外壳2注射模具设计
毕业设计(论文)-玩具手机外壳注射模设计[管理资料]
![毕业设计(论文)-玩具手机外壳注射模设计[管理资料]](https://img.taocdn.com/s3/m/9ee849520029bd64793e2c2f.png)
论文编号:0815成人高等教育毕业设计(论文)题目玩具手机外壳注射模设计学院机电工程学院专业机械制造与自动化年级姓名指导教师(200 年月)广东技术师范学院继续教育学院制塑料模毕业设计(论文)任务书设计课题:玩具手机外壳注射模设计学生姓名:班级:2008模具技师1班参与设计者:附:玩具手机外壳 (塑件)零件图\塑料材料:ABS 生产批量:30万件/年用户要求:塑件表面无熔接痕、气泡、斑点、翘曲。
任务下达时间:年月日毕业设计(论文)开始与完成时间:年月日至年月日指导教师:张小清时间:前言光阴似箭,在校的大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为手机壳的注塑模具。
本次毕业设计课题来源于生活,应用广泛,模具结构较为简单,对模具工作人员提高理论联系实际的能力是一个很好的练习。
它能加强对塑料模具成型原理的理解,同时锻炼对塑料成型模具的设计和制造能力。
本次设计以手机壳注射模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。
能很好的学习致用的效果。
在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。
把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。
在设计中除使用传统方法外,同时引用了CAD、Pro/E等技术,使用Office软件,力求达到减小劳动强度,提高工作效率的目的。
由于本人才疏学浅,知识根底不牢,缺少经验,在模具结构设计计算和编写设计说明书的全工程中,得到张老师、钟老师以及其他机械、模具基础课的老师的细心指导,同时也得到同学的热情帮助和指点,在此谨以致谢。
敬请各位老师和同学批评指正,以促我在以后的工作中减少类似的错误,做出成绩,以报恩师的淳淳教诲和母校的培养。
目录前言1、塑件的工艺分析 (5).塑件原材料的分析 (5).塑件的结构和尺寸精度及表面质量分析 (7).塑件体积的估算 (7).塑件的注射工艺参数 (8)2、拟定模具结构形式 (8).确定型腔的数量及排列方式 (8)3、分型面位置的确定 (9)4、浇注系统形式和浇口的设计 (10).主流道的设计 (10).分流道的设计 (11).浇口的设计 (12).冷料穴的设计 (13).浇注系统平衡 (13)5、排气系统、冷却系统的设计 (14).排气系统的设计 (14).冷却系统的设计 (14)6、成型零件的设计与加工工艺 (15).型腔的设计与加工工艺 (15).型芯的设计与加工工艺 (16).斜顶的设计与加工工艺 (18)7、注射机的选择 (19).由公称注射量选定注射机 (19)8、注射机与模具尺寸的关系校核 (19) (20) (21)9、模具的装配过程 (22)10、模具的工作过程 (23)11、结束语 (24)12、总结与致谢词 (24)13、参考文献 (25)附录1 常用塑料收缩率标称参考表 (34)附录2 塑件公差数值表 (35)附录3 不同截面形状分流道的流动 (37)附录4 标准公差表 (38)附录5 公制内六角螺钉 (38)玩具手机壳注射模设计2008模具技师1班李宝佳摘要:本设计依据注射成型的基本原理,特别是注射模具的结构与工作原理,对注塑产品作出了详细的分析;本次设计采用了斜顶装置进行脱模,详细介绍了结构设计、注射模具浇注系统的设计过程,并对相关参数进行了校核计算。
手机外壳的注塑模具设计与加工
毕业设计(论文)题目:手机外壳的注塑模具设计与加工无锡太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)手机外壳的注塑模具设计与加工是本人在导师的指导下独立进行研究所取得的成果,其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢的内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写的成果作品。
班级:机械96学号:0923275作者姓名:2012 年5 月25 日无锡太湖学院信机系机械工程及其自动化专业毕业设计论文任务书一、题目及专题:1、题目机械设备模具的计算机设计与加工2、专题手机外壳的注塑模具设计与加工二、课题来源及选题依据该设计来源于某模具公司,该产品为手机背面外壳,要求设计一套模具来生产它,预估产量比较大,所以设计为一模两腔,在随着国民经济的高速发展的同时,市场对模具的需求量也不断的增长。
人们已经越来越清楚认识到产品质量、成本和新产品开发能力的重要性。
模具设计与制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定了企业的生存空间。
现在,模具设计与制造行业追求的目标是提高产品质量及生产效率、缩短设计及制造周期,降低生产成本、最大限度提高模具制造业的应变能力,满足用户需求。
而手机模具设计与加工更是模具设计与加工的主流。
三、本设计(论文或其他)应达到的要求:1.熟悉模具设计与加工的发展历程;2.熟练掌握模具设计所需`要的软件CAD、UG等;3.熟练掌握模具各零件所用钢材的种类以及注塑原料种类与特性;4.掌握模具设计与加工的一般流程并了解模具结构;5.能够根据产品结构设计出符合要求的模具撰写毕业设计论文;四、接受任务学生:机械96 班姓名陈兵五、开始及完成日期:自2012 年11 月12 日至2013年5 月25 日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〔学科组组长〕签名研究所所长系主任签名2012年11月12摘要随着经济全球化的不断深化,模具工业在一部分国民经济中起着越来越明显的作用。
模具毕业设计2板(框)类制品叠层式注射模具设计(论文)
图书分类号:密级:毕业设计(论文)板(框)类制品叠层式注射模具设计DESIGN OF STACK INJECTION MOULD PRODUCTS FOR FRAME学生姓名学院名称专业名称机械设计制造及其自动化指导教师年月日摘要本论文设计了仪器外壳的叠层式热流道模具结构。
该模具有2层,每层8个型腔,一次可成型16个产品,该模具是普通注射成型产量的2倍,大大提高生产力。
本次模具设计采用的是无流道凝料浇筑系统,不考虑浇道的凝料脱出,减少了分型面,并缩短了成型周期,降低了整个生产成本。
而且还采用了齿轮齿条开模机构,在确保俩层型腔同时开模又比较经济。
使热流道板的热胀变形问题和浇口的平衡问题有一个很好的解决,基本确保同时充模和充模的稳定可靠性。
该模具还采用闭合式喷嘴和闭合式主流道杯,解决了浇口和主流道始端的流涎问题,它采用热电偶控制喷嘴温度和流道板温度。
在设计中,为减少热传导热损失。
在流道板和型腔板之间采用空气隔热,并加隔热垫,从而降低模具和流道板之间的接触面积,并发挥了支撑热流道板的作用。
喷嘴和主流道杯均采用隔热套隔热。
关键词热流道;叠层式模具;浇口平衡;防流涎AbstractThis design introduces the mould structure of instrument of outer cover, which has piles of type and thermal current dishes. The mould has 2 layers of types, 8 for each layer, which can shape 16 products for once, the mould can produce 2 times of products ordinary inject shaping, and it boosts productivity greatly . The mould uses a thermal current dish of congeal material , without consideration of the deviatation of water dish congeal material, which has reduced dividing type, and shortened shaping cycle. And it has reduced the cost of the production on the whole. The mould which is economic adopts a gear and rack to turn on , making sure the two types of the mould turning on at the same time. The mould gives a good settlement of the expansion problem of the board of the thermal current dishes and the balance problem of runner, guaranting to fill the mould steadily and basically making sure the mould filling at the same time. The mould adopts the spray nozzle of closing type and the cup of mainstream dishes, solve the saliva problem of runner and the top shed of mainstream dishes, and it adopts the electric thermocouple to control the temperature of the spray nozzle and the flow dishes board. In the design, for reducing losing heat of the heat-conduction. Between the flow dishes board and the mould board, there is air to against heat, there are against heat cushions to against heat ,which reduces the area of contact between the mould board and the flow dishes and plays a role of supporting of the board of the thermal current. The spray nozzles and the cup of the mainstream dishes have heat insulation set.Keywords Thermal current one One pile of types mould Balance the runner Prevent saliva flows目录摘要 (I)Abstract (II)1 绪论 (1)2 制品设计 (3)2.1制件图 (3)2.2产品使用要求 (4)2.3产品材料 (4)3 工艺分析 (5)3.1塑料特性 (5)3.2塑料的注射工艺条件 (5)3.3塑件使用材料的工艺分析 (6)4选择设备 (7)5模具设计 (8)5.1模具结构设计 (8)5.1.1选择分型面 (8)5.1.2布置型腔 (8)5.1.3确定成型零部件结构 (9)5.1.4浇注系统结构设计 (9)5.1.5开模机构设计 (10)5.1.6 脱模机构设计 (11)5.1.7温控系统设计 (11)5.2主要零部件尺寸计算 (11)5.2.1成型零部件尺寸计算 (11)5.2.2 确定模具各部分结构尺寸 (17)5.2.3浇注系统计算 (18)5.2.4冷却系统计算 (21)5.2.5推出机构计算 (25)5.3校核 (28)5.3.1模具与注射机关系校核 (28)5.3.2 物料流程与流动比校核 (29)结论 (30)致谢 (31)参考文献 (32)1 绪论模具是现代化工业生产的重要工艺装备,被称为“工业之母”。
车灯厚壁光导 2K 注射模设计
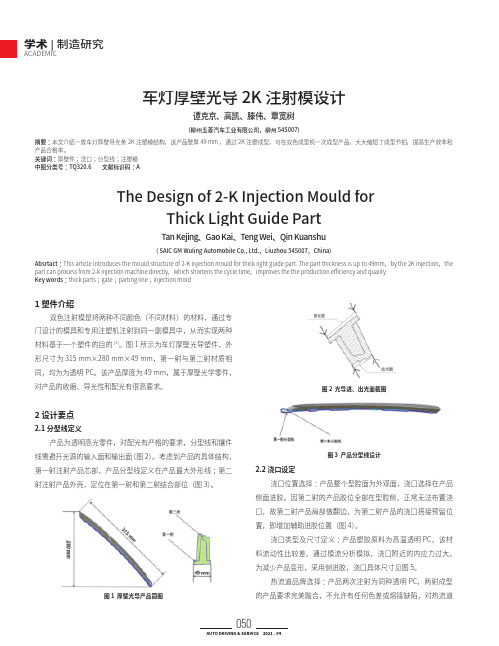
图 2 光导进、出光面截图
2 设计要点
2.1 分型线定义 产品为透明高光零件,对配光有严格的要求,分型线和镶件
线需避开光源的输入面和输出面(图 2)。考虑到产品的具体结构, 第一射注射产品芯部,产品分型线定义在产品最大外形线 ;第二 射注射产品外壳,定位在第一射和第二射结合部位(图 3)。
图 1 厚壁光导产品简图
学术 | 制造研究
ACADEMIC
车灯厚壁光导 2K 注射模设计
谭克京、高凯、滕伟、覃宽树
(柳州五菱汽车工业有限公司,柳州 545007)
摘要 :本文介绍一款车灯厚壁导光条 2K 注塑模结构,该产品壁厚 49 mm ,通过 2K 注塑成型,可在双色成型机一次成型产品,大大缩短了成型节拍,提高生产效率和 产品合格率。 关键词 :厚壁件 ;浇口 ;分型线 ;注塑模 中图分类号 :TQ320.6 文献标识码 :A
The Design of 2-K Injection Mould for
Thick Light Guide Part
Tan Kejing、Gao Kai、Teng Wei、Qin Kuanshu
( SAIC GM Wuling Automobile Co., Ltd.,Liuzhou 545007,China)
1 塑件介绍
双色注射模是将两种不同颜色(不同材料)的材料,通过专 门设计的模具和专用注塑机注射到同一副模具中,从而实现两种 材料基于一个塑件的目的 [1]。图 1 所示为车灯厚壁光导塑件,外 形尺寸为 315 mm×280 mm×49 mm,第一射与第二射材质相 同,均为为透明 PC。该产品厚度为 49 mm,属于厚壁光学零件, 对产品的收缩、导光性和配光有很高要求。
模具的温度控制系统是保证成型塑件质量的关键,模具的 冷却系统设计不完善会导致制件产生缺陷 [2]。产品对成型成型 周期要求为 55 s ,要求冷却水路布置要充分。通过模流分析, 产品两端的翘曲变形很大(图 7),为此需要通过模具温度调 整来减少产品变形。模具水路设计时两端的水路温度需单独控 制,并且模具内设计温度传感器,可以精确检测和调节水路温 度(图 8)。 2.4 顶出及结构设计
模具毕业设计103注射模的结构设计

模具毕业设计103注射模的结构设计注射模具是工业制造过程中使用最广泛的一种模具,其设计结构直接影响到注射产品的质量和生产效率。
本文将详细介绍注射模具的结构设计,包括模具的结构要求、主要零件设计和结构优化。
一、模具的结构要求1.注射模具的结构要具有良好的刚性和稳定性,以确保模具在注射过程中不发生变形和振动,影响产品的精度和表面质量。
2.注射模具的结构要便于装卸、维修和保养,以提高模具的使用寿命和工作效率。
3.注射模具的结构要尽可能简单,以降低模具的制造成本和维修成本。
二、注射模具的主要零件设计1.模具基座:模具基座是支撑模具的主要部件,其结构要具有足够的刚性和稳定性。
为了方便模具的安装和调整,模具基座通常采用箱式结构,并设置有调整螺栓。
2.模板:模板是注射模具的主要部件,其上安装有注射模具的零件和导向机构。
模板的结构要求平整度高、刚性好,并配有合适的冷却系统,以确保注射过程中的热平衡。
3.滑块和导柱:滑块和导柱是注射模具中重要的导向和定位部件。
滑块通常用于实现中空或复杂形状的注射产品,其结构要求刚性好、耐磨损,并具有良好的导向性能。
导柱负责注射模具的下模板与上模板的定位,其结构要求尺寸精确、表面光洁,并配有合适的润滑系统。
4.模芯和模腔:模芯和模腔是注射模具成型部件的关键零部件,直接决定了注射产品的形状和尺寸。
模芯和模腔的设计要考虑到材料的选用、热处理和表面处理等因素,以提高模具的耐用性和工作精度。
三、注射模具的结构优化为了进一步提高注射模具的生产效率和产品质量,可以采取以下措施进行结构优化:1.采用优质材料:选择适当的模具材料,具有良好的强度和耐磨性,以提高模具的使用寿命和工作精度。
2.优化冷却系统:合理设置注射模具的冷却系统,以提高注射过程中的热平衡,减少产品变形和缩水现象。
3.降低模具重量:通过优化模具结构和采用轻量化材料,来减轻模具的重量,降低模具的惯性和振动,提高注射产品的精度和表面质量。
塑料模具设计项目2单分型面注射模设计PPT课件
3、注射模与注射机的关系
3.3注射模与注射机安装部分有关尺寸的设计
喷嘴尺寸
定位孔尺寸
拉杆间距
模具闭合厚度
安装螺孔尺寸
1、模具结构及零件作用
单分型面注射模工作原理.swf
1、模具结构及零件作用
1、成型 部分
注射模的结构组成(八大部分) 2、浇注系
统
6、排气 系统
3、导向机 构
5、冷却与 加热系统
7、支承零 部件
4、推出 机构
2.2注射模的分类
按注射机类型
按塑件材料 按模具在机床 上的安装方式 按模具型腔数目
卧式注射机用注射模 立式注射机用注射模 角式注射机用注射模
2、塑件在模具中的位置设计
2.2 分型面的设计
分型面的选择原则
1.分型面应选 在塑件外形的 最大轮廓处
2、塑件在模具中的位置设计
2.2 分型面的设计
分型面的选择原则
➢2.分型面的 选择应有利于 顺利脱模
2、塑件在模具中的位置设计
2.2 分型面的设计
分型面的选择原则
3.分型面的选 择应有利于保 证塑件的精度 要求
3、注射模与注射机的关系
3.3.1喷嘴尺寸
浇口套球面R和喷嘴前端球面半径R0 喷嘴孔径d0和浇口套小端孔径d 正确关系为:d=d0+(0.5~1)mm R=R0+(1~2)mm
3、注射模与注射机的关系
3.3.1喷嘴尺寸
喷嘴与浇口套的 关系 正确.swf
喷嘴与浇口套的 关系 错误-1.swf
计算器外壳注塑模毕业设计
目录摘要本文以模具设计为主要内容,介绍了模具技术的现状及发展状况,并以具体的计算器外壳制品为例完成注射模具设计,说明了注塑模具设计的一般步骤,包括:制品分析,选材,设计计算,工艺参数校核,模具动作过程分析及特点,模具总体设计,零件设计,绘制模具装配图,零件图,模具校验等。
关键词:ABS 模具设计装配图零件图AbstractThis article take the mold design as the primary coverage, introduced the mold technology's present situation and the development condition, and complete the injection mold design take the concrete calculator outer covering product as the example, explained the injection mold design general step, including: The product analysis, the selection, the design calculation, the technological parameter examination, the mold movement process analysis and the characteristic, the mold system design, the components design, draws up the mold assembly drawing, the detail drawing, the mold verification and so on.Key words: ABS Mold design Assembly drawing Detaildrawing第一章绪论1.1塑料制品与塑料模具的概念1.1.1塑料制品是采用塑料为主要原料加工而成的生活用品、工业用品的统称。
吸尘器外壳注塑模具设计
吸尘器外壳注塑模具设计作者:汪菊英孙晓辉聂小春来源:《科技资讯》2012年第33期摘要:通过对吸尘器外壳用UG软件进行产品的三维造型,在对产品结构工艺分析的基础上,进行了分型面、浇注系统、脱模机构、冷却系统和侧抽芯机构等结构设计,用UG进行了模架的设计,设计过程中采用了计算机辅助模具设计,大大缩短了开发周期和生产成本。
关键词:吸尘器外壳注射模具成型计算机辅助设计中图分类号:TB47 文献标识码:A 文章编号:1672-3791(2012)11(c)-0094-01在现代社会中,吸尘器正成为人们生活中的产品,它的发展带动着一系列科技领域的崛起。
随着吸尘器产品的不断成熟以及人们消费观念的转变,吸尘器的质量、功能以及外观成为商家竞争的焦点。
而要保证竞争优势就必须重视吸尘器的结构设计和注塑模具成型。
本文通过对吸尘器外壳用UG软件进行产品的三维造型,在对产品结构工艺分析的基础上,进行了分型面、浇注系统、侧抽芯机构、脱模机构、冷却系统等结构设计,用UG进行了模架的设计,设计过程中采用了计算机辅助模具设计,大大缩短了开发周期和生产成本。
1 塑件的结构工艺性分析塑件为吸尘器外壳,产品壁厚均匀,厚度为1.6 mm,塑件唇部厚度为1 mm,塑件主体的脱模斜度为3°,塑件唇部的脱模较为1°,由于唇部的厚度较小易产生翘曲变形,使塑件间的配合可能造成一定的影响,而且此处容易产生气穴。
为此在塑件的内壁上加上两条加强筋,以保证塑件的形状精度要求。
塑件三维造型图如图1。
2 模具结构设计2.1 分型面的选择根据分型面的选择原则,以塑件下表面的边作为分型面,边界溢料会在分型面上,除去较为麻烦,但塑件可以顺利脱离凹、凸模。
2.2 浇注系统设计由于本塑件作为电器表面外壳,表面要求光滑,无浇口痕,所以选择以点浇口的进料方式,采用从塑件顶部进料,模具结构比较简单,浇口加工方便,同时可以满足塑件的填充要求。
从模流分析图中可见,采用顶部进料方式,所产生的排气穴主要集中在分型面上,有利于模具充填过程中的排气,有效保证塑件质量。
麦克风外壳注塑模具设计
随着塑料工业的飞速发展,塑料模具对人们的生活影响越来越大了,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。
我国的模具水平在近几年也得到了很大的发展。
在本次设计过程中,主要设计了麦克风外壳的注射模具。
分析了塑件的形状尺寸,拟订了模具的总体结构设计方案,并选定了所需的注射机的型号,设计了模具的成型部分,浇注系统和冷却系统等,并对模具进行了分模。
重点设计了模具的成型部分,并绘制了模具的装配图和动模定模图。
关键词:注射模麦克风外壳抽芯模具I第1章绪论 (1)1.1塑料成型在工业生产中的重要性 (1)1.1.1 塑料及塑料工业的发展 (1)1.1.2塑料在成型工业生产中的重要性 (1)1.2塑料的组成及其特性 (2)1.3设计程序 (6)1.3.1调研、消化原始资料 (6)1.3.2 选择成型设备 (6)1.3.3 拟定模具结构方案 (7)1.3.4方案的讨论与论证 (7)1.3.5绘制模具装配草图 (7)1.3.6 绘制模具装配图 (8)1.3.7 绘制零件图 (8)1.3.8 编写设计说明书 (8)第2章模具方案设计 (9)2.1塑料模具的分类 (9)2.2方案的确定 (9)第3章麦克风手柄注塑模具设计 (13)3.1制件塑料的选择以及麦克风塑料制件的市场前景分析 (13)3.2注塑机的选择 (15)3.2.1选择注塑机的相关计算: (16)3.3麦克风手柄工艺分析 (19)3.4模具结构设计 (23)3.4.1 分型面的选择 (23)3.4.2 浇注系统设计 (24)3.4.3 成型零部件的设计与计算 (26)第4章凹模的造型 (36)第5章凸模的造型及加工仿真 (41)结论 (43)致谢 (44)参考文献 (45)II第1章绪论1.1 塑料成型在工业生产中的重要性1.1.1 塑料及塑料工业的发展塑料是以树脂为主要成分的高分子有机化合物,简称高聚物,一般相对分子量都大于1万,有的甚至可达百万级。
注射模具设计尺寸计算公式
注射模具设计尺寸计算公式注射模具设计是塑料制品生产过程中至关重要的一环,它直接影响着产品的质量和成本。
在注射模具设计中,尺寸计算是一个重要的环节,它直接决定了模具的精度和稳定性。
本文将介绍注射模具设计尺寸计算公式,帮助读者更好地理解和应用这一知识。
首先,我们需要了解一些基本概念。
在注射模具设计中,尺寸计算主要包括模具的尺寸、材料厚度、收缩率等参数的计算。
这些参数直接影响着模具的成型效果和产品的质量。
因此,设计师需要根据产品的要求和材料的特性,合理地计算这些参数,确保模具的设计符合实际生产的需求。
其次,我们来看一些常用的注射模具设计尺寸计算公式。
首先是模具的尺寸计算公式。
模具的尺寸主要包括产品的尺寸和模具的结构尺寸。
产品的尺寸通常由产品图纸给出,而模具的结构尺寸则需要根据产品的形状和结构来计算。
一般来说,模具的结构尺寸可以根据产品的尺寸和结构来确定,常用的计算公式包括:1. 模具的长度计算公式,L = Lp + S + D。
其中,Lp为产品的长度,S为产品的收缩率,D为模具的收缩率。
2. 模具的宽度计算公式,W = Wp + S + D。
其中,Wp为产品的宽度,S为产品的收缩率,D为模具的收缩率。
3. 模具的厚度计算公式,H = Hp + S + D。
其中,Hp为产品的厚度,S为产品的收缩率,D为模具的收缩率。
以上公式中,产品的收缩率和模具的收缩率是非常重要的参数。
产品的收缩率通常由材料的特性和产品的形状来确定,而模具的收缩率则需要根据产品的收缩率和模具材料的特性来确定。
一般来说,模具的收缩率可以通过实验和经验来确定,设计师需要根据实际情况来选择合适的收缩率。
另外,还有一些常用的注射模具设计尺寸计算公式,如材料厚度的计算公式、模具的结构尺寸的计算公式等。
这些公式可以根据具体的产品和模具来确定,设计师需要根据实际情况来选择合适的公式。
最后,需要注意的是,注射模具设计尺寸计算是一个复杂的过程,设计师需要综合考虑产品的要求、材料的特性、模具的结构等多个因素,才能确定合适的尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外壳2注射模具设计
前言
随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是外壳模具的设计。
也就是设计一副注塑模具来生产底座盖塑件产品,以实现自动化提高产量。
针对底座盖的具体结构,通过此次设计,使我对点浇口双分型面模具的设计有了较深的认识。
同时,在设计过程中,通过查阅大量资料、手册、标准、期刊等,结合教材上的知识也对注塑模具的组成结构(成型零部件、浇注系统、导向部分、推出机构、排气系统、模温调节系统)有了系统的认识,拓宽了视野,丰富了知识,为将来独立完成模具设计积累了一定的经验
本次设计中得到了徐老师的指点。
同时也非常感谢马老师的精心教诲。
由于实际经验和理论技术有限,设计的错误和不足之处在所难免,希望各位老师批评指正。
摘要
本课题主要是针对罩注射模的模具设计, 罩注射模具有重量轻、易清洁、耐腐蚀老化、强度高、使用寿命长,制作方便、价格低廉等特点。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
依据产品的数量和塑料的工艺性能确定塑件采用注射成形法生产。
该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采用点浇口,因此选用单分型面注射模,点浇口自动脱模结构。
模具的型腔采用一模八腔平衡布置,浇注系统采用点浇口成形,推出形式为十六推杆推出机构完成塑件的推出。
由于塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。
本次的设计中不仅参考了大量纸质文献,而且在互联网上查阅资料,设计过程比较完整。
关键词:单分型面注射模具外壳硬聚氯
ABSTRACT
The main topic is covered in mold design for the base, the base covered with a light weight, easy to clean, corrosion-resistant aging, high strength, long service life, making easy, low prices and so on. Through the process of plastic parts for analysis and comparison, the final design of an injection mold. Process from the product structure of the project, specific mold structure starting on the casting mold system, mold forming part of the structure, the top out of the system, cooling system, the choice of injection molding machines and related parameters of the check, there are detailed design, while and simple preparation of the mold process. Through the entire design process that can be achieved in the mold plastic parts required in this process
Rich source of raw materials, plastic products, low price and excellent performance characteristics. It is in computers, mobile phones, cars, motors, electrical, instrumentation, home appliances and communication products manufacturer has an irreplaceable role, the application is extremely broad. Pieces of molding thermoplastic injection molding is the main method, so a wide range of applications.
Injection molding is the plastic material into the barrel through the heating and melting, making the high viscosity of the fluid pressure with a plunger or a screw as a tool to melt at a higher pressure through the nozzle into the mold cavity, after cooling, freezing stage, then emerge from the mold, a plastic products.
Based on the volume and determine the process performance of plastic injection molding method using plastic parts production. The product is designed for mass production, so the design of the mold have a high Zhusu efficiency, feed system to be able to automatic ejection, in addition to ensure the quality of plastic surface using point gate, so we choose a single sub surface injection mold, points gate automatic ejection structure. Mold cavity eight-cavity mold with a balanced layout, gating system using point gate forming, introduced in the form of introduction agencies to complete sixteen putting the introduction of plastic parts. As performance requirements of plastic injection molding process in the cooling system, so also in the mold design to design. The only reference to the design of a large number of paper documents, and access to information on the Internet, the design process is complete.
Key words :Single parting injection mould Hard PVC。