手机充电器外壳注塑模具设计毕业论文
注塑模具毕业设计论文

注塑模具毕业设计论文摘要:本文以注塑模具设计为主题,结合实际生产需求,探讨了注塑模具设计的关键技术和方法,以及模具加工的工艺流程。
同时,对模具设计中常见的问题进行了分析,并提出了一些解决方案和优化方法。
通过对比实验,验证了本设计方案的可行性和效果。
研究结果表明,本设计方案可以提高注塑模具的生产效率和产品质量,为模具设计和加工提供了有益的参考依据。
关键词:注塑模具设计;工艺流程;问题分析;效果验证一、引言注塑模具是注塑成型过程中不可或缺的工具,对产品的质量和生产效率有着重要的影响。
因此,注塑模具的设计和制造一直是模具行业的重要研究领域。
本文主要以电子产品注塑模具的设计为例,探讨了注塑模具设计的关键技术和方法,并对设计中常见的问题进行了分析和解决。
同时,通过实验验证了设计方案的可行性和效果。
二、注塑模具设计的关键技术和方法1.产品设计与模具设计的协同在注塑模具设计过程中,与产品设计部门的有效协同是至关重要的。
只有充分理解产品的设计要求,才能有效地进行模具的设计。
因此,设计人员应与产品设计部门充分沟通,确保模具设计与产品设计的一致性。
2.模具结构设计模具结构的设计对注塑成型的品质和效率有着重要的影响。
在模具结构设计时,应充分考虑产品的特点和生产工艺要求。
同时,结合模具材料的选择,合理布置模具的结构,以提高模具的使用寿命和生产效率。
3.冷却系统设计冷却系统是注塑模具中的重要组成部分,对产品质量和生产周期有着重要的影响。
在冷却系统设计时,应充分考虑产品的形状和尺寸,合理布置冷却水道,以提高产品的冷却效果和成型周期。
三、模具加工的工艺流程1.模具材料的选择模具材料的选择是影响模具加工质量和成本的重要因素。
常用的模具材料有工具钢、合金钢等。
在选择模具材料时,应根据产品的要求和生产批次来确定材料的硬度和耐磨性。
2.数控加工数控加工技术在模具加工过程中起着重要作用。
数控加工能够提高模具的加工精度和效率,同时降低人为因素对加工质量的影响。
手机后盖保护壳注塑模具设计论文
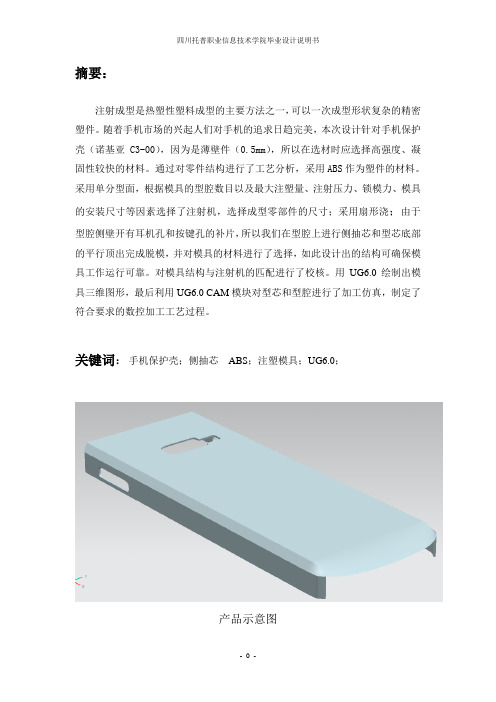
摘要:注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
随着手机市场的兴起人们对手机的追求日趋完美,本次设计针对手机保护壳(诺基亚C3-00),因为是薄壁件(0.5mm),所以在选材时应选择高强度、凝固性较快的材料。
通过对零件结构进行了工艺分析,采用ABS作为塑件的材料。
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用扇形浇;由于型腔侧壁开有耳机孔和按键孔的补片,所以我们在型腔上进行侧抽芯和型芯底部的平行顶出完成脱模,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠。
对模具结构与注射机的匹配进行了校核。
用UG6.0绘制出模具三维图形,最后利用UG6.0 CAM模块对型芯和型腔进行了加工仿真,制定了符合要求的数控加工工艺过程。
关键词:手机保护壳;侧抽芯ABS;注塑模具;UG6.0;产品示意图产品毛坯产品三视图目录第一章绪论1.1模具发展的现状1.2存在问题和主要差距1.3发展展望第二章材料与塑件分析2.1塑件分析2.2塑件材料分析2.3确定塑件设计批量2.4计算塑件的体积和质量2.5注塑机的选择2.6注塑机的参数校核2.6.1最大注塑量校核2.6.2 注塑压力校核2.6.3锁模力校核2.6.4模具安装尺寸校核2.6.5开模行程的校核第三章选择塑件的分型面第四章标准件的选择4.1标准模架的选取4.2标准紧固件的选用第五章浇注系统的设计5.1概述5.2流道设计5.2.1主流道设计5.2.2分流道设计5.3浇口设计第六章加热系统的设计6.1模具加热的主要方式6.2关于本产品的加热装置第七章顶出机构的设计7.1顶出机构的分类7.2顶出机构的设计原则7.3顶出机构的基本形式第八章成型零件的设计8.1凹模的设计8.2凸模的设计8.3成型零件的工作尺寸计算第九章模具设计总图第十章结论参考文献致谢信第一章绪论1.1模具发展的现状从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。
毕业设计——手机壳注塑模具设计分析

手机壳注塑模具设计【摘要】本文主要介绍:注塑模的全部过程,包括成型零部件、推出机构、流道等一些设计。
在写论文期间,经过了一段时间对资料进行收集。
充分的考虑了模具的各种结构,并和指导老师进行讨论,完成了对论文中要写的模具结构的选择。
论文当中许多部分是我结合俩年所学的各方面的理论知识完成的,包括机械制图、机械基础、塑料成型模具设计模具材料等。
【关键词】:注塑模具,模具设计,浇口,注射机II目录引言 (1)一、塑料模具的发展史及发展趋势 (1)(一)模具工业的概况 (1)(二)设计的任务和它的要求 (2)二、塑件的分析 (2)(一)塑件的特性 (2)(二)选择塑件材料及介绍 (2)(三)塑件的形状及其尺寸 (3)三、分型面的选择及型腔的确定 (4)(一)分型面的选择原则 (4)(二)分型面的设计 (4)图2.1 分型面 (4)(三)型腔数目的决定及排布 (4)四、浇注系统的设计 (5)(一)注射模具浇注系统的组成及其设计原则 (5)(二)设计主流道 (5)(三)注射模具分流道的设计 (7)(四)浇口的设计 (7)图2.6 (8)(五)冷料穴和钩料脱模装置 (8)五、温度调节系统设计 (8)(一)塑料注射模具的温度调节系统的重要性 (8)(二)模具冷却系统的设计原则 (8)(三)模具的冷却系统设计 (8)六、模具成型零件和模体的设计 (9)(一)模具型腔的结构设计 (9)(二)注射模具型芯的结构设计 (9)(三)注射模具成型零件的尺寸确定 (9)(四)成型零件的强度、刚度计算 (10)七、顶出机构的设计 (12)(一)注射模具的顶出机构 (12)(二)设计原则 (12)(三)零件的复位 (12)(四)推杆推出机构 (12)八、排气槽设计 (13)(一)导柱导向机构的作用 (13)(二)导柱导套的选择 (13)十、注射机的参数校核 (14)(一)注射量的计算 (14)(二)初步选择的机器型号 (14)(三)XS-ZY-125型注射机的主要参数 (14)(四)塑件在分型面上的投影面积与锁模力校核 (15)(五)开模行程校核 (15)(六)模具安装尺寸校核 (15)总结 (16)参考文献 (18)致谢 (19)IV引言一、塑料模具的发展史及发展趋势(一)模具工业的概况在中国古代,勤劳聪明的中国先民们就已经熟练掌握了用模具制造陶制品和青铜制品的工艺。
注塑模具毕业设计论文
注塑模具毕业设计论文注塑模具是一种常用的制造工具,广泛应用于各个行业,为产品的生产提供了重要的支持。
本文旨在对注塑模具进行研究和设计,以满足不同产品的制造需求。
首先,本文将对注塑模具的工作原理进行介绍。
注塑模具主要由模具基座、模腔、模芯和顶针等部分组成。
在注塑过程中,熔融的塑料被注入到模腔中,经过冷却和固化后,产品可从模具中取出。
模腔和模芯的设计对产品的质量和工艺有重要影响,需要考虑产品的结构、尺寸和材料等因素。
其次,本文将对注塑模具的设计要求进行分析。
注塑模具设计需考虑产品的形状、结构和尺寸等因素,确保产品质量和工艺要求的实现。
同时,注塑模具的设计还应考虑模具的制造成本和制造周期,以提高生产效率和降低生产成本。
此外,模腔和模芯的设计还应具备易于拆卸和维修的特点,以提高模具的使用寿命和维修效率。
接下来,本文将对注塑模具的设计步骤进行详细阐述。
注塑模具的设计包括产品结构设计、模腔和模芯设计、注塑系统设计和冷却系统设计等几个方面。
其中,产品结构设计要考虑产品形状和尺寸,以确定模腔和模芯的结构设计;注塑系统设计要考虑塑料熔融和注射的过程,以保证塑料能均匀充填模腔;冷却系统设计要考虑塑料冷却和固化的过程,以保证产品的质量和固化时间的缩短。
最后,本文将对注塑模具的设计案例进行展示和评估。
设计案例可选择其中一具体产品进行模具设计,通过实际的模具制造和产品生产过程,评估设计方案的可行性和效果。
评估标准可包括产品质量、生产效率和制造成本等几个方面。
通过设计案例的评估,可以对注塑模具的设计进行修改和改进,以满足不同产品的制造需求。
综上所述,注塑模具的设计是一个复杂而重要的任务。
本文通过对注塑模具的工作原理、设计要求、设计步骤和设计案例的阐述,旨在提供一种有效的设计方法和思路,为注塑模具的设计和制造提供参考。
模具毕业设计84万能手机电池充电器外壳注塑模设计及编程
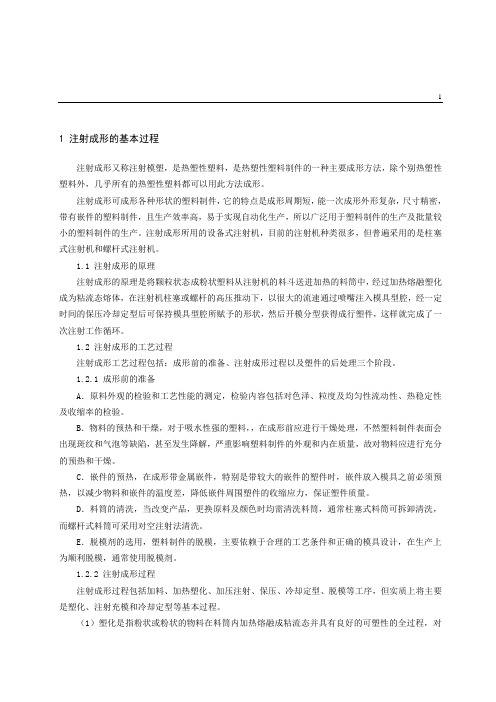
1 注射成形的基本过程
注射成形又称注射模塑,是热塑性塑料,是热塑性塑料制件的一种主要成形方法,除个别热塑性 塑料外,几乎所有的热塑性塑料都可以用此方法成形。 注射成形可成形各种形状的塑料制件, 它的特点是成形周期短, 能一次成形外形复杂, 尺寸精密, 带有嵌件的塑料制件,且生产效率高,易于实现自动化生产,所以广泛用于塑料制件的生产及批量较 小的塑料制件的生产。注射成形所用的设备式注射机,目前的注射机种类很多,但普遍采用的是柱塞 式注射机和螺杆式注射机。 1.1 注射成形的原理 注射成形的原理是将颗粒状态成粉状塑料从注射机的料斗送进加热的料筒中, 经过加热熔融塑化 成为粘流态熔体,在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴注入模具型腔,经一定 时间的保压冷却定型后可保持模具型腔所赋予的形状,然后开模分型获得成行塑件,这样就完成了一 次注射工作循环。 1.2 注射成形的工艺过程 注射成形工艺过程包括:成形前的准备、注射成形过程以及塑件的后处理三个阶段。 1.2.1 成形前的准备 A.原料外观的检验和工艺性能的测定,检验内容包括对色泽、粒度及均匀性流动性、热稳定性 及收缩率的检验。 B.物料的预热和干燥,对于吸水性强的塑料, ,在成形前应进行干燥处理,不然塑料制件表面会 出现斑纹和气泡等缺陷,甚至发生降解,严重影响塑料制件的外观和内在质量,故对物料应进行充分 的预热和干燥。 C.嵌件的预热,在成形带金属嵌件,特别是带较大的嵌件的塑件时,嵌件放入模具之前必须预 热,以减少物料和嵌件的温度差,降低嵌件周围塑件的收缩应力,保证塑件质量。 D.料筒的清洗,当改变产品,更换原料及颜色时均需清洗料筒,通常柱塞式料筒可拆卸清洗, 而螺杆式料筒可采用对空注射法清洗。 E.脱模剂的选用,塑料制件的脱模,主要依赖于合理的工艺条件和正确的模具设计,在生产上 为顺利脱模,通常使用脱模剂。 1.2.2 注射成形过程 注射成形过程包括加料、加热塑化、加压注射、保压、冷却定型、脱模等工序,但实质上将主要 是塑化、注射充模和冷却定型等基本过程。 (1)塑化是指粉状或粉状的物料在料筒内加热熔融成粘流态并具有良好的可塑性的全过程,对
注塑模具设计毕业论文
注塑模具设计毕业论文注塑模具设计是现代工业中常用的一种加工工艺,其应用广泛且具有重要的经济意义。
模具设计是注塑工艺中的关键环节,影响着产品的质量和生产效率。
本文主要探讨了注塑模具设计的关键技术和优化策略。
首先,注塑模具设计需要考虑产品的形状和尺寸要求。
模具的设计应根据产品的几何形状和尺寸要求,确定模具的结构和形式。
同时,还需要考虑产品在注塑过程中的收缩和变形问题,以保证产品的尺寸精度。
其次,注塑模具设计需要考虑材料的选择。
模具的材料应具有良好的刚性和耐磨性,以保证模具在长期使用过程中不会出现变形或磨损。
同时,还需要考虑模具的表面光洁度和抗腐蚀性,以保证产品的外观质量。
再次,注塑模具设计需要考虑注塑工艺的要求。
模具的设计应根据注塑工艺的要求,确定模具的开模方式、冷却方式和排气方式等。
特别是在大型注塑模具设计中,还需要考虑模具的卸模方式和模具的拆装要求等。
最后,注塑模具设计需要考虑生产效率和成本控制。
模具的设计应尽量简化结构,减少制造难度和制造周期,以提高生产效率。
同时,还需要考虑模具的制造成本和维护成本,以控制生产成本。
在注塑模具设计中,优化策略是提高设计质量和效率的关键。
设计人员可以通过参数设计、结构优化和模拟分析等方法,对注塑模具进行全面的优化。
例如,通过模拟分析模具的流动和充模过程,可以减少缺陷和提高产品质量。
同时,还可以通过参数设计和结构优化,减少模具的材料消耗和制造成本。
总之,注塑模具设计是一项复杂而重要的工作,关系到产品质量和生产效益。
设计人员应注重产品的形状和尺寸要求、材料的选择、工艺的要求以及生产效率和成本控制等方面的考虑,通过优化策略提高设计质量和效率。
手机充电器外壳的注塑模具设计
编号本科毕业设计题目:手机充电壳的注塑模具设计学院:机械工程学院专业:材料成型及控制工程年级: 13级姓名:冯旭阳指导教师:霍春明完成日期: 2017年5月8日充电器外壳注塑模设计摘要本文主对一种注塑模具的设计方法进行了详细的描述,这种注塑模具是一种充电器外壳的模具。
在分析了充电器外壳制作流程中的材料的性能、成型和结构工艺性等特点以后,对相关的成型设备的进行了选型。
并且在此基础上选取了注塑模合适的分型面,确定了合适数目的型腔并对其位置进行了布置。
同时对在成型过程中的各个系统和结构的设计进行了详细的分析和介绍,包括浇注系统和冷却系统的设计以及定向机构和脱模机构等机构。
本文还对模具的材料进行了选择,并且给出了注射机的相关的工作参数。
在经过具体的分析和设计的基础上,详细了解释了本模具的工作原理和安装调试的具体的过程,并且对在这个过程中可能出现的问题进行分析和优化。
关键词:注塑模具;充电器外壳;三板模;浇注系统;脱模机构;定距分型机构。
The mould injection design of charger shell AbstractThis paper describes the design of an injection mold in detail, this injection mold is a charger shell mold. After analyzing the performance, molding and structural process of the material in the manufacturing process of the charger shell, the relevant molding equipment was selected. And the appropriate parting surface of the injection mold is selected, and the appropriate number of cavities are determined and their positions are arranged. At the same time, the design of each system and structure in the forming process is analyzed and introduced in detail, including the design of the pouring system and the cooling system, as well as the orientation mechanism and the stripping mechanism. The material of the mold is also selected, and the relevant working parameters of the injection machine are given. Based on the detailed analysis and design, the paper explains in detail the working principle of the mold and the specific process of installation and commissioning, and analyzes and optimizes the problems that may arise in this process.Keyword:injection mold; charger shell; three plate mold; pouring system;stripping mechanism; fixed pitch classification mechanism.目录摘要................................................................................................................................. Abstract ........................................................................................................................... 第一章绪论....................................................................................................................1.1 选题的依据及意义..................................................................................................1.2 国内外研究现状及发展趋势.................................................................................. 第二章充电器外壳工艺性分析....................................................................................2.1 材料性能.................................................................................................................. 第三章充电器外壳注塑模具的结构设计....................................................................3.4.2 分流道截面设计及布局.......................................................................................3.4.3 浇口设计及位置选择...........................................................................................3.4.4 冷料穴设计...........................................................................................................3.4.5 浇口套的设计.......................................................................................................3.5.1 型腔、型芯结构设计...........................................................................................3.5.2 成型零件工作尺寸计算.......................................................................................3.7.1 脱模力计算...........................................................................................................3.7.2 浇注系统凝料脱出机构....................................................................................... 第四章注射机相关参数校核........................................................................................ 第五章模具的工作原理及安装、调试........................................................................5.1模具的工作原理.......................................................................................................5.2 试模.......................................................................................................................... 总结.................................................................................................................................. 参考文献..........................................................................................................................1绪论1.1 选题的依据及意义现在在人们的生活中塑料产品已经十分的普及,尤其是在玩具产业中,现在的绝大多数的玩具的材料都是以塑料为主的。
充电器外壳注射模具设计
编号:毕业设计说明书题目:充电器外壳注射模具设计学院:国防生学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年 5 月 4 日摘要塑料注射模是成型塑料的一种重要工艺。
通过对充电器外壳注射模具设计,能够基本地、全面地了解注射模具设计的基本原则、方法。
在模具结构设计过程中,我大胆尝试提出各种不一样的成型的方案,并与老师探讨对方案进行了比较。
在比较的过程中,发现大量的问题,也了解模具设计的要求和基本原则,最后在查阅大量书籍的帮助下完成没一个数据的选择。
在设计中分析了常用日用品充电器的工艺特性,并介绍了ABS材料成型工艺特点、成型过程、开模过程以及成型后加工工艺。
同时,分析了模具结构与计算,掌握如何设计一个完整的模具生产结构。
通过本次设计,能较为熟练的使用Auto-CAD、Pro-E等软件进行模具辅助设计,提高自己的计算机绘图能力。
本次毕业设计充分地为今后从事模具设计行业打下了扎实的基础。
本次主要设计是对充电器外壳注射模的设计, 重点对塑件的成型原理、材料的选用和注射技术进行分析。
通过前期指导老师安排的任务,我先对任务书进行了分析了解,并查阅了大量的书籍、手册和文献,对模具有了一定的了解并且清楚自己的所要完成的任务量。
进过对ABS充电器的了解,要满足制品大批量生产、高精度、外形复杂等要求,我首先主要把时间花费在确定所需的模塑成型方案、制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构等。
既然以实际生产为目的,设计就要涵盖了注塑模具的主要系统包括有注射机、浇注系统、排气系统、冷却系统、顶出系统、导向系统等。
对于要实际生产的模具,我们考虑的东西还有很多,为此我积极询问我的指导老师关于现实工厂中模具的生产过程及可能遇到的问题。
设计时,尝试使用了侧向抽芯机构,增加模具的复杂性以及实用性。
设计时参考了以往注射模具的设计经验,并结合制品的实际要求,通过简化设计结构、优化各个系统性能,尽最大限度实现美观、实用性高、长的使用寿命、短的生产周期和良好的经济性能。
毕业设计论文-手机外壳注塑模设计
**** 大学毕业设计(论文)题目手机外壳注塑模设计学院(系):****学院专业班级:******学生姓名:***指导老师:***学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包括任何其他个人或集体已经发表或撰写的成果作品。
本人完全意识到本声明的法律后果由本人承担。
作者签名:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保障、使用学位论文的规定,同意学校保留并向有关学位论文管理部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权省级优秀学士论文评选机构将本学位论文的全部或部分内容编入有关数据进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密囗,在年解密后适用本授权书2、不保密囗。
(请在以上相应方框内打“√”)作者签名:年月日导师签名:年月日****大学本科生毕业设计(论文)任务书学生姓名*** 专业班级***指导教师*** 工作单位******设计(论文)题目:手机外壳注塑模设计设计(论文)主要内容:1. 调研收集分析有关资料,对手机上部外壳进行造型设计;2. 进行手机上部外壳注塑模结构设计并对工作零件进行工艺计算和设计分析,绘制注塑模装配图和零件图;3.进行手机上部外壳凸模或凹模数控加工工艺分析,进行自动加工编程设计与加工模拟。
要求完成的主要任务:1.查阅不少于15篇的相关资料,其中英文文献不少于2篇,完成开题报告;2.完成不少于5000汉字的与选题相关的英文文献翻译;3.完成毕业设计计算说明书一份(字数不少于12000汉字);4.完成手机上部外壳造型图,绘制注塑模装配图及其主要的零件图(要求计算机绘图,图纸量折合不少于5张1-2#图纸,手工绘制1张3#图纸)。
指导教师签名系主任签名院长签名(章)****大学本科学生毕业设计(论文)开题报告注:1.开题报告应根据教师下发的毕业设计(论文)任务书,在教师的指导下由学生独立撰写,在毕业设计开始后三周内完成。
毕业设计(论文)手机充电器外壳设计
手机充电器外壳设计作者姓名:专业名称:机械设计与制造指导教师:摘要计算机仿真设计是制造业中的新型手段,是应用电子计算机对系统的结构、功能和行为以及参与系统控制的人的思维过程和行为进行动态性比较逼真的模仿。
它是一种描述性技术,是一种定量分析方法。
通过建立某一过程和某一系统的模式,来描述该过程或该系统,然后用一系列有目的、有条件的计算机仿真实验来刻画系统的特征,从而得出数量指标,为决策者提供有关这一过程或系统得定量分析结果,作为决策的理论依据。
运用计算机软件对运动和动力学仿真分析,从而验证、修改、优化设计方案,使得以前需要组织研究团队,进行复杂设计计算,制造物理样机验证结果的设计过程大大简化,节约成本。
下面我们通过pro\E对手机充电器外壳进行结构设计、参数设计及三维建模。
关键词:三维建模仿真技术AbstractComputer simulation design is new in manufacturing, which means to apply a computer system structure, function and behavior and participation of control system for dynamic process of thinking and behavior of comparative lifelike imitation. It is a descriptive technology, is a kind of quantitative analysis method. By establishing a process and a system model, to describe this process or the system, then use a series of purpose, conditional computer simulation experiment to depict the system characteristic, thus draws quantitative index for decision makers with this process or systems quantitative analysis results, as decision theory basis.Using computer software means of movement and dynamics simulation, which testified, modify, optimizing design scheme, making that need to be organized research team, before the complex design calculation, manufacturing physical prototype design of the results of the validation process, saving cost greatly simplified. Below we through the pro \ E of cell phone charger shell structure design, parameter design and 3d modeling.Key words: 3d modeling,The simulation technology目录摘要 (I)Abstract (II)目录 (II)前言 (1)绪论 (2)1 手机充电器简介 (2)2 电话的市场调研 (4)3 手机充电器的市场走向................................错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四川理工学院成人教育学院毕业设计(论文) 题目―手机充电器外壳注塑模设计―教学点重庆科创职业学院专业机械模具BK311101年级2011级姓名彭军指导教师王新四川理工学院成人教育学院毕业设计(论文)任务书充电器外壳注塑模设计摘要本文主要介绍的是充电器外壳注塑模具的设计方法。
首先分析了充电器外壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。
接着介绍了充电器外壳注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及冷却系统的设计。
然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。
最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模四腔的型腔布置,最后利用推板将制件推出。
关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构。
目录摘要 (I)Abstract .......................................................................................... 错误!未定义书签。
第一章绪论 (1)1.1 选题的依据及意义 (1)1.2 国内外研究现状及发展趋势 (1)第二章充电器外壳工艺性分析 (4)2.1 材料性能 (4)第三章充电器外壳注塑模具的结构设计 (7)3.4.2 分流道截面设计及布局 (9)3.4.3 浇口设计及位置选择 (10)3.4.4 冷料穴设计 (11)3.4.5 浇口套的设计 (11)3.5.1 型腔、型芯结构设计 (12)3.5.2 成型零件工作尺寸计算 (14)3.7.1 脱模力计算 (17)3.7.2 浇注系统凝料脱出机构 (17)第四章注射机相关参数校核 (21)第五章模具的工作原理及安装、调试 (24)5.3 试模 (25)总结 (27)参考文献 (26)第一章绪论1.1 选题的依据及意义随着现代制造技术的迅速发展、计算机技术的应用,在玩具产业中模具已经成为生产各种玩具不可缺少的重要工艺装备。
特别是在塑料产品的生产过程中,塑料模具的应用及其广泛,在各类模具中的地位也越来越突出,成为各类模具设计、制造与研究中最具有代表意义的模具之一。
而注塑模具已经成为制造塑料制造品的主要手段之一,且发展成为最有前景的模具之一。
注射成型是当今市场上最常用、最具前景的塑料成型方法之一,因此注塑模具作为塑料模的一种,就具有很大的市场需求量。
所以我选充电器注塑模具设计作为我毕业设计的课题。
本课题应用性强,涉及的知识面与知识点较多,如注塑成型、模具设计、三维造型、运动仿真以及二维三维软件的应用。
通过本课题的设计,将会在下述基本能力上得到培养和锻炼(1)塑料件制品涉及及成型工艺的选择(2)一般塑料件制品成型模具的设计能力(3)塑料制品质量分析及工艺改进、塑料模具结构改进设计的能力(4)掌握模具设计常用的商业软件(proe4.0)及同实际设计的结合的能力(5)使自己在文档组织与检索方面的能力得到提高(6)掌握写论文的一般步骤及格式方法,同时提高自己的学习、思考、解决问题的能力,因为注塑模具对我来说是一个新的领域。
1.2 国内外研究现状及发展趋势近年来我国的模具技术有了很大的发展,在大型模具方面,已能生产大屏彩电注塑模具、大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具。
机密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
在成型工艺方面,多材质塑料成行模、高效多色注塑模、镶件互换结构和抽芯脱模机构的创新业取得了较大进展。
气体辅助注射成形技术的使用更趋成熟。
热流道模具开始推广,有些单位还采用具有世界先进水平的高难度针阀式热流道模具。
当前国内外用于注塑模具方面的先进技术主要有以下几种:(1)热流道技术它是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
这一技术在大批量生产塑件、原材料较贵和产品质量要求较高的情况下尤为适用。
热流道注塑成型技术应用范围很广,基本上,适用于冷流道模具加工的塑料材料都可以使用热流道模具加工,许多产品如手机壳、按键、面板、尺寸要求精密的机芯部件等都是采用热流道技术成型。
一个典型的热流道系统一般由如下几大部分组成:(1)热流道板(MANIFOLD);(2)喷嘴(NOZZLE);(3)温度控制器;(4)辅助零件。
(2) 气体辅助注射成形技术它是向模腔中注入经准确计量的塑料熔体,在通过特殊的喷嘴向熔体中注入压缩气体,气体在熔体内沿阻力最小的方向前进,推动熔体充满型腔并对熔体进行保压,当气体的压力、注射时间合适的时候,则塑料会被压力气体压在型腔壁上,形成一个中空、完整的塑件,待塑料熔体冷却凝固后排去熔体内的气体,开模退出制品。
气体辅助注射成形技术的关键就是怎么合理的把握注入熔融的塑料的时间与充人气体的时间的配合。
气体辅助注射可以应用在除特别柔软的塑料以外的任何热塑性塑料和部分热固性塑料。
应用气体辅助注塑成型技术,可以提高产品强度、刚度、精度,消除缩影,提高制品表面质量;降低注射成型压力以减小产品成型应力和翘曲,解决大尺寸和壁厚差别较大产品的变形问题;简化浇注系统和模具设计,减少模具的重量.减少塑件产品的重量,减少成型时间以降低成本和提高成型效率等。
气体辅助成形周期可分为如下六个阶段:塑料熔体填充阶段、切换延迟时间、气体注射阶段、保压阶段、气体释放阶段、推出阶段。
(3)共注射成形技术它是使用两个或者两个以上注射系统的注塑机,将不同品种或者不同色泽的塑料同时或者先后注射进入同一模具内的成形方法。
国内使用的多为双色注塑机。
采用共注射成形方法生产塑料制品时,最重要的工艺参数是注射量、注射速度和模具温度[1]。
(4)反应注射成形技术它是将两种或者两种以上既有化学反应活性的液态塑料(单体)同时以一定压力输入到混合器内进行混合,在将均匀混合的液体迅速注入闭合的模具中,使其在型腔内发生聚合反应而固化,成为具有一定形状和尺寸的塑料制品通常这种成形过程称之为RIM。
在制造方面,CAD/CAM/CAE技术的应用上了一个新台阶,一些企业引进CAD/CAM系统,并能支持CAE技术对成形过程进行分析。
近年来我国自主开发的塑料膜CAD/CAM系统有了很大发展,如北航华正软件工程研究所开发的CAXA系统、华中理工大学开发的注塑模HSC5.0系统及CAE软件等。
优化模具系统结构设计和型件的CAD/CAE/CAM,并使之趋于智能化,提高型件成形加工工艺和模具标准化水平,提高模具制造精度与质量,降低型件表面研磨、抛光作业量和缩短制造周期;研究、应用针对各类模具型件所采用的高性能、易切削的专用材料,以提高模具使用性能;为适应市场多样化和个性化,应用快速原型制造技术和快速制模技术,以快速制造成塑料注塑模,缩短新产品试制周期。
这些是未来5~20年注塑模具生产技术的总体发展趋势,具体表现在以下几个方面:1.提高大型、精密、复杂、长寿命模具的设计水平及比例。
这是由于塑料模成型的制品日渐大型化、复杂化和高精度要求以及因高生产率要求而发展的一模多腔所致。
2.在塑料模设计制造中全面推广应用CAD/CAM/CAE技术。
CAD/CAM软件的智能化程度将逐步提高;塑料制件及模具的3D设计与成型过程的3D分析将在我国塑料模具工业中发挥越来越重要的作用。
3.推广应用热流道技术、气辅注射成型技术和高压注射成型技术。
采用热流道技术的模具可提高制件的生产率和质量,并能大幅度节省塑料制件的原材料和节约能源,所以广泛应用这项技术是塑料模具的一大变革。
制订热流道元器件的国家标准,积极生产价廉高质量的元器件,是发展热流道模具的关键。
气体辅助注射成型可在保证产品质量的前提下,大幅度降低成本。
气体辅助注射成型比传统的普通注射工艺有更多的工艺参数需要确定和控制,而且常用于较复杂的大型制品,模具设计和控制的难度较大,因此,开发气体辅助成型流动分析软件,显得十分重要。
另一方面为了确保塑料件精度,继续研究开发高压注射成型工艺与模具也非常重要。
4.开发新的成型工艺和快速经济模具。
以适应多品种、少批量的生产方式。
5.提高塑料模标准化水平和标准件的使用率。
我国模具标准件水平和模具标准化程度仍较低,与国外差距甚大,在一定程度上制约着我国模具工业的发展,为提高模具质量和降低模具制造成本,模具标准件的应用要大力推广。
为此,首先要制订统一的国家标准,并严格按标准生产;其次要逐步形成规模生产,提高商品化程度、提高标准件质量、降低成本;再次是要进一步增加标准件的规格品种。
6.应用优质材料和先进的表面处理技术对于提高模具寿命和质量显得十分必要。
第二章充电器外壳工艺性分析第二章充电器外壳工艺性分析2.1 材料性能图2-1所示为充电器外壳立体图,材料为ABS,外观黑色,精度等级一般(4级精度),制品表面光滑美观,带有精细花纹。
ABS为热塑性塑料,密度1.05~1.07g/cm3,抗拉强度30~50MPa,抗弯强度41~79MPa,拉伸弹性模量1587~2277MPa,弯曲弹性模量1380~2690MPa,收缩率0.3%~0.8%[2]。
该材料综合性能好,冲击强度高,尺寸稳定,易于成型,耐热和耐腐蚀性也较好,并具有良好的耐寒性。
是目前产量最大、运用最广泛的一种塑料。
图2-1 充电器外壳立体图2.2 成型特性和条件其吸湿性强,塑料在成型前必须充分预热干燥(80~90℃下至少干燥2小时),使其含水量小于0.3%。
对于要求表面光泽的零件,塑料在成型前更应该进行长时间预热(80~90℃下至少干燥3小时)。
塑料加热温度对塑料的质量影响较大,温度过高易于分解(分解温度>270℃),一般料筒温度为180~260℃,建议温度245℃成型时宜采用较高的加热温度(对精度较高的塑件,模温宜取50-60℃,对高光泽耐热塑件,模温宜取60-80℃)和较高的注射压力(柱塞式注射机:料温180~230℃,注射压力100~140MPa;螺杆式注射机:温度160~220,注射压力70~100MPa)[3]。
2.3 结构工艺性零件壁厚基本均匀,所有壁厚均大于塑件的最小壁厚0.8mm,借助Moldflow 软件分析可知注塑成型时不会发生填充不足现象。
塑件为壳体类制件, 外表面为可见光亮面,制件上表面有有两个孔,侧面开了三个凹槽,内表面有一个支撑住,四周有唇特征,上表面还有精美花纹,总体尺寸不大,长66mm,宽44mm,高10mm。