS生物膜反应器的组合,能够有效去除啤酒废水中的有机物和氮、磷等污染物,使废水水质得到显著改善。
同时,该工艺还能够产生沼气,实现对废水中有机物的资源化利用。
研究表明,UASB+CASS组合工艺能够实现高达90%以上的COD(化学需氧量)去除率和80%以上的氨氮去除率,具有较好的处理效果。
在进一步提高废水处理效果的同时,可以考虑引入其他辅助材料,如特定微生物和催化剂等,来进一步提高处理效果。
特定微生物可以与废水中的有机物相互作用,加速废水中有机物的降解过程。
催化剂可以提高反应速率和效率,加速废水中污染物的转化和降解过程。
通过引入这些辅助材料,可以进一步提高废水处理效果,提高去除率和降解率。
此外,未来可以探索更加节能环保的工艺优化方法。
在UASB+CASS组合工艺中,可以通过优化反应器的设计和操作参数,减少能耗和化学物质的使用。
例如,可以采用更高效的搅拌器和曝气系统,减少能耗。
可以调整反应器的进出水流量和物质浓度,优化废水处理效果,减少化学物质的使用量。
通过这些优化方法,可以进一步提高工艺的节能性和环保性。
另一方面,在沼气利用方面,UASB+CASS组合工艺已经取得了一定的成果,但沼气的产量和利用率仍有进一步提升的空间。
可以考虑引入其他沼气利用技术,如沼气发电、沼气制氢等,进一步提高能源利用效率。
沼气发电可以将沼气转化为电力,为工艺提供额外的能源支持。
沼气制氢可以将沼气中的氢气分离出来,作为另一种高效的能源来源。
通过引入这些沼气利用技术,可以进一步提高废水处理过程中能源的利用效率,实现废水处理和能源利用的双重效益。
此外,为了加强UASB+CASS组合工艺的实际应用和推广,还可以从工艺的操作性、稳定性和运行成本等方面进行深入研究。
通过对工艺操作参数的优化和调整,可以提高工艺的稳定性和可操作性,降低操作难度和技术要求。
同时,还可以通过技术创新和设备改进来降低工艺的投资成本和运行成本,提高工艺的经济可行性。
这些研究和创新工作的开展,将为UASB+CASS组合工艺的应用和推广提供更加可行和可持续的解决方案。
除了技术研究和创新,加强与行业和政府的合作也是推动UASB+CASS组合工艺应用和推广的重要途径。
与行业的合作可以促进工艺在实际生产中的应用,加速工艺的推广和普及。
与政府的合作可以推动相关政策和标准的制定,为工艺的推广和应用提供政策支持和保障。
同时,还可以加强行业和政府的沟通和合作,共同推动啤酒废水治理与环境保护工作的发展,实现产业的可持续发展和环境的可持续保护。
综上所述,UASB+CASS组合工艺在啤酒废水处理中具有显著的优势和潜力,能够有效改善废水水质,实现废水的资源化利用。
然而,在实际应用和推广过程中仍存在一些问题需要解决,包括难降解有机物的处理和投资成本的降低等。
未来,需要通过技术研究和创新,进一步提高废水处理效果和能源利用效率,推动UASB+CASS组合工艺在啤酒行业和其他高浓度废水处理中的应用和推广,以进一步促进我国啤酒废水的治理与环境保护工作。
同时,加强与行业和政府的合作,推动相关政策和标准的制定,能够为UASB+CASS组合工艺的应用和推广提供更加可行和可持续的解决方案。
这些努力将有助于实现废水治理和资源化利用的双重目标,促进工业发展和环境保护的协调发展。