手机后壳的注塑模具设计
手机壳注塑模具设计及仿真

手机壳注塑模具设计及仿真手机壳注塑模具设计及仿真近年来,手机已成为人们生活中不可或缺的一部分。
随着手机的普及,手机壳作为一种保护外壳也变得越来越重要。
手机壳的外观设计和注塑模具的精准制造对于手机壳的质量和功能起着关键作用。
本文将介绍手机壳注塑模具设计和仿真的过程及方法。
一、注塑模具设计的基本步骤1.确定产品要求:首先需要确定手机壳的设计要求,包括壳体形状、尺寸、配色等。
这些要求将为注塑模具的设计提供基本依据。
2.模具结构设计:根据手机壳的设计要求,进行模具结构设计。
模具结构设计包括注塑机的选择、模具的分型方式、流道系统设计等。
注塑机的选择根据产品尺寸和材料特性确定,模具的分型方式包括平板分型、拉伸分型、侧分型等。
3.模具零件设计:根据模具结构设计确定的分型方式,进行模具零件的设计。
模具零件包括模腔、模芯、顶出杆、定位销、模板等。
4.模具加工工艺设计:根据模具零件设计,确定模具的加工工艺。
加工工艺包括材料选择、加工方法、加工工艺参数等。
5.模具装配和调试:将模具的各个零件进行组装,进行模具调试。
模具调试包括合模试模、开模试模、调整流道系统等。
二、注塑模具的仿真分析注塑模具仿真分析是模具设计中的重要一步。
通过仿真分析,可以对模具的结构和工艺进行评估和优化,提高模具的性能和质量。
常用的注塑模具仿真分析软件有Moldex3D、ANSYS、AUTODYN等。
这些软件可以对注塑过程进行材料流动分析、温度场分析、残余应力分析等。
在注塑模具的仿真分析中,首先需要进行材料流动分析。
材料流动分析可以预测注塑过程中熔融塑料的流动情况,帮助优化流道设计。
流道设计的好坏直接影响产品的成型质量。
其次,进行温度场分析。
温度场分析可以预测注塑过程中的温度分布,帮助优化冷却系统设计。
冷却系统设计的好坏直接影响模具的冷却效果和产品收缩性能。
最后,进行残余应力分析。
残余应力分析可以预测注塑过程中的残余应力分布,帮助优化模具的结构设计。
手机壳注塑模具设计说明书

本科毕业论文(设计)题目手机壳模具设计与结构设计作者机械工程学院学院专业料成型与控制工程学号指导教师二〇一六年二月二十二日摘要本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面AbstractThis design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould.The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality.Keywords:The plastic mold;the parametrization;;divides the profile目录摘要 (I)Abstract..................................................... I I第一章绪论 (1)1.1 模具介绍 (3)1.2 模具在加工工业中的地位 (3)1.3 模具的发展趋势 (3)第二章该塑件材料分析和工艺性分析 (4)2.1 材料分析 (6)2.2 工艺分析 (7)2.2.1尺寸及精度 (8)2.2.2表面粗糙度 (9)2.2.3形状 (9)2.2.4斜度 (9)第三章拟定成型工艺 (10)3.1制件成型方法 (10)3.2制件的成型参数 (10)3.3确定型腔数目.............................. 错误!未定义书签。
手机壳注塑模具设计流程
手机壳注塑模具设计流程Last revised by LE LE in 2021Pro/E手机壳注塑模具设计流程||2010年01月18日|[字体:]|关键词:在手机外壳的注射模具设计中,经过认真调研和方案论证,确定了具体设计方案,在产品造型上有较强的创新意识,深入钻研每个重要环节,对产品的可行性和工艺进行了详细分析。
采用Pro/E+EMX建立模型并进行模型的受力分析,模拟模型在现实情况下的使用情况,并得出模型检验结果,以认真负责的工作态度出色的完成了整个注塑模设计的全过程,具备了设计人员应有的基本素质和能力。
一.调研报告1.手机壳的造型结构发展状况移动电话的普及速度大大超越了专家的预测与想象。
它已从最初的模拟系统发展到目前的数字系统。
在此期间,移动电话的功能越来越丰富,体积越来越小,造型越来越美观,充分体现了技术与艺术结合。
除了最基本的实用功能外,移动电话还要考虑美观和舒适,在设计上必须充分考虑使用对象、使用场合、功能要求、人机工效学等因素。
2.材料确定PC/ABS合金在汽车、机械、家电、计算机、通讯器材、办公设备等方面获得了广泛应用,如移动电话的机壳、手提式电脑的外壳、以及汽车仪表盘〔板)等。
资料显示:PC/ABS已广泛应用于制造手机外壳。
3.薄壳制品与模具设计薄壳制品成型时模具设计是至关重要的一步。
成型薄壳制品时需要特别设计的薄壳件专用模具。
与常规制品的标准化模具相比,薄壳制品模具从模具结构、浇注系统、冷却系统、排气系统、脱模系统都发生了重大变化,成本也增加了30%---40%4.塑件选择据调查,东亚尤其是中国的用户对于翻盖手机却相当青睐,在中国市场销售的全部手机中,翻盖手机的数量超过了一半。
国产手机厂商了解本土消费者的心理,摒弃欧美崇尚的直板机而主推折叠机,开发出符合东方人审美趣味的机型,款式漂亮,内容丰富,得到了广大消费者的喜爱。
针对以上情况,选用翻盖式手机壳注塑模设计。
二、产品工艺分析1.产品造型设计塑件的选择:女性翻盖手机本人负责的部分是翻盖部分,翻盖部分的特点是上盖采用复杂曲面设计,上下盖的分型面都比较复杂,而且下盖需要侧向抽芯。
手机后盖的注塑模具设计开题报告

指导教师意见
指导教师:
年月日
开题小组意见
开题小组成员签字:
年月日
院系审核意见
院系主管领导签字:
年月日
[9]机械设计手册[M].北京:机械工业出版社
[10]黄义俊.模具CAD/CAM技术[M].北京:人民邮电出版社,2009.
[11]李小敏.计算机辅助设计-CAD/CAE/CAPP/CAM[M].北京:清华大学出版社.2008.4
[12]颜智伟编著.塑料模具设计与机构设计[M].北京:国防工业出版社.2006.
到目前,已经做了十足的准备,认真阅读了解了许多相关资料,其中包括
[1]郭新玲编著.塑料模具设计[M].北京:清华大学出版社,2006.
[2]2006 HERBERT W.YANKEE MANUFACTURING PROCESSES Prentice-Hall, Inc.
[3]张信群.塑料成型工艺与模具结构[M].北京:人民邮电出版社,2008
[13]张中元.塑料成型工艺与模具设计[M].北京:航空工业出版社,2006.
[14]陈剑鹤.模具设计基础[M].北京:机械工业出版社,2003.
手机后壳模具浇注系统的设计
三维设计 软件 Po E P o E gne) r/ ( r/ n ier 的出现 给众 多 的模 具设 计人 员 提供 了一个 方 便快 捷 的平 台. 与普 通 的二维设 计软件不 同 ,P o E可 以直接 绘制 出实 体模 型 ,因此具 有 直观 性 、快速 性 、仿真 性等 特点. Po E r/ r/ 的模具设 计模块 ModB sLbay E l ae irr 和 MX( x et lbs xe s n 以及塑料顾 问模块 ( l t d i r可以 E pr Mod ae tni ) E o Pa ia v o) sc s 为塑料模 具设计者节省很 多时 间 ,这是传 统的二维设计 软件所 不 能相 比的.P o E可 以使 塑料 模具设计 者 能 r/ 在最短 的时间 内完成模 具装配 、模 型检 验 、分模面 的建立 和顺 利地拆装模 具等 工作I . 2 ]
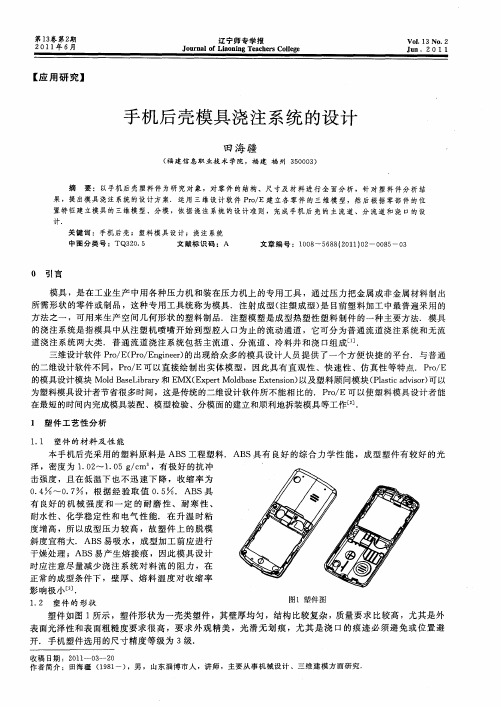
有 良好 的 机 械 强 度 和 一 定 的 耐磨 性 、耐 寒 性 、 耐水性 、化学稳 定 性 和 电气 性 能. 在 升 温 时粘
度 增高 ,所 以成型 压力 较 高 ,故 塑 件 上 的 脱模 斜 度宜稍 大. AB S易 吸水 ,成 型加工 前 应 进行
干燥 处理 ;机 后 壳模 具 浇注 系统 的设 计
田 海 疆
( 建 信 息 职 业技 术 学 院 ,福 建 福 州 3 0 0 ) 福 5 0 3
摘
要 : 以手 机 后 壳 塑料 件 为 研 究 对 象 ,对 零 件 的结 构 、尺 寸 及 材 料 进 行 全 面 分 析 , 针 对 塑 料 件 分 析 结
第1 卷年 6 期 2 1 第2 3 0 1 月
辽 宁师 专 学 报
J u n l fLio i g Te c e sC l g o r a a n n a h r o l e o e
模具毕业设计95手机外壳下盖注塑模设计

中英文摘要摘要:文本主要介绍CAD/CAM在模具上的应用,其中包括PRO/E,AUTOCAD。
机械部分的设计,内容包括塑料注塑模具的工作原理及应用、设计准则,以及产品的简介。
塑料注塑模的设计计算,包括模具结构设计,注塑机的选用,浇注系统的设计等方面。
关键词:CAD/CAM;PRO/E;塑料;注塑模;注塑机。
Abstract:In this paper ,it is about the application of the CAD/CAM in plastic injection mould ,it include PRO/E,AUTOCAD. It is about the working theory and application of a plastic injection mould, the design princible, and the introduction of production, and the design calculation of the plastic mould .The includes the structure design of the mould, the selecting of plastic injection mould machine, and the pour system design, and so on.Key Words:CAD/CAM; PRO/E; Plastic Injection Mould;Plastic Injection Mould Machine.第一章绪论1.1 塑料成型模具在加工工业中的地位模具是利用其特定形状成型具有一定形状和尺寸的制造工具。
成型塑料制品的模具叫做塑料模具。
全面要求是:能生产出在尺寸精度、外观、物理性能等方面均能满足使用要求的优质制品。
从模具使用角度,要求高效率、自动化、操作简便;从模具制造角度,要求结构合理、制造容易、成本低廉。
毕业设计——手机壳注塑模具设计
毕业设计——手机壳注塑模具设计一、选题背景随着智能手机的普及和人们对手机的需求不断增加,手机壳行业不断兴起。
手机壳的保护功能和个性化的设计越来越受到消费者的重视。
而手机壳的制作离不开注塑技术,因此设计一款手机壳注塑模具具有一定的实际意义。
本文将对手机壳注塑模具进行设计。
二、注塑模具设计流程1、确定产品设计要求确定手机壳的基本要求:大小、厚度、材质等方面的要求。
同时,研究市售手机壳的设计风格,在设计时要尽可能的符合市场需求。
2、模具结构设计手机壳注塑模具包含模具本体和模具部件两部分。
模具本体是模具的主要部分,其中包括模具底板、模腔、压条、定位、排气以及冷却通道等部分。
模具部件是辅助模具本体进行注塑成型的部分,主要包括开口部件和射出部件两大类。
在设计时要考虑到模具的可维护性以及生产效率的提高。
3、绘制模具零部件图根据模具设计要求完成模具各部件零件图的制作。
4、进行模具三维设计根据模具零部件图,通过3D建模软件进行模具的三维设计,同时对模具进行优化、调整和修改,直到达到设计目标要求为止。
5、进行模具加工根据手机壳注塑模具零部件图进行模具的加工,包括车、铣、钻、刨等。
6、进行模具装配和调试将已经加工好的模具零部件进行组装,同时进行注塑试模操作,检查模具是否满足设计要求,如果没有,则进行调整和修改。
直到模具能够正常生产出合格的手机壳为止。
三、模具设计思路1、模具材料的选择模具材料是模具设计的重要因素之一,模具材料的选择不仅关系到模具的寿命和维修成本,还关系到产品生产的成本。
本文中,为了保证模具质量,提高模具的使用寿命,采用H13钢作为模具材料。
2、模具结构的设计本文中的手机壳注塑模具采用单面四滑块+自动脱模结构。
在注塑成型时,四个滑块沿着方向板铰链方向向内滑动,使得塑料材料可以充分填充模腔,并保证产品的完整性和表面光滑度。
同时,采用自动脱模结构可以减少模具的脱模时间和工人劳动强度,提高生产效率。
3、模具冷却通道设计模具冷却通道的设计直接影响产品加工的质量和生产效率。
手机外壳注塑模设计

手机外壳注塑模具设计摘要:本课题是关于手机外壳模具的设计,主要是手机外壳注射成型模的结构设计和模具加工制造。
手机的形状较为复杂,所以模具设计中要考虑的因素有很多,除考虑它的出模、分型面,还需考虑它成型的质量,表面光洁度等。
所以我们设计应认真分析塑料制品的结构,寻求最佳的设计方案并选择成型设备的规格和型号。
分型面的选择很重要,制件不是平直表面,分型面的选择既要考虑不影响制件表面的美观,又要达到结构要求。
浇注系统的设计也很重要,在此次设计中我选点浇口,并设有冷料穴。
拉料杆采用Z形,这就解决了制品出模的问题。
结构设计包括分型面、型腔布置、浇注系统、排气系统、加热冷却系统、侧向抽芯机构、顶出机构、脱模机构以及主要零部件的设计。
模具加工制造运用PRO/E进行三维造型设计并对注塑模模具进行装配,对手机外壳注塑模具定模板型腔的加工工艺进行了分析。
此注射模设计的结构特点是点浇口形式的双分型面的注射模,是侧向抽芯。
经生产验证,该模具结构设计巧妙、操作方面、使用寿命长、塑件达到技术要求。
关键词:模具设计:注塑模具;分型面The design of the mobile shell mould Abstract:This topic is to design the mobile shell mold, which includes the structure design mould assist designing for manufacturing, and the working process of the injection mould of the front cover of the mobile shell set were introduced. Mobile shape so complicated that the mold design has a lot of factors to be considered , in addition to its ejector pin, parting surface, it needs to consider forming the quality of surface finish, and so on. Therefore, we should carefully design the structure of plastic products, find the best design options and choose the molding equipment specifications and models. It is very important, not the straight parts surface, parting surface of choice it is necessary to consider not affect parts of the surface appearance, but also to structural requirements. Pouring system design is also important in the design of the election, pin gate cold-slag well and Z-shape pin were chosen which are solved the problem of products to die.The structure design involve parting plane, cavity layout, old systems, heating cooling systems, the side core pulling mechanism structure, prop up the organization, drawing patterns and the design process of the main work pieces. The later use PRO/E to construct carries on the three dimensional modeling and to assemble the injection mould. The processing craft of the cavity of fixed plate of the base of the mobile shell are analyzed.The structure characteristic of this injection mould was a two-parting surface , and was a side core pulling mechanism. The mould was proved to be a clever design by production practice , the mould could be operated easily , the service life of the mould was long and the plastics parts produced by the mould could meet the technical requirement.Key words: mold design; injection mould; parting plane;第一章前言塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手机后壳的注塑模具设计费 飞(无锡机电高等职业技术学校 江苏 无锡 214028)摘 要:以手机后壳注塑模具设计为例,介绍了注塑模具的设计方法和流程。
首先根据塑件材料及工艺特性用M O LDF LOW 软件对零件进行模流分析,然后选择注塑机并确定型腔数目,接着确定成形方案:总体结构设计、分型面设计、浇注系统设计、脱模机构设计、冷却系统设计等。
最后进行注塑机工艺参数校核,包括注射量、锁模力、注射压力、模具厚度和注射机闭合高度等方面。
该设计方法对其它不同结构产品的注塑模具设计有一定的参考价值。
关键词:结构;模流分析;模具中图分类号:T N929.53 文献标识码:A 文章编号:1672-1047(2006)04-0076-06Design of injection mould for mobile phone battery coverFei Fei(Wuxi Higher Mechanical and Electronical and Professional and Techenical School Wuxi 214028 Jiangsu )Abstract :Chosen the m obile phone battery cover ,paper introduced the method of the injection m ould design.Firstly ,based the usage material categ ory and the craft characteristic ,an analysis is carried out by s oftware of M O LDF LOW.Secondly ,select the right injection ma 2chine and fix the number of cavity.Then ,make the shape scheme ,this is contained total structure design ,dividing a design for face ,sprinkling to note the system design ,take off design and cool system design.Finally ,check the parameters of design ,including the injec 2tion quantity ,locking the m old dint ,injection pressure ,the m olding tool thickness and the machine closing height etc.The method this the 2sis introduced can be used to other structure product.K ey w ords :S tructure ;M old flow analysis ;M ould 1引言目前世界上塑料的体积产量已经赶上和超过了钢铁,成为当前人类使用的第一大类材料。
我国的塑料工业正在飞速发展,塑料制品的应用已经深入到国民经济的各个部门,塑料制品与模具设计是塑料工程中的重要组成部分,是塑料工业中不可缺少的环节。
塑料成型模具是成型塑料制品的工具。
本文以手机后壳为例,介绍了注塑模具设计流程,该流程包括工艺分析,选择注塑机,确定成型方案,最后对该注塑机进行必要的工艺参数校核。
下面就对该实例进行详细论述。
2工艺分析2.1塑件使用材料及工艺特性分析本例使用材料为透明的pc 和bbs 按一定比例混合使之达到要求的一种材料,属于热塑性塑料,成型性能较好(收缩率为0.5%~0.7%),流动性好,比热容较低,在料筒中塑化效率高,成型周期短,精度等级高,耐冲击,可以进行UV 处理,有很高的着色性。
2.2结构工艺性分析精度要求高,尺寸不大,外形对称,一个侧抽芯。
・67・第8卷第4期2006年12月 黄冈职业技术学院学报Journal of Huanggang P olytechnic V ol.8N o.4Dec.2006收稿日期:2006-11-05 作者简介:费 飞,男,无锡机电高等职业技术学校讲师。
2.3模流分析对于任何注塑成型来说,最重要的是控制塑料在模具中的流动方式。
制品的许多缺陷,如气穴、熔接痕、短射乃至制品的变形、冷却时间等,都与树脂在模具中的流动方式有关。
利用模流分析软件M O LDF LOW 通过对熔体在模具中的流动行为进行模拟,可以预测和显示熔体流动前沿的推进方式、填充过程中的压力和温度变化、流动时间、气穴和熔接痕的位置等,帮助设计人员就如何改变壁厚、制件形状、浇口位置和材料选择来提高制件工艺性,帮助工艺人员在试模前对可能出现的缺陷进行预测,找出缺陷产生的原因并加以改进,提高一次试模的成功率。
图1.1~图1.6为流模分析效果图,表1为流模分析数据结果。
图1.1Fill Fime 图1.2Con fidence of Fill图1.3Injection Pressure 图1.4Press Drop图1.5Flow Front T em p 图1.6Quality Prediction表1 流模分析结果列表Part Name :battery -refMaterial Supplier :Cheil Industries Incorporated Material G rade :VB1108R Max Injection Pressure :100.00MPa M old T em perature :75.00deg.C・77・Melt T em perature :265.00deg.C Injection T ime :0.37sec Injection Pressure :48.83MPa Filling Clam p F orce :6.93tonnePacking Clam p F orce Estimate @20%:(9.77)MPa 2.74tonne Packing Clam p F orce Estimate @120%:(58.59)MPa 16.44tonne Clam p F orce Area :27.52sq.cm Cycle T ime :6.21ec 2选择注塑机,定型腔数目2.1根据塑件形状,估算体积V =2X3.34e +03mm 3=134.2mm 3又塑件精度要求高,且只有单侧抽芯,拟采对称型腔,取N =2估算浇注系统V 1=π×322×15+π×22×60=965.6mm 3,取V 1=1000mm 3,则Vg ≥nV +V j 0.8=134.2+10000.8=1417.8mm3≈1.5cm 32.2根据注塑机技术规格,选取XS -ZS -22型注塑机校核型腔数目:N =0.8V B -V j V =0.8×20-10.134>2,则取一模四腔。
符合采用。
3确定成形方案3.1总体结构由于制品深度不大,采用单分型面二板式结构,用四根导柱导套组成导向部件来确保动模与定模合模时能准确对中;制件的外观有一定的要求可用潜伏式点浇口来保证;侧向分型采用斜导柱滑块抽芯结构。
成型部件由凹模和凸模组成,合模后便组成了模具的型腔,凹模和凸模分别由凹模固定板和凸模固定板用螺钉从背部固定,以便于拆装更换,提高整个模具的寿命。
总体结构如图3.1所示。
图3.1 总体结构3.2确定分型面考虑到塑件的外观质量,以及镶件的使用,将分型面设置在A -A 面,在PRO/E 中采用“自动分型线”和“裙边”命令来创建主分型面,如图:・87・图3.2 分型面 3.3侧芯机构的计算(1)制件带有侧凹且深度不大,需要采用斜导柱侧向分型及抽芯机构,侧型芯和滑块作为一体,简化结构,采用一模两腔,使之对称。
这种结构比较简单,且容易制造,而且可靠。
开模时,开模力通过斜导柱促使滑块侧芯在动模板的导滑槽内滑动,完成侧向抽芯动作。
在机构上设有锁紧块,以保持滑块的成型位置。
(2)主要参数确定A.抽芯距S 型芯从成型位置抽到不妨碍塑件脱模的位置所移动的距离叫抽芯距。
一般等于侧凹加上2~3mm 的余量。
取:S =5mmB.斜导柱的倾角α 斜导柱的倾角α是决定抽芯机构工作效果的一个重要参数,它不仅决定开模行程和斜导柱的长度,而且对斜导柱的受力状况有着重要的影响。
为达到要求的抽芯距S ,开模行程与斜导柱的倾角α的关系为H =Scotα斜导柱的有效工作长度L 与倾角α的关系为L =Ssinα生产中一般取α=150~200,不宜超过250。
这里取α=150图3.3 开模行程 图3.4 斜导柱结构图C.斜导柱长度计算由公式:L =L 1+L 2+L 3+L 4+L 5=12Dtgα+h cos α+12dtg α+s sinα+(5~10)・97・其中L1=2.41mm,L2=32.29mm,L3=1.34mm,L4=17.6mm,L5=3.77mm 则代入归整后得:L=60mm 3.4脱模方式的选择注射成型的每一个循环中,塑料制品必须准确的从模具的凹模或型芯上脱出,完成脱出制品的装置称为脱模机构。
脱模机构的设计应遵循以下几点原则:尽可能使制件留在动模一侧,以便借助开模力驱动脱模装置;防止制品变坏和损坏;力求良好的制品外观,推出位置尽量选在制品内部或对外观影响不大的位置;结构合理可靠,制造方便。
脱模结构按结构可分为以下几类:(1)简单脱模机构 包括常见的推杆、推管、推板等脱模机构。
(2)二次脱模机构 特殊形状的制品,一次脱模易变形,损坏甚至不能脱出时采用。
(3)双脱模机构 动模和定模两边均设有简单的脱模机构。
(4)顺序脱模机构 对形状复杂制品的模具,会有多个分型面,此时应顺序分型,才能使制品从模内顺利脱出。
(5)螺纹制品脱模机构 通过模内自动旋转,使制品从螺纹型芯或型环上脱出。
从塑件结构形式分析,battery宜采用推杆脱模结构,用8根顶杆顶在塑件的不同位置,推杆固定在推杆固定板与推板之间,由注射机顶出油缸推动,使推杆运动实现脱模动作,并用复位杆复位。
3.5浇注系统形式浇注系统是指注射机到型腔之间的进料通道,分为普通浇注系统和热浇道浇注系统两大类。
普通浇注系统由主浇道、分浇道、浇口和冷料穴等几部分组成。
采用普通浇注系统,由于是一模二腔,必须设置分浇道,点浇口从零件底部进料,利用分型面间隙及镶件间隙排气。
(1)主流道设计 主流道形状为圆锥形,便于熔体的流动和开模时主流道凝料的顺利拔出。