某公司直线度的检验方法
导轨直线度检测的方法及工具

导轨直线度检测的方法及工具1. 通过使用激光对导轨进行扫描,可以得到高精度的直线度检测数据。
2. 利用光学显微镜和数字影像处理技术,可以实现对导轨的直线度检测。
3. 使用激光干涉仪器对导轨进行测试,可以获得直线度的精确度信息。
4. 利用高精度的电子测量仪器,可以进行导轨直线度的快速检测。
5. 基于摄像头成像技术设计的导轨直线度检测仪,可以满足不同工件的直线度要求。
6. 使用应变片传感器结合数据采集系统,可以对导轨的直线度进行高精度测量。
7. 利用高精度的连接轴进行导轨的直线度测试,可以获得真实可靠的检测数据。
8. 采用数控机械加工中心进行导轨的直线度检测,可以实现高效率和高精度的检测。
9. 利用光栅尺或线性位移传感器进行导轨直线度的在线监测,可以提升生产线的稳定性。
10. 基于图像处理技术设计的导轨直线度检测软件,可以实现自动化的检测和分析。
11. 通过激光投影仪对导轨进行检测,可以实现对直线度的高精度测量。
12. 利用激光干涉仪和激光测距仪结合进行导轨的直线度检测,可以提高测试的准确性。
13. 基于感应原理的导轨直线度检测装置,可以实现对导轨直线度的非接触式检测。
14. 利用振动传感器和数据采集系统,可以实现对导轨直线度的动态检测。
15. 基于机器视觉技术开发的导轨直线度检测系统,能够实时获取导轨的直线度数据并进行分析。
16. 利用光电编码器对导轨进行直线度测量,可以得到高分辨率的检测结果。
17. 采用多点测量法对导轨直线度进行检测,可以有效避免测量误差的影响。
18. 利用电子水准仪结合自动化测量系统,可以实现对导轨直线度的全方位检测。
19. 基于三坐标测量机设计的导轨直线度检测夹具,可以提高检测的稳定性和准确性。
20. 利用微型惯性导航系统对导轨进行直线度检测,可以实现高速运动状态下的测量。
21. 基于电容式传感器开发的导轨直线度检测设备,可以实现高灵敏度的检测。
22. 利用激光测量仪进行导轨直线度的取样检测,可以有效降低人为误差。
直线度误差测量

(3) 测微仪法: ❖ 测量基准: 测量平板或基准平尺。 ❖ 偏差值: 用测微仪或指示表测得。 ❖ 用途: 适用中等尺寸的工件测量。
图5-3钢丝法
(4)平晶法 ❖ 基准:平晶工作面。
❖ 偏差值的获得:读取由平晶和被测表面形成的等厚干涉条纹 的弯曲量,求得被测表面相对平晶标准平面的偏差。
在0~30m范围内可获得1×10-6的相对稳定精度。
❖ (7)相位测量型 典型的例子是双频激光干涉仪直线度测量系统,图5-10 是双频激光直线度测量系统,它的传感元件是由沃拉斯 顿棱镜和一个二面反射镜组成。
图5-10 双频激光干涉仪测量直线度
棱镜与反射镜的相对横向位移量h为
/N h 4 sin / 2 C
❖ 特点:简便,测量精度可达到1—3m,但难于定量测量。
❖ 测偏差值具体方法:
经验估读;
图5-1 刀口尺法
与标准光隙作比较
❖ 标准光隙:
用量块研合在平晶上 与刀口尺组成。
(2) 钢丝法:如图5-3所示。
❖ 测量基准:张紧的钢丝
❖ 偏差值的获得:读数装置(显微镜)沿被测表面移动,通过 显微视场观察并测量钢丝相对视场中央水平线的偏差。
式中:λ为激光波长;θ为沃拉斯顿棱镜出射光之间的夹角; N为计数电路的倍频数;C为计数器的累加数。
这种干涉仪还可以用光栅衍射的1级来构成。
❖ (8).偏振测量型
利用偏振光偏振面的变化来测量直线度的典型例子是旋光法。旋光法 测量直线度的基本原理如图5-11。其中的位敏器件是旋光石英楔,由 两块左右旋的石英光楔组成。
将二直尺工作边相对地放置在可移动的仪器或机床工作台上,进行相 加(A+B)测量,测得各点读数V1i。
导轨直线度的检查调整和计算方法

水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
导轨直线度的几种检测方法

第58卷0引言导轨广泛应用于机床设备、输送装置、铁轨等领域。
直线度是导轨非常重要的技术指标,它是指被测导轨实际线对其理想直线的变动量。
导轨直线度误差是形状误差之一[1]。
设备的准确性、可靠性和稳定性都与导轨的直线度高低相关,因此有必要对其进行精确测量。
目前,测试导轨直线度的方法很多,一般有4种方法,分别为水平仪测量法、自准直仪测量法、钢丝和显微镜测量法、激光干涉仪测量法[2]。
本文利用以上4种方法分别测量某导轨的直线度。
其中,水平仪测量法是一种传统的直线度测量方法,其优点是操作简单,使用方便,而且成本较低,缺点是其测量精度较低,需要图解法求解导轨直线度误差,数据的采集和分析很容易出错,不易测量超长导轨的直线度[3];自准直仪测量法的精度相对水平仪测量法有所提高,测量精度为5μm /m 。
此外,由于测试光线在空气中并非绝对准直,测量范围越大,其偏差就越大,不适用于超高精度导轨直线度的测试要求[4];用钢丝和显微镜法测量直线度简单、易操作、读数直观、准确和成本低[5];激光追踪仪测量导轨直线的优点为可测量距离大且测试精度高,一般可到达0.4μm /m ,缺点是在测量超长导轨时,由于光路过长,空气扰动、振动等一系列因素将会对测量产生很大的影响,且该方法的数据处理和运算等比较复杂,因此很难高精度地完成对超长导轨直线度的测量[1]。
收稿日期:2022-09-28;修订日期:2022-10-23作者简介:井溢涛(1985—),男,工程师,从事机械制造工艺技术研究。
E-m ai l :j i ngyi t ao1012@导轨直线度的几种检测方法井溢涛(济南铸锻所检验检测科技有限公司,山东济南250399)摘要:导轨作为机床的一个部件,起到支承和导向作用,主要用于机床的床身、立柱、滑台上。
导轨的几何精度影响工件的表面粗糙度、尺寸精度和形状精度。
本文利用框架水平仪测量法、自准直仪测量法、钢丝和显微镜测量法以及激光跟踪仪测量法四种方法检测同一导轨的直线度,并总结了四种检测方法的适用范围。
直线模组检验作业指导书
东莞锐翼智能装备有限公司文件编号:RY-QC-01直线模组检验作业指导书版本:A0
一.目的:为了本公司直线模组符合客户质量要求.
二.使用检验设备:带表卡尺、数显高度仪、噪音仪、杠杆千分表、卷尺
三.检验步骤:
1.根据图纸要求检验型材基座加工尺寸:孔距、平行度、平面度、等高度、长度、宽度、加工利边去除毛刺与倒角、外观是否符合要求.
2.根据图纸要求检验线性滑轨(导轨)平行度、孔距、外观是否符合要求.
3.根据图纸要求检验线性丝杆直线度,同心度、外观.
4.检验以基准侧导轨为基准,用百分表校正从动侧导轨位置使之平行,将落地依次紧固。
平度度≦
0.03mm.检验直线导轨的直线度,平行度。
直线度2m≦0.02mm,平行度2m≦0.04mm.如图
5.检验滚珠丝杆电机连接端跳动,检验轴向间隙,符合要求后将各处连接螺丝锁紧.
6.装上电机运行检验顺畅度、噪音是是否符合要求.噪音小于或等于70分贝(要根据客户要求)
7.根据图纸要求检验模组等高、平面度是否符合要求.。
形位公差检验标准
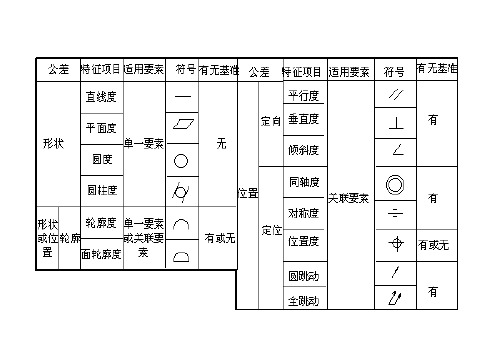
外检科检验标准手册检验标准编号SHWJ-001 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图1直线度“—”按图纸要求(一)平台、塞尺、刀口尺一、平面类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。
2、将刀口尺或直尺与被测面直接接触并靠紧,此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
3、用塞尺检测4、移动刀口尺,按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
刀尺塞尺刀尺移动方向被测外检科检验标准手册检验标准编号1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图编制审核审定批准发放日期共页第页1直线度“—”按图纸要求(二)平台、杠杆表、方箱、塞尺二、轴类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。
2、将被测轴放在平台上,并固定靠紧在方箱底侧;3、用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(或用塞尺直接测量轴与平台之间的最大间隙即可)方箱被测件杠杆表平台外检科检验标准手册检验标准编号1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图4、将轴旋转几个角度,按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
编制审核审定批准发放日期共页第页2一、加工类较小平面检测:1、将零件表面清理干净,去除尖角毛刺。
2、将被测件用可调顶尖支撑在平台上指示表移旋转被测件在整个圆周找平A,B,C三点杠杆表外检科检验标准手册检验标准编号1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图平面度按图纸要求(一)平台、杠杆表、顶尖3、调整顶尖,使被测表面最远的三点A,B,C,与平台平行(利用杠杆表或高度尺使A、B、C三个点的高度相同)。
直线度误差的检测

形状误差检测1.直线度误差的检测方法一:光隙法将被测直线和测量基线(刀口尺、平尺)间形成的光隙与标准光隙相比较,直接评定直线度误差值。
此方法属直接测量,适用于磨削或研磨加工的小平面及短圆柱(锥)面的直线度误差测量。
例1:如图1a的图样标注,其检测方法如图1b所示。
将平尺或刀口尺与被测素线直接接触,并使平尺和被测素线间的最大间隙为最小,这个最大间隙就是被测素线的直线度误差。
测量若干条素线,取其中最大的误差值作为被测零件的直线度误差值。
平尺做得足够精确,可以作为直线的理想形状。
由于平尺的位置就是理想直线的位置,因此,测量时,应将平尺的位置放置符合最小条件,使平尺与被测素线间的最大间隙为最小,其方法如下:⑴若素线为两端高、中间低,即高-低-高时,如图2a所示。
平尺与两个高点相接触,则平尺与高点之间的间隙即为素线的直线度误差。
⑵若素线为两端低、中间高,即低-高-低时,如图2b所示。
平尺与最高点接触,并且使平尺与最低点的间隙相等,即f1=f2,此间隙就是素线的直线度误差。
方法二:垫塞法用量块或塞尺测量被测直线和测量基线之间的间隙,直接评定直线度误差值。
此方法属直接测量,适用于低精度被测零件的直线度误差测量。
方法三:指示器法(测微法)用带指示器的测量装置测出被测直线相对于测量基线的偏离值,进而评定直线度误差值。
此方法属直接测量,适用于中、小平面及圆柱、圆锥面素线或轴线等直线度误差测量。
例2:将被测零件放在平板上,并使零件紧靠直角座,在被测素线的全长范围内测量,同时记录读数,如图3中①所示。
根据记录的读数,用计算法按最小条件计算该条素线的直线度误差;将零件按图中②所示,间断旋转,重复上述步骤,测量若干条素线的直线度误差,取其中最大的误差值作为被测零件的直线度误差值。
例3:被测零件的图样标注如图4a所示,测量方法如图4b所示。
将被测零件安装在平行于平板的两顶尖之间,在开始端将两指示器调零后,沿铅垂轴截面的两条素线测量,如图4b中的①。
数控机床检修:几何精度检验 GBT 17421-1-1998 直线度测量方法

检验内容、公差测量方法、工具测量原理示意图直线度长度测量法平尺法:在垂直平面内测量平尺应尽可能放在使平尺具有最小重力挠度的两个量块上。
读数表安装在具有三个接触点的支座上并沿导向平尺作直线移动进行测量,三个接触点之一应位于垂直触及平尺的千分表杆的延伸线上。
对平尺的已知误差加以处理。
平尺法:在水平面内测量采用一根水平放置的平尺作为基准面。
读数表在与被检面接触情况下移动,并触及基准面。
放置平尺时,使其在线的两端读数相等,可直接读出该线相对于连接两端点的直线的偏差。
采取翻转法是能把作为基准面的平尺所具有的直线度偏差从测量结果中排除。
钢丝和显微镜法张紧一根直径0.1mm的钢丝,使其尽可能地平行于被检线。
对位于水平面内的MN而言,用一个垂直安装并装有水平测微移动装置的显微镜,即可读出被检线对代表测量基准的张紧钢丝在水平面XY内的偏差。
准直望远镜法当用准直望远镜检验时,所要测量的高度差a 等于望远镜轴线与标靶上显示的标记之间的距离,它可以在十字线上直接读出,或用光学测微计读出。
望远镜的光学轴线构成了测量基准。
准直激光法激光束用作为测量基准。
光束对准沿光束轴线移动的四象限光电二极管传感器。
传感器中心与光束的水平和垂直偏差被测定并传送到记录仪器。
激光干涉法测量基准由双镜反射器确定。
用激光干涉仪和专用光学组件来测定标靶对双镜反射器对称轴线的位置变化。
一条线在一个平面内的直线度在平面内的一条给定长度的线,当其上所以的点均包含在平行于该线的总方向且相对距离与允差相等的两条直线内时,则该线被认为是直线。
在空间内的一条线的直线度在空间内的一条给定长度的线,当其在给定的平行于该线的总方向的两个相互垂直平面上的投影满足平面内的直线度要求时,则认为该空间线为直线。
公差的确定在测量平面内公差 t 由通过两条相隔距离为 t 且平行于代表线 AB 的两条直线来限定。
图中的最大偏差为 MN。
L ≤ L 1, T (L) = T 1L 1 < L < L 2, T (L) = T 1 + (T 2-T 2) * (L-L 1) / (L 2 - L 1)L ≥ L 2, T (L) = T 2角度测量法精密水平仪法精密水平仪沿被检线依次放置,测量基准线为水平线。