取样(检测)频率及方法
取样频率和取样方法
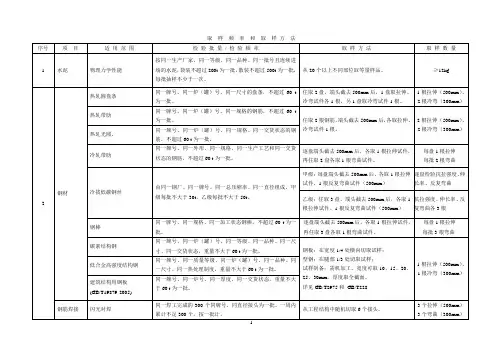
序号
项目
适用范围
检验批量/检验频率
取样方法
取样数量
1
水泥
物理力学性能
按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t为一批,散装不超过500t为一批,每批抽样不少于一次。
从20个以上不同部位取等量样品。
≥12kg
2
钢材
热轧圆盘条
同一牌号、同一炉(罐)号、同一尺寸的盘条,不超过60 t为一批。
任取2盘,端头截去500mm后,1盘取拉伸、冷弯试件各1根,另1盘取冷弯试件1根。
1根拉伸(500mm)、2根冷弯(300mm)
热轧带肋
同一牌号、同一炉(罐)号、同一规格的钢筋,不超过60 t为一批。
任取2根钢筋,端头截去500mm后,各取拉伸、冷弯试件1根。
2根拉伸(500mm)、2根冷弯(300mm)
≥0.15t水泥所需用的防冻剂量。
膨胀剂
同一厂家、同一品种、日产量超过200t时,以不超过200t为一编号;日产量不超过200t时,以不超过日产量为一编号。
抽样应有代表性并混合均匀。可连续取,也可以从20个以上不同部位取等量样品。
≥10kg
泵送剂、防水剂
同一厂家、同一品种、年产量不小于500t以50t为一批;年产量小于500t以30t为一批。不足50t或30t按一批计。
热轧光圆、
同一牌号、同一炉(罐)号、同一规格、同一交货状态的钢筋,不超过60 t为一批。
冷轧带肋
同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋,不超过60 t为一批。
逐盘端头截去500mm后,各取1根拉伸试件,再任取2盘各取1根弯曲试件。
每盘1根拉伸
试验检测频率和取样方法
同一炉号,同一牌号,同一规格,每60t为一检验批
(GB)(GB)
在不同根钢筋上截取,不少于5支,每支试样长度不小于500mm
钢筋焊接
搭接焊
以300个同接头型式,同钢筋级别的接头作为一批(CJJ 2-2008)
从不同部位随机任取3根。
单面搭接焊试件长度:5d+焊缝长度+200mm;双面搭接焊试件长度8d+焊缝长度+200mm。
(GB/T 5224-2003)(CJJ 2-2008)
从每批钢绞线中任取3盘,并从每盘所选用的钢绞线正常部位截取1根试样,共取3根,每根长
松弛
每一合同批(即一个订货合同的总量)不小于1根(GB/T 5224-2003)
从每任意盘所选用的钢绞线正常部位截取1根试样,试样长
锚、夹具
硬度
同种原材料和同一生产工艺条件下,不超过1000套为一验收批
(JGJ 107-2010)
2、同条件下经外观检查合格的机械连接接头,应以300个为一批,不足300个也按一批计(CJJ 2-2008)
随机截取3个接头试件做抗拉强度试验,试件长度:8d+接头长度+200mm。
钢绞线
力学性能
同一生产厂家、同一规格、,同一牌号、同一生产工艺捻制,每批次进场检验一次,每检验批代表数量不得超过60T
4、当一次浇筑连续浇筑超过1000立,同一配合比的砼,每200立砼取样数量不少于一次(GB50204-2002中中规定)
(CJJ 2-2008)
一、同一组混凝土拌合物的取样应从同一盘或同一车混凝土中取样。为使取样具有代表性,宜采用多次采样的方法。一般在同一盘混凝土或同一车混凝土中约1/4处、1/2处和3/4处分别抽取大致相同份量的代表性样品,集中用铁铲翻拌均匀,然后立即进行拌合物的试验。注意:取样数量应多于试验所需数量的倍,其体积不小于20L,从第一次取样到最后一次取样不宜超过15min。
工程试验检测取样、送检指南及参考规范
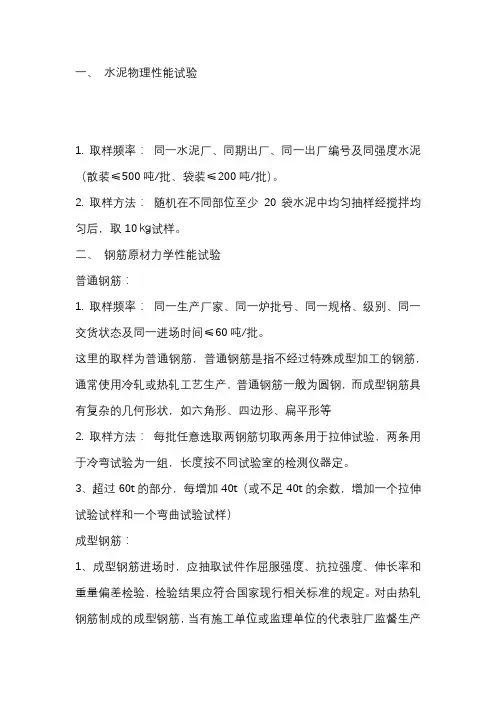
一、水泥物理性能试验1. 取样频率:同一水泥厂、同期出厂、同一出厂编号及同强度水泥(散装≤500吨/批、袋装≤200吨/批)。
2. 取样方法:随机在不同部位至少20袋水泥中均匀抽样经搅拌均匀后,取10㎏试样。
二、钢筋原材力学性能试验普通钢筋:1. 取样频率:同一生产厂家、同一炉批号、同一规格、级别、同一交货状态及同一进场时间≤60吨/批。
这里的取样为普通钢筋,普通钢筋是指不经过特殊成型加工的钢筋,通常使用冷轧或热轧工艺生产,普通钢筋一般为圆钢,而成型钢筋具有复杂的几何形状,如六角形、四边形、扁平形等2. 取样方法:每批任意选取两钢筋切取两条用于拉伸试验,两条用于冷弯试验为一组,长度按不同试验室的检测仪器定。
3、超过60t的部分,每增加40t(或不足40t的余数,增加一个拉伸试验试样和一个弯曲试验试样)成型钢筋:1、成型钢筋进场时,应抽取试件作屈服强度、抗拉强度、伸长率和重量偏差检验,检验结果应符合国家现行相关标准的规定。
对由热轧钢筋制成的成型钢筋,当有施工单位或监理单位的代表驻厂监督生产过程,并提供原材钢筋力学性能第三方检验报告时,可仅进行重量偏差检验。
2、重量偏差检查数量:同一厂家、同一类型、同一钢筋来源的成型钢筋,不超过30t为一批,每批中每种钢筋牌号、规格均应至少抽取1个钢筋试件,总数不应少于3个。
3、成型钢筋的外观质量和尺寸偏差应符合国家现行相关标准的规定。
检查数量:同一厂家、同一类型的成型钢筋,不超过30t为一批,每批随机抽取3个成型钢筋。
三、钢筋单、双面搭接焊及电渣压力焊试验1. 取样频率:在现浇钢筋混凝土结构中,应以300个同牌号钢筋、同型式接头作为一批;在房屋结构中,应在不超过二楼层中300个同牌号钢筋、同型式接头作为一批,当不足300个接头时,仍应作为一批。
2. 取样方法:每批随机切取3个接头为一组,长度按不同试验室的检测仪器定。
四、钢筋闪光对焊试验1. 取样频率:同一台班内、由同一焊工完成的300个同牌号、同直径钢筋焊接接头作为一批。
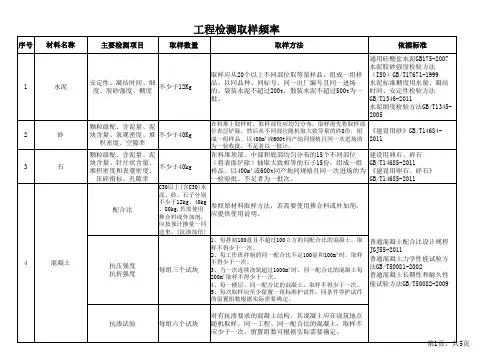
工程检测取样频率
普通砼抗压强度1、每拌制100盘且不超过100m3的同配合比的砼,取样不得少于一次。
2、每工作班拌制的同一配合比的砼不足100盘时,取样不得少于一次。
3、当一次连续浇筑超过1000m3时,同一配合比的砼每200m3取样不得少于一次。
4、每一楼层、同一配合比的砼,取样不得少于一次。
5、每次取样应至少留置一组标准养护试件,同条件养护试件的留置组数应根据实际需要确定。
普通砼试件以三个为一组。
试件尺寸根据砼中骨料的最大粒径选用。
当骨料粒径<31.5mm、<40mm、<63mm时,分别制作100×100×100mm、150×150×150mm、200×200×200mm的试件。
每组试件所用的拌合物应在浇筑地点随机抽取,并且是同一盘或同一车砼。
抗折强度每组3个550×150×150mm试块抗渗同一工程、同一配合比的砼,取样不应少于一次,留置组数可根据实际需要确定。
抗渗砼试件以6个为一组,试件尺寸为:顶面直径175mm,底面直径取样方法同上,试件成型后24小时拆模,用钢丝刷刷去两端面水泥浆膜。
19 土工柱基回填抽查柱基总数的10%,且不少于5个。
基槽或管沟回填,每层按长度20-50m取样一组,且每层不少于一组。
基坑和室内回填,每层按100-500m2取样一组且每层不少于一组。
场地平整填方每层按100-900 m2取样一组且每层不少于一组。
在施工现场随机取样,取样时应在每层压实后的下半部。
20 甲醛、氡、苯、氨、TVOC抽检量不得少于房间总数的5%,每个建筑单体不得少于3间,当房间总数少于3间时,应全数检测。
甲醛、苯、氨、TVOC浓度检测时对外门窗关闭1h后进行;氡浓度检测时应在房间的对外门窗关闭24h以后进行。
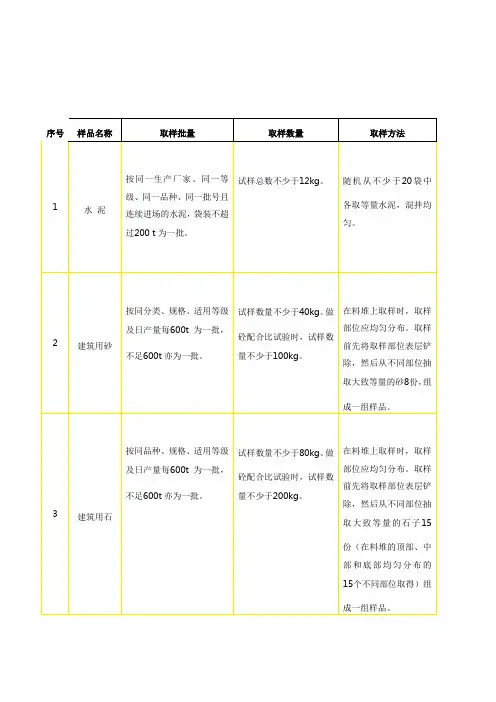
材料取样方法及频率
材料取样方法及频率材料取样是产品质量控制中非常重要的一环,它能够帮助企业了解和监测产品的质量特征,并根据取样结果采取相应的控制措施。
在制定材料取样方法及频率的规范时,需要考虑以下几个方面。
首先,需要明确取样的目的。
材料取样的目的可以是对原材料进行质量验证,也可以是对生产过程中的中间产品或成品进行质量监控。
不同的取样目的需要采取不同的方法和频率。
其次,需要确定取样的位置和数量。
取样位置应该能够代表整个批次的质量特征,可以根据生产线或仓库的实际情况进行选择。
取样数量应该能够满足统计学上的要求,以保证取样结果的可靠性。
接下来,要选择适当的取样方法。
常见的取样方法包括随机取样、分层取样和系统取样等。
随机取样是最常用的方法,它可以避免主观因素对取样结果的影响。
分层取样适用于具有明显差异的材料批次,可以分别对不同层次进行取样。
系统取样适用于具有周期性变化的材料批次,可以按照一定的周期进行取样。
此外,还需要确定取样的频率。
取样的频率应该满足以下几个方面的要求:第一,考虑到检测费用和时间的因素,频率不宜过高;第二,频率应该与材料的特性和质量要求相匹配,对于质量要求高的材料,频率可以适当提高;第三,根据历史数据和经验,可以根据统计学原理确定最佳的取样频率。
最后,要记录和分析取样的结果。
取样结果应该详细记录,包括取样时间、位置、数量等信息,并进行分析和评估。
通过分析取样结果,可以评估产品的质量水平,找出存在的问题,并采取相应的改进措施。
总之,制定材料取样方法及频率的规范是企业进行质量控制的基础工作之一、只有制定科学合理的规范,才能提高取样的准确性和可靠性,进一步提升产品质量。
检测频率及取样方法
金属材料 室温拉伸试验方法 GB/T228.1-2010 弯曲试验方法GB/T232-2010 反复弯曲试验方法GB/Y2382002
为:5d+150mm ,
重量偏差应从不
同的5根钢筋切取
预应力混凝土
不小500mm
用钢丝 抗拉强度、伸长率、反
GB/T5223-
复弯曲次数等
2002
在任意一盘中任意一端截取。同一牌号、同一规格、 同一加工状态的不大于60t的钢丝为一批。300mm、 400m各一根。
断裂拉伸强度、扯断伸
三元乙丙防水 长率、撕裂强度、不透 长为1.5m的全幅
卷材
水性、低温柔度、热处 卷材2块
理尺寸变化率
以同一生产厂、同一规格等级,不超过5000㎡的为一 检验批
GB18173.1-2006
第4页,共5页
第5页,共5页
JC/T690-2008
自粘聚合物改 性沥青防水卷
材
不透水性、耐热度、拉 力、最大拉力时延伸率
、低温柔性
长为1.5m的全幅 卷材1块
距端部500mm处纵向切取长1500mm的全部卷材一块。一 同一规格、同一类型的10000㎡为一批量,不足10000 GB23441-2009 ㎡按一批计
10
防 水 卷
在同批中任取尺寸和外观合格的卷材1卷,截去端头 300mm,纵向截取2m。以同一生产厂、同一规格等级, GB18173.1-2006 不超过5000㎡的为一检验批
沥青复合胎 不透水性、耐热度、拉
柔性防水卷 力、低温柔度、断裂延 2㎡
材
伸率
以同一规格、同一品种、同一等级的10000㎡为一批 量,不足10000㎡按一批计
从每批接头中随机切取3个接头作为试件、试件长度不 小于(8d+200)mm,代表批量同上
试验检测频率和取样方法.doc
试验检测频率和取样方法试验项目检测频率取样方法混凝土抗压强度抗渗性用于检查混凝土强度的试件,应在混凝土浇筑地点随机取样:1、每拌制 100 盘且不超过3一、同一组混凝土拌合物的取样应从同一盘或同100m 的同配比的混凝土,取样不得少于 1 次;一车混凝土中取样。
为使取样具有代表性,宜采2、每工作班拌制的同配比混凝土不足用多次采样的方法。
一般在同一盘混凝土或同一100 盘时,取样不得少于 1 次;车混凝土中约 1/4 处、1/2 处和 3/4 处分别抽取3、每次取样应至少留置 1 组标准养护试大致相同份量的代表性样品,集中用铁铲翻拌均件,同条件养护试件的留置组数应根匀,然后立即进行拌合物的试验。
注意:取样数据实际需要确定。
量应多于试验所需数量的倍,其体积不小于4、当一次浇筑连续浇筑超过1000 立,同20L ,从第一次取样到最后一次取样不宜超过一配合比的砼,每200 立砼取样数量15min 。
不少于一次(GB50204-2002 中中规二、混凝土试样制备:定)根据混凝土拌合物的稠度确定混凝土成型方法:( CJJ 2-2008 )1、坍落度不大于 70mm的混凝土宜用标准振动台混凝土数量小于250m3, 应制作抗渗试件 1 成型。
3组抗渗试件。
将混凝土拌合物一次装入试模并稍有富余,装料组; 250~ 500m,应制作 2注意:试件拆模后,应用钢丝刷刷净两端时应用抹刀沿各试模壁插捣;面的水泥浆膜。
试模应附着或固定在振动台上,振动时试模不得( GB/T 50082-2009 )有任何跳动;3混凝土数量小于 250m, 应制作抗冻试件1 振动应持续到混凝土表面出现乳状水泥浆时为组; 250~ 500m3,应制作 2 组抗冻试件。
止,振动过程中随时添加混凝土使试模常满;注意 : 振动结束后,沿试模边缘刮除多余的混凝土,待1、成型试件时,不得采用机油等憎水性混凝土试件表面收浆,临近初凝时,用抹刀将试脱模剂(因为会显著影响试件的抗冻性件仔细抹平,试件抹面与试模边缘的高低差不得抗冻性能)。
取样 检测 频率及方法
12钢筋以同牌号、同炉罐号、同规格的钢筋,每60t为一批,监理10%见证检验。
每批取样1组(2根拉伸、2根冷弯、5根外观质量)。
取样时分别从2根钢筋上取样,每根钢筋截取1根拉伸(长L≥10d+200㎜)1根冷弯(长L≥5d+200㎜),截取时每根钢筋应截掉端头500mm;外观质量试样,从不同根钢筋上截取,数量不少于5根,每支长度不小于800mmL:试验长度,d:钢筋直径13钢筋搭接焊以同级别、同规格、同接头形式和同一焊工完成的每200个接头为一批,不足200个也按一批计。
试件数量:3个拉伸。
试样长单面搭焊接试样长150㎜+焊缝长度(10d)+150mm双面搭焊接试样长150㎜+焊缝长度(5d)+150mm。
监理20%进行见证检验。
首次进行焊接时,应先进行工艺试验。
14闪光对焊以同级别、同规格、同接头形式和同一焊工完成的每200个接头为一批,不足200个也按一批计。
试件数量:3拉3弯。
监理20%进行见证检验。
首次进行焊接时,应先进行工艺试验。
15机械连接1)接头工艺检验:钢筋机械连接施工前,应对钢筋(可能有几家)进行现场条件下的接头工艺试验。
施工过程中如更换钢筋生产厂家时,应补充进行工艺性试验。
每种规格钢筋的接头试件3根。
监理100%见证。
2)进场检验:500个为一批,3根拉伸。
监理20%进行见证检验。
1)连接套筒(锁母)的制造单位在提供产品的同时应提供完整的技术资料。
2)使用钢筋机械接头时,制造单位提交国家后省部级行政主管部门认可的检测机构出具的16钢管1)结构用无缝钢管:同牌号、炉罐号、规格、交货状态60t为一批。
试件数量:每批在两根钢管上各纵向截取一根试样(。
直径≥42mm需加工成弧形试样,加工宽度见右表。
试样长度取450mm。
直径>22mm~400mm,且壁厚与外径比值不大于10%的钢管还应进行压扁试验。
每批在两根钢管上各取一根试样,长度10cm。
监理10%见证取样检测。
2)现场的水、风管不用检测。
水利工程检测取 样 频 率 和 取 样 方 法
随机抽取
15块
加气混凝土砌块
同品种、同规格、同等级的砌块,以1万块为一批,不足1万块按一批计。
随机抽取
15块
高分子片材
以同品种、同规格的5000m2片材为一批。
在规格尺寸和外观合格样品中,随机抽取2m试样,作物理性能检验。
每盘1根拉伸
每批2根弯曲
钢筋焊接
闪光对焊
同一焊工完成的300个同牌号、同直径接头为一批。一周内累计不足300个,按一批计。
从工程结构中随机切取6个接头。
3个拉伸(500mm)
3个弯曲(300mm)
电弧焊
现浇结构中,以300个同牌号钢筋、同型式接头为一批;房屋结构中,在不超过二楼层中300个同牌号钢筋、同型式接头为一批。
取 样 方 法
取 样 数 量
12
塑料管
排水PVC-U管材
同一原料配方、同一工艺和同一规格连续生产的,每批数量不超过50t,如果生产7天上不足50t,则以7天产量为一批。
随机抽取4根管材切取
4根长度为1m的管段
排水PVC-U管件
同一原料、配方和工艺生产的同一规格管件,当dn<75mm时,每批不超过1万件;dn≥75mm时,每批不超过5000件。
随机抽取
6只
取 样 频 率 和 取 样 方 法
序号
项 目
适 用 范 围
检 验 批 量 / 检 验 频 率
取 样 方 法
取 样 数 量
13
砖
烧结普通砖、烧结多孔砖
每一生产厂家的砖到现场后,按烧结砖15万块、多孔砖5万块、灰砂砖及粉煤灰砖10万块各为一验收批。
试验检测频率和取样方法
试验项目
检测频率
取样方法
天然含水率
天然土含水率过大,需要进行掺灰处理做此项试验
按土样不同部位随机取样,混合均匀,每组取土样约5kg
压实度
每1000m2检测3点或根据建设单位、监理单位要求(CJJ1-2008)
随机取样
颗粒分析
每种土样做1次或根据建设单位、监理单位要求(CJJ1-2008)
(CJJ2-2008)
散装水泥:所取水泥深度不超过2m时,每一个编号内采用散装水泥取样器随机取样。从20个以上不同部位取等量样品,总量至少12kg。
袋装水泥:随机地从不少于20袋中各取1kg等量水泥,经拌合均匀后,再从中称取不少于12kg水泥作为检验试样。
《水泥取样方法》(GB/T12573-2008)
2.3每层插捣次数按在100cm2截面积内不得少于12次
(《普通混凝土拌合物性能试验方法标准》
GB/T50080-2002)
抗渗性
混凝土数量小于250m3,应制作抗渗试件1组;250~500m3,应制作2组抗渗试件。
注意:试件拆模后,应用钢丝刷刷净两端面的水泥浆膜。
(GB/T50082-2009)
抗冻性
闪光对焊
以300个同接头型式,同钢筋级别的接头作为一批
(CJJ2-2008)
从不同部位随机任取6根。
3根做拉伸试验,试件长度:8d+200mm;
3根弯曲试验,试件长度:
两支辊内侧距离+150mm(考虑不同的钢筋直径要求试件长度:8d+150mm)
钢筋机械连接
1、同等级、同型式、同规格接头,应以500个为一个验收批,不足500个也按一批计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12钢筋以同牌号、同炉罐号、同规格的钢筋,每60t为一批,监理10%见证检验。
每批取
样1组(2根拉伸、2根冷弯、5根外观质量)。
取样时分别从2根钢筋上取样,每根
钢筋截取1根拉伸(长L≥10d+200㎜)1根冷弯(长L≥5d+200㎜),截取时每根
钢筋应截掉端头500mm;外观质量试样,从不同根钢筋上截取,数量不少于5根,
每支长度不小于800mm
L:试验长度,d:钢筋直径
13钢筋搭接焊以同级别、同规格、同接头形式和同一焊工完成的每200个接头为一批,不足200
个也按一批计。
试件数量:3个拉伸。
试样长单面搭焊接试样长150㎜+焊缝长度
(10d)+150mm双面搭焊接试样长150㎜+焊缝长度(5d)+150mm。
监理20%进行
见证检验。
首次进行焊接时,应先进行工艺试
验。
14闪光对焊以同级别、同规格、同接头形式和同一焊工完成的每200个接头为一批,不足200
个也按一批计。
试件数量:3拉3弯。
监理20%进行见证检验。
首次进行焊接时,应先进行工艺试
验。
15机械连接1)接头工艺检验:钢筋机械连接施工前,应对钢筋(可能有几家)进行现场条件
下的接头工艺试验。
施工过程中如更换钢筋生产厂家时,应补充进行工艺性试验。
每种规格钢筋的接头试件3根。
监理100%见证。
2)进场检验:500个为一批,3根拉伸。
监理20%进行见证检验。
1)连接套筒(锁母)的制造单位
在提供产品的同时应提供完整的技
术资料。
2)使用钢筋机械接头
时,制造单位提交国家后省部级行
政主管部门认可的检测机构出具的
16钢管1)结构用无缝钢管:同牌号、炉罐号、规格、交货状态60t为一批。
试件数量:每
批在两根钢管上各纵向截取一根试样(。
直径≥42mm需加工成弧形试样,加工宽
度见右表。
试样长度取450mm。
直径>22mm~400mm,且壁厚与外径比值不大于10%
的钢管还应进行压扁试验。
每批在两根钢管上各取一根试样,长度10cm。
监理10%
见证取样检测。
2)现场的水、风管不用检测。
D0为外径,b0为试样宽度
(GB228.1-2010附录E)
17型钢力学性能(屈服强度、抗拉强度和伸长率)和工艺性能(冷弯)试验符合
(GB700),同牌号、炉罐号、规格、交货状态60t为一批,试件数量为1拉1弯。
试样规格:厚度≤16mm时,拉伸试样取450mm,冷弯长度为250mm;取样厚度>
16mm时,拉伸试样取500mm,冷弯长度为300mm。
监理10%见证取样检测
工字钢在腿部取样,腿部有斜度的
在腰部1/4处取样,钢板在宽度1/4
处取样
18锚杆1)锚杆的物理性能指标(公称直径、公称壁厚、公称质量)抽3%检验,监理单位
按施工单位检查次数的10%平行或见证。
2)锚杆的力学性能指标每批不超过1000套,每批抽检2套检屈服强度、抗拉强度
、屈服力、最大力、断后伸长率。
监理单位按施工单位检查次数的10%见证。
TB10753-2010表7.4.7。